Газобетонные блоки производство: Технология производства автоклавного газобетона — этапы
О заводе газобетонных блоков ГлавСтройБлок Усть-Лабинск
Завод «Главстрой-Усть-Лабинск», расположенный в Краснодарском крае, выпускает современные высококачественные газобетонные блоки, монолитные перемычки и U-Блоки торговой марки «ГлавСтройБлок».
Доставка продукции как физическим, так и юридическим лицам производится в следующие регионы: Краснодарский край и республику Адыгею, Ростовскую область, республику Крым, Ставропольский край и республики Северного Кавказа.
Достижения и преимущества
Мы занимаемся производством газобетонных блоков с 2013 года и являемся на сегодняшний день крупнейшим производителем газобетонный продукции в Южном федеральном округе России. Продукция завода выпускается на современном оборудовании Wehrhahn (Германия). Производственные мощности позволяют отгружать более 400 кубометров блоков в год.
Производство газобетонных блоков автоматизировано, что обеспечивает соответствие каждого изделия требуемым техническим характеристикам и стандартам качества.
Производство качественных изделий обеспечивается:
- собственной лабораторией;
- системами управления процессами «Siemens»;
- персоналом, прошедшим профессиональную подготовку в Германии.
Завод «Главстрой-Усть-Лабинск» входит в Национальную ассоциацию производителей автоклавного газобетона.
О продукции
Завод «Главстрой-Усть-Лабинск» производит газобетонные блоки по технологии автоклавного твердения.
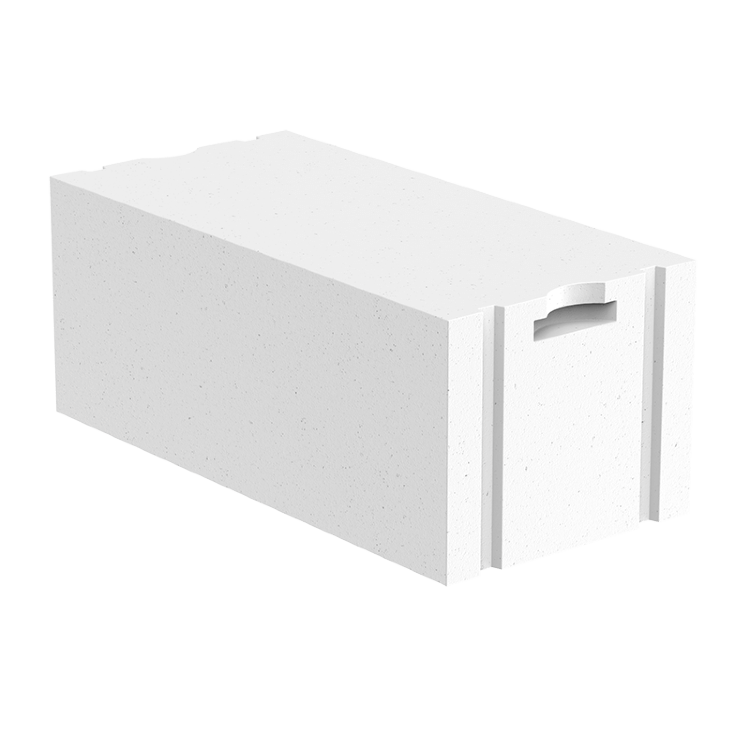
Выпускаются следующие виды газобетонных блоков:
Ассортимент продукции рассчитан таким образом, чтобы полностью перекрывать потребность в газобетонных материалах при строительстве домов и перекрытий любой конфигурации.
Применение
Газобетонные блоки «ГлавСтройБлок» могут использоваться для постройки несущих наружных и внутренних стен зданий высотой до 3-х этажей, а также внутренних перегородок многоэтажных зданий. При каркасном строительстве применение газобетонных блоков не ограничено высотой постройки.
При каркасном строительстве применение газобетонных блоков не ограничено высотой постройки.
Сертификаты
Сегодня в Архангельске торжественно открыли завод газобетонных блоков
Этот пильный комплекс придает форму будущему газобетонному блоку. До этого он находился в сушильной камере. Как говорят рабочие, рецепт такого строительного материала не сложный.
Сергей Федулов, заместитель начальника производства газобетонных блоков:
— Основными компонентами являются портван цемент 500-сотый, песок и алюминиевая пудра.
Для производства одной партии блоков из газобетона требуется 10 часов. Работают над этим 20 человек. До этого газобетонные блоки в Архангельскую область привозили из Ярославля и Костромы. Идея запустить свое производство возникла еще в прошлом году. Завод планирует выпускать 18 тысяч кубов новых стройматериалов в год.
Алексей Ометов, управляющий ООО «Гидротрансстрой»:
— Немаловажный фактор, наша компания на протяжении пяти лет занимается намывом песка и в нашем блоке «Архблок» мы используем свой песок — свое сырье. Открыв здесь завод мы уменьшили стоимость, сократили по рынку Архангельска на 10 процентов.
Открыв здесь завод мы уменьшили стоимость, сократили по рынку Архангельска на 10 процентов.
Потребители уже есть. Первые контракты со строительными компаниями Архангельской области подписали прямо на открытии. Также завод планирует участвовать в программе переселения из ветхого аварийного жилья.
Надежда Виноградова, заместитель председателя Архангельского областного собрания депутатов:
— Сегодня на территории Архангельской области у нас реализуются нац.проекты жилье, городская среда, развивается жилищное строительство и я думаю, что продукция этого завода газобетонных блоков будет очень востребована нашему строительному рынку.
Для гостей провели экскурсию по новому современному заводу. Показали всю кольцевую линию производства.
Игорь Орлов, губернатор Архангельской области:
— Любой завод, который открывается на территории региона это большое и важное событие. Безусловно это создание рабочих мест, решения вопросов какого-то направления, а здесь это особенно важно — строительная отрасль, которая у нас переживает не самые лучшие времена.
В скором будущем, говорят на заводе, мощность вырастет, а вместе с ней и количество рабочих мест. Перспективы вполне реальны.
Катерина Смирнова
Заводы по производству газобетонных блоков
Для возведения зданий все чаще используется такой строительный материал, как газобетон. Его прочность и легкость достигаются благодаря процессу автоклавирования, в ходе которого смесь из цемента, алюминиевой пудры, извести, кварцевого песка и воды подвергается воздействию высокой температуры и повышенного давления.
Такой метод используется всеми ведущими предприятиями. Познакомиться с их продукцией и получить о ней максимум полезной информации вы сможете из нашей статьи.
Ytong
С 2007 года введен в эксплуатацию завод по производству газобетонных блоков в Московской области (г. Можайск), где реализована фирменная технология по автоклавного твердения под маркой Ytong®.
Специалистами компании осуществляется постоянное внедрение инновационных производственных методов, основанных на собственных научных разработках. Также обеспечивает постоянный контроль качества, благодаря чему продукция соответствует критериям ГОСТ, а также требованиям по экологической/радиационной безопасности и огнестойкости.
Также обеспечивает постоянный контроль качества, благодаря чему продукция соответствует критериям ГОСТ, а также требованиям по экологической/радиационной безопасности и огнестойкости.
Bonolit
Востребована также продукция такой компании, как Bonolit. Она производится на современной технологической линии HESS AAC Systems B.V. В перечень выпускаемых товаров входят такие разновидности, как:
- Стеновые;
- Для навесных фасадов;
- Перегородочные;
- П-образные;
- Арочные и пр.
Компанией автоматизированы все технологические процессы, которые в обязательном порядке контролируются высококвалифицированными специалистами. Предельно допустимое отклонение в геометрии газоблоков составляет +-1 мм. Согласно заявлениям производителя, производимый им материал сохраняет эксплуатационные свойства до 100 лет даже при отсутствии дополнительной фасадной облицовки.
Калужский газобетон
Предприятие, расположенное к Калужской области, оборудовано современной технологической линией фирмы WKB. Им производятся автоклавные газобетонные блоки, плотность которых составляет D300, D400, D500 и D600. В ассортименте присутствуют и U-образные варианты.
Им производятся автоклавные газобетонные блоки, плотность которых составляет D300, D400, D500 и D600. В ассортименте присутствуют и U-образные варианты.
Продукция может использоваться для возведения таун-хаусов, промышленных/коммерческих сооружений, дачных домов и коттеджей. Она востребована и в многоэтажном строительстве при заполнении железобетонных каркасов, а также при ремонте и реконструкции. Товары соответствуют требованиям по тепловой защите сооружений СНиП 23-02-2003.
Костромской силикатный завод
Был основан ещё 8 декабря 1930 года. Это один из старейших заводов Костромской области.
В 2013 году был введен в эксплуатацию новый гидравлический пресс для производства силикатного кирпича.
Сегодня на предприятии выпускаются не только газоблоки и кирпич, но и освоено производство элементов мощения включающих в себя: плиты бетонные тротуарные, бордюрный камень, водосток. Акционерное общество обладает широким парком автомобильной техники, способной доставить продукцию в любой регион Российской Федерации.
Егорьевский ЗСМ
Среди заводов-производителей газобетонных блоков особое место принадлежит этому предприятию. Оно предлагает газоблоки минимальной толщиной 200 мм и в четырех основных разновидностях. Это гладкие и пазогребневые блоки, которые могут быть с захватом либо без него. На официальном сайте компании представлена необходимая информация об ассортименте и предоставлены сертификаты качества.
На производстве установлена высокотехнологичная линия Masa Henke (Германия), обеспечивающая выпуск качественной продукции. Она соответствует жестким нормам экологической безопасности, огнестойкости, прочности и морозостойкости.
Кто лучше?
Кому из заводов-производителей газобетонных блоков отдать предпочтение, однозначно сказать сложно. Каждый из вышеперечисленных брендов может похвастаться отличными товарами, чье качество подтверждается соответствующими протоколами и сертификатами. При выборе стоит обратить внимание на точные эксплуатационные характеристики, а также на стоимость предложенных вариантов.
обзор типов линий и установок
array(3) {
[0]=>
array(49) {
[0]=>
string(113) "a51b3fc35e31cb8ca5252bc328d3e24e.jpg"
[1]=>
string(113) "c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(115) "fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(115) "bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(113) "2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(115) "95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(115) "80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(115) "ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(115) "9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(115) "72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(115) "a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(115) "a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(115) "3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(115) "154e8b079043ca7e3118c467e3c4f913. jpeg"
[14]=>
string(115) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(115) "0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(115) "84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(115) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(115) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(115) "622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(115) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(115) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(115) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(115) "0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(115) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(115) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(115) "f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(115) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(115) "809790d30a07de7ee146765bf15f4c44. jpeg"
[29]=>
string(113) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(115) "9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(115) "4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(115) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(115) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(115) "fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(115) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(115) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(115) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(115) "7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(115) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(115) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(115) "d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(115) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(115) "cb17bc67e717bd8764777ab8d89149a9. jpeg"
[44]=>
string(115) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(115) "57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(115) "285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(115) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(115) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[1]=>
array(49) {
[0]=>
string(62) "/wp-content/uploads/a/5/1/a51b3fc35e31cb8ca5252bc328d3e24e.jpg"
[1]=>
string(62) "/wp-content/uploads/c/3/f/c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(63) "/wp-content/uploads/f/d/d/fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(63) "/wp-content/uploads/b/b/b/bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(62) "/wp-content/uploads/2/e/7/2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(63) "/wp-content/uploads/9/5/7/95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(63) "/wp-content/uploads/8/0/c/80c9da4ad76cdeae8b9aae740e3e9934. jpeg"
[7]=>
string(63) "/wp-content/uploads/d/d/a/ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(63) "/wp-content/uploads/9/e/2/9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(63) "/wp-content/uploads/7/2/d/72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(63) "/wp-content/uploads/a/3/d/a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(63) "/wp-content/uploads/a/3/8/a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(63) "/wp-content/uploads/3/f/e/3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(63) "/wp-content/uploads/1/5/4/154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(63) "/wp-content/uploads/0/9/e/09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(63) "/wp-content/uploads/0/d/d/0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(63) "/wp-content/uploads/8/4/f/84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(63) "/wp-content/uploads/9/d/5/9d5cc55a9ea341a0e406f5ed3f878b9a. jpeg"
[18]=>
string(63) "/wp-content/uploads/b/6/f/b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(63) "/wp-content/uploads/6/2/2/622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(63) "/wp-content/uploads/6/2/1/6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(63) "/wp-content/uploads/b/7/c/b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(63) "/wp-content/uploads/c/3/a/c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(63) "/wp-content/uploads/0/7/6/0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(63) "/wp-content/uploads/7/7/d/77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(63) "/wp-content/uploads/6/3/9/63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(63) "/wp-content/uploads/f/9/8/f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(63) "/wp-content/uploads/2/b/1/2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(63) "/wp-content/uploads/8/0/9/809790d30a07de7ee146765bf15f4c44. jpeg"
[29]=>
string(62) "/wp-content/uploads/c/a/f/caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(63) "/wp-content/uploads/9/b/c/9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(63) "/wp-content/uploads/4/d/1/4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(63) "/wp-content/uploads/4/4/f/44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(63) "/wp-content/uploads/c/6/4/c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(63) "/wp-content/uploads/f/c/5/fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(63) "/wp-content/uploads/0/d/1/0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(63) "/wp-content/uploads/d/b/f/dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(63) "/wp-content/uploads/2/4/3/2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(63) "/wp-content/uploads/7/a/e/7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(63) "/wp-content/uploads/9/9/6/9964786fc94709033005e30aebc40b5a. jpeg"
[40]=>
string(63) "/wp-content/uploads/5/6/6/5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(63) "/wp-content/uploads/d/4/c/d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(63) "/wp-content/uploads/c/f/0/cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(63) "/wp-content/uploads/c/b/1/cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(63) "/wp-content/uploads/6/1/2/612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(63) "/wp-content/uploads/5/7/c/57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(63) "/wp-content/uploads/2/8/5/285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(63) "/wp-content/uploads/e/2/7/e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(63) "/wp-content/uploads/3/9/f/39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[2]=>
array(49) {
[0]=>
string(36) "a51b3fc35e31cb8ca5252bc328d3e24e.jpg"
[1]=>
string(36) "c3fe58300703b6ca4ebd2d410099dc2f. jpg"
[2]=>
string(37) "fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(37) "bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(36) "2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(37) "95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(37) "80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(37) "ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(37) "9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(37) "72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(37) "a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(37) "a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(37) "3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(37) "154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(37) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(37) "0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(37) "84fc7a31cce737ce7c7b966993182ad4. jpeg"
[17]=>
string(37) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(37) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(37) "622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(37) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(37) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(37) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(37) "0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(37) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(37) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(37) "f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(37) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(37) "809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(36) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(37) "9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(37) "4d104cb1578620549ea9e8bd8201ec67. jpeg"
[32]=>
string(37) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(37) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(37) "fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(37) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(37) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(37) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(37) "7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(37) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(37) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(37) "d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(37) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(37) "cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(37) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(37) "57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(37) "285e05a1ccd4bc49eace1d03c059a799. jpeg"
[47]=>
string(37) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(37) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
}
jpeg"
[14]=>
string(115) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(115) "0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(115) "84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(115) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(115) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(115) "622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(115) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(115) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(115) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(115) "0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(115) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(115) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(115) "f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(115) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(115) "809790d30a07de7ee146765bf15f4c44. jpeg"
[29]=>
string(113) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(115) "9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(115) "4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(115) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(115) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(115) "fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(115) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(115) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(115) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(115) "7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(115) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(115) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(115) "d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(115) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(115) "cb17bc67e717bd8764777ab8d89149a9. jpeg"
[44]=>
string(115) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(115) "57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(115) "285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(115) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(115) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[1]=>
array(49) {
[0]=>
string(62) "/wp-content/uploads/a/5/1/a51b3fc35e31cb8ca5252bc328d3e24e.jpg"
[1]=>
string(62) "/wp-content/uploads/c/3/f/c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(63) "/wp-content/uploads/f/d/d/fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(63) "/wp-content/uploads/b/b/b/bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(62) "/wp-content/uploads/2/e/7/2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(63) "/wp-content/uploads/9/5/7/95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(63) "/wp-content/uploads/8/0/c/80c9da4ad76cdeae8b9aae740e3e9934. jpeg"
[7]=>
string(63) "/wp-content/uploads/d/d/a/ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(63) "/wp-content/uploads/9/e/2/9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(63) "/wp-content/uploads/7/2/d/72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(63) "/wp-content/uploads/a/3/d/a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(63) "/wp-content/uploads/a/3/8/a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(63) "/wp-content/uploads/3/f/e/3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(63) "/wp-content/uploads/1/5/4/154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(63) "/wp-content/uploads/0/9/e/09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(63) "/wp-content/uploads/0/d/d/0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(63) "/wp-content/uploads/8/4/f/84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(63) "/wp-content/uploads/9/d/5/9d5cc55a9ea341a0e406f5ed3f878b9a. jpeg"
[18]=>
string(63) "/wp-content/uploads/b/6/f/b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(63) "/wp-content/uploads/6/2/2/622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(63) "/wp-content/uploads/6/2/1/6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(63) "/wp-content/uploads/b/7/c/b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(63) "/wp-content/uploads/c/3/a/c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(63) "/wp-content/uploads/0/7/6/0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(63) "/wp-content/uploads/7/7/d/77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(63) "/wp-content/uploads/6/3/9/63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(63) "/wp-content/uploads/f/9/8/f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(63) "/wp-content/uploads/2/b/1/2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(63) "/wp-content/uploads/8/0/9/809790d30a07de7ee146765bf15f4c44. jpeg"
[29]=>
string(62) "/wp-content/uploads/c/a/f/caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(63) "/wp-content/uploads/9/b/c/9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(63) "/wp-content/uploads/4/d/1/4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(63) "/wp-content/uploads/4/4/f/44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(63) "/wp-content/uploads/c/6/4/c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(63) "/wp-content/uploads/f/c/5/fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(63) "/wp-content/uploads/0/d/1/0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(63) "/wp-content/uploads/d/b/f/dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(63) "/wp-content/uploads/2/4/3/2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(63) "/wp-content/uploads/7/a/e/7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(63) "/wp-content/uploads/9/9/6/9964786fc94709033005e30aebc40b5a. jpeg"
[40]=>
string(63) "/wp-content/uploads/5/6/6/5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(63) "/wp-content/uploads/d/4/c/d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(63) "/wp-content/uploads/c/f/0/cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(63) "/wp-content/uploads/c/b/1/cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(63) "/wp-content/uploads/6/1/2/612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(63) "/wp-content/uploads/5/7/c/57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(63) "/wp-content/uploads/2/8/5/285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(63) "/wp-content/uploads/e/2/7/e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(63) "/wp-content/uploads/3/9/f/39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[2]=>
array(49) {
[0]=>
string(36) "a51b3fc35e31cb8ca5252bc328d3e24e.jpg"
[1]=>
string(36) "c3fe58300703b6ca4ebd2d410099dc2f. jpg"
[2]=>
string(37) "fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(37) "bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(36) "2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(37) "95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(37) "80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(37) "ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(37) "9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(37) "72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(37) "a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(37) "a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(37) "3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(37) "154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(37) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(37) "0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(37) "84fc7a31cce737ce7c7b966993182ad4. jpeg"
[17]=>
string(37) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(37) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(37) "622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(37) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(37) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(37) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(37) "0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(37) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(37) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(37) "f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(37) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(37) "809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(36) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(37) "9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(37) "4d104cb1578620549ea9e8bd8201ec67. jpeg"
[32]=>
string(37) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(37) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(37) "fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(37) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(37) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(37) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(37) "7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(37) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(37) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(37) "d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(37) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(37) "cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(37) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(37) "57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(37) "285e05a1ccd4bc49eace1d03c059a799. jpeg"
[47]=>
string(37) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(37) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
}
 jpeg"
[14]=>
string(115) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(115) "0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(115) "84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(115) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(115) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(115) "622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(115) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(115) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(115) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(115) "0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(115) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(115) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(115) "f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(115) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(115) "809790d30a07de7ee146765bf15f4c44.
