
Формы для вибролитья: Формы для вибролитья пластиковые, эластичные. купить в Москве
Пластмассовые (пластиковые) формы для вибролитья.
Некоторые рассуждения о пластмассовых (пластиковых) формах для производства бетонной плитки.
1. Пластмассовые или пластиковые формы.
Для начала попробуем разобраться в терминах. Когда говорят пластмассовые или пластиковые формы, то, в большинстве случаев, подразумевают изделия из некой пластической массы, которой придали определенную форму. Разница в терминах обусловлена научным и бытовым названием.
Пластиком или пластмассой называются полимерные материалы, обладающие высокой пластичностью при небольшом нагревании, способные сохранять принятую форму после застывания, при этом не теряющие первоначальных свойств. Т.е.- всякая застывшая масса, сохраняющая высокие пластические свойства, называется пластмассой. В повседневной же жизни мы называем различную пластмассу одним обобщающим словом – пластик.
2. Пластмассовые формы – методы производства.
Два основных метода производства пластмассовых форм для производства бетонной плитки – литье под давлением на термопластавтоматах и вакуумная формовка.
Литьем под давлением выпускаются пластиковые формы для серийного производства продукции, например бетонной тротуарной или облицовочной плитки. Для их производства изначально необходимо спроектировать, а затем изготовить пресс форму, достаточно сложную и дорогую. Пресс форма монтируется на термопластавтомат, загружается сырье (например вторичный полипропилен) и далее происходит процесс ее расплавки, подачи по каналам в пресс форму, формование изделия в пресс форме, охлаждения и т.д.
Методом вакуумной формовки производят пластмассовые формы для малых архитектурных форм – вазоны, газонные камни, лавки и т.п. Для их производства изготавливают макет предполагаемого изделия из композитных материалов, легкосплавных металлов и т.п. Данный макет устанавливают на вакуум формовочную машину, накрывают листом пластика, нагревают, создают вакуум – пластиковый лист натягивается по макету. После принятия листом формы макета его охлаждают, снимают с макета и обрабатывают края.
После принятия листом формы макета его охлаждают, снимают с макета и обрабатывают края.
3. Литьевые Формы для производства тротуарной плитки.
Очень важно подобрать пластик с оптимальными характеристиками для конкретных видов форм. Ведь формы для тротуарной плитки различаются как различными конфигурациями, так и толщинами. Поэтому пластик должен быть, с одной стороны, достаточно жестким, чтобы выдерживать заданные линейные размеры изделий, так, с другой стороны, достаточно эластичным, чтобы легко произвести распалубку уже застывших в пластиковых формах бетонныхтротуарных плиток.
4. Распалубка бетонных изделий из пластмассовых форм.
При производстве брусчатки методом вибролитьевого формования (вибролитья) важную роль играет процесс распалубки (извлечения) застывшего бетонного изделия (тротуарной плитки) из пластмассовых форм. Следует помнить, что каким бы хорошим не был пластик, из которого изготовлена форма, применять к нему физические усилия нельзя. Поэтому распалубку тротуарной плитки следует производить на специальном оборудовании для производства плитки — распалубочном вибростоле. В идеале, для еще большей сохранности пластиковых форм, перед распалубкой их можно погрузить в теплую воду, но, как правило, при серийном производстве это на порядок тормозит производственный процесс.
5. Пластмассовые формы каких производителей лучше.
Опыт показывает, что выбор производителя форм осуществляется методом проб. Только сделав достаточно много заливок можно понять насколько пластмассовые формы из данного пластика, который использует производитель, подходят для вашего производства.
Технология вибролитья | ВяткаСтройДеталь
Производство брусчатки.
В последние годы активно внедряются в строительство мелкозернистые песчаные бетоны, где в качестве заполнителя применяется только песок.
Мелкозернистая структура этого материала обладает рядом достоинств, среди которых можно назвать следующие:
— возможность создания тонкодисперсной однородной высококачественной структуры безвключений крупных зерен;
— повышенная эффективность модификации материала химическими и минеральными добавками;
— высокая технологичность — возможность формирования изделий методом литья, прессования, штампования;
— возможность получения материалов с различными свойствами;
— возможность широкого применения местных материалов и, как правило, более низкая себестоимость по сравнению с классическим крупнозернистым бетоном.
Брусчатка, в основном, изготавливается из мелкозернистого бетона методом вибропрессования или вибролитья в пластиковые формы.
Технологический процесс производства брусчатки методом вибролитья состоит из следующих основных этапов*:
1. Приготовление бетонной смеси
Бетон приготавливается на 2-х бетоносмесителях с различными составами для двух слоёв брусчатки: фактурный слой обеспечивает основные качественные показатели брусчатки: истираемость, водопоглощение, морозостойкость, основной слой задает брусчатке необходимую толщину и является основным носителем прочности.
2.Формование брусчатки
Происходит на формовочном столе в специальные пластиковые формы в два приёма, вибрируется для уплотнения бетона и выхода пузырьков воздуха из смеси.
3.Твердение брусчатки
Поддоны с формами перевозятся в отдельное помещение, где происходит твердение в течение 24-48 часов при естественных условиях.
4.Расформовка.
Расформовка изделий может производится «сухим» или «мокрым» способом. Мокрая расформовка брусчатки, когда формы сначала помещают в ванну с тёплой водой, где происходит их расширение, а изделие после легко извлекается на вибростоле, является более щадящей процедурой для форм.
5.Обслуживание производства брусчатки.
Дополнительными операциями в производственном цикле брусчатки являются: погрузочно-разгрузочные и упаковочные работы, обслуживание оборудования,чистка бетоносмесителей и столов, промывка форм.
Брусчатка должна соответствовать ГОСТ 26633-91 «Бетоны тяжелые и мелкозернистые», ГОСТ 17608-91 «Плиты бетонные тротуарные», ГОСТ 13015-2003 «Изделия железобетонные и бетонные для строительства», или разработанным организацией и утвержденным в установленном порядкетехническим условиям ТУ.
