
Прогрев бетона сварочным аппаратом: Прогрев бетона сварочным аппаратом, как греть бетон при помощи сварочника
Прогрев бетона сварочным аппаратом, как греть бетон при помощи сварочника
При электропрогреве бетона в температурных условиях ниже +5°C используют специальные масляные или воздушные трехфазные трансформаторы для понижения напряжения сети 200 или 380 В. Но в случае небольших объемов при заливке фундамента на дачном участке своими руками, например, иногда рациональнее использовать сварочный аппарат (двухфазный), который зачастую уже имеется в наличии, а не покупать или арендовать тот же ТСЗП-80. Способ для так называемых «домашних условий».
Такое решение имеет место быть, хотя, и сопряжено с определенными трудностями. Попытаемся разобраться в них для типов греющих элементов ПНСВ провода и электродов.
Прогрев бетона сварочным аппаратом и ПНСВ проводом
Схема работы здесь точно такая же, как и при использовании масляных трансформаторов. Вся тонкость в расчетах. Итак, для обогрева бетона сварочным трансформатором вместе с проводом нам понадобится сварочник 150-250 А, ПНСВ кабель, алюминиевый кабель холодных концов, амперметр (клещи) и изолента, на тканевой основе.
Для примера приведу расчет для прогрева плиты 3,8 м3 размером 4x5x0,19 м при температуре воздуха около -12°C и сварочным аппаратом на 250 А. Итак, ПНСВ провод нарезаем на отрезки длиной по 18 метров. Длина определялась опытным путем и для вашего случая, возможно, будет другой. Каждый из таких отрезков способен выдержать ток до 25 А. Соответственно, для суммарных 250 ампер возможно использовать 10 отрезков. Но чтобы не пускаться в крайности и оставить небольшой запас будем ориентироваться на 8 проводов.
К каждому куску ПНСВ с обеих сторон докручиваем алюминиевый провод такой длины, чтобы сама скрутка находилась в бетоне, а холодные концы дотянулись до трансформатора. Саму скрутку изолируем изолентой.
Укладываем отрезки провода, подвязывая их к арматуре пластиковыми креплениями или изолированным проводом, чтобы избежать замыкания. Для плиты провод можно закрепить чуть ниже верхнего армирующего слоя. Выходы каждого провода надо маркировать, например (+) и (-). Или можно концы развести по разным сторонам конструкции. Также очень удобно соединить фазы (плюсы отдельно, минусы отдельно) между собой на изолированной поверхности (текстолит) с клеммами.
Или можно концы развести по разным сторонам конструкции. Также очень удобно соединить фазы (плюсы отдельно, минусы отдельно) между собой на изолированной поверхности (текстолит) с клеммами.
После заливки бетона сразу же подключаем наши клеммы к прямому и обратному выходам сварочного аппарата, установленного на минимальный ток. Измеряем ток на сварочных проводах (должен быть до 240 А) и на каждом отрезке (должен быть до 20 А). По мере нагревания сила тока будет падать, и ее надо будет увеличивать на аппарате.
В итоге плита данных габаритов приобрела нужную прочность за 40 часов. Также после заливки бетона, его рекомендуется укрыть защитной пленкой для предотвращения иссушения. При особо низких температурах сверху на пленку можно положить слой утеплителя.
Видео по укладке ПНСВ провода можно посмотреть ниже:
Прогрев бетона сварочным аппаратом и электродами
При этом способе греющими элементами выступают электроды, вживляемые в бетон. И ток течет непосредственно через раствор. Из этого вытекает и главный недостаток прогрева сварочным аппаратом вместе с электродами: опасность поражения электрическим током находящимся рядом людей. Безопасным считается напряжение до 36 В. Если оно выше, то необходимо озаботиться недопущением на обогреваемый объект людей и животных. Также есть мнение, что подобные арматурные электроды быстро изнашивают сварочный трансформатор.
И ток течет непосредственно через раствор. Из этого вытекает и главный недостаток прогрева сварочным аппаратом вместе с электродами: опасность поражения электрическим током находящимся рядом людей. Безопасным считается напряжение до 36 В. Если оно выше, то необходимо озаботиться недопущением на обогреваемый объект людей и животных. Также есть мнение, что подобные арматурные электроды быстро изнашивают сварочный трансформатор.
Электроды (пруты арматуры) укладывают в конструкцию, соединяя последовательно таким образом, чтобы получилось два изолированных друг от друга отрезка. К одному из них подключаю прямой провод, к другому – обратный. Для контроля тока между двумя электродами подключают лампу накаливания (опционально). Очень важно измерять температуру бетона для недопущения его обезвоживания и растрескивания. Залитую конструкцию не забудьте укрыть пленкой и утеплителем во избежание потерь тепла и влаги.
Сварка и прогрев бетона
Греем бетон сварочным трансформатором
Такой способ прогрева подойдет для мелких объемов заливки и при наличии сварочного трансформатора, идеально подойдет для домашних условий. Прогрев сварочным аппаратом это-то же самое что и прогрев специальным понижающим трансформатором. Принцип остается тот же только мощности заметно поубавиться.
Прогрев сварочным аппаратом это-то же самое что и прогрев специальным понижающим трансформатором. Принцип остается тот же только мощности заметно поубавиться.
Для примера возьмем сварочный аппарат постоянного тока с мощностью 250 ампер.
Я не буду вдаваться в расчеты зимнего бетонирования а опишу сам процесс прогрева, основанный на личном опыте при заливке бетонной плиты 4 на 5 метров. В статье выложены поясняющие фотографии, своих у меня нет но я постарался подобрать максимально подходящие что бы они наглядно поясняли принцип работы по обогреву бетона.
Нам нужен: сварочный аппарат 150 -250 ампер, греющий провод ПНСВ, одинарный алюминиевый провод в 2.5- 4 кв., токовые клещи, изолента ХБ.
1.Греющий провод необходимо нарезать кусками в 18 метров, длину я рассчитал опытным путем. Количество таких отрезков нужно рассчитать исходя из мощности имеющегося сварочного аппарата. За основу возьмем аппарат на 250 ампер. При максимальной нагрузке наша петля выдержит 25 ампер и это потолок. Значит нужно отталкиваться от этой цифры. Не будем насиловать сварочный трансформатор, 8 петель будет в самый раз. Для прогрева бетонной плиты 4 на 5 метров и толщиной в 19 см такое количество будет нормальным.
За основу возьмем аппарат на 250 ампер. При максимальной нагрузке наша петля выдержит 25 ампер и это потолок. Значит нужно отталкиваться от этой цифры. Не будем насиловать сварочный трансформатор, 8 петель будет в самый раз. Для прогрева бетонной плиты 4 на 5 метров и толщиной в 19 см такое количество будет нормальным.
2. К отрезанным кускам провода ПНСВ необходимо присоединить 2 алюминиевых провода, соединяем при помощи скрутки в 3-5 см. Длина алюминиевого конца выбирается по месту. Смотрите сами, эти алюминиевые концы нужно будет присоединить к сварочному кабелю. Особо заморачиваться не нужно, так как всегда возможно нарастить необходимую длину. Скрутку тщательно изолируем.
3. Далее нам нужно уложить прогревочные петли. Улаживаем с умом так чтобы греющий кабель располагался чуть выше середины плиты, но ниже верхнего слоя арматуры. Петли подвязываем изолирующим кабелем, что бы при прогреве они не замкнули на землю. Скрутка ПНСВ и алюминиевого провода должна находится в бетоне, иначе она сгорит. Алюминиевые концы выводим из зоны заливки. При укладке петель маркируйте алюминиевые выхода из петель, что бы при подключении не запутаться. Самый оптимальный вариант это с одной стороны плиты сделать выхода на + а с другой стороны плиты выхода на — .
Скрутка ПНСВ и алюминиевого провода должна находится в бетоне, иначе она сгорит. Алюминиевые концы выводим из зоны заливки. При укладке петель маркируйте алюминиевые выхода из петель, что бы при подключении не запутаться. Самый оптимальный вариант это с одной стороны плиты сделать выхода на + а с другой стороны плиты выхода на — .
4. После заливки нам необходимо как можно быстрее собрать всю цепь обогрева. С сварочника выходит два кабеля, говоря проще это наше питание на прогревочные петли.
Все плюсовые выхода петель цепляем на плюсовой кабель сварки и соответственно другие концы петель кидаем на минус. Способ соединения выбирайте сами, лично я сделал так называемую «гитару» к сварочным кабелям прицепил две текстолитовые пластины, на которых наварены болтики для зажима алюминиевых концов прогревочных петель. В общем, сами смотрите как вам удобно, в итоге получаем по восемь концов на каждом сварочном кабеле.
5. Включаем сварочный аппарат и начинаем греть бетон. Перед включением ставим регулятор тока на минимум. Включив, меряем токовыми клещами ампераж на сварочных кабелях. Если будет примерно 240 ампер не пугайтесь так как мо мере того как бетон будет греется, амперы начнут падать. Проверяем клещами работоспособность каждой петли для начала там должно быть 14-18 ампер на каждой петле. Через часика два меряем еще раз, если амперы упали, добавляем на сварке ток. Добавляйте постепенно минимум – середина – максимум, если вы за 8 часов дойдете до максимума это уже неплохой результат. Обязательно проверяйте нагрузку на петли, помня что они не выдержат больше чем 25 ампер. В зависимости от температуры время прогрева бетона может увеличиваться или уменьшатся. Исходя из своего опыта скажу, при -12С я 38 часов обогрел и высушил выше описанную бетонную плиту.
Еще статьи по прогреву бетона
ссылка 1 Пошаговое руководство прогрева бетона трансформатором
ссылка 2 Несколько популярных способов обогрева бетонной смеси
Для того что бы электропрогрев бетона был максимально эффективным накройте плиту утеплителем или опилками. Электропрогрев бетона сварочным трансформатором должен выполнятся соответствующим персоналом, так как может возникнуть угроза для человеческой жизни. Просьба не воспринимать эту статью как руководство для зимнего бетонирования, я всего лишь описал то, что делал сам, не имея возможности сделать нормальный обогрев бетона.
Электропрогрев бетона сварочным трансформатором должен выполнятся соответствующим персоналом, так как может возникнуть угроза для человеческой жизни. Просьба не воспринимать эту статью как руководство для зимнего бетонирования, я всего лишь описал то, что делал сам, не имея возможности сделать нормальный обогрев бетона.
| < Выбор сварочного аппарата для дома | Принцип работы трансформатора > |
|---|
| < Предыдущая | Следующая > |
|---|
Прогрев бетона сварочным аппаратом — «ТИСЭ»
Прогрев фундаментной плиты или бетона в опалубке возможен с помощью сварочного аппарата. Такой метод не подходит для применения на больших стройках, но применяется при возведении оснований на дачных и садовых участков. Не требуется арендовать трансформатор, достаточно электродов, сварочного аппарата и при облегчении задачи кабеля ПНСВ. Прогреть бетон с помощью сварочника можно двумя способами:
Прогреть бетон с помощью сварочника можно двумя способами:
- С помощью кабеля ПНСВ;
- С применением электродов.
Как видите существует два вариант бюджетного прогрева бетона, но важно правильно произвести расчеты! Рассмотрим дешевый метод с применением электродов и сварочника на 250А. Технология родилась и применялась еще во времена бывшего СССР.
Прогрев бетона с помощью электродов и сварочника
Экономичный способ прогрева бетона, но требующий знаний и предосторожности при подключении. Связано это с тем, что ток подается в бетон через электроды (прутки арматуры) вмонтированные непосредственно в бетон. Безопасная сила тока для живых организмов 36 Ампер. Поэтому, если требуется сильный ток, изолируйте пространство, чтобы на прогреваемый бетон не попали живые существа!
Технология же достаточна проста. Создается две последовательные, не пересекающиеся между собой цепи. Делается это путем соединения арматуры и электродов. Далее к одному участку подключаем плюс, а к другому минус от сварочного аппарат. Бетон начинает прогреваться, важно следить за силой тока! Ну и конечно, после прогрева фундамента, накрываем бетон пленкой. Убеждаемся, что бетонная смесь получил достаточное количество влаги. Вот собственно и все метод прогрева фундамента от наших дедов из 50-ых годов.
Бетон начинает прогреваться, важно следить за силой тока! Ну и конечно, после прогрева фундамента, накрываем бетон пленкой. Убеждаемся, что бетонная смесь получил достаточное количество влаги. Вот собственно и все метод прогрева фундамента от наших дедов из 50-ых годов.
Прогрев фундамента с помощью провода ПНСВ и сварочного аппарата
Если есть желание сэкономить деньги на аренде трансформатора при прогреве бетона кабелем ПНСВ, то эта статья для Вас! Укладка и подвязка кабеля ПНСВ к арматуре происходит стандартно. Провод заизолирован и не приходится думать о двух контурах, как при прогреве электродами. Чтобы не запутаться выводите одни концы кабеля справа, туда буем подключать плюс. А вторые слева — туда подадим минус. Самое важное — это рассчитать мощность сварочного аппарата и длину кабеля ПНСВ. 16 — 20 метров провода выдерживают ток в 25 Ампер — возьмите это за ориентир при подсчетах нагрузки. Стандартный сварочник работает в 250 Ампер. Не хитрым делением получаем, что для прогрева бетона к сварочному аппарату подключаем максимум 10 кусков кабеля ПНСВ. На всякий случай делаем запас и подключаем 8 отрезков. Ну вот и все. Когда бетон уже нагреется придется регулировать ток, ну и конечно следить чтобы влага осталась в бетонной смеси.
На всякий случай делаем запас и подключаем 8 отрезков. Ну вот и все. Когда бетон уже нагреется придется регулировать ток, ну и конечно следить чтобы влага осталась в бетонной смеси.
Прогрев бетона сварочным аппаратом — проверенный метод. Зимний бетон
Сегодня пользуются популярностью такие способы прогрева бетона, как прогрев бетона проводом пнсв прогревочным кабелем, прогрев с помощью специальных термоматов, трансформаторов и станциий. Но самым проверенным и, главное, доступным большинству остается прогрев бетона сварочным аппаратом.
Зимнее бетонирование.
Основным материалом, используемым в современном строительстве зданий, является бетон. Для того, чтобы строительство велось непрерывно, круглый год, при минусовой температуре, применяется прогрев бетона. Прогреваемый бетон схватывается точно так же, как при плюсовой температуре, имеет в дальнейшем необходимую прочность. Если же бетон замерзает, он не схватывается, соответственно никакой прочности не имеет, и при размерзание – рассыпается.
Для прогрева бетона используется понижающий трансформатор – 380В./55Вольт. Также, нихромный провод, НМПГ – 1.5кв.мм. И от низкой стороны трансформатора, — кабель большого диаметра, обычно — 35 – 50кв.мм. В зависимости от предельно допустимой нагрузки трансформатора. Обычно, это — 510А. Поэтому, кабеля, диаметром 50кв.мм. на одной фазе, вполне хватает для полной нагрузки трансформатора.
Зимнее бетонирование. Прогрев бетона. Горизонтальный прогрев производится следующим образом. Внутри арматурного каркаса, перед заливкой бетона, укладывается изолированный нихромный провод. Провод укладывается петлями. Длина провода одной петли должна быть 25 метров, тогда ток в проводе будет 10А, что является оптимальным значением для его нагрева. Начало провода подключается к одной фазе низковольтного кабеля трансформатора, конец провода подключается к другой фазе. Раскладывается он равномерно, по всей площади, готовой под заливку бетона. Расстояние между протянутым проводом начала петли и протянутым проводом конца петли, а также, между соседними петлями, должно быть 20 – 25см. Это обеспечит ровный прогрев всей поверхности. К кабелям низкой стороны трансформатора, петли подключаются равномерно между фазами. Когда все петли подключены, начинается заливка бетона. После того, как бетон залит, территория прогрева ограждается, и включается трансформатор. Горизонтальный прогрев используется при бетонирование пола и межэтажных перекрытий.
Это обеспечит ровный прогрев всей поверхности. К кабелям низкой стороны трансформатора, петли подключаются равномерно между фазами. Когда все петли подключены, начинается заливка бетона. После того, как бетон залит, территория прогрева ограждается, и включается трансформатор. Горизонтальный прогрев используется при бетонирование пола и межэтажных перекрытий.
Вертикальный прогрев бетона, для колонн здания и несущих стен, производится таким образом. Внутри вертикального арматурного каркаса колонны или стены, с помощью изоляторов, по всей высоте устанавливаются электроды. Обычно это стальная проволока, диаметром 8мм. Электрод не должен касаться арматурного каркаса. Чаще всего, изоляторами, и в то — же время креплениями электродов, являются куски жёсткого изолированного провода. Средина провода обматывается вокруг электрода, края наматываются на каркасную арматуру таким образом, чтобы электрод был в натяжке изолированного провода. К верхним концам электродов, с помощью поводков подключаются кабеля низкой стороны трансформатора. Распределение нагрузки должно быть равномерным, и производится следующим образом. Фаза «А», подключается к первому электроду. Фаза «Б», ко второму электроду. Фаза «С», к третьему электроду. Дальше – в той же последовательности. Четвёртый электрод – фаза «А», пятый – фаза «В»…и так далее.
Распределение нагрузки должно быть равномерным, и производится следующим образом. Фаза «А», подключается к первому электроду. Фаза «Б», ко второму электроду. Фаза «С», к третьему электроду. Дальше – в той же последовательности. Четвёртый электрод – фаза «А», пятый – фаза «В»…и так далее.
После заливки бетона и включения обогрева, нужно сразу проверить величину тока в кабелях низкой стороны. Если кабель, к примеру, имеет сечение 35мм.кв. а ток больше 400А, его необходимо разгрузить. То — есть, выключить трансформатор, и отключить несколько электродов. Ведётся прогрев в течение 12 – 17 часов. За это время вода полностью выпаривается и бетон схватывается.
Полезные советы по работе с бетоном
Работы по заливке бетона должны осуществляться не более чем через 4-6 часов после замешивания материала. Наиболее удобный способ заливки бетона (в том числе и на высоту) – при помощи специального насоса. При этом можно вставить в шланг переходник с целью уменьшения скорости движения бетона. Струю рекомендуется сначала направлять на углы, откосы, разветвления стены, края отверстий, а затем в основную часть опалубки. По завершению заливки бетон необходимо уплотнить, чтобы исключить раковины и полости. Уплотняется материал способом штыкования. При этом бетон по всей глубине протыкается штыковой лопатой или куском арматуры. Более качественной считается проработка смеси специальной виброрейкой или погружным вибратором.
Струю рекомендуется сначала направлять на углы, откосы, разветвления стены, края отверстий, а затем в основную часть опалубки. По завершению заливки бетон необходимо уплотнить, чтобы исключить раковины и полости. Уплотняется материал способом штыкования. При этом бетон по всей глубине протыкается штыковой лопатой или куском арматуры. Более качественной считается проработка смеси специальной виброрейкой или погружным вибратором.
Зимой заливаемый бетон должен содержать в своем составе специальные компоненты – кислотные или соляные. Также рекомендуется сооружать над местом работы полиэтиленовые теплицы, внутри которых помещается тепловая пушка или калорифер.
Электрический прогрев бетона осуществляется при заливке в зимнее время года или в ситуациях, когда необходимо ускорить время, за которое бетон будет схватываться. При этом следует строго придерживаться установленного технического режима. В противном случае изделие из бетона может потерять свою прочность или потрескаться. После заливки необходимо полить поверхность бетона водой и закрыть полиэтиленовой пленкой, чтобы исключить испарение влаги.
После заливки необходимо полить поверхность бетона водой и закрыть полиэтиленовой пленкой, чтобы исключить испарение влаги.
Ячеистый бетон – это теплоизоляционно-конструкционный материал, изготовленный на вяжущей минеральной основе. Он имеет пористую структуру, что обусловлено смешением бетона с пеной и сверхлегкими заполнителями, газообразованием и воздухововлечением. Существует несколько разновидностей ячеистого бетона, наиболее популярными из которых при строительстве являются пенобетон, газобетон, поризованный бетон, газосиликат, пенополистиролбетон.
Особенности и применение бетона
Бетон является основным материалом при строительстве зданий и сооружений, заливке фундаментов и изготовлении различных строительных конструкций. Для того чтобы добиться его надлежащего качества, в особенности при заливке в условиях низких температур, необходимо строго соблюдать технологию изготовления бетонной смеси.
В состав бетона в большом количестве входит вода, химически не связанная с остальными компонентами раствора – цемента, песка и наполнителя. Таким образом, при снижении температуры окружающей среды до нулевых температур, происходит её замерзание, что приводит к увеличению сроков схватывания и снижению прочности бетона.
Таким образом, при снижении температуры окружающей среды до нулевых температур, происходит её замерзание, что приводит к увеличению сроков схватывания и снижению прочности бетона.
При температуре ниже 0 градусов прочность готовой конструкции снижается до 50%, что может привести к растрескиванию и разрушению готовых бетонных конструкций.
Для того чтобы в зимнее время осуществлять бесперебойное и качественное строительство, а также для сохранения прочностных качеств бетона, существует несколько методов его прогрева:
— термос. Технология термосного прогрева смеси заключается в утеплении опалубки;
— добавки ускорителей отвердения, пластификаторов и противоморозных добавок. Отличается от создания утепленной опалубки добавлением химических реактивов, способствующих ускорению схватывания бетона и препятствующих замерзанию входящих в состав смеси воды;
— предварительный прогрев бетона. Заключается в доставке бетона с завода до места заливки в подогреваемых бетономешалках и созданию двойной опалубки, в которую подаётся горячий воздух. Таким образом, проще всего решается вопрос того, как прогреть бетон без больших затрат;
Таким образом, проще всего решается вопрос того, как прогреть бетон без больших затрат;
— прогрев смеси электродным методом. В бетоне монтируются электрода или специальная арматура, через которую пропускается электрический ток. Благодаря этому электроды нагреваются, а уже от них нагревается массив бетона;
— инфракрасный прогрев бетонной смеси. Заключается в прогреве освещаемого инфракрасными лучами массива бетонной конструкции;
— индукционный метод прогрева. В качестве нагревающего элемента при применении этого метода используется электромагнитный индуктор, нагревающий бетонную смесь с помощью вихревых токов.
www.stoliar.org — полезные статьи о пиломатериалах, строительство из дерева, пиломатериалы все их виды, дерево в отделке помещений, мебель из массива дерева, фанера и ее применение, инструменты и оборудование для работы с деревом и деревообработки.
Электропрогрев бетона
Электропрогрев применяется при бетонировании конструкций при температуре наружного воздуха ниже -5 °С, а так же при положительных («плюсовых») температурах наружного воздуха, когда имеется необходимость резко ускорить процесс бетонирования здания или сооружения. Как правило, целью электропрогрева является получение 50% марочной прочности бетона по окончании электропрогрева.
Как правило, целью электропрогрева является получение 50% марочной прочности бетона по окончании электропрогрева.
При отрицательных температурах не прореагировавшая с цементом вода переходит в лед и не вступает в химическое соединение с цементом. В результате этого прекращается реакция гидратации и, следовательно, бетон не твердеет. Одновременно в бетоне развиваются значительные силы внутреннего давления, вызванные увеличением (примерно на 9%) объема воды при переходе ее в лед. При раннем замораживании бетона его неокрепшая структура не может противостоять этим силам и нарушается. При последующем оттаивании замерзшая вода вновь превращается в жидкость и процесс гидратации цемента возобновляется, однако разрушенные структурные связи в бетоне полностью не восстанавливаются.
Замораживание свежеуложенного бетона сопровождается также образованием вокруг арматуры и зерен заполнителя ледяных пленок, которые благодаря притоку воды из менее охлажденных зон бетона увеличиваются в объеме и отжимают цементное тесто от арматуры и заполнителя.
Все эти процессы значительно снижают прочность бетона и его сцепление с арматурой, а также уменьшает его плотность, стойкость и долговечность.
Если бетон до замерзания приобретает определенную начальную прочность, то все упомянутые выше процессы не оказывают на него неблагоприятного воздействия. Минимальную прочность, при которой замораживание для бетона не опасно, называют критической.
Величина нормируемой критической прочности зависит от класса бетона, вида и условий эксплуатации конструкции и составляет: для бетонных и железобетонных конструкций с ненапрягаемой арматурой-50% проектной прочности для В7,5…В10, 40% для В12,5… В25 и 30% для В 30 и выше; для конструкций с предварительно напрягаемой арматурой -80 % проектной прочности; для конструкций, подвергающихся попеременному замораживанию и оттаиванию или расположенных в зоне сезонного оттаивания вечномерзлых фунтов,-70% проектной прочности; для конструкций, нагружаемых расчетной нагрузкой,-100% проектной прочности.
Продолжительность твердения бетона и его конечные свойства в значительной степени зависят от температурных условий, в которых выдерживают бетон. По мере повышения температуры увеличивается активность воды, содержащейся в бетонной смеси, ускоряется процесс ее взаимодействия с минералами цементного клинкера, интенсифицируются процессы формирования коагуляционной и кристаллической структуры бетона. При снижении температуры, наоборот, все эти процессы затормаживаются и твердение бетона замедляется.
Поэтому при бетонировании в зимних условиях необходимо создать и поддерживать такие температурно-влажностные условия, при которых бетон твердеет до приобретения или критической, или заданной прочности в минимальные сроки с наименьшими трудовыми затратами. Для этого применяют специальные способы приготовления, подачи, укладки и выдерживания бетона.
При приготовлении бетонной смеси в зимних условиях ее температуру повышают до 35… 40 °С путем подогрева заполнителей и воды. Заполнители подогревают до 60°С паровыми регистрами, во вращающихся барабанах, в установках с продувкой дымовых газов через слой заполнителя, горячей водой. Воду подогревают в бойлерах или водогрейных котлах до 90 °С. Подогрев цемента запрещается.
Воду подогревают в бойлерах или водогрейных котлах до 90 °С. Подогрев цемента запрещается.
При приготовлении подогретой бетонной смеси применяют иной порядок загрузки составляющих в бетоносмеситель. В летних условиях в барабан смесителя, предварительно заполненного водой, все сухие компоненты загружают одновременно. Зимой во избежание «заваривания» цемента в барабан смесителя вначале заливают воду и загружают крупный заполнитель, а затем после нескольких оборотов барабана — песок и цемент. Общую продолжительность перемешивания в зимних условиях увеличивают в 1,2… 1,5 раза. Бетонную смесь транспортируют в закрытой утепленной и прогретой перед началом работы таре (бадьи, кузова машин). Автомашины имеют двойное днище, в полость которого поступают отработанные газы мотора, что предотвращает теплопотери. Бетонную смесь следует транспортировать от места приготовления до места укладки по возможности быстрее и без перегрузок. Места погрузки и выгрузки должны быть защищены от ветра, а средства подачи бетонной смеси в конструкции (хоботы, виброхоботы и др. ) утеплены.
) утеплены.
Технические характеристики ПНСВ 1,2 провода для прогрева бетона:
Температура окружающей среды при эксплуатации провода ПНСВ от -60oС до +50oС.
Температура окружающей среды при прокладке и монтаже провода ПНСВ от -25oС до +50oС.
Масса провода ПНСВ 1,2 19 кг/км.
Наружный диаметр провода 2,8 мм.
Номинальное электрическое сопротивление токонесущих жил при длине 1м и температуре 20oС 0,15 Ом.
Сопротивление изоляции токонесущей жилы, при длине 1 км и температуре20оС не менее 1 МОм.
Фиксированный монтаж проводов при эксплуатации обязателен.
Соприкосновение проводов при монтировании запрещено, разрешенное расстояние между ними не менее 15 мм.
Длина нагревательной части при рабочем напряжении 220 В и температуре окружающей среды 20oС 110м.
удельная мощность нагревательной части при температуре окружающей среды 20oС — 20 Вт/м.
Провод и трансформатор для прогрева бетона.
При возведении бетонных и железобетонных конструкций нужно учитывать, что бетон должен соответствовать нормам, определенным государственными стандартами, включающими такие показатели как: прочность, морозостойкость, плотность и т. д. Их необходимо придерживаться, чтобы эксплуатируемое здание отличалось долговечностью и высокой способностью к сопротивлению разрушению. Еще на стадии проектирования возникает вопрос – как придать прочность бетонной смеси в условиях суровой зимы, характерной для нашего города Уфа, расположенного в умеренной климатической зоне. Принимая во внимание, что переход бетона из жидкого состояния в твердое замедляется уже при температуре окружающей среды ниже +5 градусов С. Обратившись к СНиПу 3.03.01-87 «Несущие и ограждающие конструкции» рекомендуемое Приложение 9, Вы узнаете следующие приемы бетонирования при различных климатических условиях:
д. Их необходимо придерживаться, чтобы эксплуатируемое здание отличалось долговечностью и высокой способностью к сопротивлению разрушению. Еще на стадии проектирования возникает вопрос – как придать прочность бетонной смеси в условиях суровой зимы, характерной для нашего города Уфа, расположенного в умеренной климатической зоне. Принимая во внимание, что переход бетона из жидкого состояния в твердое замедляется уже при температуре окружающей среды ниже +5 градусов С. Обратившись к СНиПу 3.03.01-87 «Несущие и ограждающие конструкции» рекомендуемое Приложение 9, Вы узнаете следующие приемы бетонирования при различных климатических условиях:
1.Термос;
2. Термос с противоморозными ускорителями твердения бетона;
3. Обогрев в греющей опалубке;
4. Предварительный разогрев бетонной смеси;
5. Индукционный нагрев;
6. Контактный нагрев-использование нагревательных проводов и термоактивных гибких покрытий (ТАГП).
Из всех вышеперечисленных приемов наиболее зарекомендовавшим себя средством прогрева бетонной смеси, как в России в целом, так и в городе Уфа в частности, является контактная технология. Мероприятие по разогреванию бетонной смеси заключается в применении арматурных проводов для прогрева бетона, размещенных внутри строительного раствора. По этим проводам проходит электрический ток, который нагревает температуру бетона и вызывает испарение воды. Источником электропитания проводов для прогрева бетона являются трансформаторы для прогрева бетона.
Мероприятие по разогреванию бетонной смеси заключается в применении арматурных проводов для прогрева бетона, размещенных внутри строительного раствора. По этим проводам проходит электрический ток, который нагревает температуру бетона и вызывает испарение воды. Источником электропитания проводов для прогрева бетона являются трансформаторы для прогрева бетона.
Группа компаний «Промоборудование» предлагает уфимским потребителям специальные проводы марки ПНСВ-1,2 для прогрева. Эксплуатация проводов для прогрева бетона ПНСВ при возведении монолитных сооружений сокращает время затвердения строительной смеси, тем самым уменьшая общее время работ. Строители действуют следующим образом: в опалубке до залива строительной смеси размещают провода для прогрева бетона и пускают по ним ток. За счет быстрого теплообмена между частицами раствор начинает моментально подсыхать.
Для эффективного использования провода для прогрева бетона нужно знать нормы безопасной эксплуатации и уметь рассчитывать необходимый для Вашего объекта метраж. Несколько советов от специалистов нашей компании:
Несколько советов от специалистов нашей компании:
— обращайте внимание на необходимость удаленности проводов от опалубки;
— прогрев конструкции начинайте непосредственно после залива смеси;
— замеряйте силу тока для того, чтобы в случае необходимости понизить напряжение.
Конечно же, это далеко не все пункты по технике безопасности провода для прогрева бетона. Более подробную информацию Вы можете узнать, обратившись к нам в офис. Профессионалы, работающие не первый год на уфимском рынке промышленного и строительного оборудования, подберут как необходимые марку и количество провода для прогрева бетона, так и трансформатор для прогрева бетона, к которому их подключат. Мы поставляем трансформаторы самых ходовых и добротных моделей отечественного производства такие как: комплектный трансформатор для прогрева бетона типа КТПТО-80, трансформатор прогрева бетона ТСДЗ-63, ТСДЗ-80.
Затронем основные моменты эксплуатации трансформаторов. Трансформаторы для прогрева бетона представляют передвижную конструкцию, предназначенную для общепромышленного использования. Трансформаторы для прогрева бетона необходимо использовать для защиты строительной смеси от распада, а также для прогрева промерзшей земли при низких температурах окружающего воздуха. Кроме основного назначения трансформаторы применяют также как источник света на строительных площадках. Не зря именно эти многофункциональные модели трансформаторов для прогрева бетона пользуются наибольшим спросом, ведь они зарекомендовали себя как универсальные помощники строителей. Трансформаторы для прогрева бетона оснащены системой безопасности, которая блокирует возможность переключения напряжения, а также конструкцией автоматической регулировки температуры, обеспечивающей удобное использование. Функционируют трансформаторы при температуре от — 40 С до + 20 С.
Трансформаторы для прогрева бетона необходимо использовать для защиты строительной смеси от распада, а также для прогрева промерзшей земли при низких температурах окружающего воздуха. Кроме основного назначения трансформаторы применяют также как источник света на строительных площадках. Не зря именно эти многофункциональные модели трансформаторов для прогрева бетона пользуются наибольшим спросом, ведь они зарекомендовали себя как универсальные помощники строителей. Трансформаторы для прогрева бетона оснащены системой безопасности, которая блокирует возможность переключения напряжения, а также конструкцией автоматической регулировки температуры, обеспечивающей удобное использование. Функционируют трансформаторы при температуре от — 40 С до + 20 С.
Технический материал о проводе для подогрева бетона Уфа
В условиях суровой зимы на территории Башкирии строительство из монолитных конструкций должно проводиться в определенной температурной среде. Создание такой среды — это нелегкий вопрос для строительных организаций. Решений мжет быть несколько : утепление опалубки, обогрев монолитной конструкции современными согревающими строитльными материалами. Также, необходимо решать вопрос обогрева бетонной смеси. Здесь есть несколько вариантов обеспечения необходимой t:
Решений мжет быть несколько : утепление опалубки, обогрев монолитной конструкции современными согревающими строитльными материалами. Также, необходимо решать вопрос обогрева бетонной смеси. Здесь есть несколько вариантов обеспечения необходимой t:
прогрев бетона
термос
инфракрасный обогрев
электродный прогрев
обогрев проводами
Расскажем подробнее о проводе для подогрева бетона Уфа.
Провод для подогрева бетона Уфа применяется следующим образом: до заливки бетонной смеси в опалубку располагаются провода для подогрева бетона Уфа необходимого размера.
Затем электрическое напряжение передается смеси и происходит разогрев до 50 °С.
Специалисты нашей компании для данных целей предлагают специальные провода для обогрева бетона марки ПНСВ1,2. Это наиболее применяемые агрегаты в России.
Представляют собой оцинкованную жилу d =1,2мм в ПВХ изоляции. Также можно использовать провода для подогрева бетона Уфа марки ПТПЖ-2х1,2. Провод для подогрева бетона Уфа подсоединяют к электрической сети через КТПТО, что дает возможность контролирования t нагрева в зависимости от темпер. окружающей среды.
окружающей среды.
Возможность эффективного решения задач обогрева бетона большого объема при помощи провода для подогрева бетона Уфа в сочетании с его недорогой ценой делают эти приборы лидерами в своем классе. Применяют их не только в России, но и за рубежом.
Расход провода для подогрева бетона Уфа небольшой, например, для 1 м3 монолитного бетона потребуется около 70 м ПНСВ1,2.
ГК «Промоборудование» поставляет высококачественые промышленые и строительные материалы для улучшения качества промышленного, гражданского и транспортного строительства. Звоните нашим специалистам, и они подберут продукцию для вашего объекта, в том числеи провод для подогрева бетона Уфа.
Сварочный агрегат — автономная установка для сварки и резки электродуговой сваркой. Агрегат состоит из основных элементов — двигателя внутреннего сгорания и сварочного генератора для выработки сварочного тока. Кроме основных, большинство агрегатов имеют множество вспомогательных элементов. К ним относят генератор электрического тока для питания электроприборов, блок сушки электродов, систему регулирования сварочного тока и его характеристик, блок снижения напряжения холостого хода, приспособление для воздушно-плазменной резки (ВПР), а также блок прогрева бетона, мёрзлого грунта, льда на реках.
Как известно, затвердевание бетона происходит далеко не за 2-3 дня, как думают многие, а этот процесс длится 28 дней. Хотя и на этом затвердевание не заканчивается — оно может длиться долгие годы. Но принято считать, что на 28-й день бетон получает основные свои характеристики по прочности, морозоустойчивости и водонепроницаемости, согласно своей марки. И соответственно в эти дни нельзя подвергать бетон воздействию нагрузок, мороза и заливать его водой. Но как же быть, если работа с бетоном идет в зимнее время и под открытым небом, т.е. когда морозов и влаги никак не избежать? Сегодня пользуются популярностью такие способы прогрева бетона, как прогрев бетона проводом пнсв прогревочным кабелем, прогрев с помощью специальных термоматов, трансформаторов и станциий. Но самым проверенным и, главное, доступным большинству остаетсяПрогрев бетона сварочным аппаратом
Прогрев бетона сварочным аппаратом
Прогрев бетона сварочным аппаратом
При проведении строительных работ нередко требуется прогрев бетона. Для этого существуют специальные приспособления, но можно использовать и обычный сварочный аппарат.
В первую очередь для прогрева понадобятся дополнительные электроды. В качестве таковых можно использовать обрезки арматуры. Они по возможности равномерно устанавливаются по всей бетонной поверхности, каковую следует засыпать опилками. Эти опилки послужат дополнительной теплоизоляцией, а также предотвратят испарение влаги.
После этого расставленную арматуру соединяют между собой проводом так, чтобы получились параллельные цепи. К этим цепям присоединяют прямой и обратный сварочные провода. Очень важно, чтобы они не замкнулись друг на друга! Наличие напряжение определяется по лампочке накаливания, установленной между цепями. При прогреве следует постоянно следить за температурой бетона, чтобы не допустить перегрева. Температурный контроль производится любым термометром.
Указанным способом можно разогреть бетон, не привлекая каких-то дорогих и сложных устройств. Но все же сварочный аппарат лучше применять при не очень больших объемах бетона.
Следует сразу же отказаться от идеи «упростить» процесс, просто замыкая на бетонную арматуру сварочную цепь. Кроме пустой траты времени и электричества это не даст никакого результата.
Среди многочисленных марок сварочных аппаратов особо выделяются LINCOLN ELECTRIC. Их отменное качество, надежность, высокая производительность, а также простота в использовании давно признаны и профессиональными сварщиками и теми, кто использует аппараты для собственных нужд. В недавнее время LINCOLN ELECTRIC выпустил в продажу устройства для плазменной резки, способные легко работать с любыми металлами и сплавами.
Зимний бетон и его использование
Какие качества необходимы для бетона, применяемого зимой? В это время года чаще всего наблюдаются отрицательные температуры воздуха. Поэтому смешивать бетон в привычных условиях нельзя. Именно это привело к тому, что все заводы по производству бетона могут быть зимние и летние. Первые не могут выпускать продукцию при отрицательном температурном режиме. Вторые — могут производить зимний морозостойкий бетон при температуре до минус двадцати пяти градусов. Они отличаются от тех, которые работают летом тем, что оборудованы парогенератором, который разогревает инертные составляющие; теплым производственно-смесительным отсеком; промышленным котлом, который повышает температуру горячей воды; работают в соответствии со специальными технологиями; заправляют миксеры горячей водой.
Вторые — могут производить зимний морозостойкий бетон при температуре до минус двадцати пяти градусов. Они отличаются от тех, которые работают летом тем, что оборудованы парогенератором, который разогревает инертные составляющие; теплым производственно-смесительным отсеком; промышленным котлом, который повышает температуру горячей воды; работают в соответствии со специальными технологиями; заправляют миксеры горячей водой.
Рецептура приготовления бетона зимой отличается тем, что применяются специальные добавки, позволяющие смеси не замерзать, сохраняя пластичность. Компания «Бетонная система» имеет два предприятия, специализирующиеся на выпуску бетона в зимнее время. Это Бетонный завод на а/п Ржевке и Бетонный завод в поселке Белоостров.
Можно ли проводить заливку и укладку бетона зимой? Да, но необходимы два условия:
1. во время транспортировки и бетонирования нужно использовать специальные морозостойкие добавки в бетон
2. пока бетон схватывается необходимо поднимать температуру воздуха с помощью специальных устройств.![]()
По ходу бетонирования и до его полного окаменения нужно создавать необходимую температуру. На этот процесс специальные добавки никак не влияют, поэтому нужно закрывать бетон в зимних условиях полиэтиленом или мешковиной, применять тепловые пушки или постоянное напряжение.
Какие технологии применяются для повышения температуры? Это тепловые завесы, которые создаются за счет использования тепловых пушек или строительных фенов. Это оборудование подают воздушные струи в зону согреваемой конструкции, которая должна быть защищена. Есть возможность сэкономить, применив сварочные аппараты и проволоку для прогрева бетона зимой.
Когда проводится заливка бетона зимой, необходимые прочностные характеристики могут сильно отличаться от реальных. Самым главным требованием является поддержание определенной температуры. Минимальная температура зависит от антифриза, обычно это минус пять, десять, пятнадцать градусов Цельсия.
Температурные листы прогрева бетона
Прогрев бетона сварочным инвертором
В общих чертах схема прогрева бетона сварочным аппаратом остаётся точно такой же, как и понижающим трансформатором — разница заключается в том, что в данном случае мощность агрегата будет меньше. Такой метод приемлем для небольших объектов и в домашних условиях чуть ли не идеален, учитывая то, что вам не придётся искать дополнительные мощности. Для примера мы используем аппарат на 250А при заливке небольшой плиты 4×5м, а в качестве дополнительного материала мы вам покажем видео в этой статье по данной теме.
Сварочный трансформатор BRIMA TIG 250
Подготовительные работы
Провод ПНСВ разрезается на отрезки (греющие петли)17-18 м. Полученные отрезки равномерно подвязываются к арматурному каркасу под заливку бетонной конструкции. При этом следят, чтобы петли располагались выше середины заливаемой плиты, если заливается колонна – слой бетона над греющими петлями должен быть не менее 4 см.
При этом следят, чтобы петли располагались выше середины заливаемой плиты, если заливается колонна – слой бетона над греющими петлями должен быть не менее 4 см.
Подвязку ведут изолированным алюминиевым проводом. Идеальный вариант если петли будут располагаться «змееобразно». Расстояния между петлями принимается в зависимости от температуры воздуха – от 10 до 40 см. Здесь действует правило – «чем ниже температура, тем меньше расстояние».
Количество греющих петель зависит от мощности конкретного сварочного аппарата. Так как одна петля потребляет 17-25А, в нашем случае (мощность 250 А) можно использовать не более 7-8 греющих петель длиной 17-18 м.
Важно! При укладке петель производится маркировка оконцовок – одна оконцовка маркируется изолентой, вторую оставляют свободной.
Петли уложены и подвязаны. Теперь на них необходимо нарастить алюминиевые провода, которые будут подключаться к сварочному аппарату. Длина алюминиевого провода определяется месторасположением сварочного аппарата, но не более 8 метров.
Скрутки греющей петли и наращиваемого провода изолирую ХБ изолентой, и располагаем ее таким образом, чтобы она осталась в толще заливаемой конструкции. В противном случае, скрутка будет перегреваться и сгорит. Маркировку изолентой переносят на концы алюминиевых проводов.
Подключение к сварочному аппарату и особенности прогрева
После заливки бетона, все алюминиевые концы (наращенные) петель подключают к сварочному аппарату. При этом концы с маркировкой изолентой и без таковой подключают на разные полюсы сварочного трансформатора. Включают сварочный аппарат на минимальной нагрузке регулятора мощности.
Клещами проверяют каждую из петель – потребляемый ток должен быть не более 12-14 Ампер. Через 1 час можно добавить половину мощности аппарата, а через 2 часа можно включить аппарат на полную мощность.
Опять проверяем силу тока на каждой петле. Сила тока должна быть не более 25 А. как гласит практический опыт, мощности петли в 20 А, достаточно чтобы качественно прогреть бетон при температуре окружающего воздуха до минус 10 °C.
Особенности прогрева бетона сварочным трансформатором
- Время прогрева зависит от мощности конструкции и температуры окружающего воздуха. При температуре воздуха до минус 10 °C для гидратации бетона достаточно двух суток;
- Поверхность бетонной конструкции необходимо утеплить поилками или матами;
- Не стоит излишне перегревать бетон – конструкция под слоем утеплителя должна быть слегка теплой и не более того.
Когда температура бетона составляет менее +5 градусов Цельсия, то для его прогрева использую специальные трехфазные понижающие трансформаторы воздушного или масляного типа. Но они больше подходят для работы с небольшим объемом. Если требуется прогревание при заливке фундамента на даче или для других относительно небольших построек, то может осуществляться прогрев бетона сварочным аппаратом, схема подключения которого будет несколько отличаться от обыкновенной. Маломощные аппараты здесь оказываются более удобными, чем профессиональная техника. Они экономичнее и мобильнее, не говоря уже о доступности.
Они экономичнее и мобильнее, не говоря уже о доступности.
Читать также: Как заточить фрезу для ручного фрезера видео
Если рассматривать все в общих чертах, то здесь схема прогрева практически не меняется, так как основная разница состоит в мощности используемой техники. Но для заливки плиты площадью 5х4 метра вполне достаточно сварочного аппарата на 250А. такая взаимозаменяемость обусловлена тем, что трансформатор в сварочном аппарате и обыкновенный, служащий для понижения, выполняют практически одни и те же функции, только для различных целей.
Вывод
Такие способы чаще всего используют в домашних условиях. В промышленных же постройках применяют только специализированные устройства, обеспечивающие прогрев бетона трансформатором. Видео в сети интернет по данной теме, позволит ближе познакомиться с технологией обогрева бетонных конструкций. Ведь увиденный принцип работы намного понятнее по сравнению с прочитанным. К тому же перед тем, как приступить к одному из вышеперечисленных процессов обогрева конструкций при зимнем строительстве, следует внимательно изучить все схемы и принципы работы трансформаторов. В интернете можно найти еще много информации по запросу «прогрев бетона трансформатором», отзывы людей, уже проделывавших такую работу, а так же многочисленные советы специалистов с огромным опытом в данной сфере.
В интернете можно найти еще много информации по запросу «прогрев бетона трансформатором», отзывы людей, уже проделывавших такую работу, а так же многочисленные советы специалистов с огромным опытом в данной сфере.
Рекомендуем к прочтению — перфоратор для работы по бетону.
Что необходимо для подогрева бетона?
- В первую очередь требуется сам трансформатор, который может использоваться в домашних условиях. В среднем это техника с максимальным пределом в 200-250 А.
- Необходимо также иметь провод ПНСВ. Для процедуры его желательного порезать на несколько кусков одинаковой длинны.
- Алюминиевый одинарный провод. Его сечение желательно выбирать в пределах 2,5-4 мм квадратных.
- Для изоляции подойдут простые хлопчатобумажные ленты, которые как раз и производятся для подобных целей.
- Токовые клещи.
- Пассатижи.
Необходимые инструменты
Строительные работы — это хлопотно, затратно, но в какой-то мере приятно. Особенно когда ведется постройка долгожданного жилища для собственной семьи. И если в промышленных масштабах для заливки бетона в зимнее время требуется специальный трансформатор или кабель, то в условиях небольших объемов можно сделать это имея сварочный трансформаторный аппарат, мощность которого от 150 до 200 Вт. Это мобильный и экономичный прибор, который доступен любому человеку и зачастую уже есть в мастерской строителя. А если такое устройство есть в наличии, то почему бы его не использовать.
И если в промышленных масштабах для заливки бетона в зимнее время требуется специальный трансформатор или кабель, то в условиях небольших объемов можно сделать это имея сварочный трансформаторный аппарат, мощность которого от 150 до 200 Вт. Это мобильный и экономичный прибор, который доступен любому человеку и зачастую уже есть в мастерской строителя. А если такое устройство есть в наличии, то почему бы его не использовать.
Обратить внимание стоит на способ подключения и соответствующую схему при прогреве бетона сварочным аппаратом. Она будет немного отличаться от привычной.
Дополнительно для прогрева бетона сварочным инвертором потребуется:
- греющий провод ПНСВ диаметром 1,5 мм. Его лучше заранее порезать на куски примерно одинаковые по длине;
- алюминиевый одинарный провод с сечением от 2,5 до 4,0 кв. мм;
- лента хлопчатобумажная, для изоляции;
- клещи, для того чтобы определить силу тока;
- пассатижи или любой другой ручной инструмент похожего действия.