jpeg"
[14]=>
string(115) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(115) "0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(115) "84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(115) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(115) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(115) "622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(115) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(115) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(115) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(115) "0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(115) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(115) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(115) "f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(115) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(115) "809790d30a07de7ee146765bf15f4c44. jpeg"
[29]=>
string(113) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(115) "9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(115) "4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(115) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(115) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(115) "fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(115) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(115) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(115) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(115) "7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(115) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(115) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(115) "d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(115) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(115) "cb17bc67e717bd8764777ab8d89149a9.
jpeg"
[29]=>
string(113) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(115) "9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(115) "4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(115) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(115) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(115) "fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(115) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(115) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(115) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(115) "7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(115) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(115) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(115) "d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(115) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(115) "cb17bc67e717bd8764777ab8d89149a9.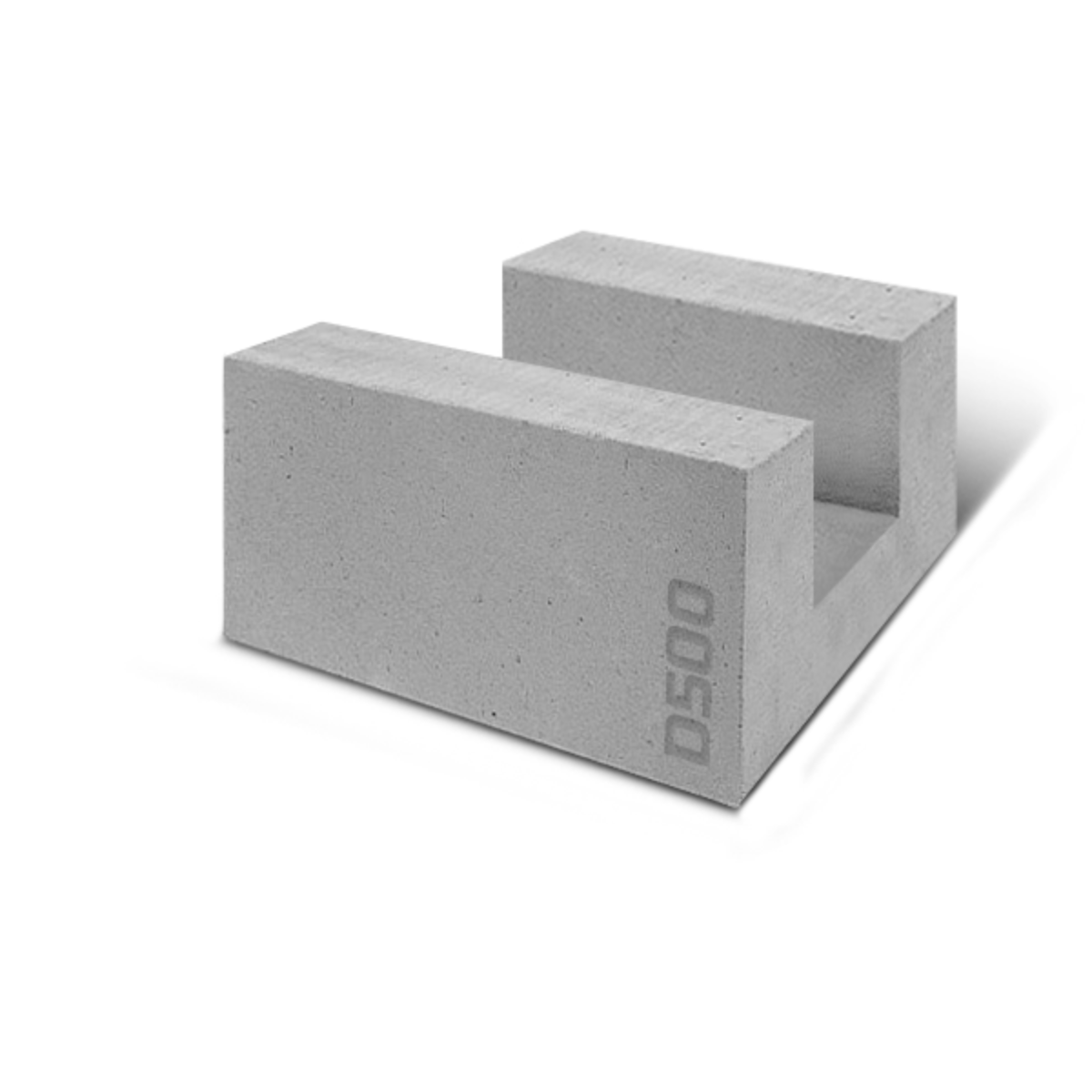 jpeg"
[44]=>
string(115) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(115) "57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(115) "285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(115) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(115) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[1]=>
array(49) {
[0]=>
string(62) "/wp-content/uploads/a/5/1/a51b3fc35e31cb8ca5252bc328d3e24e.jpg"
[1]=>
string(62) "/wp-content/uploads/c/3/f/c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(63) "/wp-content/uploads/f/d/d/fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(63) "/wp-content/uploads/b/b/b/bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(62) "/wp-content/uploads/2/e/7/2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(63) "/wp-content/uploads/9/5/7/95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(63) "/wp-content/uploads/8/0/c/80c9da4ad76cdeae8b9aae740e3e9934.
jpeg"
[44]=>
string(115) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(115) "57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(115) "285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(115) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(115) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[1]=>
array(49) {
[0]=>
string(62) "/wp-content/uploads/a/5/1/a51b3fc35e31cb8ca5252bc328d3e24e.jpg"
[1]=>
string(62) "/wp-content/uploads/c/3/f/c3fe58300703b6ca4ebd2d410099dc2f.jpg"
[2]=>
string(63) "/wp-content/uploads/f/d/d/fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(63) "/wp-content/uploads/b/b/b/bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(62) "/wp-content/uploads/2/e/7/2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(63) "/wp-content/uploads/9/5/7/95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(63) "/wp-content/uploads/8/0/c/80c9da4ad76cdeae8b9aae740e3e9934. jpeg"
[7]=>
string(63) "/wp-content/uploads/d/d/a/ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(63) "/wp-content/uploads/9/e/2/9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(63) "/wp-content/uploads/7/2/d/72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(63) "/wp-content/uploads/a/3/d/a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(63) "/wp-content/uploads/a/3/8/a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(63) "/wp-content/uploads/3/f/e/3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(63) "/wp-content/uploads/1/5/4/154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(63) "/wp-content/uploads/0/9/e/09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(63) "/wp-content/uploads/0/d/d/0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(63) "/wp-content/uploads/8/4/f/84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(63) "/wp-content/uploads/9/d/5/9d5cc55a9ea341a0e406f5ed3f878b9a.
jpeg"
[7]=>
string(63) "/wp-content/uploads/d/d/a/ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(63) "/wp-content/uploads/9/e/2/9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(63) "/wp-content/uploads/7/2/d/72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(63) "/wp-content/uploads/a/3/d/a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(63) "/wp-content/uploads/a/3/8/a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(63) "/wp-content/uploads/3/f/e/3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(63) "/wp-content/uploads/1/5/4/154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(63) "/wp-content/uploads/0/9/e/09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(63) "/wp-content/uploads/0/d/d/0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(63) "/wp-content/uploads/8/4/f/84fc7a31cce737ce7c7b966993182ad4.jpeg"
[17]=>
string(63) "/wp-content/uploads/9/d/5/9d5cc55a9ea341a0e406f5ed3f878b9a. jpeg"
[18]=>
string(63) "/wp-content/uploads/b/6/f/b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(63) "/wp-content/uploads/6/2/2/622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(63) "/wp-content/uploads/6/2/1/6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(63) "/wp-content/uploads/b/7/c/b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(63) "/wp-content/uploads/c/3/a/c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(63) "/wp-content/uploads/0/7/6/0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(63) "/wp-content/uploads/7/7/d/77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(63) "/wp-content/uploads/6/3/9/63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(63) "/wp-content/uploads/f/9/8/f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(63) "/wp-content/uploads/2/b/1/2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(63) "/wp-content/uploads/8/0/9/809790d30a07de7ee146765bf15f4c44.
jpeg"
[18]=>
string(63) "/wp-content/uploads/b/6/f/b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(63) "/wp-content/uploads/6/2/2/622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(63) "/wp-content/uploads/6/2/1/6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(63) "/wp-content/uploads/b/7/c/b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(63) "/wp-content/uploads/c/3/a/c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(63) "/wp-content/uploads/0/7/6/0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(63) "/wp-content/uploads/7/7/d/77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(63) "/wp-content/uploads/6/3/9/63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(63) "/wp-content/uploads/f/9/8/f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(63) "/wp-content/uploads/2/b/1/2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(63) "/wp-content/uploads/8/0/9/809790d30a07de7ee146765bf15f4c44. jpeg"
[29]=>
string(62) "/wp-content/uploads/c/a/f/caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(63) "/wp-content/uploads/9/b/c/9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(63) "/wp-content/uploads/4/d/1/4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(63) "/wp-content/uploads/4/4/f/44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(63) "/wp-content/uploads/c/6/4/c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(63) "/wp-content/uploads/f/c/5/fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(63) "/wp-content/uploads/0/d/1/0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(63) "/wp-content/uploads/d/b/f/dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(63) "/wp-content/uploads/2/4/3/2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(63) "/wp-content/uploads/7/a/e/7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(63) "/wp-content/uploads/9/9/6/9964786fc94709033005e30aebc40b5a.
jpeg"
[29]=>
string(62) "/wp-content/uploads/c/a/f/caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(63) "/wp-content/uploads/9/b/c/9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(63) "/wp-content/uploads/4/d/1/4d104cb1578620549ea9e8bd8201ec67.jpeg"
[32]=>
string(63) "/wp-content/uploads/4/4/f/44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(63) "/wp-content/uploads/c/6/4/c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(63) "/wp-content/uploads/f/c/5/fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(63) "/wp-content/uploads/0/d/1/0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(63) "/wp-content/uploads/d/b/f/dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(63) "/wp-content/uploads/2/4/3/2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(63) "/wp-content/uploads/7/a/e/7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(63) "/wp-content/uploads/9/9/6/9964786fc94709033005e30aebc40b5a. jpeg"
[40]=>
string(63) "/wp-content/uploads/5/6/6/5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(63) "/wp-content/uploads/d/4/c/d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(63) "/wp-content/uploads/c/f/0/cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(63) "/wp-content/uploads/c/b/1/cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(63) "/wp-content/uploads/6/1/2/612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(63) "/wp-content/uploads/5/7/c/57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(63) "/wp-content/uploads/2/8/5/285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(63) "/wp-content/uploads/e/2/7/e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(63) "/wp-content/uploads/3/9/f/39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[2]=>
array(49) {
[0]=>
string(36) "a51b3fc35e31cb8ca5252bc328d3e24e.jpg"
[1]=>
string(36) "c3fe58300703b6ca4ebd2d410099dc2f.
jpeg"
[40]=>
string(63) "/wp-content/uploads/5/6/6/5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(63) "/wp-content/uploads/d/4/c/d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(63) "/wp-content/uploads/c/f/0/cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(63) "/wp-content/uploads/c/b/1/cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(63) "/wp-content/uploads/6/1/2/612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(63) "/wp-content/uploads/5/7/c/57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(63) "/wp-content/uploads/2/8/5/285e05a1ccd4bc49eace1d03c059a799.jpeg"
[47]=>
string(63) "/wp-content/uploads/e/2/7/e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(63) "/wp-content/uploads/3/9/f/39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
[2]=>
array(49) {
[0]=>
string(36) "a51b3fc35e31cb8ca5252bc328d3e24e.jpg"
[1]=>
string(36) "c3fe58300703b6ca4ebd2d410099dc2f. jpg"
[2]=>
string(37) "fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(37) "bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(36) "2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(37) "95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(37) "80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(37) "ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(37) "9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(37) "72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(37) "a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(37) "a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(37) "3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(37) "154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(37) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(37) "0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(37) "84fc7a31cce737ce7c7b966993182ad4.
jpg"
[2]=>
string(37) "fdd0f65cc255d8697b62c5810680fc89.jpeg"
[3]=>
string(37) "bbb5a3986987eeab2cc6548c963ccbaf.jpeg"
[4]=>
string(36) "2e72dded3f18594a37a0228bf2bc6d8d.png"
[5]=>
string(37) "95752f6caa502b55fd60cdd4a7e90b9c.jpeg"
[6]=>
string(37) "80c9da4ad76cdeae8b9aae740e3e9934.jpeg"
[7]=>
string(37) "ddad9d58df392af79002e11851ab0177.jpeg"
[8]=>
string(37) "9e2a41cd24d2773fcbc24914b572b9c6.jpeg"
[9]=>
string(37) "72d2d46124a75f8493322406c0867034.jpeg"
[10]=>
string(37) "a3d5c3e0c2cc93c6f076af346728b48a.jpeg"
[11]=>
string(37) "a38d9fc8adfe3b9a4b89832ea7634ea3.jpeg"
[12]=>
string(37) "3fe7eece8f121641d23f8803122637cc.jpeg"
[13]=>
string(37) "154e8b079043ca7e3118c467e3c4f913.jpeg"
[14]=>
string(37) "09e170f1d89fb3bff3e3f33340ef3302.jpeg"
[15]=>
string(37) "0dd11e67712a445bed9b8015cbcced7c.jpeg"
[16]=>
string(37) "84fc7a31cce737ce7c7b966993182ad4. jpeg"
[17]=>
string(37) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(37) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(37) "622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(37) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(37) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(37) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(37) "0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(37) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(37) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(37) "f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(37) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(37) "809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(36) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(37) "9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(37) "4d104cb1578620549ea9e8bd8201ec67.
jpeg"
[17]=>
string(37) "9d5cc55a9ea341a0e406f5ed3f878b9a.jpeg"
[18]=>
string(37) "b6f72d7dc3d890b7a62403c87f388481.jpeg"
[19]=>
string(37) "622c31eb1b9281279dc0183f27d53ee2.jpeg"
[20]=>
string(37) "6219cd7880aaf0671bbbeff7aa962aa8.jpeg"
[21]=>
string(37) "b7c57b03aa90f140d1f7d309ae63faf5.jpeg"
[22]=>
string(37) "c3a1d96317da81d515b45fdd701e1385.jpeg"
[23]=>
string(37) "0761ef8bbc43357f9fd86b379b5f07ee.jpeg"
[24]=>
string(37) "77d21cc3474b6b9554539819142f3a41.jpeg"
[25]=>
string(37) "63996120f84e313693c807d6efbaf2f5.jpeg"
[26]=>
string(37) "f9817ca24dd07522ce443ebb43c4afce.jpeg"
[27]=>
string(37) "2b1dc13daaa19e91078285e37199fdf1.jpeg"
[28]=>
string(37) "809790d30a07de7ee146765bf15f4c44.jpeg"
[29]=>
string(36) "caf4a21757f183cfdc52143ca866eab2.png"
[30]=>
string(37) "9bce0ec568dc159627d72f7280049866.jpeg"
[31]=>
string(37) "4d104cb1578620549ea9e8bd8201ec67. jpeg"
[32]=>
string(37) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(37) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(37) "fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(37) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(37) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(37) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(37) "7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(37) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(37) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(37) "d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(37) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(37) "cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(37) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(37) "57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(37) "285e05a1ccd4bc49eace1d03c059a799.