Основные достоинства в технологии вибролитой брусчатки — простота ее изготовления,
лучшее качество поверхности, большая номенклатура изделий различной расцветки и конфигурации, что позволяют проявить фантазию и выкладывать всевозможные варианты рисунков.
При производстве изделий методом вибролитья для получения принципиально нового изделия, достаточно просто купить нужную форму и начать производство.
Недостатки: геометрия изделий зависит от качества форм, большая доля ручного труда, из-за чего трудно выйти на большие объемы, скользкая поверхность, особенно в зимний период, но на данный момент появилось большое количество изделий с поверхностью «шагрень», которая позволяет избегать этой проблемы.
Методом вибропрессования возможно выпускать большие объемы брусчатки, но сравнительно небольшого ассортимента, метод технологичен, автоматизирован и не требует большого количества ручного труда.
Основной недостаток – первоначальное значительное вложение денег, т.к. вибропрессованная брусчатка изготавливается преимущественно по иностранным технологиям и на иностранных технологических линиях.
При производстве методом вибропрессования для запуска нового изделия нужно покупать дорогостоящий блок «матрица — пуансон» и перенастраивать станок, а это дополнительные затраты времени и денег.
Различные технологии производства брусчатки соответствуют разным областям и условиям применения.
Выпускаемые изделия не конкурируют, а дополняют друг друга, и призваны удовлетворить широкие потребности индивидуального и массового застройщика.
Технология изготовления изделий предъявляет к бетонной смеси свои требования, для обеспечения которых необходимы соответствующий выбор сырья и состава бетона.
В бетонах наряду с цементом и заполнителем используются химические добавки различного назначения, активные минеральные наполнители, пигменты.
Укладка брусчатки ведется на выровненные основания, в большинстве случаев основанием служит гравийно-песчаная или песчаная подушка, для сложных условий предусмотрена цементно-песчаная смесь, (содержащая 100-150 кг цемента на 1 м3 песка), каждый слой тщательно выравнивается и уплотняется вибротрамбовочной машиной.
На покрытых брусчаткой площадях не скапливается грязь и не образуются лужи, поверхность абсолютно ровная, сухая и красивая.
Брусчатка легко собирается и разбирается, если под ней нужно отремонтировать водопровод или кабель, это обойдется без особых физических и материальных затрат.
*подробный технологический процесс производства изделий из мелкозернистых бетонов с рецептурами описан в Технологическом регламенте, входящем в пакет ТУ
Вибролитьевая технология производства | Вибролитье
Основные этапы:
1.Подготовка форм.
2.Приготовление бетонной смеси.
3.Формование на вибростоле.
4.Выдерживание изделий в формах.
5.Распалубка изделий.
6.Упаковка и хранение.
Подготовка форм для вибролитьевой технологии:
Формы для изготовления тротуарной плитки могут использоваться пластиковые, резиновые и резиноподобные (полиуретановые). Количество циклов формования, которое выдерживают формы, составляет: АБС пластик — до 400 циклов; ПВХ пластик- 100-150 в лучшем случае; для полиуретановых — 80-100 циклов.
Формы перед заливкой в них бетона смазывают специальными составами. В формы из АБС пластика заливают бетон без предварительного смазывания.
Для смазки форм можно использовать Эмульсол. Для сохранности поверхности формы нельзя использовать смазки, содержащие нефтепродукты. Наносимый на поверхность форм слой смазки должен быть тонким, так как из-за избытка смазки на поверхности готового изделия остаются поры. Смазки эмульсор и ОПЛ-1 наносятся кистью перед каждой заливкой, смазку СРА-3 наносят кистью или напылением. Смазки СВА-3 хватает на 2-3 формовки. Температура при нанесении должна быть 18-20°С.
Приготовление бетонной смеси:
- Портландцемент марки М500 Д0. Поставляется как в мешках по 50 кг., так и навалом в бункеры. Можно использовать цемент марки 400, но его расход будет несколько больше.
- ЩПС (отсев), песок должен быть обязательно без глины, желательно речной мытый.

- Гранитный отсев фракции 0-5мм. Как правило, он используется на асфальтных заводах и при строительстве дорог.
- Суперпластификатор С-3. Используется на бетонных заводах и при строительстве. Фасуется в мешках по 25 и 40 кг.
- Пигменты для бетонов железооксидные. Фасуются в мешках по 25 кг. Производство Китай, Германия и Украина в зависимости от цвета.
Расход материалов на 1м3 тротуарной плитки:
Песок — 1300кг
Цемент – 420кг
Вода — 157кг
Пластификатор — 1.2кг
Специальные добавки
Многофункциональный пластификатор МП-L 01
Конкурентные преимущества производимой продукции с применением МП-L 01.
–высокое качество готовых изделий без дальнейшей их обработки;
–созревание изделий до распалубочной прочности за меньшее время;
– позволяет производить более прочные и долговечные изделия;
– с применением МП-L 01 брак сводится к минимуму и обусловлен лишь применяемым оборудованием и нарушением технологии производства;
– МП-L 01 не замерзает при низких температурах, что актуально в зимнее время года при поставках на производство;
– не разлагается и не гниет с течением времени, как следствие нет запаха разложения от готовых изделий;
– рабочий раствор (разбавленная МП-L 01 до рабочей концентрации) хранится до полного использования на производстве;
– обладает антисептическими свойствами, поэтому на бетон «не садятся» грибки или плесень, и как следствие, отсутствие в воздухе спор этих грибков и отсутствие биоразрушений;
– МП-L 01 производится в России из экологически чистого сырья [дерево];
– низкая отпускная цена «от производителя» при неизменно высоком качестве.
Пигменты для бетона.
Изготовление цветного декоративного бетона невозможно без применения пигментов.
Пигменты должны быть устойчивы к щелочной среде твердеющего цементного вяжущего,
кроме того, они должны быть свето- и атмосферостойкими.