Прогрев бетона сварочным аппаратом проводом ПНСВ
Греющий провод нарезается кусками по 18 метров. Количество требующихся отрезков зависит от мощности сварочного трансформатора, который будет использоваться. Расчет количества определяется исходя из того, что один кусок провода выдерживает 25 А. Но если ваш аппарата имеет максимальную силу тока в 250 А, то это еще не значит, что стоит брать 10 кусков. Лучше работать в среднем режиме на 200 А и использовать 8 частей. Такое количество оказывается достаточным для плиты в 20 см и площадью 5х4 метра.
Алюминиевых провода присоединяются к имеющимся проводам ПНСВ. Соединение происходит при помощи скрутки, а длина провода подбирается уже по месту, так как его концы нужно будет присоединить к сварочному кабелю. Все скрутки должны быть изолированы.
После этого следует класть прогревочные петли. Кабель должен находиться выше середины плиты, но не достигать верхнего слоя в арматуре. Петли подвязываются изоляцией, чтобы их не замкнуло. Чтобы скрутка не сгорела, она должна быть в бетоне. Алюминиевые концы выводятся из зоны заливки. Желательно промаркировать все выходы, чтобы не запутаться.
Чтобы скрутка не сгорела, она должна быть в бетоне. Алюминиевые концы выводятся из зоны заливки. Желательно промаркировать все выходы, чтобы не запутаться.
Когда бетон будет залит, следует собрать цепь обогрева как можно быстрее. Для этого нужно подключить два кабеля со сварочного аппарата. Таким образом, на каждый сварочный кабель должно приходиться по 8 концов. После этого можно включать сварочный аппарат для прогрева бетона. Перед началом работы следует уменьшить количество Ампер на регуляторе. Если после включения значение тока окажется слишком высоким, то не стоит переживать, так как во время прогревания оно будет уменьшаться. Если значение падает до того состояния, когда ток становится слишком слабым, то после этого стоит увеличить значение. Это происходит через несколько часов после включения. Периодически нужно проверять нагрузку, чтобы она не превышала 25 А. Все время процесса может занимать более суток, поэтому, сварочные инверторы с низким ПВ не пригодятся для данной операции.
Подогрев бетона сварочным аппаратом и электродами
Для данного процесса используются специальные электроды. Первой разновидностью являются пластинчатые. Они устанавливаются с внутренней стороны опалубки, что улучшает контакт со смесью. Электрическое поле разогревает бетон до заданной температуры.
Также существуют полосовые электроды, общая ширина которых достигает до 45 см. Они монтируются с двух сторон, а когда подключаются к трансформатору, то поле между ними прогревает бетонную смесь.
Струнные используются при прогревании цилиндрических конструкций, таких как колонны. При этом сам электрод помещается в центр конструкции, а по внешней стороне проходит токопроводящий лист.
Стержневые внешне напоминают арматуру, так как их диаметр составляет 7-11 мм. Они помещаются внутрь бетона с определенным шагом. Последние в ряду изделия ставятся до 40 см от опалубки. Данная разновидность применяется для сложных конструкций. Таким образом, для каждого вида работ требуется выбирать свои виды электродов.![]()
Технология их применения происходит следующим образом:
- Изделия раскладываются равномерно по всей поверхности бетонной площадки;
- Затем они все соединяются в две отдельные цепи, одна из которых будет «+», а вторая «-»;
- Между ними устанавливается лампа накаливания, которая помогает следить за напряжением;
- Цепи присоединяются проводами обратной и прямой связи.
Читать также: Коэффициент запаса прочности стропов из стальных канатов
Для того, чтобы влага не испарялась с поверхности достаточно быстро, ее требуется накрыть слоем опилок. Контролировать температуру можно при помощи обыкновенного градусника.»
Заключение
Сварочные аппараты для дома отлично подходят не только для сварки в домашних условиях, но и для прочих процедур, где не нужна сверхвысокая мощность. Прогревание бетона трансформатором является явным тому примером. Одно из немногих, чем придется обзавестись для проведения такой операции будут специальные электроды. Измерительные приборы и так должны быть в арсенале сварщика. Но здесь следует присматривать за безопасным проведением работы, чтобы режимы не превышали допустимые характеристики оборудования. В ином случае это может привести к поломке техники.
Измерительные приборы и так должны быть в арсенале сварщика. Но здесь следует присматривать за безопасным проведением работы, чтобы режимы не превышали допустимые характеристики оборудования. В ином случае это может привести к поломке техники.
Строительные работы по возведению объектов ведутся круглогодично. Часто строители производят бетонирование для формирования цельных конструкций в зимнее время. При этом важно обеспечить прочность монолита и предотвратить кристаллизацию воды. Осуществляя прогрев бетона важно поддерживать требуемую температуру смеси и создать благоприятные условия для гидратации цемента. Остановимся на технологии разогрева, основанной на применении инфракрасных лучей и электроэнергии. Рассмотрим достоинства и недостатки каждого метода.
Прогрев бетона
Примечание. Согласно СНиП 13.03.01-87по несущим конструкциям, если среднесуточная температура на улице опускается ниже 5⁰ C , следует производить электрический прогрев бетона. Это применяется для того, чтобы в свежем растворе вокруг арматуры не образовывалась ледяная плёнка.