jpeg"
[32]=>
string(37) "44f1f7a95126449c92848787e1c4f2c9.jpeg"
[33]=>
string(37) "c640e00781976cbb7f9969b02c0359a7.jpeg"
[34]=>
string(37) "fc52927d061252590d2238e0c2bd7adc.jpeg"
[35]=>
string(37) "0d1d20288c336964c584f4f2d5463e02.jpeg"
[36]=>
string(37) "dbffb96fe3ce7b1d84353d837e5023e8.jpeg"
[37]=>
string(37) "2438cc32305b7086eb64be5e3a43b62b.jpeg"
[38]=>
string(37) "7aeba893f8dd3785e661ea6e671b6aab.jpeg"
[39]=>
string(37) "9964786fc94709033005e30aebc40b5a.jpeg"
[40]=>
string(37) "5667d751eb886d762d77b6b4be4f485a.jpeg"
[41]=>
string(37) "d4cd6b3696fc8f5f63bec38743f0385e.jpeg"
[42]=>
string(37) "cf022d64fdb6604c614d5242554ac814.jpeg"
[43]=>
string(37) "cb17bc67e717bd8764777ab8d89149a9.jpeg"
[44]=>
string(37) "612f9db55e5215d8e1aff72868cb6aa2.jpeg"
[45]=>
string(37) "57cfbc353370967c442fa16b007f2613.jpeg"
[46]=>
string(37) "285e05a1ccd4bc49eace1d03c059a799. jpeg"
[47]=>
string(37) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(37) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
}
jpeg"
[47]=>
string(37) "e27048d8680ce1063a0639dd2cfac244.jpeg"
[48]=>
string(37) "39f0f7d4800df6c6c58aa8380aec2476.jpeg"
}
}
Расчет свайного фундамента
Выберите тип ростверка:
Параметры ростверка:
Ширина ростверка А (мм)
Длина ростверка B (мм)
Высота ростверка C (мм)
Толщина ростверка D (мм)
Марка бетона
М100 (В7,5)М150 (В10)М200 (В15)М250 (В20)М300 (В22.5)М350 (В25)М400 (В30)М450 (В35)М500 (В40)М550 (В45)М600 (В50)М700 (В55)М800 (В60)
Параметры столбов и свай:
Количество столбов и свай (шт)
Диаметр столба D1 (мм)
Высота столба h2 (мм)
Диаметр основания столба D2 (мм)
Высота основания столба h3 (мм)
Расчет арматуры:
Длина стержня арматуры (м)
Расчет опалубки ростверк:
Ширина доски (мм)
Длина доски (мм)
Толщина доски (мм)
Рассчитать
Технология
Когда создается газобетон, технология производства включает несколько основных этапов.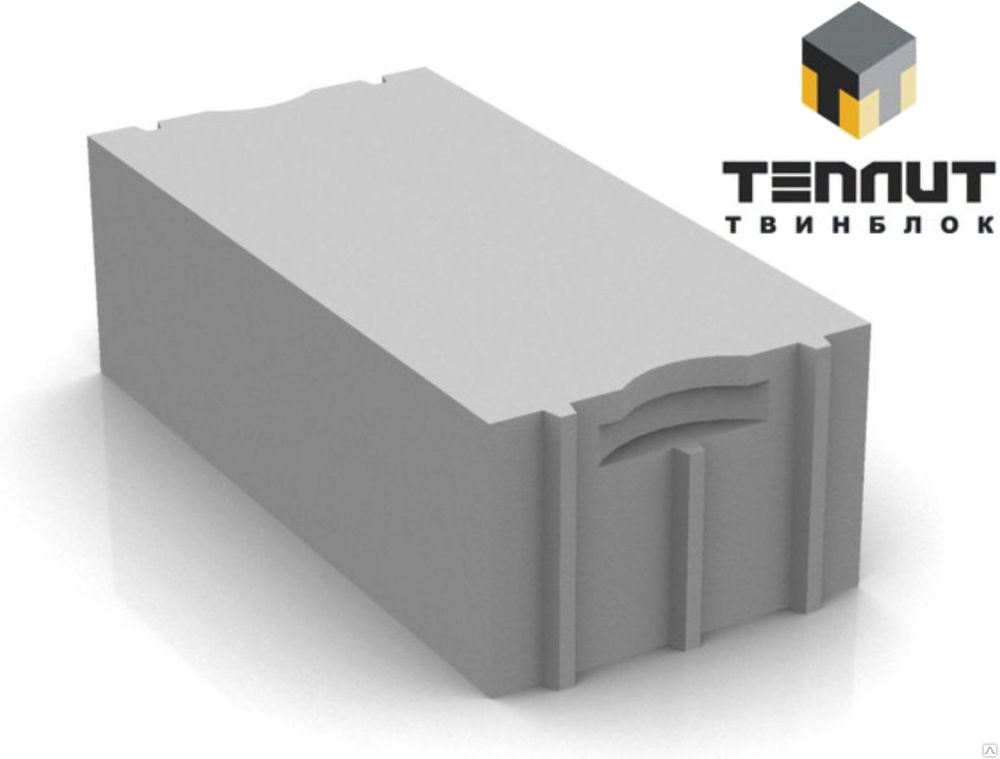 Для создания блоков не требуются какие-то особые знания или навыки, так как процесс сравнительно простой. Бетонную смесь для газобетона замешивают с использованием алюминиевой пудры, которая дает реакцию с известью и провоцирует появление водорода и большого числа пор.
Для создания блоков не требуются какие-то особые знания или навыки, так как процесс сравнительно простой. Бетонную смесь для газобетона замешивают с использованием алюминиевой пудры, которая дает реакцию с известью и провоцирует появление водорода и большого числа пор.
Готовую массу выливают в специальные металлические емкости, там происходит реакция, осуществляется вибрирование, которое ускоряет прохождение реакции, схватывания и затвердевания. Когда масса немного затвердевает, проволочной струной режут монолит на отдельные блоки, тщательно соблюдая размеры и удаляя все неровные места.
Далее газобетон сушат в естественных условиях либо отправляют в автоклав, после чего калибруют на фрезерных установках. Автоклавное затвердевание значительно улучшает свойства материала. В течение 12 часов бетон обрабатывается водяными парами, вследствие чего становится стабильным и прочным, дает меньше усадки, отличается более однородной структурой, прекрасными характеристиками тепло/звукоизоляции.
Если газобетон создается неавтоклавным методом, то полностью материал затвердевает в обыкновенных условиях. Это существенно понижает стоимость производства газобетона – технология ведь не требует приобретения и использования автоклава, что позволяет создавать блоки своими руками. Но газоблоки получаются менее прочными и с большей погрешностью в плане размеров, однородности пор внутри.
По типу вяжущего, входящего в состав, газобетон бывает:
- На базе извести – в составе содержится до 50% компонента, также добавляют шлак и гипс или цемент (15% от массы).
- На цементном вяжущем – до 50% массы портландцемента.
- На смешанном растворе – используют известь и шлак, портландцемент в объеме 15-50%.
- На шлаковом вяжущем – более 50% занимают шлак с гипсом, щелочью или известью.
- На золе – в состав таких блоков включено более 50% высокоосновных зол.
Основанием для классификации становится и геометрия блоков – они могут быть нескольких видов.
Категории газобетона по геометрии:
- 1 – самые ровные и идеальные блоки, отклонения от размера по ГОСТу могут составлять максимум 1.5 миллиметров и 2 миллиметра по диагонали. Кладку осуществляют на клей, делая шов минимальной толщины.
- 2 – отклонения по размеру составляют максимум 2 миллиметра и по диагонали 4 миллиметра.
- 3 – погрешность по размеру может быть до 4 миллиметров, а по диагонали доходит и до 5-6 миллиметров, углы могут быть отбитыми до 1 сантиметра. Такие блоки кладут на раствор с достаточно толстым слоем шва.
Сравнение автоклавного и неавтоклавного газобетона
Так как в технологии производства мы уже разобрались, давайте сравним изделия заводского автоклавного и домашнего производства.
Сравнение газобетона синтезного и гидратационного твердения:
| Наименования свойства, характеристики | Комментарии |
| Теплопроводность | Оба вида газобетона обладают низким коэффициентом теплопроводности, однако если сравнить ее соотношение с прочностью и плотностью блока, то автоклав значительно опережает газобетон гидратационного твердения. Толщина стены, при сохранении одинаковых показателей – отличается. У автоклава она – от 40 см, у неавтоклава – от 65 см. |
| Прочность | Автоклавный блок более прочный и устойчивый к механическому воздействию. |
| Морозостойкость | И в этом показателе газоблок синтезного твердения-впереди. Он характеризуется показателем вплоть до 150 циклов замораживания и оттаивания, в то время, как его конкурент может похвастаться лишь цифрой в 35-50 циклов. |
| Усадка | Неавтоклавный газобетон больше подвержен усадке, значение достигает 0,6 мм/м2. |
| Внешний вид | Автоклавный газобетон – белый. А неавтоклавный-серый. |
| Долговечность | Блоки синтезного твердения, как утверждают производители, характеризуются долговечностью в 200 лет, а неавтоклав – в 50 лет. |
| Простота производства | Оба вида газобетона не сложны в производстве. Однако автоклавный блок изготавливается при использовании автоматизированных установок, что значительно ускоряет процесс и практически исключает трудозатраты. Плюс блока гидратационного твердения заключается, в этом случае, лишь в том. Что его можно изготовить своими руками и, при этом, понадобится инструкция, немного сырья и бюджетное оборудование. |
| Применение в строительстве | Оба изделия применяются в строительстве, однако газоблок синтезного твердения более популярен из-за превосходства в показателях. |
| Цена | Неавтоклавный газобетон несколько дешевле. Если попытать силы в самостоятельном производстве, можно значительно сэкономить. |
| Геометрия | Так как автоклавный блок изготавливается при помощи машин, геометрия его, в большинстве случаев, значительно лучше. |
Как видно, однозначно, пальма первенства принадлежит автоклавному газобетону.
Что такое газобетон, его технические характеристики
Газобетон – это одна из разновидностей ячеистого бетона. Строительный материал представляет собой искусственный камень с пористой структурой. Поры равномерно распределены по всему объёму и имеют округлую или овальную форму. Их диаметр не превышает 3 мм.
Поры равномерно распределены по всему объёму и имеют округлую или овальную форму. Их диаметр не превышает 3 мм.
По технологии изготовления газобетон классифицируется на 2 вида:
- автоклавный;
- неавтоклавный.
Материал применяется при строительстве жилых и нежилых объектов. Чаще всего из него строят стены и перегородки. Армированный газобетон используется для изготовления перекрытий.
В состав материала входит:
- цемент;
- песок;
- известь;
- гипс;
- мелкодисперсный металлический алюминий;
- зола;
- шлак.
Рассмотрим технические характеристики газобетона:
- Длина изделий – 62,5 см, высота – 25 см. Ширина может быть разной – от 10 до 40 см.
- Благодаря пористой структуре материал имеет небольшой вес – масса 1 м2 составляет 600–800 кг.
- Теплопроводность газобетона отличается в зависимости от марки и колеблется в пределах значений 0,048–0,28 Вт.
- Усадка материала – 0,5 мм/1м.
- Морозостойкость в 2 раза выше, чем у кирпича – более 70 циклов.
- Газобетон не подвержен горению.

Преимущества и недостатки газобетонных блоков
Газобетон – относительно «молодой» материал, на строительном рынке он применяется около 80 лет. Однако он уже успел завоевать популярность благодаря своим преимуществам:
- высокой экологичности;
- огнестойкости;
- низкой плотности и, как следствие, небольшому весу;
- лёгкости в обработке;
- высокой скорости возведения конструкций;
- отличным теплоизоляционным свойствам;
- невысокой стоимости.
Газобетон как строительный материал не лишён недостатков. Он хрупкий – при транспортировке или кладке блоки могут сломаться. Ещё один минус – высокая водопоглощающая способность. Стены, построенные из газобетона, придётся защищать от влаги. Конструкции из этого материала быстро нагреваются и остывают. Известь, входящая в состав, оказывает разрушающее воздействие на металлические детали, которые используются в строительстве.
Типы и технология производства материала
Газобетон производят двумя способами – автоклавным и неавтоклавным. В первом случае блоки помещают в специальную печь, где они быстро затвердевают при высокой температуре. Во втором случае изделия сушатся естественным способом в течение нескольких дней. По качественным характеристикам газоблоки, полученные неавтоклавным способом, уступают изделиям, прошедшим термообработку в печи.
Технологический процесс включает следующие этапы:
- подготовка сырья;
- приготовление смеси в дозаторно-смесительной машине;
- заливка массы в формы;
- резка блоков на изделия нужного размера;
- обработка в автоклаве;
- упаковка готовых газобетонных блоков.
Сначала сырьё – портландцемент, песочный шлам, известь, вода и вяжущие компоненты загружаются в дозаторно-смесительное отделение. Компоненты в нужной пропорции смешиваются и превращаются в однородную массу.
Далее масса поступает в форму, где и происходит интенсивное газообразование в результате химической реакции. Когда процесс активного газовыделения прекращается, формы выдерживают при комнатной температуре или в термокамере до достижения прочности сырца 0,04–0,12 МПа. Затем формованные изделия поступают на резательный комплекс. Здесь с помощью специальных стальных нитей или струн плита разрезается вдоль и поперёк на изделия нужного размера.
Когда процесс активного газовыделения прекращается, формы выдерживают при комнатной температуре или в термокамере до достижения прочности сырца 0,04–0,12 МПа. Затем формованные изделия поступают на резательный комплекс. Здесь с помощью специальных стальных нитей или струн плита разрезается вдоль и поперёк на изделия нужного размера.
После резки блоки транспортируются на автоклавных тележках в печь. После полной её загрузки изделия подвергаются обработке при температуре 190 градусов и давлении около 12 атмосфер. Внутри печи поддерживается определённый режим влажности. Готовые изделия выгружают из автоклава после плавного снижения давления. Газобетонные блоки поступают в упаковочное отделение и отправляются на склад готовой продукции.
При производстве газобетона неавтоклавным методом смесь в формах затвердевает естественным путём, без применения печей. Для улучшения свойств материала, полученного таким методом, в состав смеси обязательно включают модифицирующие добавки.
Резка на блоки
На очередной стадии массив, сохраняя вертикальное положение, движется по участку резки. Здесь с применением ножей и струн он режется по заранее заданным размерам.
Обработка в автоклаве
Нарезанные блоки помещаются в автоклав — камеру с температурой 180-190ºС, давлением около 12 бар и насыщенным паром. Здесь будущий стройматериал выдерживается в течение 12 часов. За это время в блоках формируется кристаллическая структура, выгодно отличающая автоклавный газобетон от других материалов и придающая ему достойные практические свойства.
После обработки в автоклаве готовый стройматериал с применением крана-делителя выкладывается для остывания.
Упаковывание
На последнем этапе блоки из ячеистого бетона — например, марки D300 — аккуратно запаковываются в перфорированную термоусадочную пленку с помощью автоматического оборудования.
Упакованные газобетонные блоки транспортируются на склад с помощью вилочных погрузчиков. С этого момента они готовы к реализации.
С этого момента они готовы к реализации.
Отличительные особенности применяемого оборудования
Для производства автоклавного ячеистого газобетона на нашем заводе применяется оборудование марки HESS AAC Systems B.V., отвечающее самым строгим международным стандартам.
Система подачи сыпучих материалов. В ней используется запатентованная технология Lahti Precision, реализованная только в линиях HESS, в основе которой — псевдоожижение (флюидизация) материалов. Система разгружает силоса и дозирует подачу сыпучих материалов в псевдоожиженном состоянии, создаваемом с помощью воздуха. Шнеки и другие механические части не используются, поэтому нет необходимости чистить и заменять детали
Самое важное — то, что система позволяет дозировать сыпучие материалы с точность до 100 грамм. Это даёт возможность максимально точно и гибко адаптировать рецептуру
Устройство кантования массива. Массив перед резкой кантуется в форме в вертикальное положение, после чего корпус формы удаляется. Массив не подвергается механическому захвату манипулятором, что положительно влияет на качество конечного продукта. Предотвращается появление трещин, исключается деформация массива, сохраняются прочностные и геометрические характеристики блоков.
Массив не подвергается механическому захвату манипулятором, что положительно влияет на качество конечного продукта. Предотвращается появление трещин, исключается деформация массива, сохраняются прочностные и геометрические характеристики блоков.
Устройство вертикальной, предварительной и окончательной боковой резки. Обрезает материал по трём измерениям, позволяет регулировать толщину снимаемого слоя или выравнивать поверхность массива после предварительной резки. Линия оснащена системой, следящей за обрывом струн. Обрезки массива отбрасываются в шлам-канал, промываемый водой. Отсюда они поступают в ёмкость с размалывающим устройством и мешалкой, расположенную под линией резки. Из ёмкости шлам транспортируется в шламбассейн для дальнейшего использования. Такое решение даёт экономию сырья и служит частью концепции «Безотходное производство».