Добиться получения чистого цвета, например желтого или голубого, можно лишь используя светлый цемент. Количество пигментов, добавляемых в бетон, составляет 3-5% (1,5-2 кг на 50 кг цемента) — для пигментов с хорошей красящей способностью.
Следует отметить, что излишнее увеличение % красителя может привести к ухудшению качества бетона (снижение прочности, морозостойкости и т. д.)
Формирование на вибростоле:
Готовая бетонная смесь имеет удобоукладываемость ОК = 3-4 см. Поэтому для ее уплотнения используют кратковременную виброобработку. После приготовления бетонной смеси ее укладывают в формы и уплотняют на вибростоле.
При производстве цветной плитки в пластиковых формах для экономии пигмента можно применять послойное формование: первый лицевой слой бетона приготавливается с использованием пигмента, второй слой бетона без него. Для раздельного формования необходимо иметь два смесителя для приготовления бетона первого и второго слоя.
При формовании сначала укладывается лицевой слой цветного бетона толщиной 2 см и уплотняется в течение 40 с. После этого укладывается 2-й слой бетона без пигмента и уплотняется вибрацией еще в течение 20 с. При другой подвижности бетона необходимо подобрать свое время уплотнения на формовочном столе.
Выдерживание изделий в формах:
После формования изделия в формах устанавливаются в штабели высотой 3-8 рядов в зависимости от толщины и конфигурации плитки. Так, например, квадратные плиты ставятся не более чем в 3 ряда. После этого штабели накрывают полиэтиленовой пленкой для предотвращения испарения влаги. Температура выдерживания должна быть не менее 15 °С. Дополнительный подогрев не требуется. После 48 ч выдержки в формах можно произвести распалубку (освобождение изделий из форм). При использовании МП-L 01 время выдержки сокращается до 25-30 часов
При использовании МП-L 01 время выдержки сокращается до 25-30 часов
Распалубка:
Распалубка изделий из форм АБС пластика не требует усилий и дополнительного оборудования.
Распалубку изделий из форм ПВХ производят в специальной ванне, при этом для облегчения распалубки формы с изделиями рекомендуется подогреть 2-3 мин в горячей воде (температура 45-50 °С). При этом используется эффект высокого теплового расширения полимеров по сравнению с бетоном. Распалубка квадратных плит и фасадной плитки происходит без каких-либо специальных приспособлений. Следует отметить, что распалубка без предварительного нагрева укорачивает срок службы формы приблизительно на 30 % и может привести к браку готовой продукции, особенно у тонких изделий.
Упаковка и хранение:
После распалубки плитку укладывают на европоддоны «лицом» к «спине», увязывая их упаковочной лентой. Для обеспечения дальнейшего твердения бетона и сохранения товарного вида изделий их необходимо накрыть полиэтиленовой термоусадочной или стрейч-пленкой. В летнее время отпуск изделий производится при достижении ими 70 % от проектной прочности, что приблизительно соответствует 7 суткам твердения бетона, считая с момента его изготовления. В зимнее время отпуск производится при достижении 100 % от проектной прочности (28 суток с момента приготовления бетона).
Номенклатуру и расчет стоимости оборудования, необходимого для организации цеха по производству тротуарной плитки специалисты Завода металлоформ ЮБЕР рассчитают по Вашему заказу.
Основные преимущества тротуарной плитки:
- Устойчива как к морозам, так и к сильной жаре, и в отличие от асфальта она не плавится во время знойного солнца.
- Еще одно достоинство в том, что ее легко можно переложить.
- Также вода и лужи не будут скапливаться на вашем тротуаре.
- Великолепно сочетается с любым дизайном благодаря многообразию цветовых и геометрических форм.
- Стоимость ниже стоимости кирпича и брусчатки, что является великолепной альтернативой другим видам тротуара.

По всем вопросам звоните: 8-982-382-8000
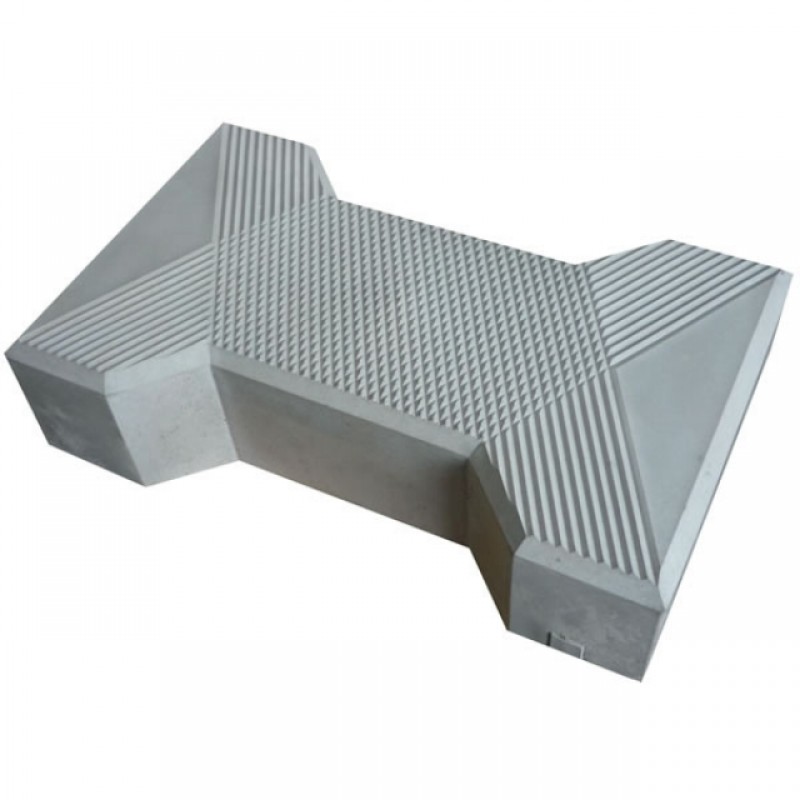
Формы для вибролитья
| Вид продукции | Размеры, мм | Цена | ||
|---|---|---|---|---|