В домашних условиях можно производить прогрев бетона сварочным трансформатором.
Использование греющей петли
Принципиальная схема — как прогреть бетон сварочным аппаратом
Примечание. Помимо петель обогрев свежих бетонных конструкций может осуществляться электродным способом, в обогревающей опалубке, жидкостными установками, методом индукции и инфракрасным излучением.
Если застывание раствора происходит со сбоями в температурном режиме (смесь перемерзает), то прочность резко понижается и поверхность получается осыпающейся — это сразу видно, когда производиться резка железобетона алмазными кругами или алмазное бурение отверстий в бетоне.
Обогрев ЖБ конструкций греющими петлями по принципу подачи предельного тока на кабель нужен в основном для площадок (плитных фундаментов) перекрытий и реже для стен, когда не отапливается само помещение. Такие схемы, как правило, запитываются через понижающие трансформаторы, на которых есть регулировка напряжения — это позволяет поддерживать необходимую тепловую мощность в зависимости от изменения температуры воздуха на улице. Данный метод является более экономным, нежели электродный (см.также статью «Штроборез для газобетона: конструкционные особенности и применение»).
Данный метод является более экономным, нежели электродный (см.также статью «Штроборез для газобетона: конструкционные особенности и применение»).
Что нам понадобится
ПНСВ (Провод Нагревательный Стального типа Виниловая оболочка)
- Итак, как мы уже говорили, нам нужен трансформатор, значит, в домашних условиях для этих целей мы будем использовать мощности сварочного аппарата — в нашем случае до 250А, хотя можно и больше, но мы специально рассмотрим минимум, чтобы научится по максимуму извлекать пользу. Кроме того, как требует того инструкция, нам понадобится провод ПНСВ — в данной ситуации нарежем куски по 18м.
- Также нам нужен алюминиевый одинарный провод сечением 2,5-4 мм2 (подойдёт АПВ), хлопчатобумажная изоляционная лента и пассатижи, токовые клещи. Ну и, конечно, такие работы можно производить лишь на тех участках, где есть источник питания на 220В — это может быть ЛЭП, но также (такое бывает в начале строительства) можно использовать карбюраторный или дизельный (более экономный) генератор.

| Диаметр жилы в мм | 1,2 | 2,0 | 3,0 |
| Ом/метр | 0,15 | 0,05 | 0,02 |
Сопротивление ПНСВ в зависимости от толщины кабеля
Приступаем к работе
Примерно так будет выглядеть укладка
Сварочный аппарат на 250А у нас имеется, теперь нам понадобится ПНСВ, количество которого рассчитаем, опираясь на формулу R=U/I, и если нам известно, что U=220В, I=250А, тогда R=U/I=220/250=0,88ом.
Что же из этого следует — если мы имеем на выходе максимально 250А, то для того чтобы не перегружать аппарат сделаем своими руками 8 петель по 25А каждая — этого будет вполне достаточно. Для этого возьмём кусок ПНСВ длиной 18м и диаметром 3,0 мм (0,05 см/метр) — для плиты 4×5м этого будет достаточно.
Зачищаете концы ПНСВ по 40-50 мм и к каждому из них подсоединяете алюминиевый провод (можно, конечно, использовать и медь, но цена алюминия гораздо ниже) — позаботьтесь о том, чтобы скрутка получилась плотной — от этого будет зависеть корректность работы нашей конструкции. Длина алюминиевого провода будет зависеть от того, на каком расстоянии вы сможете установить сварочный аппарат — целесообразнее будет поднести его как можно ближе. Если эти концы получились короткими — не расстраивайтесь — их можно нарастить в любой момент на необходимую длину, только скрутку изолируйте тщательно (см.также статью «Пигменты для бетона: основные характеристики, сфера применения и методы самостоятельного приготовления»).
Длина алюминиевого провода будет зависеть от того, на каком расстоянии вы сможете установить сварочный аппарат — целесообразнее будет поднести его как можно ближе. Если эти концы получились короткими — не расстраивайтесь — их можно нарастить в любой момент на необходимую длину, только скрутку изолируйте тщательно (см.также статью «Пигменты для бетона: основные характеристики, сфера применения и методы самостоятельного приготовления»).
Укладка петель на металлическом арматурном каркасе. Фото
Теперь нам нужно уложить ПНСВ, распределив его равномерно по всей площади так, чтобы скрутки с алюминием оказались внутри заливаемой плиты, но ни в коем случае не касались металлического каркаса! Лучше всего, если у вас получится продеть ПНСВ между двумя обрешётками — внутри каркаса — так кабель окажется внутри как раз посредине плиты, как масло в бутерброде между двумя кусками хлеба одинаковой толщины.
При заливке раствора вы легко можете сместить провод, поэтому его следует подвязать к арматуре кусками изолированного алюминия, но будьте осторожны, чтобы не повредить изоляцию на ПНСВ — так подогрев бетона сварочным аппаратом будет эффективным и безопасным.
Можно также разрезать ПНСВ на куски по одной петле и от каждой вывести алюминиевые концы так будет гораздо легче продеть провод между прутьями арматуры в каркасе, только здесь нужно быть внимательным, чтобы не перепутать концы. Лучше всего их пометить маркером по изоляции (поставьте значки + и -).
Для подключения сварочного аппарата можете использовать кабели — землю и тот, который идёт на держатель, либо прикрутить алюминиевый провод непосредственно к клеммам. Постарайтесь как можно быстрее подключить цепь после заливки и включите регулятор напряжения на минимум, включите рубильник и проверьте напряжение.
Вначале возможен скачок до 240-250А, но по мере прогрева и застывания массы оно будет падать, и вы сможете его постепенно повышать по мере необходимости.
Какими методами производится прогрев бетона в зимнее время
Сталкиваясь с необходимостью выполнять бетонирование в сложных климатических условиях, строители осуществляют мероприятия по поддержанию температуры смеси, соответствующей требованиям технологии. Бетон, содержащий воду, твердеет в стандартных условиях в течение четырех недель. Как правильно поступить? Ведь влага при отрицательной температуре кристаллизуется, увеличиваясь в объеме, и может вызвать образование трещин.
Бетон, содержащий воду, твердеет в стандартных условиях в течение четырех недель. Как правильно поступить? Ведь влага при отрицательной температуре кристаллизуется, увеличиваясь в объеме, и может вызвать образование трещин.
Для обеспечения благоприятной температуры применяются следующие методы:
- электроразогрев, для обеспечения которого используется ПНСВ провод. Кабель укладывается внутри конструкции и бетонируется;
- электрический обогрев с использованием трансформатора для сварки. На провод для прогрева бетона подается напряжение через стальные стержни;
- опалубочный нагрев бетонного массива. Щитовые элементы сборной опалубки содержат электрические нагреватели;
Для выбора оптимального способа разогрева следует произвести расчеты и проанализировать все нюансы. Необходимо учесть возможный уровень затрат и только после этого отдать предпочтение конкретному методу. Рассмотрим специфику каждого способа.
Зачем прогревать бетон?
Если температура воздуха на улице ниже + 5 градусов, и при этом необходимо залить фундамент или любую другую конструкцию, для начала важно знать, зачем прогревать бетон трансформатором.![]() На этот вопрос есть простое и логическое объяснение: при минусовой температуре замерзает вода, входящая в состав раствора из цемента. На поверхности это видно практически сразу, но и внутри материала через пару часов вода превращается в кристаллики льда, микроскопического размера. То есть раствор местами застывает, а местами просто замерзает.
На этот вопрос есть простое и логическое объяснение: при минусовой температуре замерзает вода, входящая в состав раствора из цемента. На поверхности это видно практически сразу, но и внутри материала через пару часов вода превращается в кристаллики льда, микроскопического размера. То есть раствор местами застывает, а местами просто замерзает.
Из этого следует, что вода в инертном состоянии не вступает в реакцию с цементом, гидратация не происходит, следовательно, материал не затвердевает как полагается. К тому же вода увеличивается в объеме превращаясь в лед. Вследствие этого фундамент будет рушиться изнутри. Трансформатор для прогрева бетона, цена которого не слишком высока, послужит отличным помощником в подобной ситуации и позволит избежать разрушения фундамента.
А здесь вы прочитаете про станки для резки камня и для чего они используются.
Подключаем провод для прогрева бетона ПНСВ
Применяя кабель прогревочный для бетона можно добиться положительной температуры смеси в зимние месяцы.![]() Методика выполнения работ несложная. Следует уложить в конструкцию, подлежащую бетонированию, кабель с маркировкой ПНСВ и подать на него напряжение питания от источника электрической энергии.
Методика выполнения работ несложная. Следует уложить в конструкцию, подлежащую бетонированию, кабель с маркировкой ПНСВ и подать на него напряжение питания от источника электрической энергии.
Указанному способу обогрева часто отдают предпочтение благодаря серьезным достоинствам:
- повышенной эффективности. Правильно уложенный обогревающий кабель, который выбран расчетным путем, может поддерживать температуру, необходимую для застывания значительного объема бетона;
Как правило, электропитание ПНСВ кабелей осуществляют через подстанции, обладающие несколькими ступенями пониженного напряжения
- экономичности. Расход электрической энергии приемлемый. Это позволяет вложиться в смету строительных мероприятий и не допустить перерасхода денежных средств;
- сохранению бетонной структуры. При подключении провода к источнику электрической энергии исключено растрескивание бетонного массива и образование в нем воздушных пор;
- универсальности.
 Технология электрического разогрева может применяться для цельных строительных конструкций, которые изготавливаются из обычного или армированного бетона.
Технология электрического разогрева может применяться для цельных строительных конструкций, которые изготавливаются из обычного или армированного бетона.
Наряду с неоспоримыми преимуществами, технология имеет и слабые места:
- нуждается в выполнении подготовительных работ, в процессе которых производится укладка провода. Гибкий кабель для прогрева бетона требует соблюдения аккуратности при размещении в армированной конструкции и укладывается согласно чертежу;
- требует применения понижающего трансформатора. Технические характеристики оборудования для уменьшения питающего напряжения должны позволять произвести плавную регулировку нагрева бетонной смеси в требуемом диапазоне.
Применяется провод специальной конструкции, который состоит из следующих элементов:
- токопроводящей жилы;
- защитной изоляции.
Подбор кабеля осуществляется после выполнения расчетов с учетом следующих параметров:
- напряжения на выходе трансформатора;
- сечения токопроводящей части;
- суммарной длины уложенного кабеля.

Температура конструкции не должна опускаться ниже технологически обусловленного минимума
При выполнении работ соблюдайте следующие рекомендации:
- производите укладку провода на очищенной поверхности, избегая его повреждений;
- равномерно формируйте петли кабеля, не допуская перегибов.
Читать также: Подкатной домкрат замена масла
Покупая ПНСВ провод, проверьте соответствие продукции сертификату. Репутация изготовителя кабеля играет немаловажную роль. Технология применения провода для разогрева бетонной смеси имеет много общего с методом формирования обогреваемого пола.
Как производится прогрев бетона сварочным аппаратом
Технические характеристики сварочного трансформатора позволяют использовать его для разогрева бетонной смеси. Устройство регулирует ток, который подается на электроды.
Оборудование применяется при изготовлении зимой следующих конструктивных элементов зданий:
- опорных колонн;
- капитальных стен;
- различных ограждений.

Питающее напряжение подается на следующие токопроводящие элементы:
- арматурные стержни;
- проволоку сечением 0,6–0,8 см;
- стальные пластины.
Пожалуй, самым распространенным методом прогрева является пропускание через бетон электрического тока при помощи электродов
Технология выполнения работ:
- Воткните электроды в жидкую смесь.
- Подайте напряжение и отрегулируйте силу тока.
При разогреве вертикальных конструкций малой площади можно использовать один токопроводящий стержень. При этом напряжение от трансформатора подается на арматурный каркас и стальной пруток, вставленный в раствор.
Для обеспечения эффективности прогрева соблюдайте следующие рекомендации:
- погрузите электроды с интервалом 0,8–1 м;
- плавно регулируйте ток, обеспечивая требуемую температуру.
Преимущества технологии:
- легкость осуществления;
- возможность применения на различных объектах;
- быстрый монтаж и подключение.

К недостаткам относится:
- увеличенное потребление электрической энергии;
- расходы, связанные с невозможностью вторичного применения электродов.
При выполнении работ важно соблюдать требования техники безопасности.
При помощи таких электродов можно прогревать конструкции любых форм, даже самых сложных
Прогрев бетона электродами
Это еще один способ обогрева только что залитого раствора при помощи трансформатора. Электроды могут быть поверхностными или внутренними. Первые бывают нашивными или полосовыми, а также пластичными. Вторые похожи на полоски, струнные стержни или стержни из стали. Для прогрева их вставляют вовнутрь блока. Если пользоваться струнными электродами, то их нужно класть в опалубку на трехметровую длину вдоль ее оси. При варианте со стержневыми – располагают перпендикулярно плоскости конструкции.
Для того чтобы можно было подсоединить монтажные провода, концы электродов нужно вывести наружу. В этом случае, когда произойдет подключение тока, бетон станет проводником. Электрическая энергия, находящаяся в нем превратится в тепловую, вследствие чего минимизируются потери энергии. После установки электродов в бетон, их следует уплотнить при помощи, так называемых вибраторов. Для утепления конструкцию накрывают толем, а сверху укладывают толстый слой опилок. Подключение трансформатора для прогрева бетона должно происходить только после того, как электроды будут равномерно уложены, а промежутки между ними будут равными.
В этом случае, когда произойдет подключение тока, бетон станет проводником. Электрическая энергия, находящаяся в нем превратится в тепловую, вследствие чего минимизируются потери энергии. После установки электродов в бетон, их следует уплотнить при помощи, так называемых вибраторов. Для утепления конструкцию накрывают толем, а сверху укладывают толстый слой опилок. Подключение трансформатора для прогрева бетона должно происходить только после того, как электроды будут равномерно уложены, а промежутки между ними будут равными.
Полезная статья о нарезке швов в бетона, чем и как это делается.
Электропрогрев бетона с помощью специальной опалубки
Для обеспечения положительной температуры твердеющей бетонной смеси строители также используют сборную опалубку щитовой конструкции. Ее особенность – оснащение унифицированных щитов быстросъемными электронагревателями.
Достоинства применения:
- ускоренный демонтаж электрообогревателей. Конструкция обеспечивает легкий доступ для замены и обслуживания;
- универсальность.
 Опалубка собрана из отдельных элементов со стандартными размерами и может применяться многократно;
Опалубка собрана из отдельных элементов со стандартными размерами и может применяться многократно; - эффективность. Опалубка позволяет разогревать увеличенный объем бетона при температуре до -20 градусов;
- повышенный КПД использования. Увеличенная рентабельность и небольшой уровень затрат характерны для этого метода;
- быстрая сборка конструкции. Ускоренная сборка элементов опалубки позволяет сократить продолжительность монтажа.
Одновременно с преимуществами, имеются слабые стороны:
- увеличенная цена опалубки;
- невозможность использования при криволинейной форме объекта.
Щиты с обогревателями применяются при возведении крупных объектов.
Установка обогревающей системы осуществляется непосредственно перед заливкой раствора в опалубку
Как пользоваться трансформатором?
Прежде чем приступить к строительным работам, необходимо знать, как прогревать бетон трансформатором. Существует несколько способов проведения таких работ. Для начала рассмотрим один из них.
Для начала рассмотрим один из них.
Прогрев бетона трансформатором – технология не из простых, но в тоже время она и не слишком сложна. Главное следовать инструкции, представленной ниже.
- необходимо разместить в опалубке, еще до заполнения ее растворам, специально предназначенные для этого нагревательные провода. Практика показывает, что стальные с 3-х миллиметровой жилой дают отличный итог. Провод с жилой 1,2 мм ПНСВ в поливинилхлоридной изоляции тоже предотвращают промерзание. Отлично подойдут и ПНСЖ – проводники 2 на 1,2 мм;
- прокладывать нагревательные элементы следует так, чтобы они не соприкасались с арматурой, опалубкой, а так же друг с другом;
Важно! При заливке раствора в опалубку нужно следить за тем, что бы провода были покрыты смесью со всех сторон. В противном случае из-за плохого отведения тепла, нагревательный элемент просто перегорит.
- опалубка вместе с проводниками заполняется раствором;
- подключается трансформаторная станция (понижающая с постоянным током) к выходам нагревательных элементов.
Важно! Когда трансформатор подключен, нужно контролировать качество прогрева. Для этого на этапе заполнения опалубки предусматривают скважины в виде тонких трубочек. Через них снимают показатели температуры.
Для прогревания бетонной конструкции преимущественно использовать трансформаторные системы типа ТМОБ, КТП или КТПТО. Такие устройства создают постоянный ток из переменного, сила которого высока, за счет чего провода быстро нагреваются в бетоне. Существуют трансформаторы, прогревающие бетон без закладывания проводов в опалубку. Например, станция КТПТО 80 дает возможность подключения напрямую к каркасу из арматуры.
Инфракрасный прогрев бетона
Инфракрасные лучи позволяют выполнить направленный разогрев бетонного массива до заданной температуры. Сила излучения и глубина нагрева изменяются в зависимости от расстояния между инфракрасным обогревателем и поверхностью бетонного массива.
Методика разогрева с помощью термоматов:
- В бетонную смесь добавляются присадки для ускоренного застывания.

- Специальные инфракрасные маты укладываются на поверхность массива.
- Подключается питающий кабель и подается электрическое напряжение.
Технология позволяет осуществлять разогрев бетонных конструкций, находящихся в горизонтальном положении.
Достоинства этого способа:
- небольшое энергопотребление;
- легкость реализации;
- контроль интенсивности нагрева;
- возможность разогрева бетона через щиты опалубки.
Слабые стороны:
- ускоренное испарение влаги из бетонной смеси, которая нуждается в дополнительной защите от высыхания;
- повышенный объем расходов, связанный покупкой термоматов для разогрева увеличенного пространства.
Несмотря на имеющиеся недостатки, инфракрасный метод востребован в строительной отрасли.
Особенно часто применяют данный метод при выполнении стяжки в зимнее время
Использование предварительно разогретого раствора
Метод разогрева бетонной смеси до выполнения работ по бетонированию – наиболее простой. Технологический алгоритм предусматривает следующие операции:
Технологический алгоритм предусматривает следующие операции:
- нагрев бетонного раствора на стадии смешивания компонентов;
- заливку нагретой смеси непосредственно на участке работ.
Для практической реализации данной технологии производят специальные расчеты, направленные на определение рабочей температуры.
При этом учитывают:
- количество заливаемого бетона;
- время на транспортировку и заливку;
- температуру окружающей среды.
При отклонениях в расчетах осуществляют дополнительный нагрев любым из известных методов.
Как греть бетон: способы подогрева проводом, сварочным аппаратом Противоморозные добавки Метод термоса. Прогрев бетона сварочным аппаратом
Бетон – строительный материал, без которого невозможна постройка зданий, ремонт квартир и домов. Прогрев бетона серьезный процесс, поэтому важно знать всю технологию изготовления, чтобы в итоге получить качественный и прочный, а самое главное долговечный материал.
- Прогрев бетона проводом.
- Прогрев бетона кабелем.
- Прогрев бетона сварочным аппаратом.
Прогрев бетона проводом
Прогрев бетона проводом
Для прогрева бетона используется простой и сравнительно недорогой нагревательный провод ПНСВ.
Провод состоит из двух элементов:
- Однопроволочная стальная жила, круглой формы.
- Изоляция — ПВХ пластикат или полиэтилен.
Способ прогрева бетона проводом основан на передаче тепла бетону от сильно нагретых проводов. Нагревание проводов осуществляется с помощью понижающих трансформаторных подстанций, которые имеют систему регулировки. Такая система очень удобна, она позволяет регулировать тепловую мощность исходя из внешних изменений температуры.
Технология прогрева бетона проводом:
- Провод укладывается равномерно в конструкцию, при этом он не должен между собой соприкасаться, не касаться опалубки и не выходить за уровни бетона.
- Вывод концов за пределы обогрева осуществляется после соединения нагревательного провода и холодных концов методом их пайки.
 Место пайки рекомендуется обернуть металлической фольгой для сохранения теплового поля.
Место пайки рекомендуется обернуть металлической фольгой для сохранения теплового поля. - Количество и длина нагревательного элемента рассчитывается исходя из подготовленных технологических документов и карт.
- Проводится тестовая проверка провода мегомметром для обеспечения равномерной нагрузки тока по фазам.
- Подается ток через понижающую трансформаторную подстанцию.
Количество и длина нагревательного элемента рассчитывается исходя из: вида конструкций, площади прогрева, объема бетона и необходимой для этого электрической мощности.
При работе с прогревом бетона проводом обязательно разрабатывается технологическая карта отдельная и индивидуальная для каждой конструкции. Проводятся регулярные лабораторные наблюдения, ведется учет времени прогрева и времени застывания бетона.
Прогрев бетона кабелем
Способ прогрева бетона кабелем не требует больших энергозатрат и не нуждается во вспомогательном оборудовании.
Технология прогрева бетона кабелем:
- Кабель устанавливается на основании бетона перед заливкой раствора.

- Фиксирование крепежными элементами.
- Кабель не должен быть поврежден в процессе установки и эксплуатации и не должен пересекаться между собой.
- Подключение кабеля в низковольтный электрический шкаф.
При использовании кабеля для прогрева бетона составляется схема установки кабеля и проводятся температурные испытания.
Прогрев бетона сварочным аппаратом
Способ прогрева бетона сварочным аппаратом включает в себя использование: кусков арматуры, лампы накаливания и обычного градусника. Куски арматуры устанавливаются в параллельно цепи, с примыкающими обратными и прямыми проводами, между ними устанавливается лампа накаливания для измерения напряжения, а для измерения температуры используется градусник. Время затвердения бетона очень длительное и составляет больше месяца. При обогреве таким способом конструкция не должна быть подвержена холоду и заливанию водой.
Такой способ используется при небольших количествах бетона и хороших погодных условиях.
Прогрев бетона в зимнее время
В зимнее время прекращается затвердение бетона, так как вода замерзает и не участвует в химических реакциях. Также происходит разрушение качества и прочности бетона. Поэтому прогрев бетона в зимнее время очень важен и необходим.
Способы и методы прогрева бетона:
- Добавление противоморозных добавок.
- Прогрев методом «термос».
- Другие методы подогрева бетона.
- Технологический прогрев бетона.
Добавление противоморозных добавок
Противоморозные добавки выдерживают сильные холода, даже при температуре -30 С выполняют свои химические показания. Состав добавок разный, но главным компонентом является антифриз – жидкость, которая не дает воде замерзнуть. Для железобетонных конструкций и арматурных перекрытий подойдут смеси с добавлением нитрит Натрия и формат Натрия. Их главной особенностью является сохранность физико-химических и антикоррозийных свойств при низких температурах.
Для товарного бетона, пустотелых железобетонных блоков, при изготовлении бордюров и тротуарной плитки подойдут смеси с добавлением хлорид Кальция. Свойства этого вещества широко известны во всем мире. Благодаря скорости затвердения, устойчивости к низким температурам и низкой цене строительство в зимнее время стало доступно всем.
Химическое вещество – поташ, идеальная противоморозная добавка. Быстро растворяется даже при минимальном количестве воды, не вызывает коррозии. Применение поташа при прогреве бетона является значительной экономией на строительных материалах.
При использовании противоморозных добавок нужно обязательно соблюдать все нормы безопасности. Например: нельзя применять бетон с этими добавками, когда конструкция находится под напряжением, возводятся монолитные дымовые трубы и т. д.
Прогрев методом «термоса»
Метод «термоса» заключается в том, что в утепленную опалубку с температурой равной 20-25 градусов укладывается бетон. За счет исходящего тепла конструкция приобретает прочность. Также распространенным методом является дополнительное нагревание бетона, а затем помещение его уже в утепленную опалубку
Также распространенным методом является дополнительное нагревание бетона, а затем помещение его уже в утепленную опалубку
Другие методы подогрева бетона
Трансформаторный метод прогрева похож на метод прогрева «термосом», только вместо обычного обогрева опалубка применяется обогрев трансформатором или проводом.
Электродный подогрев происходит с помощью полосовых, пластинчатых или струнных электродов, которые погружаются в бетон. Ток распределяется по электродам через понижающий трансформатор.
Инфракрасный прогрев бетона происходит не сразу для всей конструкции, а для отдельных зон. В эти зоны ставятся инфракрасные устройства, которые состоят из отражателей и непосредственно из излучателей. Инфракрасные лучи передают тепловую энергию на всю выбранную секцию конструкции. Благодаря боковому излучению все холодные места прогреваются.
Технологический прогрев бетона
Технологический прогрев бетона основан на передаче тока через кабель или провод, которые устанавливаются на конструкцию перед заливанием бетона. Концы провода или кабеля подключаются к трансформатору, затем происходит подача тепла. Уровень напряжения регулируется согласно установленного и разработанного проекта, при этом обязательно учитываются; площадь конструкции, погодные условия, марки бетона, длины провода.
Концы провода или кабеля подключаются к трансформатору, затем происходит подача тепла. Уровень напряжения регулируется согласно установленного и разработанного проекта, при этом обязательно учитываются; площадь конструкции, погодные условия, марки бетона, длины провода.
Прогрев бетона в зимних условиях необходимая составляющая для любых строительных работ. Существует множество разнообразных схем прогрева бетона и выбор происходит индивидуально для каждой конструкции.
В общих чертах схема прогрева бетона сварочным аппаратом остаётся точно такой же, как и понижающим трансформатором — разница заключается в том, что в данном случае мощность агрегата будет меньше. Такой метод приемлем для небольших объектов и в домашних условиях чуть ли не идеален, учитывая то, что вам не придётся искать дополнительные мощности. Для примера мы используем аппарат на 250А при заливке небольшой плиты 4×5м, а в качестве дополнительного материала мы вам покажем видео в этой статье по данной теме.
Прогрев бетона
Примечание. Согласно СНиП 13.03.01-87по несущим конструкциям, если среднесуточная температура на улице опускается ниже 5⁰ C , следует производить электрический прогрев бетона. Это применяется для того, чтобы в свежем растворе вокруг арматуры не образовывалась ледяная плёнка.
В домашних условиях можно производить прогрев бетона сварочным трансформатором.
Использование греющей петли
Принципиальная схема — как прогреть бетон сварочным аппаратом
Примечание. Помимо петель обогрев свежих бетонных конструкций может осуществляться электродным способом, в обогревающей опалубке, жидкостными установками, методом индукции и инфракрасным излучением.
Если застывание раствора происходит со сбоями в температурном режиме (смесь перемерзает), то прочность резко понижается и поверхность получается осыпающейся — это сразу видно, когда производиться резка железобетона алмазными кругами или алмазное бурение отверстий в бетоне.
Обогрев ЖБ конструкций греющими петлями по принципу подачи предельного тока на кабель нужен в основном для площадок (плитных фундаментов) перекрытий и реже для стен, когда не отапливается само помещение. Такие схемы, как правило, запитываются через понижающие трансформаторы, на которых есть регулировка напряжения — это позволяет поддерживать необходимую тепловую мощность в зависимости от изменения температуры воздуха на улице. Данный метод является более экономным, нежели электродный ().
Что нам понадобится
- Итак, как мы уже говорили, нам нужен трансформатор, значит, в домашних условиях для этих целей мы будем использовать мощности сварочного аппарата — в нашем случае до 250А, хотя можно и больше, но мы специально рассмотрим минимум, чтобы научится по максимуму извлекать пользу
. Кроме того, как требует того инструкция, нам понадобится провод ПНСВ — в данной ситуации нарежем куски по 18м. - Также нам нужен алюминиевый одинарный провод сечением 2,5-4 мм 2 (подойдёт АПВ), хлопчатобумажная изоляционная лента и пассатижи, токовые клещи.