Система разделения массива. В ней реализована уникальная технология разделения «зелёного» массива, позволяющая расслаивать его непосредственно после резки — до автоклавирования. Массив подается в автоклав разделённым на слои. Благодаря этому пропаривание выполняется максимально равномерно и качественно, и газобетон приобретает предельно возможную прочность. В отличие от традиционных технологий, подразумевающих резку вертикально стоящего массива и разделение «белого» продукта, слипания слоёв при пропаривании не происходит. Поэтому не требуется и дополнительного разделения блоков после автоклавирования. Благодаря этому сохраняется привлекательный вид блоков, исключается появление сколов, отверстий и трещин, обеспечивается идеальная геометрия конечного продукта.
Массив подается в автоклав разделённым на слои. Благодаря этому пропаривание выполняется максимально равномерно и качественно, и газобетон приобретает предельно возможную прочность. В отличие от традиционных технологий, подразумевающих резку вертикально стоящего массива и разделение «белого» продукта, слипания слоёв при пропаривании не происходит. Поэтому не требуется и дополнительного разделения блоков после автоклавирования. Благодаря этому сохраняется привлекательный вид блоков, исключается появление сколов, отверстий и трещин, обеспечивается идеальная геометрия конечного продукта.
Что это такое
Газобетон представляет собой категорию строительного материала, для изготовления которого используется песок, цемент и ряд реагентов, которые превращаются в пену в процессе взаимодействия с цементом. Зачастую речь идет о пасте или порошке, изготовленного на основе алюминия. В результате взаимодействия с известью или цементом образуются поры. Пузырьки равномерно распределяются по объему. Их оболочка состоит из извести или цемента. Именуется сырье ячеистым из-за своей структуры, и обладает небольшим весом.
Их оболочка состоит из извести или цемента. Именуется сырье ячеистым из-за своей структуры, и обладает небольшим весом.
Особенности выбора
С каждым годом технология совершенствуется, и сырье становится дешевле. Это связано с применяемой технологией производства и затратами на покупку сырья. К простым и, одновременно, недорогим решениям относится ячеистый бетон. Газоблоки представляют собой разновидность пористого бетона, который, по сути, является подвидом искусственного камня. В его составе имеется ряд ячеек. Для изготовления используется газообразователь, цемент и кварцевый песок. Также может добавляться гипс, зола или известь. После продолжительного температурного воздействия и высокого давления, происходит ряд химических реакций, которые и способствуют формированию пор.
При выборе газоблоков следует обращать внимание на такие критерии выбора:
- Стоимость.
- Методика применяемого строительного процесса.
- Допустимая нагрузка на стены (возведение здания на несколько этажей).
- Теплотехнические показатели.
- Пропорциональность кладки.
- Габариты используемых блоков.
- Бренд-производитель.

Поиск каналов сбыта газобетона
Самый сложный этап организации бизнеса – это поиск каналов сбыта газоблоков. Чтобы производство заработало в полную силу, нужно постоянно продавать продукцию. Найти покупателей не так просто – большинство компаний-застройщиков уже сотрудничают с другими поставщиками строительных материалов.
Рекламировать свою продукцию можно разными способами:
- расклеить объявления на въезде в строящиеся коттеджные посёлки, на выезде из города;
- дать рекламу в газеты;
- разместить объявления о продаже газобетона на бесплатных и платных площадках в интернете;
- связываться напрямую с застройщиками и предлагать им продукцию по выгодной цене;
- создать сайт и продвигать его.
Особенность бизнеса – сезонность. Спрос на строительные материалы возрастает в тёплое время года. Этот фактор нужно учитывать при организации. Хорошо, если запуск производства придётся на конец февраля – начало марта. Тогда в распоряжении предпринимателя будет достаточно времени для наработки постоянных заказчиков.
Этот фактор нужно учитывать при организации. Хорошо, если запуск производства придётся на конец февраля – начало марта. Тогда в распоряжении предпринимателя будет достаточно времени для наработки постоянных заказчиков.
Обзор заводов по производству газосиликатных блоков
Завод газосиликатных блоков представляет собой крупное или среднее промышленное предприятие, которое специализируется на изготовлении газосиликатных блоков по собственной или интегрированной технологии. Развитие строительной отрасли в последние годы в нашей стране повлекло за собой увеличение количества заводов по изготовлению газосиликата. Не последнюю роль в этом сыграла и правительственная программа по обеспечению населения доступным жильем. В городской черте, а также в сельской местности возросло количество малоэтажных объектов.
Развитие строительной отрасли в последние годы в нашей стране повлекло за собой увеличение количества заводов по изготовлению газосиликата. Не последнюю роль в этом сыграла и правительственная программа по обеспечению населения доступным жильем. В городской черте, а также в сельской местности возросло количество малоэтажных объектов.
Газосиликат, будучи доступным строительным материалом с низкими показателями теплопроводности, в последнее время начал активно применяться в строительстве малоэтажных домов, торгово-развлекательных центров и других объектов. На территории России сегодня действует большое количество различных производств газосиликата, около десяти из которых являются крупными заводами газосиликатных блоков. Рассмотрим несколько наиболее известных из них.
Заводы по производству газосиликатных блоков НЛМК и ЛЗИД в городе Липецк производят продукцию по технологии известного бренда Hebel. Непосредственно сама торговая марка принадлежит крупной немецкой фирме Xella, которая была образована в 2003 году путем слияния воедино трех германских компаний: Ytong AG, Haniel-BauIndustrie GmbH и Fels-Werke GmbH. Первым заводом, который начал производить газосиликатные блоки Hebel в России, стал ОАО «Липецкий завод изделий домостроения», производственная линия которого была налажена в 1995 году. Газосиликатные блоки Hebel получили широкую известность на всей территории Европы благодаря своему качеству, высоким показателям прочности, ровности геометрии и низкой теплопроводности.
Первым заводом, который начал производить газосиликатные блоки Hebel в России, стал ОАО «Липецкий завод изделий домостроения», производственная линия которого была налажена в 1995 году. Газосиликатные блоки Hebel получили широкую известность на всей территории Европы благодаря своему качеству, высоким показателям прочности, ровности геометрии и низкой теплопроводности.
Заводы НЛМК и ЛЗИД выпускают газосиликатные блоки марок D400, D500 и D600. Газосиликатные блоки D400 имеют теплоизоляционно-конструкционное назначение и обладают следующими характеристиками: длина 600милииметров, толщина 50-500 мм, высота 350 миллиметров, прочность на сжатие равна 25 кгс/см², теплопроводность 0,10 Вт/м`С, а морозостойкость составляет 25 циклов. Блоки этой марки часто используются для утепления стен, закладки проемов, а также могут применяться для возведения одноэтажных хозяйственных построек небольшой площади. Газобетонные блоки Hebel D500 имеют длину 600мм, толщину 50-500 мм, высоту 250 миллиметров. Их морозостойкость составляет 25 циклов, прочность 35 кгс/см², а теплопроводность равна 0,12 Вт/м`С. Данная марка блоков используется для возведения несущих стен при строительстве одно- или двухэтажных зданий, для строительства ненесущих стен и перегородок. Блоки марки D600 обладают следующими характеристиками: длина 600миллиметров, толщина 50-500 мм, высота 250 миллиметров. Их прочность составляет 45 кгс/см², морозостойкость включает 35 циклов, а теплопроводность равна Вт/м`С.
Их морозостойкость составляет 25 циклов, прочность 35 кгс/см², а теплопроводность равна 0,12 Вт/м`С. Данная марка блоков используется для возведения несущих стен при строительстве одно- или двухэтажных зданий, для строительства ненесущих стен и перегородок. Блоки марки D600 обладают следующими характеристиками: длина 600миллиметров, толщина 50-500 мм, высота 250 миллиметров. Их прочность составляет 45 кгс/см², морозостойкость включает 35 циклов, а теплопроводность равна Вт/м`С.
Технология изготовления газобетона в домашних условиях
- Все компоненты сырья смешиваются в определенных пропорциях.
- Смесь тщательно перемешивается в воде.
- Подготовленные формы заполняют полученным раствором.
- Материал подгоняется под формы, после чего выдерживается, для того чтобы набрать необходимую прочность.
Для домашнего производства блоков газобетона понадобится такое оборудование:
- смеситель, для того чтобы качественно смешать все компоненты и газообразователь;
- формы для изготовления блоков предназначены для того, чтобы придавать материалу правильные геометрические размеры;
- металлические струны, с их помощью можно срезать излишки смеси с верха форм.

На сегодняшний день возможно приобрести специальную установку – смеситель, задача которого – самостоятельное изготовление газобетона. Здесь компоненты будут автоматически дозироваться и смешиваться. Применяя такое оборудование, можно значительно облегчить и упростить процесс изготовления газоблочных изделий. Поскольку газобетоносмесители очень мобильны, весь процесс можно проводить непосредственно на месте строительства. При этом транспортные расходы могут быть значительно снижены или даже совсем исключены.
Первый этап процесса заключается в том, что все компоненты должны быть тщательно перемешаны, при этом необходимо, чтобы по всему объему сухой смеси алюминиевая пудра была распределена равномерно. Затем сухую смесь закладывают в бетономешалку, во вращающийся барабан, куда заранее наливается вода. Оборудование поможет достигнуть того, чтобы все компоненты были соединены наилучшим образом.
Чтобы организовать производство газоблока в домашних условиях, понадобятся формы. Их можно изготовить из металлических листов. Наилучший вариант – формы разборного типа, при помощи которых можно быстро и без проблем производить процесс выемки готовых блоков. Разумеется, материал получится изготавливать в небольших объемах, но вполне достаточных для частной застройки.
Их можно изготовить из металлических листов. Наилучший вариант – формы разборного типа, при помощи которых можно быстро и без проблем производить процесс выемки готовых блоков. Разумеется, материал получится изготавливать в небольших объемах, но вполне достаточных для частной застройки.
Заливку готовой смеси в формы производят таким образом, чтобы форма была заполнена лишь наполовину. Процесс химической реакции воды и алюминиевой пудры обеспечивает выделение газа. Внутри раствора появятся пузырьки, после чего масса расширится почти вдвое.
К следующему этапу работ можно приступать только после того, как оканчивается химическая реакция – это примерно 6 часов. Иногда раствор настолько разбухает, что поднимается над краем формы. Чтобы выровнять блоки точно по краю, выступающую массу срезают металлической струной. После этого блочный материал, не вынимая из форм, складируют по навесом или в закрытом помещении. Он должен простоять так около 12 часов.
По окончании этого срока формы распаковываются, готовые блоки складируют в один ряд. Прочность, которая необходима для складирования, газобетон наберет в течение двух суток. Для строительства блоки можно использовать недели через четыре – к этому времени материал набирает марочную прочность.
Прочность, которая необходима для складирования, газобетон наберет в течение двух суток. Для строительства блоки можно использовать недели через четыре – к этому времени материал набирает марочную прочность.
Производство газобетонных блоков: особенности технологии производства газобетона
Производство газобетонных блоков сегодня активно ведется во многих странах по всему миру. Это обусловлено растущей популярностью данного строительного материала в современном строительстве. Он легок и пожароустойчив. Здания, построенные из него, отлично сохраняют тепло.
Официальная история газобетона берет сове начало в 1924 году, когда шведский архитектор по имени Аксель Эрикссон после долгих испытаний нашел оптимальный рецепт газобетона и запатентовал свое изобретение. Крупное производство газобетонных блоков было начато спустя пять лет после этого и постепенно распространилось по всему миру. Однако и до Эрикссона строители пытались изобрести легкий ячеистый бетон. Так изначально в качестве пенообразующего вещества в цементно-известковый раствор добавляли бычью кровь.
Однако трудность заключалась в том, что этот ингредиент сложно получить в больших объемах. Случайным образом кровь была заменена на мыльный корень. Но и этот компонент не позволил активно применять ячеистый бетон в масштабном строительстве. В середине двадцатого века американские изобретатели, основываясь на исследованиях Эрикссона, определили, что ячеистый бетон получится качественным, если производство газобетонных блоков будет основано на реакции между известью и алюминием. Именно эта технология, в основе своей, применяется и по сей день.
Для производства газобетонных блоков используется портландцемент высокого качества, негашеная известь, чистый кварцевый песок, вода и алюминиевый порошок. Эти компоненты тщательно перемешиваются в смесителе. Получившаяся однородная масса заливается в формы, где выстаивается в течение, примерно, трех часов. За это время бетон схватывается, происходит его, так называемое, вспучивание. Благодаря реакции, в которую вступают известь и алюминий, газобетон увеличивается в объеме за счет образования в нем специфических пор. Сферические воздушные поры диаметром около 2 миллиметров образуются за счет выделения водорода. Эти мелкие ячейки распределяются по всей структуре бетона. Слегка затвердевший ячеистый бетон аккуратно отправляется на линию высокоточной резки, где разрезается на блоки нужных размеров с помощью прочных стальных струн диаметром 0,8 миллиметров. Такая технология используется на больших производственных линиях, например, при изготовлении газобетонных блоков Ytong. То есть, сначала готовится большой бетонный пласт, из которого вырезаются готовые изделия.
Сферические воздушные поры диаметром около 2 миллиметров образуются за счет выделения водорода. Эти мелкие ячейки распределяются по всей структуре бетона. Слегка затвердевший ячеистый бетон аккуратно отправляется на линию высокоточной резки, где разрезается на блоки нужных размеров с помощью прочных стальных струн диаметром 0,8 миллиметров. Такая технология используется на больших производственных линиях, например, при изготовлении газобетонных блоков Ytong. То есть, сначала готовится большой бетонный пласт, из которого вырезаются готовые изделия.
Также существует производство газобетонных блоков, в котором применяются кассетные формы. Это металлические формы, которые внутри разделены горизонтальными и вертикальными перегородками (наподобие решетки). Каждая внутренняя ячейка кассетной формы соответствует размеру будущего газобетонного блока. Раствор заливается в кассетную форму и также в течение нескольких часов проходит стадию первичного твердения. Основная разница заключается в том, что газобетонные блоки не вырезают из бетонного пласта, а извлекают из ячеек кассетной формы.
Технология изготовления газобетона + Видео как делают
Сырье
Будущему производителю необходимо наладить поставки портландцемента марок 300, 400, 500, параметры которого должны соответствовать ГОСТ 970-61. Также потребуются:
- кварцевый песок, зола унос ТЭЦ, маршалит или другой кремнеземистый компонент;
- чистая вода;
- известь;
- газообразующий компонент, например, алюминиевая пудра;
- специфические добавки, ускоряющие твердение газобетона и улучшающие параметры готовых блоков.
Важно проконтролировать качество сырья, поскольку наличие примесей негативно сказывается на процессе газовыделения, что чревато браком. В целом рецептура подбирается индивидуально
При отсутствии опыта в отрасли производства газобетона желательно привлечь профессионального технолога
В целом рецептура подбирается индивидуально. При отсутствии опыта в отрасли производства газобетона желательно привлечь профессионального технолога.
Если поиск оптимальной рецептуры своими силами экономически не рентабелен или по тем или иным причинам невозможен, производство газобетона можно наладить на основе готовых смесей. Они поставляются в сухом виде, а для замешивания потребуется лишь добавить нужное количество воды.
Описание процесса
Производство блоки из газобетона проводят в строгом соответствии с ГОСТ 21520-89 «Блоки из ячеистых бетонов стеновые мелкие. Технические условия» и ГОСТ 31360-2007 «Изделия стеновые неармированные из ячеистого бетона автоклавного твердения. Технические условия».
Сам технологический цикл включает следующие этапы производства:
Приемка и проверка характеристик сырья.
Дозирование шлама, подогрев и предварительное смешивание. Нужное количество сырья для производства автоматически подается в ванну-дозатор, где смешивается и подогревается при помощи острого пара до 40-45° С.
Помол и смешивание. Компоненты перемешиваются до получения смеси нужной консистенции в газобетономешалке пропеллерного типа.
Формирование будущих блоков. Посредством резинотканевых рукавов состав заливается в формы, предварительно смазанные минеральным маслом, что необходимо для облегчения выемки блоков из форм.
Вспучивание, схватывание и твердение
Важное условие – температура в цехе не должна опускаться ниже +25° С. В ходе вспучивания у газобетона образуется «горбушка», которая затем срезается механическим либо ручным инструментом
Резка блоков. Затвердевшая масса извлекается из форм и нарезается на блоки установленного размера.
Автоклавирование. Блоки помещаются на вагонетки в 2-3 яруса и подаются в автоклав, где приобретают установленные стандартами параметры.
Приемо-сдаточный контроль. Каждая партия изделий проходит приемо-сдаточные испытания. В ходе них определяются соответствие размеров, прямолинейности ребер, разности длин диагоналей, глубины отбитости углов и ребер, средней плотности, прочности на сжатие установленным стандартам. Всё это фиксируется в сопроводительной документации. Порядок проведения испытаний регулируется ГОСТ 31360-2007.
Порядок проведения испытаний регулируется ГОСТ 31360-2007.
Упаковка и хранение. Готовые газобетонные блоки укладываются в штабели и фиксируются термоусадочной пленкой либо другим способом, обеспечивающим отсутствие повреждений. Поскольку газобетон является гигроскопичным материалом, хранить его необходимо на поддонах в условиях, обеспечивающих защиту от действия влаги.