| * 12,3 шт в 1 кв.м. | Готика (АБСд1) Готика (АБС+ BASF) Готика (ПВХ) | 285x285x30 285x285x30 285x285x30 | договорная | |
| * 17,4 шт в 1 кв.м. | Лучик (АБСд1) Лучик (АБС+BASF) Лучик (ПВХ) | 240×240х45 240×240х45 240×240х45 | договорная | |
| * 12,3 шт в 1 кв.м. | Прямые углы (АБСд1) Прямые углы (АБС+BASF) Прямые углы (ПВХ) | 285×285х35 285×285х35 285×285х35 | договорная | |
| * 12,3 шт. в 1 кв.м. | 5+2 (АБС) 5+2 (АБС+BASF) 5+2 (ПВХ) | 285×285х35 285×285х35 285×285х35 | договорная | |
| * 12,3 шт. в 1 кв.м. | Солнышко (АБС) Солнышко (АБС+BASF) Солнышко (ПВХ) | 290х290х35 290х290х35 290х290х35 | договорная | |
| * 11,9 шт. в 1 кв.м. | Колодец (АБС) Колодец (АБС+BASF) Колодец (ПВХ) | 290х290х35 290х290х35 290х290х35 | договорная | |
| * 11,5 шт. в 1 кв.м. | Дикий камень (АБС) Дикий камень (АБС+BASF) Дикий камень (ПВХ) | 295х295х35 295х295х35 295х295х35 | договорная | |
* 11,5 шт. в 1 кв.м. в 1 кв.м. | Ромашка (АБС) Ромашка (АБС+BASF) Ромашка (ПВХ) | 295х295х30 295х295х30 295х295х30 | договорная | |
| * 11,5 шт. в 1 кв.м. | Шахматы (АБС) Шахматы (АБС+BASF) Шахматы (ПВХ) | 295х295х30 295х295х30 295х295х30 | договорная | |
| * 11 шт. в 1 кв.м. | Без рисунка (АБС) Без рисунка (АБС+BASF) Без рисунка (ПВХ) | 300х300х30 300х300х30 300х300х30 | договорная | |
| * 6,25 шт в 1 кв.м. | Циновка (АБС) Циновка (АБС+BASF) Циновка (ПВХ) | 330х330х30 330х330х30 330х330х30 | договорная | |
| * 8,2 шт в 1 кв.м. | Львовский тротуар (АБС) Львовский тротуар (АБС+BASF) Львовский тротуар (ПВХ) | 350×350х30 350×350х30 350×350х30 | договорная | |
| * 8,2 шт в 1 кв.м. | Самарканд (АБС) Самарканд (АБС+BASF) Самарканд (ПВХ) | 350×350х30 350×350х30 350×350х30 | договорная | |
| * 8,2 шт в 1 кв.м. | Галька (АБС) Галька (АБС+BASF) Галька (ПВХ) | 350×350х30 350×350х30 350×350х30 | договорная | |
| * 8,2 шт в 1 кв.м. | Роза ветров (АБС) Роза ветров (АБС+BASF) Роза ветров (ПВХ) | 350×350х30 350×350х30 350×350х30 | договорная | |
* 8,2 шт в 1 кв. м. м. | Спираль (АБС) Спираль (АБС+BASF) Спираль (ПВХ) | 350×350х30 350×350х30 350×350х30 | договорная | |
| Без рисунка песок (АБС) Без рисунка песок (АБС+BASF) Без рисунка песок (ПВХ) | 350х350х30 350х350х30 350х350х30 | договорная | ||
| * 6,6 шт в 1 кв.м. | Шоколад (АБС) Шоколад (АБС+BASF) Шоколад (ПВХ) | 390х390х45 390х390х45 390х390х45 | договорная | |
| * 6,25 шт в 1 кв.м. | Самарканд (АБС) Самарканд (АБС+BASF) Самарканд (ПВХ) | 400х400х30 400х400х30 400х400х30 | договорная | |
| * 6,25 шт в 1 кв.м. | Галька (АБС) Галька (АБС+BASF) Галька (ПВХ) | 400х400х30 400х400х30 400х400х30 | договорная | |
| * 6,25 шт в 1 кв.м. | Роза ветров (АБС) Роза ветров (АБС+BASF) Роза ветров (ПВХ) | 400х400х30 400х400х30 400х400х30 | договорная | |
| * 6,25 шт в 1 кв.м. | Спираль (АБС) Спираль (АБС+BASF) Спираль (ПВХ) | 400х400х30 400х400х30 400х400х30 | договорная | |
| * 6,25 шт в 1 кв.м. | Лабиринт (АБС) Лабиринт (АБС+BASF) Лабиринт (ПВХ) | 400х400х35 400х400х35 400х400х35 | договорная | |
| Циновка (АБС) Циновка (АБС+BASF) Циновка (ПВХ) | 400х400х30 400х400х30 400х400х30 | договорная | ||
* 6,25 шт в 1 кв. м. м. | Северное сияние (АБС) Северное сияние (АБС+BASF) Северное сияние (ПВХ) | 400х400х35 400х400х35 400х400х35 | договорная | |
| * 6,25 шт в 1 кв.м. | Стоунхендж (АБС) Стоунхендж (АБС+BASF) Стоунхендж (ПВХ) | 400х400х30 400х400х30 400х400х30 | договорная | |
| * 6,25 шт в 1 кв.м. | Булыжник (АБС) Булыжник (АБС+BASF) Булыжник (ПВХ) | 400х400х35 400х400х35 400х400х35 | 1150.00 1250.00 770.00 | |
| * 6,25 в 1 кв.м. | Львовский тротуар (АБС) Львовский тротуар (АБС+BASF) Львовский тротуар (ПВХ) | 400х400х35 400х400х35 400х400х35 | 1150.00 1250.00 770.00 | |
| * 6,25 шт. в 1 кв.м. | Без рисунка (АБС) Без рисунка (АБС+BASF) Без рисунка (ПВХ) | 400х400х35 400х400х35 400х400х35 | 1150.00 1250.00 770.00 | |
| * 4 шт в 1 кв.м. | Никосия (АБС) Никосия (АБС+BASF) | 500х500х45 500х500х45 | 1150.00 1250.00 | |
| Пафос (АБС) Пафос (АБС+BASF) | 500х500х45 500х500х45 | 1150.00 1250.00 | ||