Ну и, конечно, такие работы можно производить лишь на тех участках, где есть источник питания на 220В — это может быть ЛЭП, но также (такое бывает в начале строительства) можно использовать карбюраторный или дизельный (более экономный) генератор.
Сопротивление ПНСВ в зависимости от толщины кабеля
Приступаем к работе
Сварочный аппарат на 250А у нас имеется, теперь нам понадобится ПНСВ, количество которого рассчитаем, опираясь на формулу R=U/I, и если нам известно, что U=220В, I=250А, тогда R=U/I=220/250=0,88ом.
Что же из этого следует — если мы имеем на выходе максимально 250А, то для того чтобы не перегружать аппарат сделаем своими руками 8 петель по 25А каждая — этого будет вполне достаточно. Для этого возьмём кусок ПНСВ длиной 18м и диаметром 3,0 мм (0,05 см/метр) — для плиты 4×5м этого будет достаточно.
Зачищаете концы ПНСВ по 40-50 мм и к каждому из них подсоединяете алюминиевый провод (можно, конечно, использовать и медь, но цена алюминия гораздо ниже) — позаботьтесь о том, чтобы скрутка получилась плотной — от этого будет зависеть корректность работы нашей конструкции. Длина алюминиевого провода будет зависеть от того, на каком расстоянии вы сможете установить сварочный аппарат — целесообразнее будет поднести его как можно ближе. Если эти концы получились короткими — не расстраивайтесь — их можно нарастить в любой момент на необходимую длину, только скрутку изолируйте тщательно ().
Длина алюминиевого провода будет зависеть от того, на каком расстоянии вы сможете установить сварочный аппарат — целесообразнее будет поднести его как можно ближе. Если эти концы получились короткими — не расстраивайтесь — их можно нарастить в любой момент на необходимую длину, только скрутку изолируйте тщательно ().
Теперь нам нужно уложить ПНСВ, распределив его равномерно по всей площади так, чтобы скрутки с алюминием оказались внутри заливаемой плиты, но ни в коем случае не касались металлического каркаса! Лучше всего, если у вас получится продеть ПНСВ между двумя обрешётками — внутри каркаса — так кабель окажется внутри как раз посредине плиты, как масло в бутерброде между двумя кусками хлеба одинаковой толщины.
При заливке раствора вы легко можете сместить провод, поэтому его следует подвязать к арматуре кусками изолированного алюминия, но будьте осторожны, чтобы не повредить изоляцию на ПНСВ — так подогрев бетона сварочным аппаратом будет эффективным и безопасным.![]()
Можно также разрезать ПНСВ на куски по одной петле и от каждой вывести алюминиевые концы так будет гораздо легче продеть провод между прутьями арматуры в каркасе, только здесь нужно быть внимательным, чтобы не перепутать концы. Лучше всего их пометить маркером по изоляции (поставьте значки + и -).
Для подключения сварочного аппарата можете использовать кабели — землю и тот, который идёт на держатель, либо прикрутить алюминиевый провод непосредственно к клеммам. Постарайтесь как можно быстрее подключить цепь после заливки и включите регулятор напряжения на минимум, включите рубильник и проверьте напряжение.
Вначале возможен скачок до 240-250А, но по мере прогрева и застывания массы оно будет падать, и вы сможете его постепенно повышать по мере необходимости.
Заключение
Так как греть бетон сварочным аппаратом нужно постепенно, то проверяйте напряжение каждые 2 часа, постепенно его увеличивая (
Климатические условия на большей территории Российской Федерации диктуют свои условия на все виды строительно-монтажных работ, которые ведутся в холодный период года.
В связи с этим заливка бетонных конструкций в условиях отрицательной температуры окружающего воздуха возможна лишь при наличии на стройплощадке технической возможности прогрева залитой конструкции, в том числе с помощью электричества.
В промышленных масштабах прогрев бетона производится с помощью специальных трансформаторов и нагревательных кабелей. В домашних условиях при небольших объемах бетонных работ допускается прогрев бетона сварочным аппаратом
мощностью от 150 до 200 Ампер.
Что необходимо для прогрева бетона сварочным аппаратом?
- Бытовой сварочный аппарат мощностью 150-200 А. Важно! Не сварочный инвертор, а сварочный (трансформаторный) аппарат;
- Провод греющий ПНСВ диаметром 1,5 мм;
- Провод алюминиевый одинарный АВВГ 1х2,5 мм;
- Хлопчатобумажная изолента;
- Клещи для бесконтактного определения силы тока.
Подготовительные работы
Провод ПНСВ разрезается на отрезки (греющие петли)17-18 м. Полученные отрезки равномерно подвязываются к арматурному каркасу под заливку бетонной конструкции. При этом следят, чтобы петли располагались выше середины заливаемой плиты, если заливается колонна – слой бетона над греющими петлями должен быть не менее 4 см.
При этом следят, чтобы петли располагались выше середины заливаемой плиты, если заливается колонна – слой бетона над греющими петлями должен быть не менее 4 см.
Подвязку ведут изолированным алюминиевым проводом. Идеальный вариант если петли будут располагаться «змееобразно». Расстояния между петлями принимается в зависимости от температуры воздуха – от 10 до 40 см. Здесь действует правило – «чем ниже температура, тем меньше расстояние».
Количество греющих петель зависит от мощности конкретного сварочного аппарата. Так как одна петля потребляет 17-25А, в нашем случае (мощность 250 А) можно использовать не более 7-8 греющих петель длиной 17-18 м.
Важно! При укладке петель производится маркировка оконцовок – одна оконцовка маркируется изолентой, вторую оставляют свободной.
Петли уложены и подвязаны. Теперь на них необходимо нарастить алюминиевые провода, которые будут подключаться к сварочному аппарату. Длина алюминиевого провода определяется месторасположением сварочного аппарата, но не более 8 метров.
Скрутки греющей петли и наращиваемого провода изолирую ХБ изолентой, и располагаем ее таким образом, чтобы она осталась в толще заливаемой конструкции. В противном случае, скрутка будет перегреваться и сгорит. Маркировку изолентой переносят на концы алюминиевых проводов.
Подключение к сварочному аппарату и особенности прогрева
После заливки бетона, все алюминиевые концы (наращенные) петель подключают к сварочному аппарату. При этом концы с маркировкой изолентой и без таковой подключают на разные полюсы сварочного трансформатора. Включают сварочный аппарат на минимальной нагрузке регулятора мощности.
Клещами проверяют каждую из петель – потребляемый ток должен быть не более 12-14 Ампер. Через 1 час можно добавить половину мощности аппарата, а через 2 часа можно включить аппарат на полную мощность.
Опять проверяем силу тока на каждой петле. Сила тока должна быть не более 25 А. как гласит практический опыт, мощности петли в 20 А, достаточно чтобы качественно прогреть бетон при температуре окружающего воздуха до минус 10 °C.
Особенности прогрева бетона сварочным трансформатором
- Время прогрева зависит от мощности конструкции и температуры окружающего воздуха. При температуре воздуха до минус 10 °C для гидратации бетона достаточно двух суток;
- Поверхность бетонной конструкции необходимо утеплить поилками или матами;
- Не стоит излишне перегревать бетон – конструкция под слоем утеплителя должна быть слегка теплой и не более того.
Минусовая температура отрицательно сказывается на гидратации бетонной смеси. Основная задача зимнего бетонирования — сохранение влаги и поддержка нужного температурного режима для оптимального схватывания бетона. Сегодня мы рассмотрим несложные приёмы, позволяющие проводить бетонные работы в зимний период.
Географическое положение нашей страны диктует свои правила и технологии на все виды строительных работ, проводимых в холодное время года. С повышением отрицательных температур бетонные работы возможны лишь на тех площадках, где заранее заложена техническая возможность электропрогрева или другого вида прогрева бетонной смеси. Как вы уже догадались, речь идет о крупных строительных площадках, где независимо от погодных условий бетон должен литься в строго определенные сроки.
Как вы уже догадались, речь идет о крупных строительных площадках, где независимо от погодных условий бетон должен литься в строго определенные сроки.
Минусовая температура отрицательно сказывается на гидратации (срок набора прочности) бетонной смеси. Давайте вспомним, из чего она состоит: цемент, песок, вода и щебень. Вода — это катализатор для химической реакции процесса схватывания бетона. При отрицательной температуре происходит вымерзание влаги, которая крайне необходима для процесса набора прочности, потеря прочности бетона ставит под угрозу все дальнейшие виды работ. Основная задача зимнего бетонирования — это сохранение влаги и поддержка нужного температурного режима для оптимального схватывания бетона. Если влага в бетонной смеси закристаллизовалась, то этот бетон уже не спасти, и не стоит ждать оттепели — этот процесс необратим.
- Оптимальная температура для схватывания бетона +10…+20 °C.
- При температуре -20…+10 °C необходимо принимать меры для нормальной гидратации бетона.

- При опускании температуры ниже отметки -20 °C все виды бетонных работ запрещены.
Способы прогрева бетона в домашних условиях
При температуре 0…+10 °C допускается работа с бетоном при условии добавления присадок пластификаторов , которые не дают смеси потерять нужный набор прочности. В зависимости от температуры окружающей среды присадка разводится строго в пропорции, указанной в прилагаемой инструкции. Купить антиморозную присадку можно в любом строительном магазине.
Недостаток пластификаторов — это замедленный набор прочности, если при +17 °C бетон набирает свою марочную прочность за 7 дней, то при +7 °С с использованием пластификаторов процесс может затянуться до 30 дней. Для того чтобы ускорить схватывание бетона, после заливки его необходимо утеплить подручными средствами, которые вы легко найдете в своем хозяйстве. Если заливается бетонная плита, желательно засыпать её древесными опилками, что сократит процесс гидратации почти вдвое.
В качестве утеплителя прекрасно подходит пенопласт и пенофлекс, но покупать его для одной заливки не слишком рентабельно. Гораздо дешевле купить пенопластовую крошку и засыпать ей плиту, для того, чтобы легкую крошку не сдувало ветром, её необходимо накрыть клеенкой или брезентом, прижав его по периметру заливаемой плиты.
Гораздо дешевле купить пенопластовую крошку и засыпать ей плиту, для того, чтобы легкую крошку не сдувало ветром, её необходимо накрыть клеенкой или брезентом, прижав его по периметру заливаемой плиты.
Колонны и стены защищены опалубкой, но все же не будет лишним накрыть открытые участки бетона той же клеенкой или брезентом. Во время набора прочности бетона происходит химическая реакция, благодаря которой сама бетонная смесь выделяет некоторое количество тепла, которое необходимо сохранить дополнительными утеплителями.
Если столбик термометра опустился ниже нуля, то выделяемого тепла уже недостаточно. На промышленных стройках для прогрева бетона при минусовых температурах используют специальные трансформаторы, посредством которых греют бетон нагревательными проводами.
Покупать специальный трансформатор для того, чтобы залить в мороз пару кубов бетона, затея не слишком хорошая. В качестве такого трансформатора вполне реально использовать обычный сварочный трансформатор на 150-200 А. Ниже приведен список материалов, необходимых для прогрева небольшой плиты сварочным аппаратом :
Ниже приведен список материалов, необходимых для прогрева небольшой плиты сварочным аппаратом :
- Сварочный аппарат 150-200 ампер.
- Провод ПНСВ 1,5мм.
- Одинарный алюминиевый провод АВВГ 1×2,5мм.
- Изолента ХБ (черная).
- Токовые клещи.
Подготовка к прогреву
Греющий провод ПНСВ необходимо разрезать на куски длиной в 17-18 метров. Полученные отрезки (петли) равномерно укладываем и подвязываем по всему арматурному каркасу заливаемой конструкции. Закладываем петли таким образом, чтобы после заливки они находились чуть выше середины плиты, если заливается колонна или стена, слой бетона над петлями должен быть не менее 4 см. Подвязывать греющий провод лучше всего изолированным алюминиевым проводом. Он должен идти не в натяжку, в идеале его нужно расположить в волнообразном порядке. Расстояние между петлями, в зависимости от температуры воздуха, колеблется от 10 до 40 см. Чем ниже минусовая температура, тем меньше расстояние между петлями. Количество прогревочных петель зависит от мощности сварочного аппарата. Одна петля потребляет 17-25 ампер, значит, 6-8 прогревочных петель — это максимум, что вытянет сварочный аппарат на 250 ампер.
Количество прогревочных петель зависит от мощности сварочного аппарата. Одна петля потребляет 17-25 ампер, значит, 6-8 прогревочных петель — это максимум, что вытянет сварочный аппарат на 250 ампер.
При укладке петель важно маркировать концы, как вариант, на один конец каждой петли наматываем полоску изоленты, а второй конец оставляем свободным.
После того как петли уложены и подвязаны, нужно нарастить на них алюминиевые концы, которые потом подключаются к аппарату. Длина холодных концов определяется месторасположением самого сварочного аппарата, но не более 8 метров. Сращиваем петлю и холодный конец при помощи скрутки длиной в 4-5 см. Тщательно изолируем скрутку ХБ-изолентой и укладываем её с таким расчетом, чтобы после заливки она осталась в бетоне, так как на воздухе скрутка сгорит. Маркировку изолентой нужно перенести на присоединяемый холодный конец петли.
Подключение и прогрев
После заливки все холодные концы нужно подключить к сварочному аппарату, концы с маркировкой и без сажаем на разные полюса аппарата. После того как все подключено, проверяем всю схему прогрева и включаем аппарат на минимальной нагрузке регулятора мощности. Токовыми клещами меряем каждую петлю в отдельности, норма 12-14 ампер. Через час добавляем половину запаса мощности аппарата, через два часа выкручиваем регулятор полностью. Очень важно равномерно добавлять амперы на прогревочные петли, на каждой петле должно показывать не более 25 ампер. При температуре -10 °C 20 ампер на петле обеспечивают нормальную температуру, необходимую для схватывания бетона. По мере схватывания бетона ампераж петли падает, что дает возможность постепенно его увеличивать на сварочном аппарате. Перед тем как увеличить, смотрим, упало или нет значение на самих петлях. Если ампераж не изменился с последней проверки, то ждем, когда он упадет хотя бы на 10%, и лишь после этого повышаем ток.
После того как все подключено, проверяем всю схему прогрева и включаем аппарат на минимальной нагрузке регулятора мощности. Токовыми клещами меряем каждую петлю в отдельности, норма 12-14 ампер. Через час добавляем половину запаса мощности аппарата, через два часа выкручиваем регулятор полностью. Очень важно равномерно добавлять амперы на прогревочные петли, на каждой петле должно показывать не более 25 ампер. При температуре -10 °C 20 ампер на петле обеспечивают нормальную температуру, необходимую для схватывания бетона. По мере схватывания бетона ампераж петли падает, что дает возможность постепенно его увеличивать на сварочном аппарате. Перед тем как увеличить, смотрим, упало или нет значение на самих петлях. Если ампераж не изменился с последней проверки, то ждем, когда он упадет хотя бы на 10%, и лишь после этого повышаем ток.
Время прогрева зависит от объема заливки и температуры окружающего воздуха. Так же как и в бетонировании с присадками, дополнительно утепляем заливаемую конструкцию. При морозе до 10 градусов достаточно 48 часов для нормальной гидратации бетона. После того как прогревочные петли отключены, дополнительные утеплители остаются еще минимум 7 дней. Не стоит слишком нагревать бетон, так как это чревато излишним испарением влаги, что в последствии приведет к образованию трещин и потери прочности бетона. Плита под утеплителем должна быть чуть теплой и не более того. Прогрев бетона сварочным аппаратом в домашних условиях требует повышенных мер электробезопасности и должен выполнятся лишь при наличии необходимого запаса знаний электротехники и профессиональных навыков работы со сварочным аппаратом.
При морозе до 10 градусов достаточно 48 часов для нормальной гидратации бетона. После того как прогревочные петли отключены, дополнительные утеплители остаются еще минимум 7 дней. Не стоит слишком нагревать бетон, так как это чревато излишним испарением влаги, что в последствии приведет к образованию трещин и потери прочности бетона. Плита под утеплителем должна быть чуть теплой и не более того. Прогрев бетона сварочным аппаратом в домашних условиях требует повышенных мер электробезопасности и должен выполнятся лишь при наличии необходимого запаса знаний электротехники и профессиональных навыков работы со сварочным аппаратом.
При отсутствии сварочного аппарата можно использовать старый способ прогрева — «тепловой шатер». При заливке небольших конструкций над ними возводится палатка из брезента или фанеры, воздух в которой греется с помощью тепловых пушек или газовых обогревателей. Хорошо зарекомендовали себя при таком методе обогрева «Чудо-печки», работающие на дизельном топливе. При экономичном потреблении топлива (2 л на 12 часов) одна печь прогревает 10-15 кубов воздуха теплового шатра до нужной температуры гидратации бетона.
При экономичном потреблении топлива (2 л на 12 часов) одна печь прогревает 10-15 кубов воздуха теплового шатра до нужной температуры гидратации бетона.
Видео по теме
- 1 Зачем греть раствор
- 2 Основные методы подогрева
- 3 Расчет подогрева
- 4 Подогрев раствора проводом
- 4.1 Технология обогрева раствора проводом
- 5 Подогрев при помощи кабеля
- 5.1 Технология подогрева раствора кабелем
- 6 Подогрев раствора при помощи сварочного аппарата
- 7 Подогрев бетона зимой
- 7.1 Противоморозные добавки
- 7.2 Метод термоса
- 8 В заключение
Бетон – это популярный, недорогой и повсеместно применяемый материал, без которого невозможными становятся такие процессы, как строительство, а также ремонт зданий и сооружений. Для того чтобы раствор такого рода позволял создавать качественные, прочные, а главное, долговечные конструкции важно знать не только рецептуру и технологию его приготовления, а также обладать информацией о том, как прогревать бетон и при какой температуре прогрев бетона обязателен и необходим.
Подогрев бетона для строительных работ в зимний период
Зачем греть раствор
Термоматы для подогрева
Отрицательная температура оказывает негативное влияние на процесс гидратации или застывания бетонной смеси. Раствор такого типа состоит из цемента, песка, воды и щебня.
В данной смеси именно вода является катализатором процесса застывания раствора. Но при отрицательной температуре влага замерзает, что ставит под угрозу не только процесс набора прочности раствора, но и дальнейшие строительные работы.
Основная задача работы по разработке схемы подключения – как прогреть бетон при производстве бетонирования в зимний период для обеспечения оптимального для процесса застывания температурного режима.
Обратите внимание! Если влага в растворе все же успеет кристаллизоваться, раствор уже не спасет ничего. Не стоит дожидаться оттепели, ошибочно предполагая, что раствор приобретет необходимые характеристики, когда вода в нем растает.
- Оптимальный температурный режим для схватывания бетона без добавок и подогрева +10…+20 градусов;
- Бетонирование при температуре от -20 до +10 градусов заставит вас задуматься о том, как правильно греть бетон;
- Если температура ниже -20 градусов, все работы с раствором запрещены.

Основные методы подогрева
Укладка нагревательного кабеля
Существуют три основных метода подогрева раствора при низкотемпературном режиме:
Расчет подогрева
Теперь, когда вы знаете при какой температуре нужно греть бетон, необходимо разобраться, как рассчитать подогрев.
Расчеты такого рода для каждого метода должны учитывать следующие параметры:
- Вид бетонной конструкции;
- Общая площадь изделия, требующего подогрева;
- Объем раствора;
- Необходимая электрическая мощность.
Подогрев раствора проводом
На фото — пример укладки провода
Для реализации данного метода подогрева понадобится провод ПНСВ, цена которого невысока.
Данный провод состоит всего из двух конструктивных элементов:

Данный метод основывается на передаче тепла бетонной массе от прогретого провода. Нагревание самих проводов реализуется при помощи трансформаторных подстанций с системой регулировки. Данная система позволяет в процессе работы с раствором регулировать температуру нагрева в зависимости от температуры окружающей среды.
Технология обогрева раствора проводом
Инструкция, оговаривающая как подключить прогрев бетона, предусматривает исполнение следующих этапов работ:
Совет. Для сохранения теплового поля места пайки следует обмотать металлической фольгой.
Расположение нагревательного провода
Для осуществления данного метода обязательно составление технологической карты индивидуальной для каждой конструкции.
Подогрев при помощи кабеля
Преимущество подогрева данным методом — это отсутствие необходимости использования дополнительного оборудования. Кроме того, представленный метод не требует больших затрат электроэнергии.
Технология подогрева раствора кабелем
Схема расположения кабеля
Процесс, отвечающий на вопрос о том, как прогреть бетон в домашних условиях кабелем, состоит из следующих этапов:
- Кабель располагается в основании бетонной конструкции прямо перед заливкой раствора;
- Кабель фиксируется крепежными элементами;
- В процессе установки кабель не должен быть поврежден, а отдельные его участки не должны соприкасаться;
- Кабель подключается через электрический низковольтный шкаф.
Схема кабельного подогрева
Обратите внимание! При реализации данного метода необходима разработка схемы расположения кабеля и производство температурных испытаний.
Подогрев раствора при помощи сварочного аппарата
Реализация метода с использованием сварочного оборудования
Зная при какой температуре греют бетон, можно использовать для подогрева и сварочный аппарат.
Для реализации подобного метода понадобится следующее оборудование и материалы:
- Несколько кусков арматуры;
- Лампы накаливания;
- Градусник.
Арматура в данном случае располагается параллельно цепи, состоящей из прямых и обратных проводов. Между ними располагают лампы накаливания, с помощь которых будут производиться измерения напряжения. Для измерения температуры используется самый обыкновенный градусник.
Процесс затвердевания раствора достаточно длительный и может занимать около месяца. В процессе прогревания и затвердевания раствора конструкция ни в коем случае не должна быть залита водой и подвержена холоду.
Данный метод применим при необходимости обогрева небольших бетонных заливных конструкций и приемлемых погодных условиях.
Подогрев бетона зимой
В зимнее время наиболее актуальным становится вопрос о том, как и при какой температуре прогревают бетон. Это связано с тем, что в это время наиболее часто можно наблюдать явление кристаллизации воды в растворе, что исключает ее участие в химических реакция связанных с затвердеванием массы.
Именно потому подогрев бетона зимой — это очень важная процедура, которая может быть реализована следующими методами:
- Введение в раствор противоморозных добавок;
- Подогрев методом «Термоса».
Противоморозные добавки
Добавки на основе из антифриза
Противоморозные добавки способны выдержать сильнейшие холода даже при температуре -30 градусов. Состав таких добавок может быть различным, но основным компонентом является антифриз – вещество, не дающее воде замерзнуть.
Любой строитель своими руками может добавить противоморозные средства в раствор.
Для железобетонных изделий или арматурных перекрытий лучше использовать добавки с добавлением нитрита или формата натрия.![]() Именно эти добавки обеспечат конструкции также сохранение физических и химических свойств и станут антикоррозийной защитой для железобетона в условиях низких температур.
Именно эти добавки обеспечат конструкции также сохранение физических и химических свойств и станут антикоррозийной защитой для железобетона в условиях низких температур.
Совет. Если после затвердения таких монолитных конструкций вам потребуется просверлить отверстие или поровнять края, можно воспользоваться такими методами, как алмазное бурение отверстий в бетоне или резка железобетона алмазными кругами.
Метод термоса
Суть данного метода кроется в укладке бетона в теплую подогреваемую опалубку, которая будет весь период затвердевания сохранять температур 20-25 градусов. За счет такого подогрева конструкция и будет сохранять прочность.
Совет. Для ускорения процесса отвердения можно в подогретую опалубку заливать подогретый раствор.
В заключение
Заливка бетона зимой
Подогрев бетонного раствора в зимний период — это необходимая составляющая производства строительных работ. Методов подогрева бетонной массы может быть достаточно много и выбор той или иной схемы следует производить индивидуально для каждой конструкции в соответствии с ее основными параметрами.
А видео в этой статье откроет вам еще больше особенностей и нюансов процесса подогрева раствора для создания монолитных бетонных изделий.
проводами, кабелем, термостатами, электродами, сварочным аппаратом
С наступлением холодов монолитное строительство сталкивается с проблемой обеспечения достаточной прочности бетона. При понижении температуры до отрицательного значения вода, находящаяся в растворе, замерзает, превращается в кристаллы льда, которые оказывают разрушающее воздействие на структуру бетона и значительно снижают его конечную прочность. Чтобы нивелировать негативное воздействие мороза, осуществляют прогрев бетона в зимнее время, обеспечивающий оптимальный температурный режим для его застывания.
При правильном подходе процедура обеспечивает:
- равномерный прогрев всей поверхности;
- застывание бетона без трещин и дефектов;
- высокую скорость набора марочной прочности;
- сокращения сроков строительства.

Технология прогрева бетона в зимний период
В зависимости от температуры окружающей среды, особенностей строительной конструкции, экономической целесообразности применяются различные способы создания и поддержания уровня влажности и температурного режима, необходимых для набора бетоном прочности в самые сжатые сроки.
В рамках работ используют кабель для прогрева бетона, термоматы, электроды и другие методы. Профессиональные строители рекомендуют использовать одновременно несколько методов, чтобы добиться максимальной эффективности процедуры.
Технология каждого способа имеет свои особенности. Например, при использовании установки для сварки необходим доступ к подключению к электросети. Также у каждого метода есть свои преимущества и недостатки. Поэтому рассмотрим отдельно каждый из них.
Как прогреть бетон зимой?
При выборе конкретной технологии анализируются метеорологические условия, масштаб работ, энергозатраты и рассчитывается экономическая эффективность.
Трансформатор (генератор)
Данный способ является самым распространенным и применяется как минимум в 70-ти случаях из 100. Для прогрева предварительно прокладывается провод ПНСВ, после этого проводят заливку бетонного раствора. Провод нагревается с помощью трансформатора, создающего пониженное напряжение.
В данном случае большое значение имеет правильная укладка кабеля, который будет греть смесь.
Основные этапы работы выглядят так:
- поверхность тщательно очищается, чтобы камни или мусор не повредили изоляционную оболочку кабеля;
- аккуратно в виде «змейки» укладывается провод, не допускаются перегибы, которые могут повредить токопроводящую жилу;
- проводить пуск желательно при стабильном напряжении в сети;
- греющий кабель подводится к источнику питания и подключается по стандартной схеме;
- скорость разогрева раствора должна составлять 10 градусов за два часа, при основном нагреве температура должны быть не выше 80 градусов, скорость остывания – до 5 градусов в час.

Основные преимущества использования провода ПНСВ (одножильного провода со стальной жилой):
- Невысокая стоимость, поскольку трансформатор потребляет намного меньше энергии, чем другие электроагрегаты.
- Возможность получить дополнительную экономии за счет аренды оборудования.
- Можно использовать в любую погоду.
Сварочный аппарат
В случаях, когда температура воздуха понижается до +5С, электрики рекомендуют использовать для прогрева сварочный агрегат масляного или воздушного типа. Алгоритм работы такой же, как и при использовании трансформатора.
Термоматы
В основном, их применяют в северных регионах, где вопросы создания необходимого температурного режима являются наиболее актуальными. Термоматы – это приспособления, которые функционируют в автономном режиме.
Положительными сторонами их использования является:
- экономное потребление электроэнергии;
- равномерный прогрев, исключение зонального перегрева;
- контроль температуры происходит в автоматическом режиме;
- бетон набирает 70,0% прочности в течение 12 часов.