Существует два способа производства газобетона: мокрый и сухой. С экономической точки зрения первый является более выгодным. В этом случае кремнеземистый компонент с известью перемалывается в присутствии подогретой воды с выделением шлама. Сухой способ производства предусматривает помол и смешивание при помощи шаровых мельниц. Далее шлам поступает на сито для удаления крупных фракций, оттуда – в сборник, а затем – в шламовый бассейн, где подвергается непрерывному помешиванию и барботажу.
Видео:
Сопроводительная документация на продукцию
В соответствии с ГОСТ 31360-2007, реализация каждой партии газобетонных блоков должна сопровождаться документом, удостоверяющим качество продукции. В нем указывают:
В нем указывают:
- наименование и адрес компании-производителя;
- назначение газобетонных блоков;
- условное обозначение продукции;
- объем партии;
- типоразмеры блоков;
- марку по средней плотности;
- класс по прочности на сжатие;
- удельную эффективную активность естественных радионуклидов;
- коэффициент теплопроводности в сухом состоянии;
- коэффициент паропроницаемости;
- дату выдачи документа, его номер;
- указание на действующий стандарт.
При этом клиент имеет право на проведение испытаний в независимой лаборатории для подтверждения качества блоков.
Производство газобетонных блоков: victorborisov — LiveJournal
Газобетон — современный энергоэффективный материал для индивидуального строительства. Он относится к ячеистым бетонам т.к. до 85% объема материала занимают пузырьки газа. Газобетон обладает превосходными теплоизоляционными характеристиками, имеет небольшую массу и легко поддается обработке. И самое главное — дом из газобетона можно построить самостоятельно, без посторонней помощи (один человек в день может выложить до 3 кубических метров газобетона). Главное не путать газобетон и пенобетон, это совершенно разные материалы, об этом поговорим в конце репортажа.
И самое главное — дом из газобетона можно построить самостоятельно, без посторонней помощи (один человек в день может выложить до 3 кубических метров газобетона). Главное не путать газобетон и пенобетон, это совершенно разные материалы, об этом поговорим в конце репортажа.
Чтобы более подробно увидеть процесс производства газобетона я отправился на завод Ytong в Можайске, начавший свою работу в 2008 году. По объемам произодства газобетона, это самый крупный завод в России. Смотрим!
2. Для производства газобетона используется безопасное сырье: цемент (~20%), известь (~20%), кварцевый песок (~60%), алюминиевая паста (~1%) и вода. Все компоненты смешиваются в определённых пропорциях, которая определяется требуемой прочностью готовой продукции.
3. Основу газобетона составляет песок, который нужно предварительно обработать.
4. Для этого используются шаровые мельницы.
5. Внутри барабана находятся вот такие шары, которые измельчают песок до превращения в пыль. Это нужно для того, чтобы после формовки блоки было легче обрабатывать.
Это нужно для того, чтобы после формовки блоки было легче обрабатывать.
6. После этого исходное сырье поступает в накопительные бункера на хранение. Затем в газобетоносмесителе происходит смешивание песка, цемента и извести.
7. А непосредственно перед заливкой к уже смешанным компонентам добавляется вода и суспензия алюминиевой пасты. Готовая смесь заливается в специальную прямоугольную форму (стенки формы не имеют жесткого соединения с дном) примерно на 2/3.
8. Именно на этом этапе происходит самое интересное. Алюминиевая паста вступает в реакцию с известью, в результате получается водород. Он образует в сырьевой массе огромное количество пор размером от 0,5 до 2 мм, разномерно распределённых внутри. Поддоны со смесью медленно продвигаются в герметичном помещении с запредельной влажностью (это единственный кадр, который я успел сделать до того, как запотел объектив) до тех пор, пока смесь не увеличится в объеме до верхней кромки поддона.
9. Через некоторое время (2-3 часа) транспортёр переносит форму с застывшей смесью на следующий этап. Показательно, что подъемник только за счёт ваккуума удерживает поддон без дна.
10. Теперь застывшую форму разрезают на блоки равного размера. Сначала в поперечном, а затем продольном направлениях. На заводе одна линия, которая единовременно может производить блоки только одного размера. Для производства блоков другого типоразмера просто заменяют ножи. Большая площадь для складирования готовой продукции позволяет всегда иметь в наличии полный ассортимент продукции.
11. После этого внешняя проверхность блоков шлифуется и затем они прижимаются друг к другу.
12. Кран захватывает поддон с блоками и переносит их на следующий этап производства.
13. И сразу же укладывается новый поддон в основание для следующей партии блоков. Да, очень важный факт — производство на заводе полностью автоматизировано и практически не требует участия человека. Люди работают только на линии упаковки (она пока еще не настолько автоматизирована), складе и в испытательной лаборатории. Всего на заводе работает менее 80 человек (завод работает круглосуточно).
Люди работают только на линии упаковки (она пока еще не настолько автоматизирована), складе и в испытательной лаборатории. Всего на заводе работает менее 80 человек (завод работает круглосуточно).
14. Теперь блоки нужно поместить в автоклав. Слева «сырые» блоки, справа уже «готовые». Здесь хочу упомянуть следующий момент, после автоклавирования блоки имеют влажность порядка 30%, которая постепенно (в течение года) упадёт до 5-10%.
15. Автоклавирование очень важный этап, улучшающий свойства газобетонных блоков.
16. Разрезанные блоки помещают в специальные автоклавные камеры, где они в течение 12 часов при повышенном давлении в 12 кг/кв. см. обрабатываются насыщенным паром при температуре 190°C. При этом температура в начале и конце цикла плавно поднимается и опускается в течение определённого времени.
17. Каждый автоклав имеет длину более 30 метров. Использование автоклавирования позволяет повысить прочность газобетонных блоков и уменьшить его последующую усадку (менее 1 мм/м).
18. Каждая партия блоков после автоклавирования отправляется в лабораторию для проверки на соответствие заданным характеристикам. На этом станке нарезаются кубики правильной формы, которые затем отправятся на испытания.
19. А готовые блоки отправляются на линию упаковки. Здесь их складывают в 2 ряда. Позиционирование рядов блоков производят вручную.
20. Затем их переворачивают на бок под уже установленные деревянные паллеты. После чего блоки запечатываются в плёнку (чтобы защитить их от повреждений) и отправляются на склад.
21. Склад расположен под открытым небом, здесь всегда есть запас всей выпускаемой продукции. Ежедневно с завода отгружается покупателям более 2000 кубометров блоков.
22. Основная продукция завода это блоки толщиной от 50 до 500 мм с плотностью от 400 до 500 кг/куб.м.
И ещё несколько слов про различия газобетона и пенобетона. Понятно, что газобетон материал новый, но очень многие неосознанно их путают даже не понимая, что их характеристики существенно отличаются.
Понятно, что газобетон материал новый, но очень многие неосознанно их путают даже не понимая, что их характеристики существенно отличаются.
Во-первых, их различие кроется в названии. Для производства пенобетона используется пена, состоящая их вредных химических веществ (канифоль, клей, едкий натр и т.д.). А в производстве газобетона используется газ, образующийся в результате химической реакции извести и алюминиевой пасты, в результате получается просто водород. То есть газобетон является экологически чистым строительным материалом.
Во-вторых, пенобетон имеет очень низкие прочностные характеристики. А здесь, как известно, имеет место быть обратная зависимость. То есть, чем ниже плотность (и соответственно прочность), тем «теплее» материал. Но если газобетон плотностью D400 (400 кг/кв.м) можно использовать для несущих стен в домах до 3 этажей включительно и он будет обладать классом прочности В2,5 и морозстойкостью F100, то из пенобетона плотностью ниже D600 вообще нельзя делать несущие стены. Следовательно и теплопроводность пенобетона D600 будет значительно выше (то есть «холоднее»), чем газобетона D400.
Следовательно и теплопроводность пенобетона D600 будет значительно выше (то есть «холоднее»), чем газобетона D400.
В-третьих, технология производства пенобетона обычно не подразумевает использования автоклавов и нарезки блоков после застывания. Обычно его заливают сразу в готовые формы, а в результате блоки дают большую усадку (3-5 мм/м) после строительства. Не говоря уже о том, что сам процесс автоклавирования повышает прочность блоков в 3-4 раза.
Добавлено чуть позже:
Что уже сделано по строительству:
1. Начало
2. Подготовительный этап
3. Стеклопластиковая арматура
4. План дома
5. Земляные работы (часть 1)
6. Земляные работы (часть 2)
7. Фундамент (часть 1)
8. Фундамент (часть 2)
Обгоняя классику
Газобетон двигает «классику». Автоклавный газобетон является одной из разновидностей ячеистого бетона, искусственного пористого строительного материала с характерной равномерно распределенной мелкодисперсной ячеистой структурой, получаемого в результате поризации и гидратационного твердения растворной смеси. Согласно оценкам экспертов отрасли, сегодня автоклавный газобетон является одним из наиболее часто используемых в строительстве стеновых материалов, его доля на российском рынке составляет более 50%.
Согласно оценкам экспертов отрасли, сегодня автоклавный газобетон является одним из наиболее часто используемых в строительстве стеновых материалов, его доля на российском рынке составляет более 50%.
Газобетон изготавливают из смеси кварцевого песка, цемента, извести и воды. Перемешивая массу, в нее добавляют алюминиевую пудру, вступающую в реакцию с известью и вырабатывающую газ. Это вспучивает материал, придавая ему легкость и понижая теплопроводность. Затем изделия погружают в паровые камеры, где при температуре 190 ºС и давлении 12 атмосфер происходит их обработка, повышающая прочность газоблока. Это отличный материал для возведения жилых домов и других строений, и в последние годы он все увереннее вытесняет с рынка «классические» строительные материалы, такие как керамический кирпич, камень и дерево. По сравнению с ними у него есть целый список преимуществ. Это и легкий вес, существенно удешевляющий возведение фундамента, и высокая энергоэффективность, и низкий уровень промерзания, и возможность отведения влаги из пор. Кроме того, в газоблок можно забивать гвозди и прочий крепеж, не производя предварительного сверления.
Кроме того, в газоблок можно забивать гвозди и прочий крепеж, не производя предварительного сверления.
Малоэтажка и не только. В России у газобетона сложилась репутация материала, идеально подходящего для строительства частного дома и коттеджа. И это действительно так, однако в последние годы производители существенно улучшили характеристики материала, что сделало возможным использовать блоки в качестве несущей стены в зданиях до 5 этажей. Активно используются газобетонные блоки и в высотном монолитном строительстве.
Отрасль автоклавного газобетона остается одной из самых динамично развивающихся в промышленности стройматериалов. Газобетон присутствует сразу в двух областях применения — как стеновой штучный материал для каменной кладки и одновременно как теплоизоляционный материал. Согласно данным Росстата, на протяжении последних 15 лет автоклавный газобетон активно применялся на стройплощадках нашей страны, пик производства пришелся на 2014-2015 гг. , когда в год выпускалось порядка 13 млн куб. метров. Однако падение темпов строительства, начавшееся в 2016 году, закономерно привело к снижению объемов производства автоклавного газобетона в 2016 и 2017 гг. (-9 % и -2,2 % соответственно). В 2018-м спад производства практически остановился, а в прошлом вновь перешел к росту, до 12,34 млн куб. метров.
, когда в год выпускалось порядка 13 млн куб. метров. Однако падение темпов строительства, начавшееся в 2016 году, закономерно привело к снижению объемов производства автоклавного газобетона в 2016 и 2017 гг. (-9 % и -2,2 % соответственно). В 2018-м спад производства практически остановился, а в прошлом вновь перешел к росту, до 12,34 млн куб. метров.
Производители наращивают объемы выпуска газобетонных блоков в ответ на рост спроса на свою продукцию. В первую очередь оживление в 2019-2020 гг. было в секторе малоэтажного строительства, которые выросло в объемах за 2 года более чем на 20%. В ближайшие годы именно малоэтажка будет главным драйвером роста для этого материала. В России уже действует дорожная карта по развитию ИЖС, которая предполагает ежегодное строительство порядка 50 млн кв. метров жилья в год. Этих показателей планируется достичь прежде всего за счет упрощенного выделения земельных участков для малоэтажной застройки, обеспечения их коммунальной инфраструктурой, а также за счет типизации проектов домов. Аналитики отмечают, что если планы правительства будут воплощены в жизнь, рынку потребуется дополнительно не менее 4-5 млн куб. метров газобетонных блоков в год, а это значительные возможности для роста сектора в целом.
Аналитики отмечают, что если планы правительства будут воплощены в жизнь, рынку потребуется дополнительно не менее 4-5 млн куб. метров газобетонных блоков в год, а это значительные возможности для роста сектора в целом.
Оборудование для производства автоклавного газобетона
Автоматизированная линия для производства стеновых и перегородочных блоков из автоклавного газобетона по прогрессивной виброударной технологии.
Краткие характеристики оборудования для производства автоклавного газобетона
- Максимальная производительность (по заливке) – до 250 м3 готовой продукции в сутки.
- Расчетная производительность — до 200 м3 готовой продукции в сутки.
- Готовая продукция — блоки стеновые и перегородочные с маркой по средней плотности D400-D600 с прочностью на сжатие В2-В3,5.
- Объем массива – 1 м3 .
- Время заливки одного массива — около 6 минут.
- Время выдержки массива до резки — 3 — 4 часа.
- Время автоклавной обработки — 12 часов.
- Складской запас цемента — 120 т.
- Складской запас наполнителя — 120 т.
- Установленная мощность оборудования — 240 кВт. (без участка помола)
- Потребление воды — 50 т воды в сутки.
- Обслуживающий персонал — 11 человек.
- Условия размещения — в помещении цехового типа при отсутствии атмосферных осадков и температурой не менее +5 0С.
- Площадь цеха не менее 2500м2.
- Высота в зоне заливки 8,5м.
- Высота остального помещения не менее 4,5м.

Отличительные особенности наших линий по производству автоклавного газобетона
Все основное оборудование располагается на площади 2,5 тысячи кв. метров. Это позволяет поставить завод практически в любом месте, где есть коммуникации, например, рядом со строительной площадкой, производством вяжущего или карьером песка.
- МАЛЫЕ КАПИТАЛОВЛОЖЕНИЯ
Относительно небольшая производительность не требует строительства сложной инфраструктуры (железнодорожная станция, разгрузочные терминалы, административные и вспомогательные помещения и т. д.) Все необходимые сырьевые материалы комфортно доставляются автомобильным транспортом.
д.) Все необходимые сырьевые материалы комфортно доставляются автомобильным транспортом.
- БЫСТРАЯ ОКУПАЕМОСТЬ
Небольшие капитальные затраты, короткий срок запуска предприятия и высокое качество продукции позволят сократить срок окупаемости проекта до 1,5 года.
- КАЧЕСТВО ПРОДУКЦИИ
В проектировании оборудования учитывался весь имеющийся мировой опыт производства автоклавного ячеистого бетона. Газобетонные блоки, выпущенные на нашей линии, соответствуют самым жестким мировым стандартам, как по физико-химическим свойствам, так и по геометрии.
- АВТОМАТИЗАЦИЯ
Все элементы оборудования полностью автоматизированы. Главные пульты оснащены сенсорными панелями управления, работают функции учета и контроля. Автоматическая система управления работает на базе промышленной линейки японских контроллеров от мировых лидеров Mitsubishi и Omron.
Сырье для производства блоков из автоклавного газобетона
- ВЯЖУЩИЕ МАТЕРИАЛЫ
— портландцемент по ГОСТ 31108 и ГОСТ 10178 без добавок трепела, глиежа, трассов, глинита, опоки, пеплов, содержащий трехкальциевый алюминат (С3А) не более 8 % по массе.
Сроки схватывания: начало — не ранее 2 ч, конец — не позднее 4 ч;
— высокоосновная зола, содержащая СаО не менее 40 %, в том числе свободный СаО — не менее 16 %, SО3 — не более 6 % и R2О — не более 3,5 %;
— известь негашеная кальциевая по ГОСТ 9179, быстро- и среднегасящаяся, имеющая скорость гашения 5-25 мин и содержащая активные СаО + МgО не менее 70 %, «пережога» — не более 2 %.
- КРЕМНЕЗЕМНИСТЫЕ КОМПОНЕНТЫ
— природные материалы — кварцевый песок, содержащий SiO2 не менее 85 %, илистых и глинистых примесей не более 3 %, монтмориллонитовых глинистых примесей — не более 1,5 %;
— вторичные продукты промышленности и энергетики: золы-унос теплоэлектростанций, продукты обогащения различных руд, продукты собственного производства («горбушки», обрезки).
- ДОБАВКИ ДЛЯ РЕГУЛИРОВАНИЯ И УЛУЧШЕНИЯ СВОЙСТВ АВТОКЛАВНОГО ГАЗОБЕТОНА
— добавки по ГОСТ 24211;
— доменные гранулированные шлаки по ГОСТ 3476;
— гипсовый камень по ГОСТ 4013.
- ГАЗООБРАЗОВАТЕЛЬ
— алюминиевая пудра или паста на основе алюминиевой пудры
- ВОДА по ГОСТ 23732.
Подготовка и складирование сырья
ВЯЖУЩИЕ (цемент, известь) из цементовозов или прижелезнодорожного разгрузочного устройства при помощи компрессорной установки пневмо-транспортом загружаются в расходные силосы.
ДОБАВКИ (жидкие) заливаются в специальные емкости, где они перемешиваются с водой и доводятся до необходимой температуры, сухие добавки дозируются в мельницу вместе с песком.