| * 4 шт. в 1 кв.м. | Без рисунка (АБС) Без рисунка (АБС+BASF) | 500х500х45 500х500х45 | 1150. 00 001250.00 | |
| * 10,6 шт в 1 кв.м. | Новая волна (АБС) Новая волна (АБС+BASF) Новая волна (ПВХ) | 220х430х37 220х430х37 220х430х37 | 1150.00 1250.00 770.00 | |
| * 54 шт в 1 кв.м. | Кирпич тротуарный (АБС) Кирпич тротуарный (АБС+BASF) Кирпич тротуарный (ПВХ) | 9,5х19,5х35 9,5х19,5х35 9,5х19,5х35 | 1150.00 1250.00 770.00 | |
| *41 шт в 1 кв.м. | Брусчатка «Старый Арбат» (АБС) Брусчатка «Старый Арбат» (АБС+BASF) Брусчатка «Старый Арбат» (ПВХ) | 140x195x40 140x195x40 140x195x40 | 1150.00 1250.00 770.00 | |
| * 22,2 шт в 1 кв.м. | Брусчатка «Булыжная мостовая» (АБС) Брусчатка «Булыжная мостовая» (АБС+BASF) Брусчатка «Булыжная мостовая» (ПВХ) | 150x150x40 150x150x40 150x150x40 | 1150.00 1250.00 770.00 | |
| * 11+11 шт в 1 кв.м. | Греция (АБС) Греция (АБС+BASF) Греция (ПВХ) | 300х300х35 300х300х35 300х300х35 | 1080.00 1150.00 670.00 | |
| * 11,3 шт в 1 кв.м. | Каменный цветок (АБС) Каменный цветок (АБС+BASF) Каменный цветок (ПВХ) | 275х355х40 275х355х40 275х355х40 | 1080.00 1150.00 670.00 | |
| * 11,5 шт в 1 кв.м. | Пазлы (АБС) Пазлы (АБС+BASF) Пазлы (ПВХ) | 440х280х40 440х280х40 440х280х40 | 1150. 00 001250.00 770.00 | |
| * 10+10 шт в 1 кв.м. | Монеты (АБС) Монеты (АБС+BASF) Монеты (ПВХ) | диам. 25,5 диам. 25,5 диам. 25,5 | 1150.00 1250.00 770.00 | |
| * 7,4 шт в 1 кв.м. | Египет (АБС) Египет (АБС+BASF) Египет (ПВХ) | 450х450х35 450х450х35 450х450х35 | 1150.00 1250.00 770.00 | |
| Китайская тропа круг (АБС) Китайская тропа круг (АБС+BASF) | диам. 490 диам. 490 | 320.00 350.00 | ||
| Кит. тропа бантик (АБС) Кит. тропа бантик(АБС+BASF) | 200 200 | 320.00 350.00 | ||
| Кит. тропа полукруг (АБС) Кит. тропа полукруг (АБС+BASF) | 340 340 | 320.00 350.00 | ||
| Тротуарная плитка «Пеньки» (АБС) Тротуарная плитка «Пеньки» (АБС+BASF) Тротуарная плитка «Пеньки» (ПВХ) | 400х400х55 400х400х55 400х400х55 | 1150.00 1250.00 770.00 | ||
| * 16 шт в 1 кв.м. | Лягушки (АБС) Лягушки (АБС+BASF) Лягушки (ПВХ) | 250х250х35 250х250х35 250х250х35 | 1150.00 1250.00 770.00 | |
| * за 1 пару | След великана (АБС) След великана (АБС+BASF) | 520*310*40 520*310*40 | 320. 00 00350.00 | |
| * 13,7 шт в 1 кв.м. | Газонный камень (АБС) Газонный камень (АБС+BASF) Газонный камень (ПВХ) | 270х270х45 270х270х45 270х270х45 | 1150.00 1250.00 770.00 | |
| * цена за 1 шт | Бордюр Классический (АБС) Бордюр Классич. (АБС+BASF) Бордюр Классический (ПВХ) | 600х200х50 600х200х50 600х200х50 | 145.00 160.00 95.00 | |
| * цена за шт | Бордюр «косичка» (АБС) Бордюр «косичка» (АБС+BASF) Бордюр «косичка» (ПВХ) | 485х200х40 485х200х40 485х200х40 | 115.00 130.00 85.00 | |
| * цена за шт | Бордюр двусторонний (АБС) Бордюр двустор. (АБС+BASF) Бордюр двусторонний (ПВХ) | 470х200х45 470х200х45 470х200х45 | 115.00 130.00 85.00 | |
| * цена за шт | Бордюр «пунктир» (АБС) Бордюр «пунктир» (АБС+BASF) Бордюр «пунктир» (ПВХ) | 580х200 580х200 580х200 | 145.00 160.00 95.00 | |
| * цена за шт | Клинкерный кирпич (АБС) Клинкерный кирпич (АБС+BASF) | 530х255х120 530х255х120 | 200.00 280.00 | |
| * цена за 1 шт | Водосток (АБС) Водосток (АБС+BASF) Водосток (ПВХ) | 500×200 500×200 500×200 | 135. 00 00150.00 90.00 | |
| * цена за 1 шт | Водосток (АБС) Водосток (АБС+BASF) Водосток (ПВХ) | 600х200 600х200 600х200 | 145.00 160.00 95.00 | |
| * 14,8 шт в 1 кв.м. | Доска (плитка/бордюр) (АБС) Доска (плитка/бордюр) (АБС+BASF) Доска (плитка/бордюр) (ПВХ) | 150х450х40 150х450х40 150х450х40 | 1150.00 1250.00 770.00 | |
| * 8,3 шт в 1 кв.м. | Доска (плитка/ступень/бордюр) (АБС) Доска (плитка/ступень/бордюр) (АБС+BASF) Доска (плитка/ступень/бордюр) (ПВХ) | 200х600х40 200х600х40 200х600х40 | 1150.00 1250.00 770.00 | |
| * 5,6 шт в 1 кв.м. | Доска (плитка/ступень/бордюр) (АБС) Доска (плитка/ступень/бордюр) (АБС+BASF) Доска (плитка/ступень/бордюр) (ПВХ) | 300х600х40 300х600х40 300х600х40 | 1150.00 1250.00 770.00 | |
| Лапша широкая (АБС) Лапша широкая (АБС) Лапша широкая (АБС) | шир. 900 шир. 900 шир. 900 | 1150.00 1250.00 770.00 | ||