Оборудование имеет достаточно высокую стоимость.
Электроды
Трансформатор может понадобиться и при использовании в качестве нагревательного элемента электродов. Этот способ подходит при устройстве вертикальных конструкций — стен, колонн. К трансформатору подключаются металлические стержни, которые устанавливаются в раствор на расстоянии 60 — 100 см друг от друга. С помощью трансформатора можно понижать напряжение, за счет чего происходит нагрев.
В зависимости от особенностей конструкции используются следующие виды электродов:
- стержневые – для элементов со сложной конфигурацией;
- пластинчатые – крепятся на внутреннюю часть опалубки;
- струнные – подходящий вариант для обогрева колонн;
- полосовые – можно устанавливать с одной или с обеих сторон конструкции.
Преимуществом метода является:
- быстрая и простая установка обогревательных элементов;
- невысокая стоимость используемых материалов.
В данном случае электроэнергия расходуется не самым экономным образом.
Кроме перечисленных технологий, при устройстве массивных конструкций с небольшой поверхностью охлаждения широко применяется доступный и недорогой метод «термоса».
Работы выполняются в таком порядке:
- бетонный раствор заливается в опалубку;
- после выравнивания поверхности все открытые участки накрываются теплоизоляционным материалом;
- для ускорения процесса рекомендуется использовать специальные добавки при приготовлении рабочего раствора.
Также на практике используется индукционный способ, термоактивные щиты, инфракрасные установки. Последний метод также широко применяется. Для его реализации используется инфракрасная установка, которая не требует специального монтажа и подходит для работы с конструкциями, которые имеют разную конфигурацию.
Регулировать температурный режим можно путем перемещения установки на другое место. ИК-установка качественно прогревает раствор при невысоком расходе электроэнергии. Для контроля температуры бетонного раствора используют пирометр — специальный прибор, который может быть погружным или поверхностным.
ИК-установка качественно прогревает раствор при невысоком расходе электроэнергии. Для контроля температуры бетонного раствора используют пирометр — специальный прибор, который может быть погружным или поверхностным.
способов нагрева проволокой, сварочным аппаратом Антикоровые присадки Метод термос. Как нагревают бетон с помощью сварочного аппарата? Что нам нужно
Бетонную стяжку заливают не только летом, когда стоит теплая погода, но и зимой, когда температура редко поднимается выше нуля. Как известно из школьного курса физики, вода при минусовой температуре воздуха из жидкого состояния переходит в твердое состояние, а значит зимой бетон надо будет утеплять сварочным аппаратом, так как вода входит в состав этого материала.
Сегодня активно используются такие способы прогрева бетона, как прогрев через Кабельный ПНСВ, который специализируется на этой процедуре, прогрев с помощью специализированных термоматов, но наибольшей популярностью пользуется именно сварочный аппарат, которым мы рассмотрю.
Коротко о главном
Аппарат сварочный представляет собой автономную установку для выполнения сварочных работ на металлических деталях, резке материалов методами электродуговой сварки.Сварочные агрегаты имеют помимо основных элементов для производства сварки еще и дополнительные элементы.
Вспомогательные элементы сварочного агрегата:
- Генератор сварочного тока;
- Устройство для воздушно-плазменной резки металлов;
- Установка блока напряжения холостого хода;
- Блок прогрева бетона и других твердых материалов.
Свойства бетона
Многие считают, что бетон застывает всего за несколько дней, но такое распространенное мнение очень ошибочно, так как выдерживается рассматриваемый материал почти месяц, а именно 28 дней.Однако за этот период, по мнению опытных специалистов, бетон полностью не застывает, так как процесс твердения может продолжаться годами.
Доказано, что бетон через 28 суток получает основные качественные характеристики: прочность, морозостойкость, водонепроницаемость. Именно поэтому не рекомендуется сообщать о вышеуказанных сроках бетонной стяжки фундамента или пола со всевозможными нагрузками.
Именно поэтому не рекомендуется сообщать о вышеуказанных сроках бетонной стяжки фундамента или пола со всевозможными нагрузками.
Нагрев с помощью сварочного аппарата
Для прогрева бетонного основания на строительной площадке строители часто используют специальные устройства, но может возникнуть необходимость в выполнении этого для обычных сварочных аппаратов.Приоритетным вопросом в решении поставленной задачи являются дополнительные электроды, с ролью которых прекрасно справляются сегменты арматуры.
Арматура в свою очередь монтируется равномерно по всему участку работ, который засыпается опилками. Опилки служат прекрасным дополнением теплоизоляционного слоя бетонной поверхности. Кроме того, опилки будут сводить к минимуму испарение влаги. Далее вентили соединяются друг с другом таким образом, чтобы вышли параллельные цепочки.
Цепи соединяются прямой и обратной сварочными проволоками, при этом стоит обратить внимание на то, чтобы они замыкали друг друга. С помощью лампочки накаливания узнаем о наличии напряжения, при этом свет нужно установить между цепями. Во время прогрева арматуры необходимо старательно следить за температурой прогрева самого бетона, чтобы не было перегрева. Контроль температуры осуществляется с помощью любого термометра.
С помощью лампочки накаливания узнаем о наличии напряжения, при этом свет нужно установить между цепями. Во время прогрева арматуры необходимо старательно следить за температурой прогрева самого бетона, чтобы не было перегрева. Контроль температуры осуществляется с помощью любого термометра.
Вышеупомянутый способ прогрева бетонной поверхности способствует отличному прогреву материала, при этом не требует применения какого-либо дополнительного сложного оборудования на протяжении всей процедуры.Несмотря ни на что, сварочный аппарат предпочтительнее использовать при незначительных рабочих поверхностях из бетона.
Подлезать сварочной цепью к бетонной арматуре настоятельно не рекомендуется, так как этот способ не принесет ожидаемого результата, а учет потребления электроэнергии будет очень не привлекательным. Способов прогревания существует несколько.
Другие способы прогрева бетона:
- Нагрев электродами;
- Согревание с помощью инфракрасных волн.

Прогрев бетонной поверхности электродами
Метод прогрева бетонной поверхности электродами основан на пропускании электрического тока. В свою очередь, существует несколько типов электродов, способных сослужить отличную службу при нагреве бетонной поверхности.
Типы электродов:
- Лента;
- Пластинчатый;
- Строка;
- Стержень.
Прогрев бетона должен производиться с учетом площади рабочей поверхности, техники безопасности и правил безопасного обращения конкретно со сварочным аппаратом.Перед применением сварочного аппарата при прогреве рабочей поверхности, будь то бетонная стяжка пола, фундамент или что-то другое, необходимо проконсультироваться с грамотными и опытными специалистами.
Замерзание бетонных композиций происходит с участием флюидов. Однако с наступлением холодов вода начинает замерзать, что затрудняет схватывание бетона. Именно поэтому большинство крупных строительных площадок оснащены специальными электронагревателями.![]()
А что же делать самодельщикам? В таких случаях может помочь подогрев бетона. Такой способ обогрева идеален для возведения небольших бетонных конструкций дома.
Для качественного прогрева застывшей бетонной конструкции строителям потребуются:
- Аппарат сварочный трансформаторный на 200 ампер;
- нагревательная проволока ПНСВ диаметром 1,5 миллиметра;
- АВВГ;
- колекоттер изол;
- инструмент для бесконтактного определения текущего тока.
Трос алюминиевый
Провод ПНСВ.
Процесс прогрева бетона от кабеля ПНСВ включает такие этапы:
- Обрезка проводов на небольшие отрезки для утепления петель.
Как правило, 17-метровых сегментов достаточно для осуществления электрического обогрева бетона. - Подвязка подготовленных сегментов к каркасу из арматуры.
На этом этапе важно проследить слой бетона над петлями, он не должен превышать 4 сантиметра. - Соединение подвязки с токопроводящим изолированным алюминиевым проводом.

Технологическая карта подразумевает соединение петель змеевидным способом. - Сборка соединенных алюминиевых кабелей и подключение их к сварочному аппарату.
- Изоляция проводов хлопчатобумажной лентой.
Маркировка изоляционного материала должна быть нанесена на концах проводов.
Количество теплых петель напрямую зависит от мощности сварочного электроприбора.Для устройства с максимальным током мощности 250 ампер можно использовать не более 8 проводов ПНСВ.
Как правило, полное обледенение конструкции, нагретой проводом ПНКВ, составляет 40 часов.
Электроды для разогрева бетона
Херед электродами – один из самых популярных способов прогрева цементно-песчаной смеси в холодных погодных условиях.
Концепция трансформатора для предупреждения о бетоне.
Для данного вида работ используются электроды нескольких типов:
- Плита.
Токопроводящие элементы выполнены в виде пластин. Такие нагревательные элементы устанавливаются с внутренней стороны опалубки для обеспечения хорошего контакта с песчано-цементной смесью. Нагрев бетона осуществляется за счет возникновения электрического поля вблизи пластинчатых нагревательных элементов.
Такие нагревательные элементы устанавливаются с внутренней стороны опалубки для обеспечения хорошего контакта с песчано-цементной смесью. Нагрев бетона осуществляется за счет возникновения электрического поля вблизи пластинчатых нагревательных элементов. - Полоса.
Аналогичный вариант нагревательных приборов монтируется с обеих сторон опалубки. Принцип действия ленточных электродов идентичен пластинчатым: при подаче тока вокруг нагревательных элементов возникает электрическое поле, нагревающее бетонную конструкцию. - Строка.
Нагревательные элементы струнного типа часто используются при обогреве цилиндрических бетонных конструкций, например, колонн. Подключение электродов осуществляется к центру конструкции, окруженному токопроводящей опалубкой. Для упрощения соединения токопроводящих элементов между проводами питания, видимыми из опалубки, изгибом в виде буквы Г. - Стержень.
По своему внешнему виду данная модель ТЭНа напоминает арматуру.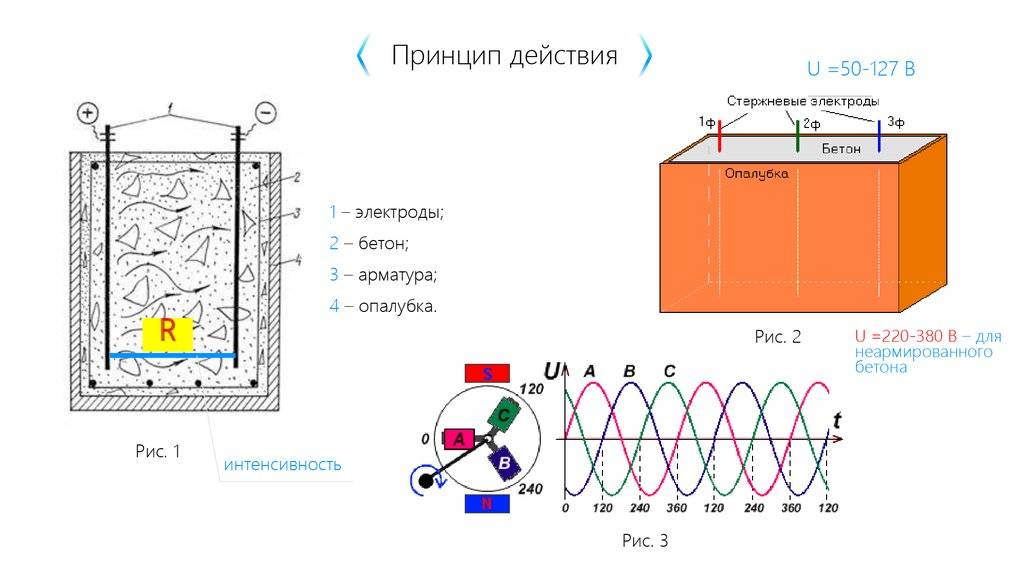 Монтаж стержневых элементов осуществляется внутрь бетона, что позволяет утеплять даже самые сложные конструкции.
Монтаж стержневых элементов осуществляется внутрь бетона, что позволяет утеплять даже самые сложные конструкции.
Бывают случаи, когда вместо электродов можно использовать продольные металлические прутья, размещаемые в опалубке. Этот метод отличается простотой и эффективностью, но имеет большой расход электроэнергии.
Использование сварочных аппаратов
Прогрев бетона – широко распространенный метод, обеспечивающий хорошие расчетные показатели нагрева при дополнительном использовании нагревательных элементов различных типов.
Применение современной трансформаторной сварки является полностью безопасным процессом, не представляющим опасности при соблюдении ТБ.
Прогрев бетона зимой сварочным аппаратом очень эффективен. Этот метод позволяет эффективно перерабатывать до 100 кубометров цементно-песчаной смеси при температуре до -40 градусов Цельсия.
Большинство современных сварочных аппаратов комплектуются дополнительными модулями:
- блок обогрева грунта грунта;
- блок сушки электродов;
- модуль понижения напряжения;
- Генератор электрического тока.

Прежде чем утеплять бетон сварочным аппаратом, следует проверить наличие дополнительных опций, значительно упрощающих процесс прогрева бетонной конструкции зимой.
Схема утепления железобетонных конструкций.
Нагрев цементно-песчаной смеси с помощью трансформаторного сварочного аппарата состоит из следующих этапов:
- Сегменты единой арматуры на площадке насыпи.
- Соединение электродов в две параллельные цепочки.
- Установка контрольной лампы накаливания.
- Питание прямого и обратного проводов.
В случае, если вода слишком быстро испаряется с поверхности цементно-песчаной конструкции, есть смысл засыпать площадку небольшим количеством опилок.
Подключение отапливаемой системы к цементно-песчаной конструкции производится в несколько этапов:
- соединение токопроводящих алюминиевых кабелей со сварочным аппаратом;
- проверка каждого цикла с текущими тиками;
- увеличение мощности прибора до 50% через час работы и до 100% через два часа после включения обогрева;
- контроль тока в пределах 25 ампер.

Особенности Методы
Прогрев бетона с помощью сварочного аппарата имеет свои особенности:
- время нагрева бетонной конструкции серьезно зависит от температуры окружающей среды;
- залитая цементно-песчаная смесь должна быть покрыта тонким слоем опилок, во избежание чрезмерного испарения воды из толщи цементно-песчаной смеси;
- следует избегать чрезмерного перегрева конструкции.
Бетонная технология для бетонных электродов включает два типа:
- Через.
Аналогичный вид обогрева применяется для бетонных конструкций, имеющих сложную форму или большую толщину. Как правило, при таком способе прогрева все электроды устанавливаются на расстоянии не менее 30 миллиметров от опалубки. - Периферийные устройства.
Электроды устанавливаются на расчетную поверхность. Способ позволяет удалять нагревательные элементы после замораживания гальванизированной платформы.
При разогреве электродов необходимо учитывать следующие факторы:
- испарение влаги, вследствие чего необходимо регулировать ток, подаваемый на электроды;
- нагреваемая поверхность должна быть полностью покрыта теплоизоляционным материалом для повышения эффективности работы электродов и снижения тепловых потерь;
- при стержневом прогреве все электроды должны располагаться на одинаковых расстояниях, во избежание перегрева отдельных участков;
- неэффективность разогрева электродов для малых конструкций;
- необходимость измерения текущей температуры цементно-песчаной смеси через определенные промежутки времени;
- Присоединение токопроводящих элементов к разогревающим бетонным электродам должно разрабатываться для каждого случая индивидуально.

Прогрев бетона сварочным аппаратом во многом аналогичен методу электродов.
Прогрев бетона сварочным аппаратом.
При использовании сварочного аппарата специалисты рекомендуют:
- изолировать поверхность утепляемой конструкции во избежание серьезных теплопотерь;
- стараются ограничить потери воды при применении сварочного аппарата для прогрева железобетонных конструкций;
- подключайте к сварочному аппарату только электроды, пригодные для текущей работы;
- установить контрольную лампу накаливания, проверить напряжение;
- постоянно следить за температурой конструкции и не допускать перегрева;
- не замыкайте цепь сварки на внутрибетальной арматуре, так как этот способ невероятно энергозатратен.
Прогрев бетонных конструкций с помощью специальных кабелей имеет серьезные преимущества перед прогревом с помощью трансформаторного сварочного аппарата:
- питание от бытовой электросети 220 вольт;
- значительное сокращение сроков бетонирования;
- высокая экономия;
- относительно простая конструкция;
- возможность автоматического поддержания температуры в монолитной конструкции.

Заключение
Прогрев бетона сварочным аппаратом – один из самых популярных и эффективных способов увеличения скорости конструкций в зимнее время.Просушить забетонированную зимнюю площадку можно тремя способами: с помощью троса ПНСВ с помощью электродов или с помощью трансформаторного сварочного агрегата.
Обогреваемая платформа должна быть изолирована от окружающей среды опилками или другим материалом, чтобы избежать потерь воды и тепла. Наилучшие условия для прогрева бетона могут быть достигнуты путем подбора оптимальных электродов для конкретного вида заливочных работ.
В общих чертах схема покрытия бетона сварочным аппаратом остается точно такой же, как и с нижестоящим трансформатором – разница в том, что в этом случае мощность агрегата будет меньше.Этот способ приемлем для небольших объектов и в домашних условиях практически идеален, учитывая, что не нужно искать дополнительную мощность. Например, мы используем прибор на 250а при заливке небольшой плиты 4×5м, а в качестве дополнительного материала покажем вам видео в этой статье на эту тему.
Сварочный трансформатор BRIMA TIG 250
Прогрев бетона
Примечание. Согласно СНиП от 13.03.01-87 по несущим конструкциям при понижении среднесуточной температуры на улице ниже 5⁰С следует производить электрообогрев бетона.Это используется для того, чтобы в свежем растворе вокруг арматуры не образовывалась ледяная пленка.
В домашних условиях можно утеплить бетон сварочным трансформатором.
Использовать нагревательный контур
Принципиальная схема — Как прогреть бетон сварочным аппаратом
Примечание. Помимо петель, подогрев свежих бетонных конструкций может осуществляться электродным способом, в нагревательной опалубке, жидкостных установках, индукционным и инфракрасным излучением.
Если растворение раствора происходит со сбоями в температурном режиме (смесь движется), прочность резко снижается и поверхность выключается, это сразу видно при резке железобетона алмазными кругами или алмазным сверлением отверстий в бетоне сразу видно.
Обогрев конструкций сооружений нагревательными петлями по принципу подвода предельного тока к кабелю нужен в основном для площадок (плитных фундаментов) перекрытий и реже для стен, когда само помещение не слышно.Такие схемы обычно питаются через понижающие трансформаторы, на которых есть регулировка напряжения – это позволяет поддерживать необходимую тепловую мощность в зависимости от изменения температуры воздуха на улице. Этот способ экономичнее электродного (см. также статью «Строборез для газобетона: особенности конструкции и применение»).
Что нам нужно
ПНСВ (провод нагревательный стальной тип виниловая оболочка)
- Итак, как мы уже сказали, нам нужен трансформатор, значит дома для этих целей мы будем использовать мощность сварочного аппарата — в нашем случае до 250А , хотя можно и больше, но мы специально рассмотрим минимум, чтобы научиться извлекать выгоду по максимуму.Кроме того, как требует инструкция, нам понадобится провод ПНСВ – в данной ситуации применяем куски по 18м.

- Также потребуется алюминиевая одинарная жила сечением 2,5-4 мм2 (подойдет АПВ), х/б изолента проходная, токовые клещи. Ну, и, конечно же, такие работы можно выполнять только в тех районах, где есть электроснабжение 220В — это может быть электроснабжение, но также (это бывает в начале строительства) можно использовать карбюратор или дизель ( экономичнее) генератор.
Сопротивление ПНСВ в зависимости от толщины кабеля
Приступаем к работе
Примерно так будет выглядеть прокладка
Имеем сварочный аппарат на 250а, теперь нам понадобится ПНСВ, количество которых рассчитывается исходя из формулы R=U/I, а если мы знаем, что U=220В, i=250А, то R = и/я = 220/250 = 0,88.
Что из этого следует — если у нас на выходе максимум 250а, то чтобы не перегружать устройство, сделайте своими руками 8 петель по 25а — этого будет вполне достаточно.Для этого возьмите кусок ПНСВ длиной 18м и диаметром 3,0мм (0,05см/метр) — для плиты 4×5м будет достаточно.
Зачистите концы ПНСВ 40-50 мм и подсоедините к каждому из них алюминиевый провод (можно, конечно, медный, но цена алюминиевого намного ниже) — следите, чтобы скрутка получилась плотный – от этого будет зависеть правильность работы нашей конструкции. От того, на каком расстоянии вы сможете установить сварочный аппарат, будет зависеть длина алюминиевой проволоки – целесообразнее будет максимально приблизить ее.Если эти концы оказались короткими – не расстраивайтесь – их можно в любой момент нарастить до необходимой длины, только тщательно изолируют скрутку (см. также статью «Пигменты для бетона: Основные характеристики, области применения и самостоятельная -способы приготовления»).
Укладка петель на металлический армирующий каркас. Фото
Теперь нужно поставить ПНСВ, распределив его равномерно по всей площади так, чтобы скрутки с алюминием оказались внутри стерневой пластины, но ни в коем случае не провалили металлический каркас! Лучше всего, если вам удастся повернуть ПНСВ между двумя дюймами — внутри рамы — так кабель окажется внутри как раз посередине плиты, как масло в бутерброде между двумя ломтиками хлеба одинаковой толщины.
При заливке раствора можно легко сместить провод, поэтому его следует опробовать к арматуре с кусочками изолированного алюминия, но будьте осторожны, чтобы не повредить изоляцию на ПНСВ — так прогрев бетона сварочным аппаратом будет эффективным и безопасно.
Так же можно разрезать ПНСВ на куски на той же петле и из каждого вывести алюминиевые концы так будет намного легче проворачивать проволоку между стержнями арматуры в каркасе, только тут нужно быть внимательным чтобы не перепутать концы.Лучше всего отметить их маркером на изоляции (поставить значки + и -).
Для подключения сварочного аппарата можно использовать заземляющие кабели и тот, что идет к держателю, либо прикрутить алюминиевый провод непосредственно к клеммам. Постарайтесь подключить цепь как можно быстрее после заливки и включить хотя бы регулятор напряжения, включить выключатель и проверить напряжение.
Изначально возможен скачок до 240-250а, но по мере прогрева и обледенения массы он будет падать, и можно постепенно увеличивать по мере надобности.
Заключение
Так как нужно прогревать бетон сварочным аппаратом, то надо постепенно, затем каждые 2 часа проверять напряжение, постепенно повышая его (читайте также статью «Население: Что это такое и как это делается правильно»).
Примерно за 8 часов вы достигнете максимума и на 3-й день плита должна высохнуть (но это не степень эксплуатации).
Строительные работы по возведению объектов проводятся ежегодно.Часто строители производят бетонирование для формирования цельных конструкций в зимнее время. Важно обеспечить прочность монолита и предотвратить кристаллизацию воды. Визуализация бетона важна для поддержания необходимой температуры смеси и создания благоприятных условий для гидратации цемента. Остановимся на технологиях отопления, основанных на использовании инфракрасных лучей и электричества. Рассмотрим преимущества и недостатки каждого метода.
Какими способами производят утепление бетона зимой
Столкнувшись с необходимостью выполнения бетонирования в сложных климатических условиях, строители проводят мероприятия по поддержанию температуры смеси, соответствующей требованиям технологии. Бетон, содержащий воду, твердеет в стандартных условиях в течение четырех недель. Как это сделать? Ведь влага при отрицательной температуре кристаллизуется, увеличиваясь в объеме, и может стать причиной образования трещин.
Бетон, содержащий воду, твердеет в стандартных условиях в течение четырех недель. Как это сделать? Ведь влага при отрицательной температуре кристаллизуется, увеличиваясь в объеме, и может стать причиной образования трещин.
Для обеспечения благоприятной температуры используются следующие методы:
- электрическая нагрузка, чтобы убедиться, что используется провод ПНСВ. Кабель укладывается внутрь конструкции и бетонируется;
- электрообогрев с использованием сварочного трансформатора.На провод для прогрева бетона подается напряжение через стальные стержни;
- Опалубочный обогрев бетонного массива. Щитовые элементы опалубки опалубки содержат электронагреватели;
Заливка бетона зимой при отрицательных температурах требует обеспечения определенных температурных режимов, при которых раствор сможет нормально твердеть
- нагрев инфракрасными лучами. Направленное на бетонный массив излучение в инфракрасном спектре повышает его температуру;
- предварительное повышение температуры раствора.
 Прогревается до бетонирования, сохраняя нужную температуру при заливке и замораживании;
Прогревается до бетонирования, сохраняя нужную температуру при заливке и замораживании; - Строительство специальных конструкций шатрового типа. Их перекрывают полиэтиленом или брезентом и прогревают тепловой пушкой.
Для выбора оптимального способа отопления следует произвести расчеты и проанализировать все нюансы. Необходимо учитывать возможный уровень затрат и только после этого отдавать предпочтение конкретному методу. Рассмотрим особенности каждого метода.
Подключение провода для прогрева бетона ПНСВ
С помощью отслаивающего троса для бетона можно добиться положительной температуры смеси в зимние месяцы. Методика выполнения работ проста. Следует заложить в конструкцию, подлежащую бетонированию, кабель с Маркировкой ПНСВ и подать на него питающее напряжение от источника электрической энергии.
Указанному способу нагрева часто отдают предпочтение из-за серьезных преимуществ:
- повышенная эффективность.
 Правильно уложенный нагревательный кабель, выбранный по расчетному пути, может поддерживать температуру, необходимую для требуемого объема бетона;
Правильно уложенный нагревательный кабель, выбранный по расчетному пути, может поддерживать температуру, необходимую для требуемого объема бетона;
Питание кабелей ПНКВ, как правило, осуществляется через подстанции с несколькими пониженными ступенями напряжения.
- эконом. Потребление электроэнергии приемлемое. Это позволяет вложить средства в смету строительных мероприятий и предотвратить перерасчет денежных средств;
- консервация бетонной конструкции.При подключении провода к источнику электрической энергии исключено растрескивание бетонного массива и образование воздушных пор;
- универсальность. Технология электрообогрева может применяться для целых строительных конструкций, выполненных из обычного или железобетона.
Наряду с неоспоримыми преимуществами технология имеет и недостатки:
- необходимо выполнить подготовительные работы, в ходе которых происходит замыкание проводов. Гибкий трос для прогрева бетона требует соблюдения точности при размещении в армированной конструкции и подгонки по чертежу;
- требует использования нижестоящего трансформатора.
 Технические характеристики оборудования для снижения напряжения питания должны позволять плавно регулировать прогрев бетонной смеси в необходимых пределах.
Технические характеристики оборудования для снижения напряжения питания должны позволять плавно регулировать прогрев бетонной смеси в необходимых пределах.
Используется провод специальной конструкции, который состоит из следующих элементов:
- токопроводящие жилы;
- защитная изоляция.
Подбор кабеля осуществляется после проведения расчетов с учетом следующих параметров:
- напряжение на выходе трансформатора;
- часть токопроводящая;
- общая длина проложенного кабеля.
Расчетная температура не должна быть ниже технологически условного минимума
При выполнении работ соблюдать следующие рекомендации:
- производить укладку провода на очищенную поверхность, не допуская ее повреждения;
- равномерно формируют кабельные петли, не допуская перегиба.
Покупая провод ПНСВ, проверьте сертификат соответствия продукции. Репутация производителя кабеля играет важную роль. Технология нанесения прогрева бетонной смеси имеет много общего с формированием теплого пола.
Технология нанесения прогрева бетонной смеси имеет много общего с формированием теплого пола.
Как утеплить бетон сварочным аппаратом
Технические характеристики сварочного трансформатора позволяют использовать его для утепления бетонной смеси. Устройство регулирует силу тока, подаваемого на электроды.
Оборудование используется при изготовлении следующих элементов конструкций в зимнее время:
- опорные столбцы;
- капитальных стен;
- разных заборов.
Напряжение питания подается на следующие токопроводящие элементы:
- арматурные стержни;
- сечение провода 0.6-0,8 см;
- .
Стальные пластины
Пожалуй, самым распространенным методом прогрева является пропускание через бетон электрического тока с помощью электродов
Технологическое исполнение:
- Вставьте электроды в жидкую смесь.
- Подайте напряжение и отрегулируйте силу тока.

При обогреве вертикальных конструкций небольшой площади можно использовать один токопроводящий стержень. При этом напряжение от трансформатора подается на арматурный каркас и стальной стержень, вставленный в раствор.
Чтобы обеспечить эффективность Прогрева, следуйте этим рекомендациям:
- электроды погружные с интервалом 0,8-1 м;
- плавно регулируют силу тока, обеспечивая нужную температуру.
Преимущества технологии:
- простота реализации;
- возможность нанесения на различные объекты;
- быстрая установка и подключение.
К недостаткам относятся:
- повышенное потребление электроэнергии;
- расходы, связанные с невозможностью вторичного использования электродов.
При выполнении работ важно соблюдать требования техники безопасности.
С помощью таких электродов можно утеплить конструкции любых форм, даже самых сложных
Электрообогрев бетона с помощью специальной опалубки
Для обеспечения положительной температуры затвердевания бетонной смеси строители используют также сборную опалубку. Его особенностью является оснащение унифицированными щитами быстродействующими электронагревателями.
Его особенностью является оснащение унифицированными щитами быстродействующими электронагревателями.
Преимущества применения:
- Ускоренный демонтаж электронагревателей.Конструкция обеспечивает легкий доступ для замены и обслуживания;
- универсальность. Опалубка собирается из отдельных элементов стандартных размеров и может использоваться многократно;
- эффективность. Опалубка позволяет прогревать увеличившийся объем бетона при температуре до -20 градусов;
- повышенная эффективность использования. Для этого метода характерны повышенная рентабельность и небольшой уровень затрат;
- быстрая сборка конструкции. Ускоренная сборка элементов опалубки позволяет сократить сроки монтажа.
В то же время есть и слабые места:
- повышенная цена на опалубку;
- невозможность использования в криволинейной форме объекта.
Щиты с утеплителями применяются при возведении крупных объектов.
Монтаж системы обогрева производится непосредственно перед заливкой раствора в опалубку
Инфракрасный прогрев бетона
Инфракрасные лучи позволяют производить направленный прогрев бетонного массива до заданной температуры.Сила излучения и глубина прогрева изменяется в зависимости от расстояния между инфракрасным обогревателем и поверхностью бетонного массива.
Способ нагрева с помощью термоматов:
- Добавки для ускоренного твердения вводят в бетонную смесь.
- На поверхность массива укладываются специальные инфракрасные маты.
- Кабель питания подключен, и подается электрическое напряжение.
Технология
позволяет прогревать бетонные конструкции в горизонтальном положении.
Преимущества этого метода:
- малое энергопотребление;
- простота реализации;
- контроль интенсивности нагрева;
- возможность прогрева бетона через щиты опалубки.