НАПОЛНИТЕЛЬ (песок) подается в шаровую мельницу мокрого помола и после этого поступает в специальный шламовый бассейн. В этот же бассейн поступает подготовленная водная смесь из отходов производства (обрезки, горбушки).
ГАЗООБРАЗОВАТЕЛЬ (алюминиевая пудра или паста) загружается в отделение суспензиатора для приготовления водной суспензии.
Смешивание компонентов
Смешивание всех сухих и жидких компонентов происходит в несколько этапов.
На центральном пульте управления заводом производится контроль, обработка и управление всеми важными функциями установки на всех этапах приготовления газобетонной смеси.
Управление всем процессом смесеприготовления осуществляется с пульта управления, расположенного под смесительной башней и рядом с постом заливки смеси в формы.
Дозировка компонентов и процесс смешивания газобетонной смеси происходят полностью автоматически и контролируются компьютером управления, в котором заложены программы рецептов для получения ячеистого бетона требуемого качества.
Оператор в режиме реального времени отслеживает все процессы работы установки. В случае необходимости оператор за короткое время может скорректировать или изменить текущий состав, время перемешивания, температурный режим и другие технологические параметры на электронной панели главного пульта или при помощи компьютера. Также оператор может перевести работу установки в полуавтоматический или ручной режим управления.
Резка блоков автоклавного газобетона
Резка газобетонных массивов осуществляется на резательных станках Риф-1 или на струнном резательном станке.
Автоклавная обработка массива занимает 12 часов и состоит из четырех этапов:
— вакуумирование;
— подъем давления;
— изотермическая выдержка;
— сброс давления и подготовка к выгрузке.
В зависимости от состава смеси, в процессе изотермической выдержки поддерживается температура от 180 до 193 С, давление от 8 до 13 бар.
Управление процессами автоклавной обработки происходит на специальном пульте управления в автоматическом режиме.
Транспортировка автоклавных блоков
Пройдя этап автоклавной обработки, разрезанный массив на тележке выкатывается на разборку. Блоки укладываются на транспортировочные поддоны, стягиваются скреплентой и при помощи погрузчиков подаются на складскую площадку или в складское помещение.
Невероятная линия по производству блоков из ячеистого бетона в автоклаве по низкой цене
Повысьте производительность своего производства кирпича с помощью великолепной линии по производству блоков из ячеистого бетона в автоклаве . Они доступны на Alibaba.com в заманчивых предложениях, которые вы не можете игнорировать. Линия по производству автоклавных газобетонных блоков премиум-класса обладает непревзойденными качествами, которые были достигнуты благодаря передовым технологиям и изобретениям. Они увеличивают скорость производства кирпича, следовательно, экономят время и энергию.Материалы, используемые в линии по производству блоков из автоклавного ячеистого бетона , являются прочными и долговечными, что обеспечивает длительный срок службы и неизменно более высокую производительность.
Они доступны на Alibaba.com в заманчивых предложениях, которые вы не можете игнорировать. Линия по производству автоклавных газобетонных блоков премиум-класса обладает непревзойденными качествами, которые были достигнуты благодаря передовым технологиям и изобретениям. Они увеличивают скорость производства кирпича, следовательно, экономят время и энергию.Материалы, используемые в линии по производству блоков из автоклавного ячеистого бетона , являются прочными и долговечными, что обеспечивает длительный срок службы и неизменно более высокую производительность.
Существует обширная коллекция линий для производства блоков из автоклавного ячеистого бетона , включающая различные модели, которые учитывают различные деловые и личные требования для всех видов строительных работ. Alibaba.com стремится убедить всех покупателей в том, что на сайте продаются только высококачественные линии для производства блоков из автоклавного ячеистого бетона . Соответственно, поставщики тщательно контролируются, чтобы убедиться, что они соответствуют всем нормативным стандартам. Таким образом, покупатели всегда получают линию для производства блоков из автоклавного газобетона , которая выполняет и превосходит обещанное.
Соответственно, поставщики тщательно контролируются, чтобы убедиться, что они соответствуют всем нормативным стандартам. Таким образом, покупатели всегда получают линию для производства блоков из автоклавного газобетона , которая выполняет и превосходит обещанное.
Благодаря непрерывному технологическому прогрессу производители внедрили изобретения, которые снижают потребление энергии на этой линии по производству автоклавных блоков из ячеистого бетона . В результате вы экономите больше денег на топливе и других счетах за электроэнергию. Линия по производству автоклавных газобетонных блоков также оснащена исключительными характеристиками безопасности, гарантирующими, что они представляют минимальные риски, связанные с операциями.При относительно низких затратах на их приобретение и обслуживание линия по производству блоков из автоклавного ячеистого бетона является разумно доступной и предлагает соотношение цены и качества.
Пришло время сэкономить деньги и время, совершая покупки в Интернете на сайте Alibaba.com. Изучите различные линии для производства автоклавных блоков из ячеистого бетона на месте и выберите наиболее привлекательный и подходящий для вас. Если вы ищете индивидуальную настройку в соответствии с конкретными требованиями, найдите линию по производству автоклавных газобетонных блоков и достигните своих целей.Откройте для себя доступное качество на сайте сегодня.
Инвестиционные возможности: Производство бетонных блоков
Бетонные блоки изготавливаются из монолитного бетона, портландцемента и заполнителя, обычно песка и мелкого гравия, для использования в строительстве зданий.
В блоках меньшей плотности в качестве заполнителя могут использоваться промышленные отходы, в то время как легкие блоки также могут производиться с использованием газобетона.
Бетонный блок, построенный в тандеме с бетонными колоннами и временными балками и армированный арматурой, является очень распространенным строительным материалом для несущих стен зданий.
Персидская ежедневная газета Forsat-e Emrooz недавно опубликовала статью о создании завода по производству бетонных блоков и инвестиционном потенциале этого сектора в Иране.
По словам Хоссейна Акбара, председателя Ассоциации производителей и продавцов цементных изделий и металлических строительных материалов, внутренний спрос на жилье в настоящее время составляет около 1,5 млн единиц жилья в год и может еще больше возрасти в ближайшие несколько лет.
Прогнозируемый экономический рост Ирана, возможно, повысит спрос на строительные материалы, начиная от стали и заканчивая цементом.По словам промышленного эксперта, учитывая масштабность строительной отрасли, инвестиции в производство сырья с низкими капитальными затратами и сырьем с низким уровнем риска, такого как бетонные блоки, могут стать отличной возможностью.
Акбар отметил, что сектор производства бетонных блоков является одним из немногих секторов, который полностью самодостаточен с точки зрения производственного оборудования и сырья, что делает его безопасным вариантом для инвестиций.
«Для создания стандартного завода по производству бетонных блоков с производственной мощностью 3000 блоков в день требуется участок земли площадью 6000 квадратных метров, цена которого различается в зависимости от выбранной инвестором провинции», — говорит Хамед. Шарифи, полевой игрок.
Шарифи сказал, что средний первоначальный капитал, необходимый для покрытия расходов на оборудование, покупку земли и трудоустройство примерно семи сотрудников, составляет около 150 000 долларов.
«Чтобы гарантировать хорошую прибыль, производитель должен поддерживать высокое качество на протяжении всего строительного проекта, привлекать крупные строительные компании с помощью таких стимулов, как бесплатная транспортировка, и диверсифицировать портфель продукции завода, чтобы привлечь более широкий круг потребителей», — заключил он.
Линия по производству автоклавных газобетонных блоков, Завод по производству газобетонных блоков, Мини-завод по производству газобетонных блоков, Завод по производству газобетонных блоков в автоклаве, Завод по производству автоклавных газобетонных блоков — Laxmi En — Fab Pvt.
 ООО, Ахмадабад
ООО, Ахмадабад
О компании
год создания1995
Правовой статус фирмы Companicite Company (Ltd./pvt.ltd.)
Природа предпринимательских товаров
Количество сотрудников51 до 100 человек
IndiaMart Член Sincesep 2006
GST24AACCL3613M1ZL
Известен тем, что предлагает высокопроизводительные машины, такие как измельчители и шлифовальные машины, такие как промышленные воздуходувки , автоклавный ячеистый бетон, химический сосуд, трубный шнек, винтовой конвейер, смесительная машина, ленточный блендер, ленточный блендер SS, сушилка для песка, сушилка для древесины для завода по производству биомассы, хлопьеукладчик. Барабанная сушилка, роторные сушилки, воздушные классификаторы, система классификации летучей золы, эксцентричное вибрационное сито, сушилка для угля, роторная сушильная система и мельница для специй по самым конкурентоспособным ценам. Мы — ведущая организация, которая удовлетворительно угождает требованиям различных отраслей промышленности. Некоторые из отраслей, которые мы обслуживаем, включают фармацевтику, химикаты, полезные ископаемые, пищевую промышленность, краски и многие другие. Стремясь достичь инженерного совершенства, мы постоянно работаем над соблюдением индийских и международных производственных стандартов. Мы с гордостью и удовольствием внедряем новую технологию производства кирпича, известную как автоклавный газобетон (AAC). На сегодняшний день это одна из лучших технологий производства кирпича.Эта технология известна на многих зарубежных рынках. Эта технология была изобретена в середине 1920-х годов шведским архитектором и изобретателем Йоханом Акселем
Мы — ведущая организация, которая удовлетворительно угождает требованиям различных отраслей промышленности. Некоторые из отраслей, которые мы обслуживаем, включают фармацевтику, химикаты, полезные ископаемые, пищевую промышленность, краски и многие другие. Стремясь достичь инженерного совершенства, мы постоянно работаем над соблюдением индийских и международных производственных стандартов. Мы с гордостью и удовольствием внедряем новую технологию производства кирпича, известную как автоклавный газобетон (AAC). На сегодняшний день это одна из лучших технологий производства кирпича.Эта технология известна на многих зарубежных рынках. Эта технология была изобретена в середине 1920-х годов шведским архитектором и изобретателем Йоханом Акселем
Мы предлагаем вам это по очень разумным ценам. Смиренно просим вас попробовать эту технологию и совершить революцию в строительстве. Принесите новую Индию от запада к лучшему. Мы специализируемся на производстве производственной линии AAC.
Мы также поставляем автоклавы для завода AAC.
Видео компании
«ТЭО СОЗДАНИЯ НОВОГО ЗАВОДА ПО ПРОИЗВОДСТВУ АВТОКЛАВНЫХ ЯБЕТОННЫХ БЛОКОВ»
(1)
«ТЭО СОЗДАНИЯ НОВОГО АВТОКЛАВИРОВАННОГО АЭРИРОВАННОГО
ЗАВОД ПО ПРОИЗВОДСТВУ БЕТОННЫХ БЛОКОВ»
Др.Сунита Дхоте,
Колледж инженерии и менеджмента доцента Шри Рамдеобаба, Нагпур.
Г-н Нихил Сингх,
MBA, 4-й семестр, Колледж инженерии и менеджмента Шри Рамдеобаба, Нагпур.
РЕЗЮМЕ
В этом документе представлено исследование проекта, проведенного для изучения возможности создания AAC
Завод по производству блоков.
Цель этого технико-экономического обоснования состоит в том, чтобы предоставить основу для технических, экономических и финансовых
аспектов в более широком смысле и реализации проекта в запланированные сроки. Другими словами,
Другими словами,
исследование направлено на анализ технической, экономической и финансовой целесообразности создания блоков AAC
Завод-изготовитель .
Летучая зола является основным источником сырья (65-70% готовой продукции составляет летучая зола), и расположение завода почти
близость к источнику сырья дает многочисленные преимущества как в логистическом, так и в коммерческом отношении. Единица будет
расположен в MIDC Бутибори, который имеет прямой AACess во все уголки страны через 4-полосный национальный
шоссе.Земля идеально расположена, так как она может обслуживать Нагпур (около 25 км) и близлежащие рынки.
удобно
Текущие предположения будут достаточными и необходимыми для эксплуатации блока газобетона объемом 150 000 м3. То
конструкция установки, подъемные краны, рельсы спроектированы таким образом, чтобы установка могла удвоить свою производительность
просто установив автоклавные камеры с минимальными изменениями в инфраструктуре в ближайшие годы.
ГЛАВА II
ВВЕДЕНИЕ
Технико-экономическое обоснование основано на создании завода по производству газобетонных блоков на предложенной и выделенной земле в
MIDC Butibori от правительства для промышленного использования с установленной мощностью 1 50 000 куб. м. в год ААС
м. в год ААС
Блоки — это строительный материал нового поколения, который широко используется на развитых рынках. Это началось
получение AACertence на индийских строительных рынках в последнее десятилетие, и он будет широко использоваться в будущем в качестве
правительство продвигает то же самое, поскольку оно потребляет опасную для окружающей среды летучую золу (вырабатываемую
на базе тепловых электростанций), которых в изобилии в Индии.
Существует установившийся и быстро растущий рыночный спрос на продукцию AAC, производимую в Видарбхе,
Западный Чаттисгарх, Северный Андхра-Прадеш и остальная часть Махараштры, а также для удовлетворения спроса на продукт.
в настоящее время перевозится с больших расстояний.
(2)
КРАТКИЙ ОБЗОР ПРОЕКТА:
Название продукта : Автоклавные газобетонные блоки
Характер промышленности: Производство
Приблизительная площадь земли: 28 200 кв.м.
Предлагаемая площадь застройки: Фабричный цех: 5600 кв.м.
Предлагаемая мощность установки: 150 000 кубических метров в год.
Требуемое сырье: Изготавливается из смеси мелкодисперсного порошка
Зола-уноса, цемент, негашеная известь, гипс и
Глинозем
Предполагаемая цена продажи газобетонных блоков: `2800/- за метр куб.пошлин и налогов)
Предполагаемое количество рабочих дней: 300 рабочих дней
Количество смен: 3 смены (полная мощность)
Требования к рабочей силе: управленческий персонал, квалифицированные и неквалифицированные рабочие.
и другие – всего 60
Предполагаемая потребляемая мощность: 700 кВА
Связь: автомобильный и железнодорожный транспорт
Срок кредита (включая: семь лет три месяца
предлагаемый кредитный отпуск)
Погашение от двери до двери: восемь лет шесть месяцев
(включая период строительства)
СТОИМОСТЬ ПРОЕКТА :-
(рубли в лаках)
ПОДРОБНЫЕ СВЕДЕНИЯ
ОЦЕНКА
СУММА
01 Земля : 91.80
02 Строительные работы # : 815.58
03 Завод и оборудование # : 1858. 77
77
04 Электромонтаж: 71.05
05 Мебель и приспособления: 1.23
06 Предоперационные расходы: 20,00
07 Наценка на оборотный капитал: 147,70
08 Денежная маржа для оборотного капитала: 158,00
(3)
ФИНАНСОВЫЕ СРЕДСТВА:
(Rs In Lacs)
ПОДРОБНЫЕ СВЕДЕНИЯ
ОЦЕНКА
СУММА
01 Вклад промоутеров: 934.13
02 Срочный кредит в банке
2230.00
Итого: 3164,13
ТРЕБОВАНИЯ К ОБОРОТНОМУ КАПИТАЛУ:
(Rs In Lacs)
РЕКВИЗИТЫ СУММА
Общий дефицит оборотного капитала 610,00
25% маржинальных денег, покрываемых в стоимости проекта
160,00
Лимит оборотного капитала от банка
450,00
ОБЗОР ЛИТЕРАТУРЫ:-
Согласно отчету, опубликованному Economy Watch (2010 г.), «Тенденции строительной отрасли во всем мире показывают
увеличиваются темпы его роста. Эта отрасль состоит из многих компонентов, включая строительство тяжелых и
Эта отрасль состоит из многих компонентов, включая строительство тяжелых и
гражданское строительство (автодороги, мосты, железнодорожные пути, аэропорты и т. д.), недвижимость (как жилая, так и
коммерческие) разработки и специализированные строительные продукты (такие как архитектурные изделия, электрические
связи, декоративные элементы и др.). Нельзя ожидать, что все эти сегменты будут демонстрировать одинаковые тенденции, и фактически они
демонстрируя дифференциальную модель роста во всем мире.Индия переживает бум в строительном секторе в основном
в связи с инициативой правительства по расширению мощностей разработки. Экономический подъем также
вызвало повышенный спрос в секторе недвижимости (как жилой, так и коммерческой).
Строительная отрасль в Индии растет феноменальными темпами от 7 до 8% в год.
Как заявила Наргис Намази (2011) в статье, опубликованной в Business Review, во всем мире
строительная отрасль переживает огромный бум.
Сингх Вандана (2009) завершила свою исследовательскую работу замечанием о том, что недвижимость — это очень широкое понятие.
и на него сильно влияют макроэкономические факторы, такие как ВВП, ПИИ, доход на капитал, процентные ставки и
занятости в стране.
О ПРОДУКТЕ: БЛОК АВТОКЛАВИРОВАННЫЙ АГРЕБЕТОН (АГБ)
(4)
Экологические опасения по поводу пластиковой пены и волокнистых изоляционных материалов являются еще одной причиной для рассмотрения AAC.
как альтернатива используемым в настоящее время материалам.
Обзор отрасли:
Производство газобетонных блоков в стране находится на ранней стадии развития. Потребителей этой отрасли можно охарактеризовать как
государственные поставки, застройщики/строители недвижимости и частные лица. Строительный сегмент самый большой
потребители блоков AAC. Сегмент строительства приобрел еще большее значение благодаря новому NDA.
правительство в Центре, предусматривающее развертывание пакета для стимулирования жилищного сектора.Следовательно, можно сделать вывод
как солнечный сектор из-за его преимущества перед традиционным кирпичом из красной глины.