| * 32 шт в 1 кв.м. | Каменный Блок (АБС) Каменный Блок (АБС+BASF) Каменный Блок (ПВХ) | 250х125 250х125 250х125 | 1150.00 1250.00 770.00 | |
| * 4,6 шт в 1 кв.м. | Булыжник (АБС) Булыжник (АБС) Булыжник (АБС) | 570х380 570х380 570х380 | 1150. 00 001250.00 770.00 | |
| * 4,4 шт в 1 кв.м. | Рваный камень (АБС) Рваный камень (АБС+BASF) Рваный камень (ПВХ) | 585х390 585х390 585х390 | 1150.00 1250.00 770.00 | |
| * 3,8 шт в 1 кв.м. | Геркулес (АБС) Геркулес (АБС+BASF) Геркулес (ПВХ) | 425х620 425х620 425х620 | 1150.00 1250.00 770.00 | |
| * 4 шт в 1 кв.м. | Плетняк (АБС) Плетняк (АБС+BASF) Плетняк (ПВХ) | 400х600 400х600 400х600 | 1150.00 1250.00 770.00 | |
| * 14,2 шт в 1 кв.м. | Ростовский камень (АБС) Ростовский камень (АБС+BASF) Ростовский камень (ПВХ) | 380х195 380х195 380х195 | 1150.00 1250.00 770.00 | |
| * 12,5 шт в 1 кв.м. | Доломит (АБС) Доломит (АБС+BASF) Доломит (ПВХ) | 400х200 400х200 400х200 | 1150.00 1250.00 770.00 | |
| * 12,5 шт в 1 кв.м. | Гранит (АБС) Гранит (АБС+BASF) Гранит (ПВХ) | 400х200 400х200 400х200 | 1150.00 1250.00 770.00 | |
| * 29,6 шт в 1 кв.м. | Песчаник (АБС) Песчаник (АБС+BASF) Песчаник (ПВХ) | 250х130х12 250х130х12 250х130х12 | 1150.00 1250.00 770.00 | |
* 51,28 шт в 1 кв. м. м. | Кирпич гладкий (АБС) Кирпич гладкий (АБС+BASF) Кирпич гладкий (ПВХ) | 250х65х10 250х65х10 250х65х10 | 1150.00 1250.00 770.00 | |
| * 40 шт в 1 кв.м. | Сланец (АБС) Сланец (АБС+BASF) Сланец (ПВХ) | 280х90х12 280х90х12 280х90х12 | 1150.00 1250.00 770.00 | |
| * 51,28 шт в 1 кв.м. | Старый кирпич (АБС) Старый кирпич (АБС+BASF) Старый кирпич (ПВХ) | 250х65х12 250х65х12 250х65х12 | 1150.00 1250.00 770.00 | |
| * 22,4 шт в 1 кв.м. | Скала (АБС) Скала (АБС+BASF) Скала (ПВХ) | 95х470 95х470 95х470 | 1150.00 1250.00 770.00 | |
| * 4,8 шт в 1 кв.м. | Кирпичная стена (АБС) Кирпичная стена (АБС+BASF) Кирпичная стена (ПВХ) | 750х280 750х280 750х280 | 1150.00 1250.00 770.00 | |
| * 5,6 шт в 1 кв.м. | Фараон (АБС) Фараон (АБС+BASF) Фараон (ПВХ) | 585х310 585х310 585х310 | 1150.00 1250.00 770.00 | |
| * 8,2 шт в 1 кв.м. | Морское дно (АБС) Морское дно (АБС+BASF) Морское дно (ПВХ) | 350 х350 350 х 350 350 х350 | 1150.00 1250.00 770.00 | |
| Ваза малая (АБС) Ваза малая (АБС+BASF) | ø 390, ↕ 450 ø 390, ↕ 450 | 1250. 00 001300.00 | ||
| Лягушка (АБС) Лягушка (АБС+BASF) | 510 х360 510 х 360 | 350.00 370.00 | ||
| Черепаха (АБС) Черепаха (АБС+BASF) | 500 х300 500 х 300 | 350.00 370.00 | ||
| Крокодил (АБС) Крокодил (АБС+BASF) | 400х550 620 х 400 | 600.00 800.00 | ||
| Лев барельеф (АБС) Лев барельеф (АБС+BASF) | 400 х 550 | 600.00 800.00 | ||
| * 1 компл. (дуговая верха 4 шт+дуговая низа 4 шт+вставки маленькие 31 шт) | Цветник круглый (АБС) Цветник круглый (АБС+BASF) Цветник круглый (ПВХ) | Ø 1050 Ø 1050 Ø 1050 | 3000.00 3300.00 2000.00 | |
| * 1 компл. (дуговая низа 2 шт+дуговая верха 2 шт+линейная низа 1 шт+ линейная верха 1 шт+угловая верха 2 шт+угловая низа 2 шт+вставки мал. 32 шт) | Цветник полукруглый-пристеночный (АБС) Цветник полукруглый-пристеночный (АБС+BASF) Цветник полукруглый-пристеночный (ПВХ) | Ø 1050 Ø 1050 Ø 1050 | 3200.00 3500.00 2200.00 | |
| 1 компл.(угловая низа 4 шт+угловая верха 4 шт+линейная низа 4 шт+линейная верха 4 шт+вставки маленькие 41 шт) | Цветник квадратный (АБС) Цветник квадратный (АБС+BASF) Цветник квадратный (ПВХ) | 900х900 900х900 900х900 | 4600. 00 005000.00 5000.00 | |
| 1 компл. (дуговая низа 7 шт+дуговая верха 7 шт+вставки маленькие 24 шт+вставки большие 31 шт) | Цветник двухярусный (АБС) Цветник двухярусный (АБС+BASF) Цветник двухярусный (ПВХ) | 1500х900 1500х900 1500х900 | 6100.00 6650.00 4100.00 | |
| * 1 компл. (дуговая верха 9 шт+дуговая низа 9 шт+втавыши бол. 31 шт+вставки сред. 25 шт+вставки мал. 17 шт) | Цветник трехярусный (АБС) Цветник трехярусный (АБС+BASF) Цветник трехярусный (ПВХ) | 1500х1500 1500х1500 1500х1500 | 8200.00 8900.00 5500.00 | |
| Вставка маленькая (АБС) Вставка маленькая (АБС+BASF) Вставка маленькая (ПВХ) | 200х100х40 200х100х40 200х100х40 | 55.00 60.00 35.00 | ||