Слабые стороны:
- ускоренное испарение влаги из бетонной смеси, нуждающейся в дополнительной защите от высыхания;
- повышенные расходы, связанные с приобретением термоматов для обогрева увеличенного помещения.
Несмотря на имеющиеся недостатки, инфракрасный метод востребован в строительной сфере.
Этот метод особенно используется при выполнении стяжки зимой
С использованием предварительно подогретого раствора
Способ прогрева бетонной смеси перед бетонированием самый простой. Технологический алгоритм предусматривает выполнение следующих операций:
- подогрев бетонного раствора на стадии смешения компонентов;
- выливание подогретой смеси непосредственно на рабочую зону.
Для практической реализации данной технологии производятся специальные расчеты по определению рабочей температуры.
При этом учитывать:
- количество заливаемого бетона;
- время на транспортировку и заправку;
- температура окружающей среды.

При отклонениях в расчетах догрев проводят любым из известных способов.
Заключение
Принятие решения о выборе оптимального способа отопления требует профессионального подхода.Важно изучить технологические особенности каждого метода и определить экономическую целесообразность его применения. Рекомендации профессионалов помогут разобраться в достоинствах и недостатках используемых технологий отопления.
При электрообогреве бетона в температурном режиме ниже +5°С применяют специальное масло или воздух для понижения напряжения сети 200 или 380 В., но в случае малых объемов при заливке фундамента на дачном участке их своими руками, например, иногда рациональнее использовать сварочный аппарат (двухфазный), который зачастую уже есть в наличии, а не покупать или арендовать такой же.Способ для так называемых «домашних условий».
Такое решение имеет место быть, хотя и связано с определенными трудностями. Попробуем разобраться в них по типам нагревательных элементов проводов и электродов ПНСВ.
Прогрев бетона сварочным аппаратом и проволокой ПНСВ
Схема работы здесь точно такая же, как и при использовании масляных трансформаторов. Вся тонкость в расчетах. Итак, для прогрева бетона сварочный трансформатор вместе с проволокой нам понадобится сварочный аппарат 150-250 А, алюминиевый кабель холодных концов, амперметр (клещи) и лента на тканевой основе.
Для примера приведу расчет на прогрев плиты 3,8 м 3 размером 4х5х0,19 м при температуре около -12°С и сварочном аппарате на 250 А. Итак, проволока ПНСВ нарезана на отрезки по 18 метров в длину. Длина определена опытным путем и для вашего случая может быть другой. Каждый из этих сегментов выдерживает ток до 25 А., соответственно, на суммарные 250 ампер можно использовать 10 сегментов. Но чтобы не бросаться в крайности и оставить небольшой запас, ориентироваться будем на 8 проводов.
К каждому отрезку ПНСВ с обеих сторон накручиваете алюминиевую проволоку такой длины, чтобы скрутка была в самом бетоне, а холодные концы доставали до трансформатора. Сама скрутка изолирует ленту.
Сама скрутка изолирует ленту.
Укладываем отрезки провода, доводя их до арматуры пластиковыми креплениями или изолированным проводом во избежание замыкания. Для печки проволоку можно закрепить чуть ниже верхнего армирующего слоя. Выходы каждого провода должны быть помечены, например (+) и (-). Или можно сделать концы по разные стороны конструкции.Также очень удобно соединять фазы (плюсы отдельно, минусы отдельно) между собой на изолирующей поверхности (текстолит) клеммами.
После заливки бетона сразу подключаем наши клеммы к прямому и обратному выходам сварочного аппарата установленного на минимальный ток. Измеряем ток на сварочных проводах (должен быть до 240 А) и на каждом отрезке (должен быть до 20 А). По мере нагрева тока ток будет падать, и его нужно будет увеличивать на автомате.
В результате печь данных размеров приобрела нужную прочность за 40 часов. Также после заливки бетона рекомендуется накрыть его защитной пленкой для предотвращения дренажа. При особо низких температурах поверх пленки можно положить слой утеплителя.
При особо низких температурах поверх пленки можно положить слой утеплителя.
Видео на базе проводов ПНСВ можно посмотреть ниже:
Прогрев бетона сварочным аппаратом и электродами
В то же время метод нагревательных элементов выступают, вентилируются в бетоне.А ток течет прямо через раствор. Отсюда следует и главный недостаток прогрева сварочным аппаратом вместе с электродами: опасность поражения электрическим током большого количества людей. Безопасным считается напряжение до 36 В. Если оно выше, то необходимо предотвратить профилактику на нагреваемом объекте людей и животных. Также считается, что такие арматурные электроды быстро изнашивают сварочный трансформатор.
Электроды (армирующие стержни) размещают в конструкции, соединяя последовательно так, чтобы два сегмента были изолированы друг от друга.К одному из них подключаю прямой провод, к другому — встречный. Для контроля тока между двумя электродами подключается лампа накаливания (опционально).![]() Очень важно измерять температуру бетона, чтобы предотвратить его обезвоживание и растрескивание. А обсыпанную конструкцию не забудьте накрыть пленкой и утеплителем, чтобы избежать потерь тепла и влаги.
Очень важно измерять температуру бетона, чтобы предотвратить его обезвоживание и растрескивание. А обсыпанную конструкцию не забудьте накрыть пленкой и утеплителем, чтобы избежать потерь тепла и влаги.
Нагрев бетона по сварочно-трансформаторной технологии. Нагрев бетона нагревательным проводом ПНСВ.Подготовка к разогреву
Бетонную стяжку заливают не только летом, когда стоит теплая погода, но и зимой, когда температура редко поднимается выше нуля. Как известно из школьного курса физики, вода при минусовых температурах воздуха переходит из жидкого состояния в твердое, и поэтому зимой бетон необходимо будет прогревать сварочным аппаратом, так как этот материал содержит воду.
На сегодняшний день активно используются такие способы нагрева бетона, как нагревание кабеля специализирующихся на этой процедуре посредством ПНСВ, нагревание с помощью специализированных термоматов, но наиболее популярным является сварочный аппарат, работу которого мы и рассмотрим .
Коротко об основном
Аппарат сварочный — автономная установка для сварки металлических деталей, резки материалов методом электродуговой сварки. Сварочные агрегаты имеют кроме основных элементов для производства сварки дополнительные элементы.
Вспомогательные элементы сварочного агрегата:
- Генератор сварочного тока;
- Устройство для воздушно-плазменной резки металлов;
- Блок напряжения холостого хода установки;
- Блок для нагрева бетона и других твердых материалов.
Свойства бетона
Многие считают, что бетон твердеет всего за несколько дней, но это распространенное мнение очень ошибочно, так как рассматриваемый материал выдерживается почти месяц, а именно 28 дней. Однако даже в этот период, по словам опытных специалистов, бетон полностью не затвердевает, так как процесс твердения может длиться годами.
Доказано, что бетон через 28 суток приобретает основные качественные характеристики: прочность, морозостойкость, водонепроницаемость. Именно поэтому не рекомендуется подвергать бетонную стяжку фундамента или пола всевозможным нагрузкам в течение указанного выше времени.
Именно поэтому не рекомендуется подвергать бетонную стяжку фундамента или пола всевозможным нагрузкам в течение указанного выше времени.
Нагрев с помощью сварочного аппарата
Для прогрева бетонного основания на строительной площадке строители часто используют специальные приспособления, но на пути к реализации этой необходимости могут иметь место и обычные сварочные аппараты. Первостепенным вопросом в решении проблемы являются дополнительные электроды, с ролью которых прекрасно справляются куски арматуры.
Фурнитура, в свою очередь, монтируется равномерно по всей рабочей площади, которая засыпается опилками. Опилки являются отличным дополнением к теплоизоляционному слою бетонной поверхности. Кроме того, опилки минимизируют испарение влаги. Далее арматуру соединяют между собой проволокой так, чтобы вышли параллельные цепи.
Прямая и обратная сварочные проволоки подключаются к цепям, при этом стоит обратить внимание на то, чтобы они были замкнуты между собой. С помощью лампочки накаливания узнаем о наличии напряжения, при этом лампочку необходимо установить между цепями. Во время нагрева арматуры необходимо внимательно следить за температурой нагрева самого бетона, чтобы не произошло перегрева. Контроль температуры осуществляется с помощью любого термометра.
С помощью лампочки накаливания узнаем о наличии напряжения, при этом лампочку необходимо установить между цепями. Во время нагрева арматуры необходимо внимательно следить за температурой нагрева самого бетона, чтобы не произошло перегрева. Контроль температуры осуществляется с помощью любого термометра.
Вышеупомянутый способ прогрева бетонной поверхности способствует отличному прогреву материала, при этом не требуя применения какого-либо дополнительного сложного оборудования во время процедуры.Несмотря ни на что, сварочный аппарат предпочтительнее использовать при небольших рабочих поверхностях из бетона.
Категорически не рекомендуется замыкать контур сварки на арматуру бетона, так как этот способ не принесет ожидаемого результата, а счет за электроэнергию будет очень непривлекательным. Есть несколько способов согреться.
Другие способы нагревания бетона:
- Прогрев электродами;
- Разогрев с применением инфракрасных волн.
Нагрев бетонной поверхности электродами
Метод нагрева бетонной поверхности с помощью электродов основан на пропускании электрического тока. В свою очередь, существует несколько видов электродов, способных сослужить отличную службу при нагреве бетонной поверхности.
В свою очередь, существует несколько видов электродов, способных сослужить отличную службу при нагреве бетонной поверхности.
Типы электродов:
- Полосатый;
- Пластинчатый;
- Струны;
- Стержень.
Нагрев бетона следует проводить с учетом площади рабочей поверхности, правил техники безопасности и безопасного обращения конкретно со сварочным аппаратом.Перед применением сварочного аппарата при обогреве рабочей поверхности, будь то бетонная стяжка пола, фундамент или что-либо другое, следует проконсультироваться с компетентными и опытными специалистами.
Минусовые температуры негативно влияют на гидратацию бетонной смеси. Основная задача зимнего бетонирования – удержание влаги и поддержание необходимого температурного режима для оптимального схватывания бетона. Сегодня мы рассмотрим простые приемы, позволяющие проводить бетонные работы зимой.
Географическое положение нашей страны диктует свои правила и технологии проведения всех видов строительных работ, проводимых в холодное время года. При повышении отрицательных температур бетонные работы возможны только на тех участках, где заранее заложена техническая возможность электрообогрева или другого вида подогрева бетонной смеси. Как вы уже догадались, речь идет о крупных стройках, где вне зависимости от погодных условий заливка бетона должна производиться в строго определенные сроки.
При повышении отрицательных температур бетонные работы возможны только на тех участках, где заранее заложена техническая возможность электрообогрева или другого вида подогрева бетонной смеси. Как вы уже догадались, речь идет о крупных стройках, где вне зависимости от погодных условий заливка бетона должна производиться в строго определенные сроки.
Минусовые температуры отрицательно влияют на гидратацию (время твердения) бетонной смеси. Вспомним, из чего он состоит: цемент, песок, вода и щебень. Вода является катализатором химической реакции процесса схватывания бетона. При отрицательных температурах влага замерзает, что крайне необходимо для процесса твердения, потеря прочности бетона ставит под угрозу все дальнейшие виды работ. Основная задача зимнего бетонирования – удержание влаги и поддержание необходимого температурного режима для оптимального схватывания бетона.Если влага в бетонной смеси закристаллизовалась, то этот бетон уже не спасти, и оттепели ждать не стоит – этот процесс необратим.
- Оптимальная температура для схватывания бетона +10…+20°С.
- При температуре -20…+10°С необходимо принимать меры, обеспечивающие нормальную гидратацию бетона.
- При понижении температуры ниже -20°С запрещаются все виды бетонных работ.
Методы нагревания бетона в домашних условиях
При температуре 0 … +10°С, допускается работа с бетоном при условии добавления пластификаторов, не позволяющих смеси потерять требуемый набор прочности. В зависимости от температуры окружающей среды присадка разводится строго в пропорции, указанной в прилагаемой инструкции. Присадку к антифризу можно купить в любом хозяйственном магазине.
Недостатком пластификаторов является медленный набор прочности, если при +17°С бетон набирает марочную прочность за 7 суток, то при +7°С с применением пластификаторов процесс может занять до 30 суток.Чтобы ускорить схватывание бетона, после заливки его необходимо утеплить подручными средствами, которые вы без труда найдете в своем хозяйстве.![]() Если заливается бетонная плита, ее желательно засыпать опилками, что почти вдвое сократит процесс гидратации.
Если заливается бетонная плита, ее желательно засыпать опилками, что почти вдвое сократит процесс гидратации.
В качестве утеплителя отлично подойдет пенопласт
и пенофлекс, но покупать его на одну заливку не очень рентабельно. Гораздо дешевле купить пенопластовую крошку и насыпать ею плиту, чтобы легкую крошку не сдуло ветром, ее нужно накрыть клеенкой или брезентом, прижав по периметру насыпаемой плиты.
Колонны и стены защищены опалубкой, но все же не лишним будет закрыть открытые участки бетона той же клеенкой или брезентом. При твердении бетона происходит химическая реакция, благодаря которой сама бетонная смесь выделяет некоторое количество тепла, которое необходимо удерживать дополнительным утеплением.
Если столбик термометра опустился ниже нуля, значит, вырабатываемого тепла уже недостаточно. На промышленных стройках для прогрева бетона при минусовых температурах применяют специальные трансформаторы, с помощью которых бетон прогревают нагревательными проводами.
Покупать специальный трансформатор, чтобы в мороз залить пару кубов бетона — не очень хорошая идея. В качестве такого трансформатора вполне реально использовать обычный сварочный трансформатор на 150-200 А. Ниже приведен перечень материалов, необходимых для нагрева небольшой пластины сварочным аппаратом:
- Сварочный аппарат 150-200 ампер.
- ПНСВ провод 1,5мм.
- Провод алюминиевый одинарный АВВГ 1х2,5мм.
- Изолента НВ (черная).
- Токовые клещи.
Подготовка к прогреву
Нагревательный провод ПНСВ необходимо разрезать на куски длиной 17-18 метров. Полученные отрезки (петли) равномерно укладываются и перевязываются по всему арматурному каркасу заливаемой конструкции. Закладываем петли так, чтобы после заливки они были чуть выше середины плиты, если заливается колонна или стена, слой бетона над петлями должен быть не менее 4 см. Лучше всего связать нагревательный провод изолированным алюминиевым проводом. Она не должна идти в натяжку, в идеале должна располагаться волнообразно. Расстояние между петлями в зависимости от температуры воздуха колеблется от 10 до 40 см. Чем ниже температура замерзания, тем меньше расстояние между петлями. Количество петель нагрева зависит от мощности сварочного аппарата. Один контур потребляет 17-25 ампер, значит 6-8 нагревательных контуров это максимум, что потянет сварочный аппарат на 250 ампер.
Она не должна идти в натяжку, в идеале должна располагаться волнообразно. Расстояние между петлями в зависимости от температуры воздуха колеблется от 10 до 40 см. Чем ниже температура замерзания, тем меньше расстояние между петлями. Количество петель нагрева зависит от мощности сварочного аппарата. Один контур потребляет 17-25 ампер, значит 6-8 нагревательных контуров это максимум, что потянет сварочный аппарат на 250 ампер.
При прокладке петель важно пометить концы, как вариант, на один конец каждой петли намотать полоску изоленты, а другой конец оставить свободным.
После того, как петли уложены и связаны, нужно нарастить на них алюминиевые концы, которые затем соединяются с устройством. Длина холодных концов определяется местом расположения самого сварочного аппарата, но не более 8 метров. Сращивание петли и холодного конца с помощью крутки длиной 4-5 см. Тщательно изолируйте скрутку лентой НВ и уложите так, чтобы после заливки она оставалась в бетоне, так как на воздухе скрутка выгорит. Разметку изолентой необходимо перенести на присоединенный холодный конец шлейфа.
Разметку изолентой необходимо перенести на присоединенный холодный конец шлейфа.
Подключение и прогрев
После заливки все холодные концы необходимо подключить к сварочному аппарату, концы с маркировкой и без ставить на разные полюса аппарата. После того, как все подключено, проверяем всю схему отопления и включаем прибор на минимальную нагрузку регулятора мощности. Токоизмерительными клещами меряем каждую петлю отдельно, норма 12-14 ампер. Через час прибавляем половину запаса хода прибора, через два часа полностью выкручиваем регулятор.Очень важно равномерно прибавлять ампер к петлям отопления, каждая петля должна показывать не более 25 ампер. При -10°С 20 ампер на петлю обеспечивают нормальную температуру, необходимую для схватывания бетона. По мере схватывания бетона сила тока шлейфа падает, что позволяет постепенно увеличивать его на сварочном аппарате. Перед увеличением смотрим упало ли значение на самих петлях или нет. Если сила тока не изменилась с момента последней проверки, то ждем, когда она упадет хотя бы на 10%, и только после этого увеличиваем ток.
Время прогрева зависит от объема заполнения и температуры окружающей среды. Как и при бетонировании с добавками, дополнительно утепляем залитую конструкцию. При морозе до 10 градусов для нормальной гидратации бетона достаточно 48 часов. После отключения отопительных контуров дополнительные нагреватели остаются еще не менее 7 дней. Не перегревайте бетон, так как это чревато чрезмерным испарением влаги, что впоследствии приведет к образованию трещин и потере бетоном прочности.Плита под утеплителем должна быть немного теплой и не более того. Нагрев бетона сварочным аппаратом в домашних условиях требует повышенных мер электробезопасности и должен выполняться только при наличии необходимого запаса электротехнических знаний и профессиональных навыков работы со сварочным аппаратом.
При отсутствии сварочного аппарата можно использовать старый способ обогрева — «термопалатка». При заливке небольших конструкций над ними возводят тент из брезента или фанеры, воздух в котором нагревают с помощью тепловых пушек или газовых обогревателей. Хорошо зарекомендовали себя при таком способе отопления «Чудо-печки», работающие на дизельном топливе. При экономном расходе топлива (2 литра за 12 часов) одна печь нагревает 10-15 кубометров воздуха из термопалатки до необходимой температуры гидратации бетона.
Хорошо зарекомендовали себя при таком способе отопления «Чудо-печки», работающие на дизельном топливе. При экономном расходе топлива (2 литра за 12 часов) одна печь нагревает 10-15 кубометров воздуха из термопалатки до необходимой температуры гидратации бетона.
Похожие видео
Бетон нагреваем сварочным трансформатором
Этот способ нагрева подходит для небольших объемов заливки и при наличии сварочного трансформатора идеально подходит для домашних условий.Нагрев сварочным аппаратом аналогичен нагреву специальным понижающим трансформатором. Принцип останется тем же, только мощность будет заметно снижена.
Для примера возьмем сварочный аппарат постоянного тока мощностью 250 ампер.
Не буду вдаваться в расчеты зимнего бетонирования, а опишу сам процесс обогрева, исходя из личного опыта при заливке бетонной плиты 4 х 5 метров. В статье есть поясняющие фото, своих у меня нет, но я постарался подобрать наиболее подходящие, чтобы они наглядно объясняли принцип прогрева бетона.
Нам потребуются: сварочный аппарат 150-250 ампер, нагревательный провод ПНСВ, одинарный алюминиевый провод 2,5-4 кв.м, токовые зажимы, изолента ХВ.
1.
Нагревательный провод необходимо разрезать на куски по 18 метров, длину я рассчитал опытным путем. Количество таких сегментов необходимо рассчитывать исходя из мощности имеющегося сварочного аппарата. Возьмем за основу аппарат на 250 ампер. При максимальной нагрузке наш шлейф выдержит 25 ампер и это потолок.Так что вам нужно опираться на эту цифру. Не будем форсировать сварочный трансформатор, 8 шлейфов будет в самый раз. Для обогрева бетонной плиты 4 на 5 метров и толщиной 19 см это количество будет нормальным.
2.
К нарезанным отрезкам провода ПНСВ необходимо присоединить 2 алюминиевых провода, соединить их скруткой 3-5 см. Длина алюминиевого конца выбирается на месте. Убедитесь сами, эти алюминиевые концы нужно будет присоединить к сварочному кабелю.Вам не нужно слишком заморачиваться, так как всегда можно увеличить необходимую длину. Тщательно утепляем скрутку.
Тщательно утепляем скрутку.
3.
Далее нам нужно проложить контуры отопления. Располагаем с умом, чтобы греющий кабель располагался чуть выше середины плиты, но ниже верхнего слоя арматуры. Обвязываем петли изоляционным тросом, чтобы они не закрывались на землю во время прогрева. Скрутка ПНСВ и алюминиевой проволоки должна быть в бетоне, иначе она сгорит.Убираем алюминиевые торцы из зоны заливки. При укладке петель пометьте алюминиевые выходы петель, чтобы они не перепутались при соединении. Оптимальный вариант – сделать выход с одной стороны тарелки. +
и с другой стороны плиты выход на —
.
4.
После заливки нам нужно как можно быстрее собрать весь отопительный контур. Из сварочного аппарата выходит два кабеля, проще говоря, это наше питание контуров нагрева.
Все плюсовые выводы шлейфов цепляем на плюсовой сварочный кабель и соответственно остальные концы шлейфов перекидываем на минус. Способ подключения выбирайте сами, я лично изготовил так называемую «гитару» к сварочным тросам прикрепил две текстолитовые пластины, на которые приварены болты для зажима алюминиевых концов нагревательных петель. В общем, смотрите сами, как вам удобно, в итоге у нас получается восемь концов на каждом сварочном тросе.
В общем, смотрите сами, как вам удобно, в итоге у нас получается восемь концов на каждом сварочном тросе.
5. Включаем сварочный аппарат и начинаем нагревать бетон. Перед включением установите регулятор тока на минимум. Включив, измеряем силу тока на сварочных кабелях токоизмерительными клещами. Если будет около 240 ампер, не пугайтесь, так как по мере нагревания бетона ампер начнет падать. Проверяем клещами работоспособность каждого шлейфа для начала должно быть 14-18 ампер на каждом шлейфе. Через два часа снова замеряем, если амперы упали, прибавляем ток на сварку.Добавляйте постепенно минимум — середину — максимум, если вы дойдете до максимума за 8 часов это уже хороший результат. Обязательно проверьте нагрузку на петли, помня, что они не выдержат более 25 ампер. В зависимости от температуры время прогрева бетона может увеличиваться или уменьшаться. Исходя из своего опыта, при -12С я нагревал и сушил вышеописанную бетонную плиту 38 часов.
Другие статьи о подогреве бетона
Чтобы электрообогрев бетона был максимально эффективным, плиту укрывают утеплителем или опилками. Электрообогрев бетона сварочным трансформатором должен производиться соответствующим персоналом, так как может возникнуть угроза жизни человека. Пожалуйста, не воспринимайте эту статью как руководство по зимнему бетонированию. , я просто описал то, что делал сам, не имея возможности сделать нормальный прогрев бетона.
Электрообогрев бетона сварочным трансформатором должен производиться соответствующим персоналом, так как может возникнуть угроза жизни человека. Пожалуйста, не воспринимайте эту статью как руководство по зимнему бетонированию. , я просто описал то, что делал сам, не имея возможности сделать нормальный прогрев бетона.
В общих чертах схема прогрева бетона сварочным аппаратом остается точно такой же, как и с понижающим трансформатором – разница в том, что в этом случае мощность агрегата будет меньше.Этот способ приемлем для небольших объектов и практически идеален в домашних условиях, учитывая, что вам не придется искать дополнительную мощность. Например, мы используем аппарат на 250А при заливке небольшой плиты 4×5м, а в качестве дополнительного материала покажем вам видео в этой статье на эту тему.
Сварочный трансформатор BRIMA TIG 250
Нагрев бетона
Примечание. Согласно СНиП 13.03.01-87 на несущие конструкции, если среднесуточная температура наружного воздуха опускается ниже 5⁰С, бетон следует обогревать электрическим способом. Это используется для предотвращения образования ледяной пленки в свежем растворе вокруг арматуры.
Это используется для предотвращения образования ледяной пленки в свежем растворе вокруг арматуры.
В домашних условиях можно прогреть бетон сварочным трансформатором.
Использование нагревательного контура
Принципиальная схема нагрева бетона сварочным аппаратом
Примечание. Кроме петель, свежие бетонные конструкции могут обогреваться электродным способом, в нагревательной опалубке, жидкостных установках, индукционным и инфракрасным излучением.
Если застывание раствора происходит при сбоях в температурном режиме (смесь замерзает), то прочность резко падает и поверхность получается крошащейся — это сразу видно при резке железобетона алмазными кругами или алмазном бурении отверстия в бетоне.
Обогрев железобетонных конструкций отопительными петлями по принципу подвода предельного тока к кабелю нужен в основном для площадок (плитных фундаментов) полов и реже стен, когда само помещение не отапливается. Такие схемы, как правило, питаются через понижающие трансформаторы, имеющие регулировку напряжения – это позволяет поддерживать требуемую тепловую мощность в зависимости от изменения температуры воздуха на улице. Этот метод более экономичен, чем электродный (см. также статью «Гробеторез: особенности конструкции и применение»).
Этот метод более экономичен, чем электродный (см. также статью «Гробеторез: особенности конструкции и применение»).
Что нам нужно
ПНСВ (Нагревательная проволока стального типа с виниловой оболочкой)
- Итак, как мы уже говорили, нам нужен трансформатор, а значит, дома для этих целей мы будем использовать мощность сварочного аппарата — в нашем случае до 250А, хотя можно и больше, но мы специально рассмотрим минимум, чтобы научиться выжимать из него максимум. Кроме того, как требует инструкция, нам понадобится провод ПНСВ — в этой ситуации мы будем резать куски по 18м.
- Также понадобится алюминиевый одинарный провод сечением 2,5-4 мм2 (подойдет АПВ), хлопковая изолента и плоскогубцы, токовые зажимы. И, конечно же, такие работы можно выполнять только в тех районах, где есть источник питания 220В — это может быть ЛЭП, но также (это бывает в начале строительства) можно использовать карбюраторный или дизельный (экономичнее ) генератор.
Сопротивление ПНСВ в зависимости от толщины кабеля
Начало работы
Так будет выглядеть стайлинг
Имеем сварочный аппарат на 250А, теперь нам нужен ПНСВ, количество которого рассчитываем по формуле R=U/I, а если мы знаем, что U=220В, I=250А, то R=U/I=220 /250 = 0.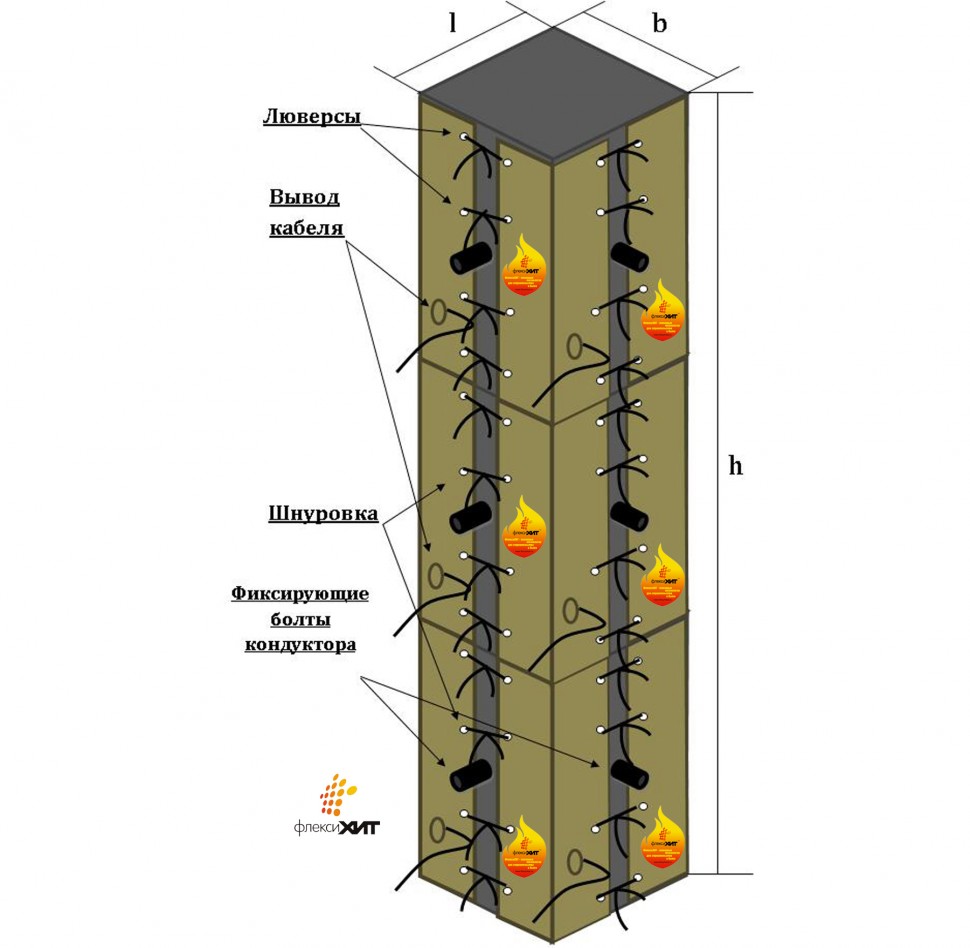 88 Ом.
88 Ом.
Что из этого следует — если у нас максимальная мощность 250А, то чтобы не перегружать устройство сделаем своими руками 8 шлейфов по 25А — этого будет вполне достаточно. Для этого возьмите кусок ПНСВ длиной 18 м и диаметром 3,0 мм (0,05 см/метр) – для плиты 4×5 м этого будет достаточно.
Зачищаете концы ПНСВ на 40-50 мм и к каждому из них подключаете алюминиевый провод (можно, конечно, медный, но цена алюминиевого намного ниже) — следите, чтобы скрутка была плотной — это определит правильность нашего дизайна.Длина алюминиевой проволоки будет зависеть от того, насколько далеко вы сможете установить сварочный аппарат – целесообразнее будет поднести его как можно ближе. Если эти концы короткие — не переживайте — их в любой момент можно удлинить до необходимой длины, только тщательно заизолируйте скрутку (см. также статью «Пигменты для бетона: основные характеристики, область применения и способы самостоятельного приготовления»).
Укладка петель на металлический арматурный каркас. Фото
Фото
Теперь нужно уложить ПНСВ, распределяя его равномерно по всей площади так, чтобы скрутки с алюминием находились внутри залитой плиты, но ни в коем случае не касались металлического каркаса! Лучше всего, если удастся продеть ПНСВ между двумя рейками — внутри рамы — так трос окажется внутри как раз посередине пластины, как масло в бутерброде между двумя кусками хлеба одинаковой толщины.
При заливке раствора можно легко сместить проволоку, поэтому ее следует привязать к арматуре кусочками изолированного алюминия, но будьте осторожны, чтобы не повредить изоляцию на ПНСВ — так будет эффективен прогрев бетона сварочным аппаратом и безопасно.
Можно также разрезать ПНСВ на куски по одному и удалить с каждого алюминиевые концы, так будет гораздо проще продеть провод между прутами арматуры в каркасе, только тут нужно быть внимательным, чтобы не перепутать заканчивается.Лучше всего пометить их изоляционным маркером (поставить знаки + и -).
Для подключения сварочного аппарата можно использовать кабели — заземление и тот, что идет к держателю, или прикрутить алюминиевый провод прямо к клеммам. Постарайтесь подключить цепь как можно быстрее после заполнения и включите регулятор напряжения на минимум, включите рубильник и проверьте напряжение.
Постарайтесь подключить цепь как можно быстрее после заполнения и включите регулятор напряжения на минимум, включите рубильник и проверьте напряжение.
Сначала возможен скачок до 240-250А, но по мере прогрева и застывания массы он будет падать, и можно постепенно увеличивать по мере необходимости.
Заключение
Так как прогревать бетон сварочным аппаратом нужно постепенно, проверяйте напряжение каждые 2 часа, постепенно повышая его (читайте также статью «Фундаменты: что это такое и как это делается правильно»).
Примерно за 8 часов вы достигнете максимума и в течение 3 дней печка должна просохнуть (но это не степень эксплуатации).
Бетонирование – один из основных строительных процессов. Замерзание незастывшей бетонной смеси приводит к значительной потере прочности готовой конструкции, так как кристаллы льда вызывают расширение и разрушение конструкции.Нагрев бетона электродами позволяет проводить строительные работы зимой без ухудшения качества готовой конструкции.
Электродный метод не требует использования сложного оборудования. Принцип работы основан на свойствах электрического тока – при прохождении влажной среды выделяется тепло, что способствует прогреву бетонной смеси и ее равномерному затвердеванию.
Режимы нагрева бетона электродами
Режим выбирается исходя из массивности и геометрии конструкции, марки бетонной смеси, погодных условий, эксплуатации возводимой конструкции.Электродный прогрев бетона осуществляется по одной из следующих схем:
- в две стадии: прогрев бетонной смеси и последующая изотермическая выдержка;
- два этапа: нагрев и охлаждение с полной теплоизоляцией или сооружением нагревательной опалубки;
- три стадии: нагрев, изотермическая выдержка, охлаждение.
При нагреве бетона электродами критически важно соблюдать температурные параметры.Процесс начинают с +5 градусов, затем температуру повышают со скоростью 8-15 градусов в час. Максимальные допуски зависят от марки бетона и составляют +55…+75 градусов. Для контроля проводятся периодические измерения температуры.
Максимальные допуски зависят от марки бетона и составляют +55…+75 градусов. Для контроля проводятся периодические измерения температуры.
Время изотермической выдержки определяется на основании лабораторных исследований кубической прочности на сжатие. Зависит от марки цемента, температуры нагрева и требуемой прочности готового бетона.
Допустимая скорость охлаждения 5-10 град/час.Точный параметр зависит от объема конструкции. Повторная изоляция после зачистки требуется, если разница температур окружающего воздуха и бетонных поверхностей составляет более 20 градусов.
Разновидности электролитов для прогрева бетона
В зависимости от типа и геометрии конструкции для нагрева бетона используются разные электроды. Для каждого из них разработана своя схема подключения:
- Струны.
- Стержень.
- Пластинчатый.
- Полосатый.
Струны. Изготавливаются из арматуры длиной 2–3 м и диаметром 10–15 мм. Используется для колонн и других подобных вертикальных конструкций. Подключение к разным фазам. В качестве одного из электродов может быть использован армирующий элемент.
Используется для колонн и других подобных вертикальных конструкций. Подключение к разным фазам. В качестве одного из электродов может быть использован армирующий элемент.
Стержень. Представляют собой куски арматуры толщиной 6–12 мм. Они располагаются в решении рядами с расчетным шагом. Первый и последний электрод в ряду подключаются к одной фазе, остальные ко 2-й и 3-й.Они используются для сюжета любой сложной геометрии.
Пластинчатый. Они подвешиваются на противоположных краях опалубки без заглубления в раствор и соединяются с разными фазами. Электроды создают электрическое поле, которое нагревает бетон.
Полосатый. Изготавливаются в виде металлических полос шириной 20-50 мм. Их помещают на поверхность раствора с одной стороны конструкции и соединяют с разными фазами.Используется для плит перекрытий и других элементов в горизонтальной плоскости.
Методы установки электродов в конструкцию
Электродный нагрев бетона применяют при возведении стен, колонн, диафрагм и других вертикальных элементов.
Этот метод не подходит для изготовления плит.
Электроды вводятся в залитый раствор с расчетным шагом (60–100 см) в зависимости от геометрии конструкции и погодных условий. Локальный перегрев отрицательно сказывается на качестве бетона, поэтому размещение электродов должно быть равномерным.Проект планировки составляется с учетом основных норм:
- минимальное расстояние между электродами 200-400 мм;
- расстояние от электродов до стержней рамы 50-150 мм;
- расстояние от электрода до технологического шва конструкции — не менее 100 мм;
- Расстояние от наружного ряда до опалубки — не менее 30 мм.
При невозможности выполнения этих требований из-за размеров или конструктивных особенностей нагреваемых поверхностей электроды во взрывоопасных зонах должны быть изолированы эбонитовой трубкой.
После заливки бетона нужно накрыть отапливаемый участок рубероидом, пленкой или другим теплоизоляционным материалом – без дополнительного утепления отопление не имеет смысла.
На электроды подается однофазный или трехфазный переменный ток через понижающий трансформатор, включенный по схеме. Постоянный ток использовать нельзя, так как он запускает процесс электролиза. В электрическую цепь должны быть включены управляющие устройства – по мере ее затвердевания требуется регулировать параметры подаваемого тока.
Правила безопасности при электродном нагреве
Применение технологии прогрева бетона электродами на строительной площадке требует повышенного внимания к соблюдению правил техники безопасности:
- Нагрев наполнителя с армирующей конструкцией осуществляется при пониженном напряжении (60–127 В).
- Использование напряжения до 220 В возможно для обогрева придомовой территории, не содержащей токопроводящих элементов (металлический каркас, арматура) и не связанной с соседними конструкциями.
- Прогрев напряжением до 380 В допускается в исключительных случаях для неармированных профилей.