Строительная отрасль является одним из наиболее быстро развивающихся секторов в Индии за последнее десятилетие, и ожидается, что она
опережает рост других отраслей и в текущем десятилетии. Строительная отрасль также очень важна
потому что любой, кто занимается экономическим развитием в наши дни, подчеркивает необходимость инфраструктуры
разработка. Это привело к более высокому спросу на поставку строительных материалов, таких как сталь, цемент, кирпичи,
песок и строительный инвентарь, краски и т.д.Это получило дальнейшее развитие благодаря новому соглашению о неразглашении информации (BJP).
правительство в Центре, предусматривающее развертывание пакета для стимулирования жилищного сектора.
Блоки
AAC заменяют традиционный красный кирпич и лучше с точки зрения надежности и экологичности.
эффекты для меньшего потребления энергии и утилизации отходов. Газобетон изготавливается из мелких заполнителей, цемента и
расширительный агент, который заставляет свежую смесь подниматься, как тесто для хлеба.
Жизнеспособность продукта обусловлена тем фактом, что существует огромный рынок обычных глиняных кирпичей, который
не предлагает огромных технических преимуществ, полученных от AAC, и не является благоприятным для производственной среды.
по сравнению с производством газобетона.Альтернативой обычным глиняным кирпичам является кирпич из золы-уноса, изготовленный из золы-уноса.
песок также одинаково дорог и очень тяжел. Им также не хватает желаемого качества и прочности, поскольку сектор
в основном неорганизованные и контролируются ночными операторами. Таким образом, у AAC есть готовый рынок, и, насколько это возможно,
Как следует из финансовых отчетов, продавать газобетонный кирпич выгодно даже по более низкой цене, чем глиняный кирпич.
ФИНАНСОВЫЙ АНАЛИЗ
1.АНАЛИЗ ЧУВСТВИТЕЛЬНОСТИ:
Сценарий 1: когда цена продажи остается неизменной, а стоимость сырья и производства увеличивается на 5%
(Рс Лакс)
2015-16 2016-17 2017-18 2018-19 2019-20 2020-21 2021-22 2022-23
Чистый объем продаж (в лаках) 1 487 2 491 2 720 2 730 3 130 3 150 3 350 3 360
Операционная прибыль 413 636 529 505 475 347 233 84
(`В Лаксе)
PAT (` In Lacs) (71) 128 82 67 73 15 (26) (102)
Продажи безубыточности
(БЭП) 61234 78895 87175 99681 108664 129397 158758 245375
В Ку. М.
М.
ROCE 5,33% 13,51% 11,73% 12,25% 11,89% 8,42% 1,13% -7,92%
МСКР 1,60 2,50 2,45 2,48 3,10 3,42 6,20 65,33
ДСКР 1,60 1,16 1,08 1,05 0,82 0,66 0,53 0,53
(5)
Сценарий 2: Цена продажи повышается на 5%, а стоимость сырья и производства увеличивается на 10%
(Rs Lacs)
2015-16 2016-17 2017-18 2018-19 2019-20 2020-21 2021-22 2022-23
Чистый объем продаж (в лаках) 1 487 2 615 2 999 3 160 3 805 4 020 4 489 4 728
Операционная прибыль 413 678 608 610 615 495 384 210
(`В Лаксе)
PAT («В лаке») (71) 155 137 143 176 130 94 9
Продажи безубыточности
(БЭП) 61234 75034 79045 85942 89438 100354 114674 154965
В Ку.М.
ROCE 5,33% 14,36% 13,43% 14,61% 15,24% 12,97% 7,34% 0,60%
МСКР 1,60 2,61 2,70 2,84 3,78 4,49 9,10 116,55
ДСКР 1,60 1,21 1,19 1,21 1,00 0,86 0,77 0,95
Средний DSCR 1,10
Сценарий 3: Цена продажи падает на 5%, а стоимость сырья и производства увеличивается на 5%
(Rs Lacs)
2015-16 2016-17 2017-18 2018-19 2019-20 2020-21 2021-22 2022-23
Чистый объем продаж (в лаках) 1 487 2 366 2 455 2 341 2 550 2 438 2 464 2 347
Операционная прибыль 413 516 272 128 (87) (344) (627) (898)
(` В Лаксе)
PAT (` In Lacs) (71) 22 (166) (295) (461) (671) (896) (1130)
Продажи безубыточности (BEP) 61234 94658 137791 266653 2924256 -258514 -111391 -67117
В Ку. М.
М.
ROCE 5,33% 10,09% 2,58% -5,54% -49,04% 115,91% 59,04% 43,79%
ISCR 1,60 2,07 1,35 0,75 (0,44) (3,00) (14,67) (410,74)
ДСКВ 1,60 0,96 0,59 0,32 (0,12) (0,58) (1,25) (3,35)
Средний DSCR (0,23)
2. Ключевые финансовые показатели:
` (Rs Lacs)
Сведения / Период
2015-16 2016-17 2017-18 2018-19 2019-20 2020-21 2021-22 2022-23
№Месяцев 10 12 12 12 12 12 12 12
(6)
ПБТ (71,05) 280,56 411,38 589,66 900,76 1 064,83 1 337,69 1 514,27
ПАТ (71,05) 218,54 288,79 392,66 586,18 684,33 855,76 965,60
Чистые денежные средства AACruals 131,74 461,88 532,13 636,00 829,50 927,55 1 098,80 1 206,29
PBILDT / Чистый объем продаж
(%) 27,79% 29,05% 26,79% 29,32% 29,81% 29,72% 29.98% 30,02%
PAT / Чистый объем продаж (%) -4,78% 8,20% 9,27% 11,74% 14,29% 15,49% 17,02% 17,90%
Общий блок 3 032,74 3 032,74 3 032,74 3 032,74 3 032,74 3 032,74 3 032,74 3 032,74
Чистый блок 2 820,24 2 576,90 2 333,55 2 090,21 1 846,88 1 603,66 1 360,62 1 119,93
Оплаченный капитал 350,00 350,00 350,00 350,00 350,00 350,00 350,00 350,00
Материальный Нетворт
(ТЯО) 276,14 494,68 783,47 1 176,13 1 762,30 2 446,64 3 302,40 4 267,99
Групповые инвестиции — — — —
Скорректированный ТНВ 276. 14 494,68 783,47 1 176,13 1 762,30 2 446,64 3 302,40 4 267,99
14 494,68 783,47 1 176,13 1 762,30 2 446,64 3 302,40 4 267,99
LTD/TNW 7,05 3,36 1,76 0,82 0,29 0,03 — —
ДФС/ТНВ
TOL/TNW 8,68 4,27 2,33 1,20 0,55 0,21 0,14 0,11
Текущие активы 648,61 952,86 1 109,82 1 196,20 1 463,64 1 574,10 1 782,57 1 912,05
Краткосрочные обязательства 413,53 772,48 788,85 797,67 936,05 981,99 987,90 616,57
Чистый оборотный капитал 235,08 180,38 320,97 398,53 527,59 592,11 794,67 1 295.48
Коэффициент текущей ликвидности 1,57 1,23 1,41 1,50 1,56 1,60 1,80 3,10
Другие индикаторы
ROCE (%) 5,33% 16,26% 17,65% 20,92% 24,41% 24,31% 22,18% 19,31%
МСКР 1,60 2,87 3,37 4,03 6,51 9,68 27,38 559,27
ДСКР 1,60 1,33 1,49 1,71 1,72 1,86 2,33 4,57
Средний DSCR 2,08
3. ДСКР
(Rs Lacs)
2015-16 2016-17 2017-18 2018-19 2019-20 2020-21 2021-22 2022-23
ПАТ (71.05) 218,54 288,79 392,66 586,18 684,33 855,76 965,60
Амортизация 202,79 243,35 243,35 243,35 243,32 243,22 243,04 240,69
Проценты на срок
Заем 220,71 247,44 224,09 209,98 150,63 106,92 41,65 2,16
Всего 352,45 709,32 756,23 845,98 980,13 1 034,47 1 140,45 1 208,45
СЛУЖБА:
Погашение срока — 284,00 284,00 284,00 418,00 448,00 448,00 64. 00
00
Заем
Проценты на срок
Заем 220,71 247,44 224,09 209,98 150,63 106,92 41,65 2,16
Всего 220,71 531,44 508,09 493,98 568,63 554,92 489,65 66,16
МСКР 1,60 2,87 3,37 4,03 6,51 9,68 27,38 559,27
(7)
SWOT-АНАЛИЗ
ПРОЧНОСТЬ:
Промоутеры должны иметь хороший опыт, навыки, ресурсы и сети в области маркетинга и бизнеса, которые
можно хорошо обналичить.
Круглогодичное наличие сырья.
Огромный растущий внутренний рынок.
Обновленное оборудование и оборудование с использованием новейших технологий в производственном процессе.
Подходящее место.
Экологически чистый проект.
СЛАБОСТЬ:
Вознаграждение рабочей силы менее привлекательно по сравнению с современной дисциплиной для талантов.
Промоутеры не имеют промышленного опыта или имеют небольшой опыт.
ВОЗМОЖНОСТИ:
Огромный потенциал и объем рынка Центральной Индии.
Ожидается, что отрасль будет расти быстрыми темпами, примерно в 1,5 раза превышающими темпы роста ВВП.
Рынок глиняного кирпича не успевает за спросом и альтернативным и экологически чистым современным
технология остается лучшим выбором.
УГРОЗЫ:
Возможной заменой использованию
ААС.
Растущие глобальные опасения, связанные с влиянием цен на нефть наряду с ростом инфляции на
отечественный фронт.
Соревнования как национальных, так и международных игроков
Передача обученной рабочей силы новым конкурентам, поскольку эта отрасль все еще находится в зачаточном состоянии.
Промышленность регулируется очень мелкими неорганизованными игроками.
ВЫВОД:
После детального анализа деталей проекта и других соответствующих данных, а также информации, полученной от
Интернет и существующие игроки в отрасли, что я считаю правдой и зависит от моих наблюдений в
В обзоре предлагаемое производственное предприятие считается «Финансово жизнеспособным и технически осуществимым».
(8)
Следовательно, по нашему мнению, исследование, представленное для производства автоклавного газобетона
производственная единица
«Технически, а также экономически целесообразно и финансово целесообразно».
НОМЕР:
www.tolexo.com
http://shodh.inflibnet.ac.in/bitstream/123456789/303/3/03_literature%20review.pdf (Обзор литературы по
Индийская строительная промышленность)
www.tradeindia.com.ком
https://en.wikipedia.org/wiki/Автоклавный_газобетон
http://www.biltechindia.com/biltech-ace-aac-benefits-advantages.asp?links=b3
http://www.aac-india.com/
Оценка жизненного цикла автоклавной аэрированной золы-уноса и производства бетонных блоков: тематическое исследование в Китае
Бенетто Э., Руссо П., Блондин Дж. (2004) Оценка жизненного цикла сценариев производства электроэнергии на основе побочных продуктов угля. Топливо 83(7-8):957–970
Артикул
КАС
Google ученый
Бланкендал Т. , Шур П., Воордейк Х. (2014) Снижение воздействия бетона и асфальта на окружающую среду: сценарный подход.J Clean Prod 66:27–36
, Шур П., Воордейк Х. (2014) Снижение воздействия бетона и асфальта на окружающую среду: сценарный подход.J Clean Prod 66:27–36
Статья
Google ученый
CABEE (Китайская ассоциация энергоэффективности зданий) (2018 г.) Отчет об исследовании энергопотребления зданий в Китае в 2017 г. http://www.cabee.org/site/content/22542.html. По состоянию на 1 августа 2018 г.
CACA (Китайская ассоциация производителей пенобетона) (2016 г.) Руководство по развитию производства пенобетона в Китае (2016–2020 гг.). http://www.cacajq.cn/info_main/20161213/586.HTML. По состоянию на 20 мая 2018 г.
CCPA (Китайская ассоциация производителей бетонных и цементных изделий) (2017 г.) Отчет о развитии летучей золы в 2016 г. http://www.ccement.com/news/content/9301050184546.html. По состоянию на 20 мая 2018 г.
CSC (Государственный совет Китая) (2016 г.) Комплексный рабочий план по энергосбережению и сокращению выбросов в 13-й пятилетке. http://www.ndrc.gov.cn/zcfb/zcfbqt/201701/t20170105_834500.html. По состоянию на 20 мая 2018 г.
http://www.ndrc.gov.cn/zcfb/zcfbqt/201701/t20170105_834500.html. По состоянию на 20 мая 2018 г.
Дэн Н.С., Ван XB (2003) Оценка жизненного цикла.Пресса химической промышленности, Пекин
Google ученый
EPA (Агентство по охране окружающей среды США) (2016 г.) Инвентаризация выбросов и стоков парниковых газов в США: 1990–2014 гг. https://www.epa.gov/ghgemissions/inventory-us-greenhouse-gas-emissions-and-sinks. По состоянию на 3 июня 2018 г.
Fang M (2013) Оценка жизненного цикла типичных стеновых материалов. Пекинский технологический университет (оригинальное название на китайском языке)
Цветок Д., Санджаян Г. (2007 г.) Выбросы парниковых газов при производстве бетона.Int J Life Cycle Ass 12(5):282–288
Статья
КАС
Google ученый
Gao Y (2010) Оценка жизненного цикла системы водной среды в промышленном парке замкнутого цикла. Сианьский архитектурно-технологический университет (оригинальное название на китайском языке)
Сианьский архитектурно-технологический университет (оригинальное название на китайском языке)
GAQSIQ (Главное управление контроля качества и карантина), SAC (Управление стандартизации Китая) (2006 г.) Стандарт для автоклавных газобетонных блоков.Standards Press of China, Пекин
Google ученый
Habert G, Roussel N (2009) Исследование двух стратегий проектирования бетонных смесей для достижения целей по снижению выбросов углерода. Цемент Бетон Рез 31(6):397–402
Артикул
КАС
Google ученый
Hammond G, Jones C (2008) Инвентаризация углерода и энергии: исследовательская группа по устойчивой энергетике. Факультет машиностроения Университета Бата
Huang Y, Chiueh T, Lo L (2016) Воздействие повторного использования летучей золы на окружающую среду и стоимость жизненного цикла.Resour Conserv Recy 123:255–260
Статья
Google ученый
МГЭИК (Межправительственная группа экспертов по изменению климата Изменение климата) (1995 г. ) Наука об изменении климата: резюме для политиков и техническое резюме доклада Рабочей группы I. Женева
) Наука об изменении климата: резюме для политиков и техническое резюме доклада Рабочей группы I. Женева
ISO (Международная организация по стандартизации) (2006a) Экологический менеджмент – оценка жизненного цикла – принципы и структура (ISO 14040-2006). Международная организация по стандартизации, Женева
Google ученый
ISO (Международная организация по стандартизации) (2006b) Экологический менеджмент – оценка жизненного цикла – требования и рекомендации (ISO 14044-2006).Международная организация по стандартизации, Женева
Google ученый
Jr SH, Maranduba HL, Ja DAN, Rodrigues LB (2016) Оценка жизненного цикла процесса производства сыра в небольшой молочной промышленности в Бразилии. Environ Sci Pollut Res 24(4):3470–3482
Google ученый
Камбл С.Дж., Чакраварти Ю., Сингх А., Чубилло С. , Старкл М., Бава И. (2017) Система почвенной биотехнологии для очистки сточных вод: технические, гигиенические, экологические LCA и экономические аспекты.Environ Sci Pollut Res 24(15):1–20
, Старкл М., Бава И. (2017) Система почвенной биотехнологии для очистки сточных вод: технические, гигиенические, экологические LCA и экономические аспекты.Environ Sci Pollut Res 24(15):1–20
Статья
КАС
Google ученый
Lamnatou C, Ezcurra-Ciaurriz X, Chemisana D, Plà-Aragonés LM (2016) Экологическая оценка системы производства свинины на северо-востоке Испании с упором на питание свиней в течение жизненного цикла. J Clean Prod 137:105–115
Артикул
Google ученый
Liu Z, Wu D, Yu H (2018) Полевые измерения и численное моделирование режимов работы комбинированного солнечного отопления для жилых зданий на примере Цинхай-Тибетского плато.Energ Buildings 167:312–321
Статья
Google ученый
Мехта К. (2001 г.) Снижение воздействия бетона на окружающую среду. Concr Int 23:61–66
Google ученый
MOHURD (Министерство жилищного строительства и городского и сельского развития) (2015 г. ) Национальный план по энергосбережению и развитию зеленого строительства на период 13-й пятилетки (2016–2020 гг.). http://www.mohurd.gov.cn/wjfb/201703/t20170314_230978.html. По состоянию на 20 мая 2018 г.
) Национальный план по энергосбережению и развитию зеленого строительства на период 13-й пятилетки (2016–2020 гг.). http://www.mohurd.gov.cn/wjfb/201703/t20170314_230978.html. По состоянию на 20 мая 2018 г.
MOHURD (Министерство жилищного строительства и городского и сельского развития) (2018 г.) Статистический анализ развития строительной отрасли в 2017 г. http://www.mohurd.gov.cn/xytj/tjzljsxytjgb/xjxxqt /. По состоянию на 20 мая 2018 г.
NBS (Национальное бюро статистики) (2017) Статистический ежегодник китайской промышленности строительных материалов. Китайская статистическая пресса.