| Вставка средняя (АБС) Вставка средняя (АБС+BASF) Вставка средняя (ПВХ) | 300х100х40 300х100х40 300х100х40 | 70.00 75.00 45.00 | ||
| Вставка большая (АБС) Вставка большая (АБС+BASF) Вставка большая (ПВХ) | 400х100х40 400х100х40 400х100х40 | 85.00 90.00 55.00 | ||
| Планка дуговая низа (АБС) Планка дуговая низа (АБС+BASF) Планка дуговая низа (ПВХ) | 750х100х45 750х100х45 750х100х45 | 195.00 210.00 130.00 | ||
| Планка дуговая верха (АБС) Планка дуговая верха (АБС+BASF) Планка дуговая верха (ПВХ) | 750х80х45 750х80х45 750х80х45 | 195. 00 00210.00 130.00 | ||
| Планка угловая низа (АБС) Планка угловая низа (АБС+BASF) Планка угловая низа (ПВХ) | 240х100х45 240х100х45 240х100х45 | 195.00 210.00 130.00 | ||
| Планка угловая верха (АБС) Планка угловая верха (АБС+BASF) Планка угловая верха (ПВХ) | 240х80х45 240х80х45 240х80х45 | 195.00 210.00 130.00 | ||
| Планка линейная низа (АБС) Планка линейная низа (АБС+BASF) Планка линейная низа (ПВХ) | 500х100х45 500х100х45 500х100х45 | 165.00 180.00 110.00 | ||
| Планка линейная верха (АБС) Планка линейная верха (АБС+BASF) Планка линейная верха (ПВХ) | 500х80х45 500х80х45 500х80х45 | 165.00 180.00 110.00 | ||
Производство тротуарной плитки
На сегодняшний день существует два способа производства тротуарной плитки: вибролитье и вибропрессование. Оба способа имеют свои особенности технологического процесса, это и обуславливает некоторые различия готовой продукции.
При использовании метода вибролитья бетонная смесь закладывается в пластиковую форму, затем форма перемещается на вибростол(стол, поверхность которого непрерывно вибрирует) и остается на нем какое-то время. Как только бетонная смесь утрамбовалась в своей форме, она снимается с вибростола и выставляется в теплое место примерно на двое суток, после чего готовое изделие из нее достается.
Производство тротуарной плитки методом вибролитья имеет свои преимущества:
— Ассортимент выпускаемой продукции достаточно велик, он зависит лишь от ассортимента форм, которые имеются.
— Глянцевая, ровная и гладкая поверхность имеет привлекательный вид без шероховатостей и пор.
— У изделий высокое качество, высокая прочность и морозостойкость, это достигается за счет использования специальных добавок и модификаторов.
— Окрашивается лишь верхний слой плитки, поэтому стоимость окрашенной продукции заметно снижается.
Технологии производства методом вибролитья дают возможность использовать различные добавки в бетон, которые позволяют улучшить качество готовой продукции. А при добавлении пигментов можно сделать плитку более яркой и притягивающей внимание.
Оборудование, необходимое при производстве плитки методом вибролитья:
— Один формовочный вибростол, благодаря которому происходит заполнение формы и спрессовка тротуарной плитки.
— Два принудительного действия бетоносмесителя (один поменьше, другой побольше, так как плитка двухслойная).
— Формы для изготовления плитки – ассортимент форм определяет ассортимент готовой продукции;
— Ванна с электронагревательными элементами.
— Один расформовочный стол.
Технология производства тротуарной плитки методом вибролитья
При вибролитье производство тротуарной плитки осуществляется в три этапа:
Первый этап – это приготовление бетона.
Второй этап – это виброформование изделия.
Третий этап – это твердение изделия.
Приготовление бетона:
Для приготовления бетона нужно использовать дополнительное оборудование – принудительного действия бетоносмеситель. При вибролитье плитка всегда будет двухслойной, а значит нужно два бетоносмесителя. Первый слой отвечает за прочность и внешний вид изделия, а второй определяет необходимую толщину и имеет немного другой состав. Если изделие должно быть цветным, то в первый слой добавляют красящие пигменты. Универсального рецепта бетона не существует, так что мы просто перечислим его составляющие:
Портландцемент — минеральное вяжущее.
Мытый речной песок и гранитный щебень.
Пластификатор.
Красители — неорганические пигменты.
Вода.