- Электроды должны быть установлены в строго определенных проектом местах. Категорически запрещается допускать их контакт с армирующими элементами – это приведет к короткому замыканию и выходу оборудования из строя.
Электродный прогрев бетонной смеси должен производиться в строгом соответствии с технологией. Нарушение временного или температурного режима, схемы размещения электродов может привести к локальному перегреву и недостаточному набору прочности, что впоследствии приведет к появлению трещин в конструкции и возможному разрушению.При правильном выполнении работы раствор затвердевает с равномерной усадкой, что обеспечивает однородную структуру полученного материала и прочность изделия в процессе эксплуатации.
NASD — Безопасность дуговой сварки
электродуговой сварщик остается одним из самых полезных и экономящих время сварочных аппаратов.
единиц торгового оборудования. Почти на каждой ферме, ранчо и профессиональном
Сельскохозяйственный цех оборудован одним или несколькими сварочными аппаратами, которые
используются для изготовления, ремонта и/или образовательных программ. Большинство этих сварочных аппаратов обычно имеют трансформатор переменного / постоянного тока на 240 вольт.
Большинство этих сварочных аппаратов обычно имеют трансформатор переменного / постоянного тока на 240 вольт.
типы, использующие электричество в качестве источника энергии. Портативные сварочные аппараты
относятся к типу двигателей с дизельным/бензиновым двигателем. Правильно установлен
и используемый дуговой сварщик очень безопасен, но при неправильном использовании
оператор может подвергаться ряду опасностей, включая
токсичные пары, пыль, ожоги, пожары, взрывы, поражение электрическим током,
радиация, шум и тепловая нагрузка.Любая из этих опасностей может
привести к травме или смерти. Следуя предложениям и рекомендациям
в этой брошюре риски могут быть значительно сведены к минимуму.
Когда
приобретая дуговой сварочный аппарат, вы можете быть уверены в безопасности конструкции
если устройство соответствует требованиям Национальной ассоциации производителей электроэнергии
(NEMA) или стандарты безопасности для дуговых сварщиков, как
определяется Underwriters Laboratories (UL). Будьте уверены, что
Будьте уверены, что
приобретаемый вами сварочный аппарат имеет печать одобрения одного
этих организаций.
Перед установкой дугового сварочного аппарата вы должны определить,
Существующая электрическая система адекватна повышенному
нагрузка, необходимая сварщику. Ваш местный поставщик электроэнергии или
квалифицированный электрик может помочь вам определить это.Для вашей безопасности очень важно устанавливать сварочный аппарат в
соответствие штату Аризона, безопасности и гигиене труда
Правила Администрации (AOSHA) и National Electric
Код (NEC) квалифицированным электриком. Несоблюдение этого может
привести к пожару, замыканию на землю или отказу оборудования. Следующее
правила не являются полным списком, но являются особенно важными рекомендациями, которые
следует придерживаться:
- рама или корпус сварочного аппарата должны быть должным образом заземлены.

- А
предохранительный разъединитель или контроллер должны быть
рядом с машиной (см. рис. 1). - сварщик или сварщики должны быть защищены
плавкий предохранитель или автоматический выключатель на независимой цепи.
сварочный аппарат должен находиться в помещении с достаточной вентиляцией.Как правило, при сварке металлов не учитывают
опасная, система вентиляции, которая будет перемещать как минимум
2000 кубических футов воздуха в минуту (CFM) на одного сварщика является удовлетворительным.
Однако многие материалы считаются очень опасными и должны
производить сварку только в хорошо проветриваемых помещениях, чтобы предотвратить
накопление токсичных материалов или для устранения возможного кислорода
недостаток не только для оператора, но и для других в непосредственной близости
окрестности. Такая вентиляция должна обеспечиваться вытяжкой.
Такая вентиляция должна обеспечиваться вытяжкой.
система расположена как можно ближе к рабочему месту (см. рис.
2). При сварке или резке металлов с опасными покрытиями, такими как
в качестве оцинкованного металла оператор должен использовать тип с подачей воздуха
респиратор или респиратор, специально предназначенный для фильтрации
специфический металлический дым. Материалы, отнесенные к особо опасным
категория — флюсы для сварочных прутков, покрытия или другие материалы.
содержащие соединения фтора, цинка, свинца, бериллия, адмия,
и ртуть.Некоторые чистящие и обезжиривающие составы, а также
поскольку металлы, которыми они были очищены, также опасны. Всегда
соблюдайте меры предосторожности производителя перед сваркой или резкой
при наличии этих материалов.
дуговая сварка способна создавать температуры, превышающие
10 000 градусов по Фаренгейту, поэтому важно, чтобы рабочее место
сделать пожаробезопасным. Этого можно добиться, используя металлические листы.
Этого можно добиться, используя металлические листы.
или огнеупорные шторы в качестве противопожарных барьеров. Пол должен
быть бетоном или другим огнеупорным материалом. Трещины в
пол должен быть заполнен, чтобы предотвратить искры и горячий металл от
вход. Когда работа не может быть перемещена в пожаробезопасную зону, тогда
область должна быть сделана безопасной путем удаления или защиты горючих материалов
от источников возгорания.В определенных сварочных ситуациях это может
необходимо попросить кого-нибудь следить за пожарами, которые могут
незамеченными, пока сварщик не закончит работу.
Подходит
средства пожаротушения, такие как ведра с песком или
сухой химический огнетушитель типа АВС должен быть легко
доступный. Огнетушитель должен быть достаточно большим для
ситуация с размером 10 #, подходящим для большинства ферм и школ
магазины.![]()
Очень важно, чтобы оператор и помощники были должным образом одеты.
и защищены от жары, ультрафиолетовых лучей и искр,
производится дуговой сваркой (см. рис. 3). Для защиты тела
пара огнезащитных комбинезонов с длинными рукавами без манжет
хороший выбор. Всегда избегайте одежды с прорехами, зацепками, прорехами,
или изношенные места, так как они легко воспламеняются от искр.Рукава
и воротники должны быть застегнуты. Руки должны быть защищены
в кожаных перчатках. Пара высоких кожаных ботинок,
желательно защитную обувь, это хорошая защита для ног. Если
надеты низкие туфли, лодыжки должны быть защищены огнестойкими
леггинсы. Глаза должны быть защищены прозрачными очками, если
человек носит очки по рецепту или защитные очки, если нет. Сварочный шлем или защитный щиток с фильтрующей пластиной и крышкой
Сварочный шлем или защитный щиток с фильтрующей пластиной и крышкой
пластина обязательна для защиты глаз от вредных лучей
дуги. Фильтрующая пластина должна иметь оттенок не ниже #10 для
общая сварка до 200 ампер. Однако некоторые операции
такие как угольно-дуговая сварка и сварочные операции с более высоким током
требуют более темных оттенков. Никогда не используйте шлем, если фильтрующая пластина
или защитная линза треснула или сломалась.Огнеупорная тюбетейка
для защиты волос и головы, а также для защиты слуха в
рекомендуется шумные ситуации.
Пластик
одноразовые зажигалки очень опасны при жаре
и пламя. Очень важно, чтобы они не попали в
карманы во время сварки. Всегда обеспечивайте защиту окружающих
или других рабочих путем сварки внутри должным образом экранированной зоны,
если возможно. Если невозможно работать внутри экранированной зоны,
Если невозможно работать внутри экранированной зоны,
защиту окружающих должен обеспечивать переносной экран
или щитом, или тем, что на них надеты защитные очки.
Это
Важно, чтобы каждый, кто работает с дуговой сваркой, был проинструктирован
по безопасному использованию квалифицированным учителем или сварщиком.
Потому что
из-за их потенциально взрывоопасной природы, мы настоятельно рекомендуем
запрещается производить сварку, резку или горячую обработку использованных
бочки, бочки, цистерны или другие емкости ни при каких обстоятельствах.
Если возможно,
свариваемые изделия должны располагаться на поверхности из огнеупорного кирпича
на удобной высоте. Сварка никогда не должна выполняться напрямую
на бетонном полу. Тепло от дуги может привести к тому, что пар
Тепло от дуги может привести к тому, что пар
скопления на полу, которые могут привести к взрыву. То
кабели сварочного аппарата должны располагаться так, чтобы искры и расплавленный
металл на них не упадет.Их также следует держать свободными.
смазки и масла и расположены там, где они не будут перемещаться
над.
Электрический
сварщики могут умереть от удара током. Если операция сварки
должно быть сделано на стали или другом проводящем материале изоляционном
мат должен использоваться под оператором. Если зона сварки
мокрый или влажный или оператор сильно потеет, то он/она
под сварочные перчатки следует надевать резиновые перчатки.
Это
легче и безопаснее установить дугу на чистой поверхности, чем
грязный или ржавый. Поэтому металл всегда должен быть тщательно
Поэтому металл всегда должен быть тщательно
очищают проволочной щеткой или другим способом перед сваркой.
При измельчении шлака или зачистке готового борта проволочной щеткой
оператор всегда должен быть уверен, что защищает свои глаза и тело
от летящих шлаков и стружки.Неиспользованные электроды и электрод
заглушки нельзя оставлять на полу, так как они создают скольжение
опасность. С горячим металлом следует обращаться с помощью металлических щипцов или плоскогубцев. При закалке горячего металла в воде следует соблюдать осторожность.
для предотвращения болезненных ожогов от выходящего пара. Любой металл
оставленный остывать, должен быть тщательно помечен мыльным камнем «ГОРЯЧИЙ».
Когда сварка закончена на день или приостановлена на какой-либо
время, на которое электроды должны быть удалены из держателя. Держатель должен быть размещен так, чтобы исключить возможность случайного контакта.
Держатель должен быть размещен так, чтобы исключить возможность случайного контакта.
произойти, и сварщик должен быть отключен от питания
источник.
- Всегда
работайте в открытом хорошо проветриваемом помещении или проветривайте двигатель
выхлоп прямо на улицу. - Никогда
заправляйте двигатель во время работы или при наличии открытого
пламя. - Протирка
немедленно вылить пролитое топливо и дождаться рассеивания паров
перед запуском двигателя. *Никогда не сбрасывайте давление в радиаторе
крышка от двигателей с жидкостным охлаждением, пока они горячие, чтобы предотвратить
обварить себя. - Стоп
двигатель перед выполнением любого обслуживания или неисправности
стрельба. Система зажигания должна быть отключена, чтобы предотвратить
Система зажигания должна быть отключена, чтобы предотвратить
случайный запуск двигателя. - Хранить
все охранники и щиты на месте. - Хранить
руки, волосы и одежду вдали от движущихся частей.
место сварки всегда должно быть оборудовано противопожарным покрывалом и
хорошо укомплектованная аптечка.Желательно, чтобы один человек
пройти обучение по оказанию первой помощи при легких травмах, которые могут
происходить. Все травмы, какими бы незначительными они ни казались, могут стать
более серьезными, если их не лечит должным образом обученный медицинский персонал.
- Быть
Убедитесь, что сварочный аппарат правильно установлен и заземлен.
- Никогда
сварка без надлежащей вентиляции. - Взять
надлежащие меры предосторожности для предотвращения пожаров. - Защита
все ваше тело с огнезащитной одеждой, обувью и
перчатки. - Одежда
защита глаз в любое время. - Сварка
только в пожаробезопасной зоне. - Никогда
выполнять любые сварочные, режущие или огневые работы на бывших в употреблении барабанах, бочках,
резервуары или другие емкости. - Знак
металл «ГОРЯЧИЙ» с мыльным камнем. - Хранить
под рукой хорошо укомплектованная аптечка.
Номер публикации: 8818
Этот документ
находится отдельно от
серия из Cooperative Extension, Университет
Аризона, Тусон, AZ 85719. Дата публикации: май 1989 г.
Дата публикации: май 1989 г.
Копье
Флюгель, координатор по безопасности, и Брэдли Рейн, инженер
Специалист сельскохозяйственного колледжа Университета г.
Аризона, Тусон, AZ 85719.
Отказ от ответственности и информация о воспроизведении: Информация в
NASD не представляет политику NIOSH. Информация, включенная в
NASD появляется с разрешения автора и/или правообладателя.Более
BAK RoofOn R Edge Автоматический кровельный сварочный аппарат BAK-ROOFON-R-EDGE
Цена: 5 288 долларов. 90
90
Артикул #BAK-ROOFON-R-EDGE
Написать обзор!
Количество:
Описание
Просто — Легко — Доступно
Особенности:
Технические характеристики
Технические данные
 Потребляемая мощность (А): 15,0
Потребляемая мощность (А): 15,0Гарантия
Расширенная ограниченная гарантия на 2 года
ОБЪЕМ ГАРАНТИИ:
Настоящая Расширенная ограниченная гарантия распространяется на любые дефекты материалов и изготовления вашего нового Продукта в течение дополнительных двух (2) лет сверх ограниченной гарантии Производителя сроком на 1 (один) год.
HAPCO, Inc. по своему собственному усмотрению в течение срока действия Расширенной ограниченной гарантии отремонтирует или заменит Продукт, используя новые или восстановленные продукты или детали.Если HAPCO, Inc. решит заменить Продукт, настоящая расширенная ограниченная гарантия будет применяться только к оставшемуся гарантийному периоду с даты первоначальной покупки Продукта.
ОГРАНИЧЕНИЯ ПРИМЕНЕНИЯ:
ТРЕБОВАНИЯ К РАСШИРЕННОЙ ОГРАНИЧЕННОЙ ГАРАНТИИ НА 2 ГОДА:
 НЕУДАЧА РЕГИСТРАЦИИ ВАШЕГО НОВОГО ПРОДУКТА В ТЕЧЕНИЕ 30 ДНЕЙ ПОКУПКИ АННУЛИРУЕТ ВАШИ ПРАВА НА ДАННУЮ РАСШИРЕННУЮ ОГРАНИЧЕННУЮ ГАРАНТИЮ.
НЕУДАЧА РЕГИСТРАЦИИ ВАШЕГО НОВОГО ПРОДУКТА В ТЕЧЕНИЕ 30 ДНЕЙ ПОКУПКИ АННУЛИРУЕТ ВАШИ ПРАВА НА ДАННУЮ РАСШИРЕННУЮ ОГРАНИЧЕННУЮ ГАРАНТИЮ.Отзывы (0) • Написать обзор!
У этого товара пока нет отзывов.Написать обзор!
Алюминиевая прокладка высокочастотный сварочный аппарат с индукционным нагревом котировки в режиме реального времени, цены последней продажи -Okorder.com
Описание продукта:
Быстрые подробности
Тип: Другое
Место происхождения: Hebei, China (Mainland)
Фирменное наименование: CNBM Group
Номер модели: GGP600-0.
 2-H
2-HНапряжение: 1300A
Текущий: 450V
Вес: 2T-3T
Вес: 2T-3T
Использование: Угловая стальная сварка
Сертификация: ISO9001
Послепродажное обслуживание Предоставлено: Инженеры доступны для обслуживания Оборудование за рубежом
Частота: 150 ~ 200 кГц
Эффективность: более 85%
Труба: 200×200 мм ~ 300×300 мм
Толщина: 6.0~12,0 мм
Сварка: индукционная или контактная
Скорость: индукционная сварка ≥15 м/мин Контактная сварка ≥18 м/мин
цвет: охлаждение
05 вода вода или воздух вода
Обслуживание: простое и недорогое
Доска: самодельная
Упаковка и доставка
Детали упаковки: 9135 913Стандартная экспортная деревянная упаковка. 2. Фумигированные мореходные деревянные ящики 3.
 Верхние и нижние задние углы для подъема 4. Пометьте как требование заказчика
Верхние и нижние задние углы для подъема 4. Пометьте как требование заказчикаТехнические характеристики
ISO9001
ISO9001
ESO9001
Высокая эффективность и энергосберегающая
Китай Известный бренд
Полная цифровая система управления
Система HMI и диагностики неисправностейалюминиевый прокладки индукционного отопления высокочастотный сварочный аппарат
1.Область применения
Сварка стальных труб, сварка железных труб, сварка нержавеющих труб, сварка алюминиевых труб, сварка медных труб, сварка двутавровых балок и сварка специальных труб.
2. Функциональная структура
Твердотельное высокочастотное оборудование, в основном используемое для ВЧ-сварных стальных трубопроводов, представляет собой типичную переменно-частотную структуру переменного-постоянного-переменного тока. В выпрямителе используется 3-фазная мостовая схема тиристорного выпрямителя с управлением фазой, на стороне постоянного тока используется индуктор и конденсатор для создания LC-фильтра, который соответствует рабочим требованиям инвертора напряжения.
 Инвертор типа напряжения использует модульную параллельную структуру для увеличения мощности источника питания, каждый инверторный модуль представляет собой однофазную мостовую схему MOSFET, соединенную с последовательной резонансной схемой бака с помощью согласующего трансформатора ВЧ. С одной стороны, согласующий трансформатор обеспечивает согласование мощности и импеданса; с другой стороны, реализует электрическую изоляцию нагрузки и источника питания. Чтобы обеспечить эффективную и быструю защиту от перегрузки по току инвертора напряжения, наша компания представляет специальную и стабильную схему защиты от перегрузки по току, которая гарантирует безопасную и стабильную работу инвертора.
Инвертор типа напряжения использует модульную параллельную структуру для увеличения мощности источника питания, каждый инверторный модуль представляет собой однофазную мостовую схему MOSFET, соединенную с последовательной резонансной схемой бака с помощью согласующего трансформатора ВЧ. С одной стороны, согласующий трансформатор обеспечивает согласование мощности и импеданса; с другой стороны, реализует электрическую изоляцию нагрузки и источника питания. Чтобы обеспечить эффективную и быструю защиту от перегрузки по току инвертора напряжения, наша компания представляет специальную и стабильную схему защиты от перегрузки по току, которая гарантирует безопасную и стабильную работу инвертора.Полный комплект полупроводникового ВЧ сварочного аппарата состоит из распределительного шкафа, выпрямительного шкафа, инверторного выходного шкафа, соединительного оптического волокна, циркуляционной системы охлаждения мягкой водой, центрального пульта оператора, устройства механической регулировки, контактной сварки etc
3.
 Крупная структура квадратной трубки HF индукционная сварочная машина
Крупная структура квадратной трубки HF индукционная сварочная машина 4. Обратная связь составляющая
Весь набор твердого состояния H.F. сварочный аппарат состоит из распределительного шкафа выпрямительного, шкафа инверторного вывода, соединительного оптического волокна, циркуляционной системы охлаждения мягкой водой, центрального пульта оператора, устройства механической регулировки, контактной приварки полюсной пластины и контактного штифта (контактная сварка) и др. 5 90 900 3
9000 Выпрямительный шкаф распределительного устройства
Разработанный с интеграцией шкафа распределительного устройства и выпрямительной части, помимо выполнения функций шкафа распределительного устройства, он также имеет функции выпрямления и управления полупроводниковыми H.Ф. сварщики.
Установлен линейный выключатель, линейный амперметр, вольтметр (с возможностью переключения) и лампа индикации линейного напряжения.