NDRC (Национальная комиссия по развитию и реформам) (2015 г.) Руководство по внедрению сторонних мер по контролю загрязнения окружающей среды на угольных электростанциях.http://www.ndrc.gov.cn/zcfb/zcfbtz/201601/t20160121_771945.html. По состоянию на 3 июня 2018 г.
O’Brien KR, Menache J, Moore O (2009) Влияние содержания летучей золы и расстояния транспортировки летучей золы на выбросы парниковых газов и потребление воды в бетоне. Int J Life Cycle Ass 14(7):621–629
Int J Life Cycle Ass 14(7):621–629
Статья
КАС
Google ученый
Oss HG, Padovani AC (2003) Производство цемента и окружающая среда, часть II: экологические проблемы и возможности.J Ind Ecol 7:93–126
Статья
Google ученый
Озкан Э., Эльгиноз Н., Гермирли Б.Ф. (2017) Оценка жизненного цикла завода по производству печатных плат в Турции. Environ Sci Pollut Res 3:1–8
Google ученый
Проске Т., Хайнер С., Резвани М., Граубнер К.А. (2013) Экологически безопасные бетоны с пониженным содержанием воды и цемента – принципы расчета смеси и лабораторные испытания.Cem Concr Res 51:38–46
Статья
КАС
Google ученый
Purnell P, Black L (2012) Воплощенный диоксид углерода в бетоне: изменение с общими параметрами состава смеси. Cem Concr Res 42(6):874–877
Статья
КАС
Google ученый
Refiner M, Rens K (2006) Бетон с большим объемом летучей золы: анализ и применение. Практичный период Struct Des Constr 11(1):58–64
Практичный период Struct Des Constr 11(1):58–64
Статья
Google ученый
Ren C, Wang W, Li G (2017a) Получение высокоэффективных вяжущих материалов из твердых промышленных отходов.Constr Bulid Mater 152:39–47
Статья
КАС
Google ученый
Ren C, Wang W, Mao Y, Yuan X, Song Z, Sun J (2017b) Сравнительная оценка жизненного цикла производства сульфоалюминатного клинкера, полученного из твердых промышленных отходов и обычного сырья. J Clean Prod 167:1314–1324
Артикул
КАС
Google ученый
Sjunnesson J (2005) Оценка жизненного цикла бетона.Лундский университет
Тан Ю, Ли Ю, Ван Ц, Юань Х, Цзо Дж (2018) Оценка воздействия на окружающую среду и экономику процесса производства предварительно обожженных анодов: тематическое исследование в провинции Шаньдун, Китай. J Clean Prod 196:1657–1668
Артикул
Google ученый
Teixeira ER, Mateus R, Camões AF, Bragança L, Branco FG (2016) Сравнительный экологический анализ жизненного цикла бетонов с использованием биомассы и угольной летучей золы в качестве материала для частичной замены цемента. J Clean Prod 112:2221–2230
Артикул
КАС
Google ученый
Тониоло С., Мацци А., Пьеретто С., Сципиони А. (2016) Стратегии распределения при сравнительной оценке жизненного цикла переработки: выводы из тематических исследований. Resour Conserv Recyl 117:249–261
Статья
Google ученый
Wang C, Ding G (2007) Исследование оценки жизненного цикла зольного бетона.Ind Safe Environ Prot 33(1):39–42 (оригинальное название на китайском языке)
CAS
Google ученый
Wang T, Wang J, Wu P, Wang J, He Q, Wang X (2018a) Оценка экологических издержек и выгод от сноса отходов с использованием оценки жизненного цикла и готовности платить: тематическое исследование в Шэньчжэне. J Clean Prod 172:14–26
Статья
Google ученый
Wang Q, Liu W, Yuan X, Tang H, Tang Y, Wang M (2018b) Анализ воздействия на окружающую среду и оптимизация процессов аккумуляторов на основе оценки жизненного цикла. J Clean Prod 174:1262–1273
J Clean Prod 174:1262–1273
Артикул
КАС
Google ученый
Уоррелл Э., Прайс Л., Мартин Н., Хендрикс С., Мейда Л.О. (2001) Выбросы углекислого газа в мировой цементной промышленности. Annu Rev Energy Environ 26:303–329
Статья
Google ученый
Ядав П., Самаддер С.Р. (2017) Глобальная перспектива распределения доходов и его влияние на оценку жизненного цикла управления твердыми бытовыми отходами: обзор.Environ Sci Pollut Res 24(10):9123–9141
Статья
Google ученый
Yu H, Wang Q, Zhang H (2011) Модель расчета выбросов углерода для предварительно смешанного бетона на основе жизненного цикла. Летучая зола 23(6):42–46 (оригинальное название на китайском языке)
Google ученый
Yuan X, Tang Y, Li Y, Wang Q, Zuo J, Song Z (2018) Оценка экологических и экономических последствий процесса производства бетонного кирпича для дорожного покрытия и проницаемого кирпича — тематическое исследование в Китае. J Clean Prod 171:198–208
J Clean Prod 171:198–208
Артикул
Google ученый
Машина для производства блоков из газобетона/автоклавированного бетона
1. Линия по производству газобетонных блоков, 2. высокий спрос, 3. Производительность 50 000 — 300 000 куб. м/год, 4. Мин. Заказ: 1 шт. — подробности см.: //www.machineto.com/aac-auoclaved-aeroated-concrete-blocks-production-machine-10076626
| Состояние: Новое | Тип: Машина для производства пустотелых блоков | Сырье для кирпича: кварцевый песок, известь, цемент, зола-унос | Емкость: 50000-300000CBM / год | Место происхождения: Jiangsu China (Mainland) |
| Brand Name: Duyuen | Номер модели: AAC-1 | Напряжение: 380 В | Мощность: 600-1400 кВт | |
| Сертификация: ISO9001-2000 | Гарантия: 1 год | Размер торта: 4.2 м*1,2 м*0,6 м | Площадь мастерской: 3000-5000 м2 |
ВВЕДЕНИЕ:
AAC – это автоклавный газобетон. Блоки аэрируются путем создания реакции между кремнеземом в основном материале, таком как летучая зола или песок, активной известью и алюминиевым порошком. Твердость блока достигается за счет прочности цемента, а механизм мгновенного отверждения за счет автоклавирования. Гипс действует как долгосрочный усилитель прочности.
Блоки аэрируются путем создания реакции между кремнеземом в основном материале, таком как летучая зола или песок, активной известью и алюминиевым порошком. Твердость блока достигается за счет прочности цемента, а механизм мгновенного отверждения за счет автоклавирования. Гипс действует как долгосрочный усилитель прочности.
Линия Duyuen Equipment Manufacturing Co., Ltd от 50 000 куб. м до 300 000 куб. м включает следующие позиции:
1.Производственное оборудование и технология процесса производства газобетонных блоков.
2. Специальная планировка для вашего завода и гарантия на оборудование один год.
3. Передача ноу-хау с обучением на вашем предприятии.
4. Установка и установка на объекте заказчика.
ПРЕИМУЩЕСТВА:
Преимущества следующие:
1.Потребляет летучую золу, утилизация которой является большой проблемой для тепловых электростанций. Это экологически чистый, потому что нет необходимости сжигания.
2. Более высокая прочность, лучшая теплоизоляция и отличное звукопоглощение, виброустойчивость по сравнению с красным кирпичом. Легкий вес и простота в эксплуатации изделий из газобетона означают, что их можно очень быстро установить на месте и транспортировать с меньшим тормозным усилием.
Легкий вес и простота в эксплуатации изделий из газобетона означают, что их можно очень быстро установить на месте и транспортировать с меньшим тормозным усилием.
3. Стены из газобетонных блоков можно оставлять открытыми (без штукатурки), и со временем они приобретают прочность. Это экономит структурные затраты на 35%, а также утилизацию поломок и брака.
4. Изделия из газобетона не подвержены влиянию суровых климатических условий и не разлагаются в нормальных атмосферных условиях.
5. AAC Block не содержит токсичных веществ и не выделяет запахов. Его производство, управление и утилизация не представляют опасности для здоровья или ущерба окружающей среде. В процессе производства выделяются нетоксичные газы.
6. Блоки AAC больше по размеру, чем обычные кирпичи, что приводит к меньшему количеству швов. Меньшее количество швов приводит к меньшему количеству требуемого раствора, что приводит к его экономии.
Техническое сравнение:
Техническое сравнение:
3
Неткирпичей на 100 кв. м. Стена 9 «толщиной
м. Стена 9 «толщиной925 nos.
| Сектов | Обычные красные кирпичи | Blyash Bricks | ||||||
| 40763 | ||||||||
| — 65 кг / см2 | 70 — 120 кг / см2 | |||||||
| Форма и размер | Низкая и нерегулярный | Униформа | Униформа и регулярные | |||||
| Водопоглощение | 20 — 25% | 10 — 15% | 10 — 15% | |||||
| 9 — 10% | 3 — 4% | |||||||
| Расход раствора | Высокий | Меньший | ||||||
| Плотность | 1500 – 1700 кг/см3 | 1200 – 1350 кг/см3 | ||||||
| 1100 nos | 925 nos. | |||||||
| 15 — 18 мм | 8 — 10 мм | 8 — 10754 | Толщина гипса | 15 — 12 мм | 10 — 12 мм |
ПРИМЕЧАНИЯ:
| 1.Условия оплаты: | 30% предоплата, 70% до загрузки контейнера. |
| 2. Время выполнения заказа: | 2 месяца |
| 3.Контейнер: | около 14 шт. 40-футовых контейнеров |
| 4. Использование упаковки: | упаковка крупных товаров, мелкие товары и электрические детали управления имеют деревянную коробку. |
| 5. Послепродажное обслуживание | Бесплатное обслуживание в течение одного года после успешной установки. |
Детали упаковки: Прямая упаковка контейнера. Он будет доставлен на ваш объект в контейнерах. Упаковке уделяется особое внимание, чтобы она не была повреждена.Он имеет четырнадцать 40-футовых контейнеров. Он отправляется через доставку через море. Упаковке уделяется особое внимание, чтобы она не была повреждена.Он имеет четырнадцать 40-футовых контейнеров. Он отправляется через доставку через море. |
| Сведения о доставке: 45 рабочих дней после получения депозита |
Сопутствующий продукт для машины для производства газобетонных блоков / газобетонных блоков
Блоки
AAC: изготовление и общие характеристики
блоков ААС:
Полная форма блоков AAC — это автоклавные газобетонные блоки. Это легкий ячеистый бетонный блок. Блоки из автоклавного газобетона также известны как автоклавный легкий бетон или ALC.Это один из экологически чистых и сертифицированных экологически чистых строительных материалов. Блоки AAC являются основной альтернативой красным кирпичам или кирпичам из обожженной глины. В середине 1920-х годов шведский архитектор усовершенствовал газобетон в «Королевском технологическом институте» Швеции. В результате газобетон стал одним из самых используемых строительных материалов в Европе.
Все мы знаем, что кирпичи являются неотъемлемой частью зданий, домов и других строительных работ. Но обычные кирпичи (красные кирпичи) тяжелее по сравнению с блоками AAC того же объема.В результате постоянные нагрузки будут меньше, если мы будем использовать блоки из газобетона вместо обожженных глиняных кирпичей. В результате использование газобетонных блоков быстро растет во многих других странах мира.
Процесс производства и технические характеристики блоков AAC обсуждаются ниже. Он имеет так много важных значений, которые мы обсудим позже в этой статье.
Производственный процесс и сырье, используемые в блоках AAC:
Автоклавный газобетон
представляет собой смесь цемента, песка, воды, золы-уноса, гипса и алюминиевой пудры.Ниже приведены сырье-
- Цемент: Цемент является вяжущим материалом. Как правило, для производства газобетонных блоков используется обычный портландцемент (OPC) марки 53. Который имеет минимальную прочность на сжатие 53 МПа.
- Песок: Песок представляет собой более крупный заполнитель, используемый в производстве газобетонных блоков. Содержание кремнезема должно быть не менее 80 %. Песок с максимальным прохождением частиц через сито 4,75 мм для газобетонных блоков.
- Летучая зола: Это отходы тепловых электростанций, получаемые в больших количествах.По химическому составу она похожа на кирпичную землю. Поскольку летучая зола содержит муллит, гематит, магнетит и т. д.
- Известняк: Известняк следует измельчить в мелкий порошок. Потому что известковый порошок необходим при производстве газобетонных блоков.
- Алюминиевый порошок: Действует как расширитель. Когда алюминиевый порошок реагирует с другим сырьем, особенно с гидроксидом кальция {Ca(OH)2} и водой, выделяется газообразный водород. В результате образуются пузырьки воздуха, что делает блоки легкими.

Химическая реакция: 2AL + 3CA (OH) 2 + 6H 2 O = 3CAO. AL 2 O 3 . 6H 2 o + 3H 2
AL 2 O 3 . 6H 2 o + 3H 2
6. Гипс: Действует как замедлитель схватывания. Необходимо небольшое количество.
7. Вода: Пресная вода для смешивания сырья и проведения необходимых химических реакций.
Процент сырья:
| Цемент: | 8-9% | |
| Песок + Fly Ass: | 65-70% | |
| Известняк: | 18-20% | 18-20% |
| 2-4 % | ||
| Алюминиевый порошок: | около 0.06-0,08 % от общего количества сухих материалов в смеси | |
| Водоотношение: | 0,60-0,65 |
Таблица: % сырья
ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС-
Блок-схема показывает процесс производства автоклавных газобетонных блоков-
Общие характеристики блоков AAC:
Размер блока AAC:
Стандартный размер автоклавных газобетонных блоков составляет 600 мм × 200 мм × 100 мм (длина × высота × ширина). Ширина может варьироваться от 100мм до 300мм. В дюймах размер составляет 24 дюйма × 8 дюймов × 4 дюйма соответственно. В некоторых местах размеры могут отличаться, как показано на рисунке.
Ширина может варьироваться от 100мм до 300мм. В дюймах размер составляет 24 дюйма × 8 дюймов × 4 дюйма соответственно. В некоторых местах размеры могут отличаться, как показано на рисунке.
Блоки AAC: разные размеры
Цвет:
Как правило, блоки AAC имеют серый цвет. Иногда он может быть темно-серого цвета.
Вес:
Обычно вес блоков AAC стандартного размера составляет ок. 8-9 кг. В следующей таблице показан вес блоков AAC разных размеров —
.
3
3
| Размер блоков в мм | Вес (прибл) в кг / образец | ||
|---|---|---|---|
| 600 * 200 * 100 | 8-9 | ||
| 600 * 200 * 125 | 10-11 | ||
| 600 * 200 * 150 | 120 | 12-13 | 12-13 |
| 600 * 200 * 175 | 600 * 200 * 175 | 14-15 | |
| 600 * 200 * 200 | 16-17 | ||
| 600 * 200 * 225 | 18-19 | ||
| 600*200*250 | 20-21 |
Сухая плотность:
Сухая плотность блоков AAC составляет от 450 кг/м3 до 1000 кг/м3.
Водопоглощение:
Водопоглощение автоклавных газобетонных блоков составляет от 8 до 10 % по массе при погружении блоков в воду на 24 часа.
Прочность на сжатие:
Прочность на сжатие автоклавных газобетонных блоков составляет от 3 до 4,5 Н/мм2. Он прочнее глиняного кирпича.
Различия между блоками AAC и красными кирпичами или глиняными кирпичами:
В таблице показаны различия между блоками AAC и красными кирпичами или глиняными кирпичами:
4
Нет. Требуется
| Спецификации | AAC Blocks | Red Bricks | ||||||
|---|---|---|---|---|---|---|---|---|
| (600 × 200 × 100) мм | (250 × 125 × 75) мм | |||||||
| Вес | Очень меньше.от 8 до 9 кг для (600×200×100) мм | Еще. От 3 до 3,5 кг за От 3 до 3,5 кг за (250 × 125 × 75) мм | ||||||
| сухой плотности | 451-1000 кг / м 3 | 1920 кг / м 3 | ||||||
| Водопоглощение | до 10% | до 20% (первый класс кирпич) | ||||||
| цвет | серый до темно-серых | красный до красного красного | ||||||
| главное сырье | летучая зола, известный порошок, алюминиевый порошок, цемент | Земляная глина | ||||||
| Прочность на сжатие | От 3 до 4.5 Н/мм 2 | от 2 до 3 Н/мм 2 | ||||||
| Обрабатываемость | Очень хорошо. Легко работать. Легко работать. | Плохая | ||||||
| Огнестойкость | До 3-6 часов в зависимости от толщины стенки | До 2-4 часов в зависимости от толщины стенки. | ||||||
| Теплоизоляция | очень хорошее | Бедные | ||||||
| Термальная проводимость | 0,16 Вт / мК | 0,81 Вт / мк | ||||||
| Земля Быстрая сопротивление | Больше, чем глиняные кирпичи | меньше, чем блоки AAC | ||||||
| Требуется строительный раствор | Меньше | Больше | ||||||
| Требуется соединение | Меньше | Больше | более | больше | больше | более | больше | |
| Tootage | более | больше | ||||||
| общая стоимость | менее | больше | ||||||
| Eco-From | Да. Самый экологичный | Совсем не экологичный |
Вывод:
Автоклавные газобетонные блоки
— экологически чистый строительный материал. Он экологически чистый, что является наиболее выгодным из автоклавных газобетонных блоков.Благодаря использованию летучей золы в качестве одного из основных сырьевых материалов эти блоки очень легкие по весу. В результате результирующие постоянные нагрузки на надстройки и фундаменты значительно уменьшаются.