Установлен 3-фазный полностью управляемый тиристорный выпрямительный мост для реализации регулировки мощности ВЧ-сварочного аппарата.
Установлен плосковолновый реактор, плосковолновый конденсатор и фильтр для улучшения коэффициента плосковолнового излучения.
0
Инвертор Выходной шкаф
Инверторная часть состояла из мозгов однофазного инвертора MOSFET, подключенного параллельно.Мощность однофазного моста 120кВт; инверторный мост использует метод строительных блоков для реализации суперпозиции мощности. Каждая деталь мостовых пластин имеет форму выдвижного ящика, который очень легко установить и отремонтировать.
Согласующий трансформатор используется для силовой комбинации, а также использует выходной метод с вторичным резонансом и несварочным трансформатором, резонансный конденсатор цепи резервуара (низкое напряжение) резонирует с датчиком напрямую, а выходная полюсная пластина обеспечивает замену пластины для сварки труб.

Принят герметичный корпус оборудования, установленный с кондиционером.
Циркуляционная система охлаждения мягкой водой
Центральный пульт управления
Реализует полупроводниковую высокочастотную сварку с дистанционным управлением и регулированием мощности, оснащен ЖК-дисплеем, показывающим напряжение якоря, индикацию напряжения возбуждения, привода постоянного тока и напряжения постоянного тока, индикацию постоянного тока H.Ф. сварщики.
Устройство механической регулировки
Применяется для установки выходного шкафа инвертора и регулировки положения индуктора. 2D и 3D регулируемые.
Положите этот клей! 10 мощных методов сварки пластика
Многим нашим читателям интересно узнать о непростом мире клеев для пластмасс и сварки пластмасс. При выборе подходящего клея для пластика вы можете пожалеть, что не специализировались в области химии, сварка, возможно, является лучшим методом сплавления двух пластиковых компонентов.
 Это, как правило, более эффективно, чем использование клея, и его можно сделать быстро и дешево, если у вас есть подходящие инструменты.
Это, как правило, более эффективно, чем использование клея, и его можно сделать быстро и дешево, если у вас есть подходящие инструменты.Техник сварки пластика так много, что я даже не смог уместить их все в этой статье. Вот только 10 примеров, чтобы дать вам представление о множестве доступных опций.
1) Экструдированное уплотнение
Валик из одного и того же материала экструдируется между двумя секциями, а затем две секции сразу же спрессовываются вместе.Теплоты в экструдированном валике достаточно, чтобы вызвать его сварку с соседними поверхностями.
2) Сварка трением
Быстрые угловые колебания применяются для нагрева соединяемых пластиковых деталей. Этот вариант процесса сварки вращением используется для деталей, которые не симметричны относительно оси вращения. Оборудование должно быть запрограммировано на остановку, когда детали находятся в правильном положении для соединения.

3) Высокочастотная сварка
Способ сварки пластмассовых деталей, при котором соединяемые поверхности нагреваются за счет контакта с электродами высокочастотного электрического генератора.
4) Сварка горячим газом
Сварочные пистолеты для пластмасс содержат камеру с электрическим или газовым нагревом, через которую проходит газ, обычно сухой воздух или азот. Нагретый газ направляется на свариваемое соединение, при этом к нагретому участку прикладывается стержень из того же материала, что и свариваемый термопласт.
5) Горячая пластина (горячий инструмент) Сварка
Две соединяемые пластмассовые поверхности сначала слегка прижимают к нагретой металлической поверхности, которая может быть покрыта ПТФЭ для предотвращения прилипания, пока поверхностные слои не расплавятся.Затем поверхности быстро соединяют и выдерживают под легким давлением, пока они не остынут.
6) Индукционная сварка
Токопроводящая металлическая вставка помещается на стык двух соединяемых секций.
 Прилагая давление, чтобы удерживать секции вместе, сварщик нагревает металлическую вставку с помощью высокочастотного генератора до тех пор, пока окружающий пластиковый материал не размякнет и не сварится вместе, а затем охладит соединение.
Прилагая давление, чтобы удерживать секции вместе, сварщик нагревает металлическую вставку с помощью высокочастотного генератора до тех пор, пока окружающий пластиковый материал не размякнет и не сварится вместе, а затем охладит соединение.7) Лазерная сварка
Две детали подвергаются давлению, пока лазерный луч перемещается по линии соединения.Луч проходит через первую часть и поглощается либо второй частью, либо поглощающим покрытием, выделяя достаточно тепла, чтобы смягчить поверхность раздела и создать прочный сварной шов.
8) Сварка растворителем
Сварщик наносит растворитель, способный размягчить соединяемые поверхности, и прижимает размягченные поверхности друг к другу. Адгезия достигается за счет испарения растворителя, абсорбции растворителя соседними материалами и/или полимеризации растворяющего цемента.
9) Сварка вращением
Пластмассовые детали круглого сечения вращают, одна часть которых соприкасается с другой, до тех пор, пока в результате трения не будет выделено достаточное количество тепла, чтобы вызвать расплавление на границе раздела, которое затвердевает под давлением, когда вращение останавливается для сварки изделий друг с другом.
 Процесс может быть выполнен вручную на сверлильном станке с подходящими патронами для удержания деталей или может быть автоматизирован путем добавления устройств для подачи, синхронизации, контроля хода и давления пресса и выталкивания.
Процесс может быть выполнен вручную на сверлильном станке с подходящими патронами для удержания деталей или может быть автоматизирован путем добавления устройств для подачи, синхронизации, контроля хода и давления пресса и выталкивания.10) Ультразвуковая сварка
Способ сварки или герметизации термопластов, при котором нагрев осуществляется с помощью вибрационного механического давления на ультразвуковых частотах (от 20 до 40 кГц). Электрическая энергия преобразуется в ультразвуковые колебания преобразователем, направляемым на место сварки с помощью рупора , а локальное тепло генерируется трением вибрации на соединяемых поверхностях.
Я пропустил ваш любимый метод сварки пластика? Есть вопрос? Расскажите мне об этом в разделе комментариев ниже.
Хотите узнать больше о технологиях производства пластмасс? Загрузите наш бесплатный глоссарий!
Приварка шпилек – обзор
6.
 04.1 Введение
04.1 ВведениеВероятно, никакая другая техника не была и не имеет более важного значения для долговечности, удобства и развития человечества, чем сварка. Это важный процесс построения нашего мира в различных аспектах, включая сельское хозяйство посредством производства культиваторов, тракторов и комбайнов; переработка пищевых продуктов путем производства дробилок, варочных аппаратов и конвейеров; добыча полезных ископаемых путем производства сверл, экскаваторов и трамваев; перевозки за счет производства грузовиков, поездов, кораблей, автомобилей, автобусов и самолетов; обеспечение безопасности при производстве танков, ракет и подводных лодок; производство и передача электроэнергии; информационная связь; и сотни других приложений ( 1 ).
Сварка — это технология, обеспечивающая самый быстрый, прочный и экономичный способ соединения металлов. Область сварки перешла от угольных печей и молотов, используемых для ковки чугуна, к современным методам, таким как концентрированные ускоренные свободные электроны электронно-лучевого процесса и преимущества роботов и лазеров.
 Сварка берет свое начало в огне кузнецов, которые могли выковать два раскаленных добела куска металла вместе с ударами молота и терпением ( 2 ).
Сварка берет свое начало в огне кузнецов, которые могли выковать два раскаленных добела куска металла вместе с ударами молота и терпением ( 2 ).Предварительно простым определением сварки было «соединение металлов путем нагревания их до расплавленного состояния и сплавления». С ростом прогресса в процессах и технологиях сварки определение изменилось. Совершенно справедливо сказать, что сварной шов прочнее основного металла. Помимо классических областей применения сварки, таких как судостроение, автомобилестроение, строительство зданий и трубопроводов, в настоящее время методы сварки используются в более сложных областях применения, включая авиацию, космические аппараты и ядерные реакторы.
Традиционно дуговая сварка и сварка в кислородно-ацетиленовом топливе были двумя основными методами сварки, но в настоящее время используются более современные технологии, такие как импульсная газовая вольфрамовая дуговая сварка (GTAW), плазменная сварка и резка, дуга под флюсом, импульсная газовая сварка металлического газа ( GMAW), электронно-лучевая и лазерная сварка.
 В основном, существует два типа сварки, а именно плавление и неплавление. Первый является наиболее распространенным и включает в себя фактическое плавление соединяемых исходных металлов. Сварка неплавлением чаще всего представлена пайкой и пайкой, при которой основной металл нагревается, но не плавится, а между ними расплавляется второй или «присадочный» металл, образуя прочную связь при охлаждении ( 3 ).
В основном, существует два типа сварки, а именно плавление и неплавление. Первый является наиболее распространенным и включает в себя фактическое плавление соединяемых исходных металлов. Сварка неплавлением чаще всего представлена пайкой и пайкой, при которой основной металл нагревается, но не плавится, а между ними расплавляется второй или «присадочный» металл, образуя прочную связь при охлаждении ( 3 ).6.04.1.1 История сварки
Самые ранние свидетельства сварки восходят к бронзовому веку. Самыми ранними примерами сварки являются сварные золотые ящики, относящиеся к бронзовому веку. Египтяне также научились искусству сварки. Некоторые из их железных инструментов были сделаны сваркой. В средние века на первый план вышла группа специализированных рабочих, называемых кузнецами. Кузнецы Средневековья сваривали различные виды железных орудий с помощью ковки. Методы сварки оставались более или менее неизменными до начала девятнадцатого века.В девятнадцатом веке были сделаны крупные прорывы в области сварки.
 Использование открытого пламени (ацетилена) стало важной вехой в истории сварки, поскольку открытое пламя позволило изготавливать сложные металлические инструменты и оборудование. Англичанин Эдмунд Дэви открыл ацетилен в 1836 году, и вскоре ацетилен стал использоваться в сварочной промышленности. В 1800 году сэр Хамфри Дэви изобрел инструмент с батарейным питанием, который мог создавать дугу между угольными электродами. Этот инструмент широко использовался при сварке металлов.В 1881 году французскому ученому Огюсту де Меритенсу удалось сплавить свинцовые пластины с помощью тепла, выделяемого дугой. Позже русский ученый Николай Н. Бенардос и его соотечественник Станислав Ольшевский разработали электрододержатель, на который они получили патенты США и Великобритании.
Использование открытого пламени (ацетилена) стало важной вехой в истории сварки, поскольку открытое пламя позволило изготавливать сложные металлические инструменты и оборудование. Англичанин Эдмунд Дэви открыл ацетилен в 1836 году, и вскоре ацетилен стал использоваться в сварочной промышленности. В 1800 году сэр Хамфри Дэви изобрел инструмент с батарейным питанием, который мог создавать дугу между угольными электродами. Этот инструмент широко использовался при сварке металлов.В 1881 году французскому ученому Огюсту де Меритенсу удалось сплавить свинцовые пластины с помощью тепла, выделяемого дугой. Позже русский ученый Николай Н. Бенардос и его соотечественник Станислав Ольшевский разработали электрододержатель, на который они получили патенты США и Великобритании.В 1890-х годах одним из самых популярных методов сварки была углеродная дуговая сварка. Примерно в то же время американец C.L. Коффин получил патент США на дуговую сварку металлическим электродом. Н.Г. Славянов из России использовал тот же принцип для литья металлов в формы.
 Металлический электрод с покрытием был впервые представлен в 1900 году Штроменгером. Покрытие известью помогло дуге стать более стабильной. В этот период был разработан ряд других сварочных процессов. Некоторые из них включали шовную сварку, точечную сварку, стыковую сварку оплавлением и рельефную сварку. Примерно в это же время стержневые электроды стали популярным инструментом для сварки.
Металлический электрод с покрытием был впервые представлен в 1900 году Штроменгером. Покрытие известью помогло дуге стать более стабильной. В этот период был разработан ряд других сварочных процессов. Некоторые из них включали шовную сварку, точечную сварку, стыковую сварку оплавлением и рельефную сварку. Примерно в это же время стержневые электроды стали популярным инструментом для сварки.После окончания Первой мировой войны Комфорт Эйвери Адамс основал Американское общество сварщиков. Целью общества было продвижение сварочных процессов.CJ Holstag также изобрел переменный ток в 1919 году. Однако переменный ток впервые стал коммерчески использоваться в сварочной промышленности только в 1930-х годах. Автоматическая сварка была впервые внедрена в 1920 году. Изобретена П.О. Nobel, автоматическая сварка объединила использование напряжения дуги и неизолированных электродных проволок. Он использовался для ремонта и литья металлов. В течение этого десятилетия также было разработано несколько типов электродов.

Нью-Йоркская военно-морская верфь разработала сварку шпилек. Приварка шпилек все чаще использовалась в строительной отрасли, а также в судостроении.Именно в это время Национальная трубная компания разработала процесс сварки, называемый дуговой сваркой с удушением. В судостроении процесс приварки шпилек был заменен более совершенной дуговой сваркой под флюсом. Новый тип сварки для бесшовной сварки алюминия и магния был разработан в 1941 году Мередит. Этот запатентованный процесс стал известен как сварка Heliarc ® . Дуговая сварка металлическим электродом в среде защитных газов, или GTAW, стала еще одной важной вехой в истории сварки; он был разработан в Мемориальном институте Баттеля в 1948 году.Сварочный процесс CO 2 , популяризированный Любавским и Новошиловым в 1953 году, был первым выбором для сварки сталей, поскольку он был сравнительно экономичным. Вскоре электродные проволоки меньшего диаметра сделали сварку тонких материалов более удобной. В 1960-х годах в сварочной промышленности произошло несколько достижений: сварка с двойным экраном и внутренним экраном, а также электрошлаковая сварка были одними из важных достижений десятилетия в области сварки.
 В это же время Гейдж изобрел плазменно-дуговую сварку.Он использовался для напыления металла. Французы также разработали электронно-лучевую сварку, которая до сих пор используется в авиастроении США.
В это же время Гейдж изобрел плазменно-дуговую сварку.Он использовался для напыления металла. Французы также разработали электронно-лучевую сварку, которая до сих пор используется в авиастроении США.Некоторые из последних достижений в области сварки включают процесс сварки трением, разработанный в России, и лазерную сварку. Лазер изначально был разработан в Bell Telephone Laboratories, но в настоящее время используется для различных видов сварочных работ. Из-за огромной концентрации энергии в небольшом пространстве он оказался мощным источником тепла.Это связано с присущей лазерам способностью обеспечивать точность всех видов сварочных работ. В Советском Союзе была разработана сварка трением, в которой для обеспечения теплоты трения используется скорость вращения и давление осадки. Это специализированный процесс, который применяется только там, где необходимо сварить достаточное количество однотипных деталей из-за первоначальных затрат на оборудование и инструменты. Этот процесс называется инерционной сваркой.

Недавно компания Pulsar Ltd представила магнитно-импульсную сварку.Израиля, использующих емкостную энергию в качестве процесса сварки твердого тела. Разряжая 2 миллиона ампер менее чем за 100 мкс, этот процесс может создать металлургический, неметаллургический или механический замок, в зависимости от задействованной подложки. Зона термического влияния (ЗТВ) не создается, так как происходит повышение температуры всего на 30 °C.
За последние 50 лет в сварке появилось больше инноваций, а с изобретением лазера использование лазерного луча для сварки стало популярным на автоматизированных предприятиях.Также было внесено много улучшений в области безопасности, а инструменты, оборудование и защитная одежда теперь делают сварку очень безопасным занятием ( 4 ).
6.04.1.2 Промышленная автоматизация
В условиях современного глобального рынка производственные организации сталкиваются с конкуренцией как на национальном, так и на международном уровне, что вынуждает их к дальнейшему совершенствованию своей деятельности.
 С этой целью концепция компьютерного интегрированного производства (CIM) была введена в различных производственных средах с различными целями, включая повышение производительности труда человека, улучшение качества продукции, повышение производительности капитальных ресурсов и обеспечение быстрого реагирования на требования рынка.Стратегия CIM заключается в интеграции информационных баз различных единиц автоматизации в обычные рамки производства. В этом отношении CIM можно рассматривать как систему управления с замкнутым контуром, где типичным входом является заказ продукта, а соответствующим выходом — доставка готового продукта ( 5 ).
С этой целью концепция компьютерного интегрированного производства (CIM) была введена в различных производственных средах с различными целями, включая повышение производительности труда человека, улучшение качества продукции, повышение производительности капитальных ресурсов и обеспечение быстрого реагирования на требования рынка.Стратегия CIM заключается в интеграции информационных баз различных единиц автоматизации в обычные рамки производства. В этом отношении CIM можно рассматривать как систему управления с замкнутым контуром, где типичным входом является заказ продукта, а соответствующим выходом — доставка готового продукта ( 5 ).Автоматизация физических производственных процессов в цехе является ключевым компонентом стратегии CIM по повышению производительности. В этом контексте роботы сыграли важную роль в автоматизации различных операций.Роботы успешно автоматизируют простые и повторяющиеся операции, одновременно повышая качество выпускаемой продукции во многих областях производства.
 Использование роботов также весьма желательно в опасных производственных операциях, таких как окраска распылением и сварка, которые представляют известные риски для здоровья людей-операторов.
Использование роботов также весьма желательно в опасных производственных операциях, таких как окраска распылением и сварка, которые представляют известные риски для здоровья людей-операторов.Промышленные роботы являются неотъемлемыми компонентами современной фабрики и, тем более, фабрики будущего. Спрос на использование роботов проистекает из потенциала гибких интеллектуальных машин, которые могут выполнять повторяющиеся задачи при приемлемом уровне затрат и качества.Наиболее активно роботы используются в автомобильной промышленности, и существует большой интерес к применению роботов для сварки и сборки, а также для обработки материалов. Типичные области применения роботов включают сварку, покраску, сборку, захват и перемещение (такие как упаковка, укладка на поддоны и технологии поверхностного монтажа), проверку продукции и тестирование; все это достигается с высокой выносливостью, скоростью и точностью.
Наиболее часто используемыми конфигурациями роботов являются шарнирные роботы, роботы SCARA, дельта-роботы и роботы с декартовыми координатами (также известные как портальные роботы или роботы x-y-z).В контексте общей робототехники большинство типов роботов попадает в категорию роботов-манипуляторов (присущая использованию слова «манипулятор» в ранее упомянутом стандарте ISO). Роботы обладают разной степенью автономности:
- •
Некоторые роботы запрограммированы на выполнение определенных действий снова и снова (повторяющиеся действия) без изменений и с высокой степенью точности. Эти действия определяются запрограммированными процедурами, которые определяют направление, ускорение, скорость, замедление и расстояние серии скоординированных движений.
- •
Другие роботы гораздо более гибкие в отношении ориентации объекта, над которым они работают, или даже задачи, которая должна выполняться на самом объекте, который роботу может даже потребоваться идентифицировать. Например, для более точного управления роботы часто содержат подсистемы машинного зрения, действующие как их «глаза», связанные с мощными компьютерами или контроллерами. Искусственный интеллект, или то, что за ним выдается, становится все более важным фактором в современном промышленном роботе.
Джордж Девол подал заявку на получение первых патентов на робототехнику в 1954 году (выдан в 1961 году). Первой компанией, производившей робота, была Unimation, основанная Деволом и Джозефом Ф. Энгельбергерами в 1956 году на основе оригинальных патентов Девола. Роботов Unimation также называли программируемыми машинами для переноса, потому что их основное применение поначалу заключалось в перемещении объектов из одной точки в другую на расстоянии менее дюжины футов или около того. Они использовали гидравлические приводы и были запрограммированы в совместных координатах; я.т. е. углы различных суставов сохранялись на этапе обучения и воспроизводились в процессе работы. Они были точными с точностью до 1/10 000 дюйма ( 5 ) (примечание: хотя точность не является подходящей мерой для роботов, обычно оценивается с точки зрения повторяемости). Позже Unimation передала лицензию на свою технологию компаниям Kawasaki Heavy Industries и GKN, производящим Unimates в Японии и Англии соответственно. Некоторое время единственным конкурентом Unimation была Cincinnati Milacron Inc. из Огайо. Ситуация радикально изменилась в конце 1970-х годов, когда несколько крупных японских конгломератов начали производить похожих промышленных роботов ( 6 ).
В 1969 году Виктор Шейнман из Стэнфордского университета изобрел стэнфордскую руку — полностью электрический шестиосный шарнирный робот, предназначенный для решения проблемы руки. Это позволило ему точно следовать произвольным траекториям в пространстве и расширило потенциальное использование робота до более сложных приложений, таких как сборка и сварка. Затем Шейнман разработал вторую руку для лаборатории MITAI, названную «ветвью Массачусетского технологического института». Шейнман, получив стипендию от Unimation для разработки своих проектов, продал эти разработки компании Unimation, которая доработала их при поддержке General Motors, а затем продала их как Программируемая универсальная машина для сборки (PUMA).
Промышленная робототехника получила широкое распространение в Европе, и компании ABB Robotics и KUKA Robotics вывели роботов на рынок в 1973 году. . Первые два робота IRB 6 были проданы компании Magnusson в Швеции для шлифовки и полировки изгибов труб и были запущены в производство в январе 1974 года. имеют шесть осей с электромеханическим приводом.
Интерес к робототехнике возрос в конце 1970-х годов, и многие американские компании вошли в эту область, в том числе крупные фирмы, такие как General Electric и General Motors (которые создали совместное предприятие FANUC Robotics с FANUC LTD из Японии). Среди американских компаний-стартапов были Automatics и Adept Technology, Inc. В разгар бума роботов в 1984 году Unimation была приобретена Westinghouse Electric Corporation за 107 миллионов долларов США. В 1988 году Westinghouse продала Unimation французской компании Stäubli Faverges SCA, которая до сих пор производит роботов с шарнирно-сочлененной рамой для общепромышленного применения и чистых помещений, и даже купила роботизированное подразделение Bosch в конце 2004 года.
Лишь нескольким неяпонским компаниям в конечном итоге удалось выжить на этом рынке, основными из которых были Adept Technology, Stäubli-Unimation, шведско-швейцарская компания ABB Asea Brown Boveri, немецкая компания KUKA Robotics и итальянская компания Comau.
6.04.1.3 Сварочные роботы
Интерес робототехники заключается в том, что это наука об оригинальных устройствах, сконструированных с высокой точностью, питаемых от постоянного источника питания и гибких с точки зрения программирования.Это не обязательно означает открытый исходный код, а вместо этого наличие мощных передовых программных интерфейсов и стандартов де-факто как для аппаратного, так и для программного обеспечения, обеспечивающих неограниченный доступ к системным возможностям. Это особенно необходимо в исследовательской среде, где необходим хороший доступ к ресурсам для реализации и проверки новых идей. Если это доступно, то системному интегратору (или даже исследователю) не потребуется программное обеспечение с открытым исходным кодом, по крайней мере, для традиционных областей робототехники (промышленные роботы-манипуляторы и мобильные роботы).На самом деле, этого также может быть очень трудно достичь, поскольку в этих областях робототехники десятилетия инженерных усилий достигают очень хороших результатов и надежных машин, с которыми непросто сравниться. Тем не менее, этот вопрос с открытым исходным кодом очень важен для новых исследований в области робототехники (таких как человекоподобная робототехника, космическая робототехника, роботы для медицинского использования) как способ распространения и ускорения разработки.
Промышленная роботизированная сварка на сегодняшний день является самым популярным применением робототехники во всем мире ( 7 ).На самом деле существует огромное количество изделий, в процессах сборки которых требуются сварочные операции. Автомобильная промышленность, вероятно, является наиболее важным примером, с операциями точечной сварки и сварки MIG/MAG в кузовных цехах сборочных линий. Тем не менее, все большее число малых предприятий, ориентированных на клиента, выпускают небольшие серии или уникальные изделия, рассчитанные на каждого клиента. Этим пользователям требуется хороший и высокоавтоматизированный процесс сварки, чтобы своевременно и качественно реагировать на потребности клиентов.Именно к этим компаниям наиболее применима концепция гибкого производства ( 8 , 9 ), явно поддерживаемая гибкими производственными установками (рис. 1). Несмотря на весь этот интерес, промышленная роботизированная сварка мало эволюционировала и далеко не является решенным технологическим процессом, по крайней мере, в общем виде. Процесс сварки сложен, его трудно параметрировать, а также эффективно контролировать и контролировать ( 10 – 14 ). На самом деле, большинство методов сварки до конца не изучены, а именно воздействие на сварные соединения, и используются на основе эмпирических моделей, полученных опытным путем в конкретных условиях.Влияние процесса сварки на свариваемые поверхности в настоящее время полностью не изучено. Сварка в большинстве случаев (например, сварка MIG/MAG) может создавать чрезвычайно высокие температуры, сосредоточенные в небольших зонах. Физически это приводит к тому, что материал испытывает чрезвычайно высокие и локализованные циклы теплового расширения и сжатия, которые вносят изменения в материалы, которые могут повлиять на его механическое поведение наряду с пластической деформацией ( 15 – 17 ).
Рис. 1. Зона промышленных роботов.
Воспроизведено из Pires, N.; Лурейро, А .; Bölmsjo, G. Сварочные роботы, технологии, системные проблемы и приложения ; Springer-Verlag: London, 2006.
Эти изменения должны быть хорошо известны, чтобы свести к минимуму последствия. Использование роботов для выполнения сварочных задач не является простым делом и было предметом различных исследований и разработок ( 18 – 22 ). И это потому, что в современном мире производится огромное количество разнообразных изделий, для сборки некоторых деталей которых используется сварка (рис. 2).Если процент сварочных соединений, включенных в изделие, достаточно велик, то для выполнения сварочной задачи следует использовать какую-либо автоматизацию. Это должно привести к удешевлению продукции, поскольку можно повысить производительность и качество, а также снизить производственные затраты и рабочую силу ( 23 ). Тем не менее, когда к сварочной установке добавляется робот, количество и сложность проблем возрастает.