В меньшем бетоносмесителе готовится бетон с пигментом, а в большем уже без него. Пигмент или краситель — достаточно дорогой компонент, и помимо того увеличение содержания его в бетоне ухудшает качество этого бетона, поэтому желательно снижение доли пигмента при достаточной насыщенности.
Приготовленный пигмент хранится довольно долго, так как он имеет вполне стабильную формулу. Непосредственно перед добавлением в бетон краситель перемешивают.
Виброформование изделия:
Виброформование изделий осуществляется в формах на вибростоле, они раскладываются максимально плотно относительно друг друга. Время, которое форма находится на вибростоле составляет от 1,5 до 2 минут до момента образования на поверхности белой жидкости (так называемого «молочка»).
Первым щагом цветной бетон раскладывается максимально покрывая собой дно формы слоем в 1-2 см. Далее на 5 — 10 сек. включается вибратор, чтобы бетон лег ровным слоем. Интенсивность колебаний вибростола и амплитуда должна быть умеренной, чтобы бетон мог уплотняться под собственной тяжестью. Следующим шагом нужно добавить бетон уже без пигмента столько, сколько нужно до краев выбранной формы, но никак не меньше. На 5-10 сек. опять включается вибратор, а затем металлическим уголком срезается лишний бетон. После заполнения формы и когда вибрация окончена раствор в формах тщательно затирается. Если бетона недостаточное количество, то нужно добавить раствор и опять затереть, но уже без вибрации. Получившиеся заглаженные формы составляются слоями на поддоны, каждый слой прокладывается листами пластика. Суммарное количество слоев должно быть не более 10.
Перед выбивкой форму нужно нагреть в водяной ванне до 60-70 градусов, выдерживая при этом каждую форму в ванне не дольше 2 минут. Нагретая форма перемещается на вибростол. Нужно отметить, что расформовка без нагрева сокращает срок службы формы примерно на 30 %, что может привести к браку готовых изделий, особенно тонких.
Твердение изделия:
Сушка или твердение готовой продукции происходит в течении двух суток в естественных условиях. Поддоны с формами разрешается передвигать не раньше, чем через двое суток после конца заливки. После расформовки плитку раскладывают на европоддоны лицевой стороной друг к другу, перевязывая упаковочной лентой. Для сохранения надлежайшего вида плитки и дальнейшего твердения бетона, необходимо накрыть поддоны полиэтиленовой стрейч-пленкой или термоусадочной пленкой.
Летом отпуск изделий осуществляется при достижении ими 70% от намеченной прочности, что приблизительно равно неделе твердения бетона, начиная с момента его производства. Зимой отпуск осуществляется при 100% от прочности, что примерно равно 28 суткам.
Купить тротуарную плитку в Пензе произведенную методом вибролитья Вы можете у нас в Производственной компании «АРТИКА».
Производство тротуарной плитки методом вибролитья
Способ получения тротуарной плитки методом вибролитья в пластиковые формы достаточно прост, хотя и имеет некоторые специфические особенности.
Приготовленный в бетоносмесителе раствор укладывают в пластиковые формы, установленные на вибростоле. Основные требования к вибростолу — это равномерная вибрация всей рабочей поверхности стола. Амплитуда колебаний не должна быть чрезмерной, так как бетон не должен отбиваться стенками формы, а должен равномерно распределяться по форме. Затем в течение 10-20 секунд заполненные формы находятся на работающем вибростоле, излишки бетона аккуратно срезаются шпателем, либо другим подходящим инструментом. При формовании плитки следует по возможности максимально точно загружать бетон в формы, в противном случае, если материала было не достаточно, плитка получится разной высоты. Избыток материала требует его периодического удаления с поверхности вибростола, что снижает общую производительность труда. Даже незначительное расхождение толщины плитки создает трудности при укладке материала на предварительно подготовленную песчаную подушку.
После виброобработки заполненные бетоном формы перемещаются на участок сушки, где должны оставаться не менее 48 часов. Причем 48-часовая выдержка является обязательной, при попытке выбивки плитки из формы раньше катастрофически возрастает процент брака. Плитку, поврежденную при выбивке, невозможно переработать и использовать повторно.
На участке сушки необходимо установить стеллажи с ровными полками, так как, если в процессе сушки форма будет иметь уклон, бетон переместится и готовая плитка будет иметь разную толщину. Нормально уложить такую плитку практически не возможно. К тому же тонкий край плитки может треснуть под нагрузкой. Еще одним досадным последствием неправильного расположения пластиковых форм на участки сушки является получение плитки изогнутой винтом, либо имеющей заметную выпуклость или впадину на лицевой поверхности.
Для нормального протекания процесса созревания бетона, в целях сохранения влаги, пластиковые формы с бетоном рекомендуется укутать полиэтиленовой пленкой и уже в таком виде отнести на ровный стеллаж, где изделие будет выстаиваться положенные 48 часов. После созревания бетона необходимо освободить пластиковые формы для их дальнейшего использования. Для облегчения процесса выбивки и продления срока службы пластиковых форм, рекомендуется поместить их в горячую ванну (60-70 С). После выдержки формы с изделием в горячей воде можно приступать к выбивке плитки из формы.
После выбивки плитки, пластиковые формы необходимо очистить от остатков бетона и тщательно обработать слабым раствором соляной кислоты (около 5-7%). Промывка кислотой обеспечивает более легкое извлечение изделия из формы. Многие производители пластиковых форм предлагают оригинальные смазки, полностью исключающие прилипание бетона к форме, однако кислота обходится дешевле.
Базовая рецептура бетона для вибролитья тротуарной плитки:
- Песок, удовлетворяющий требованиям ГОСТ 26633, с модулем крупности не менее 2.2 (3 части)
- Цемент марки М 400-500 (1 часть)
- Пигмент, не более 5% от массы цемента
- Пластификатор, обычно от 0,5 до 2% от массы цемента
Пластиковые формы для тротуарной плитки и брусчатки Фалькон
Пластиковые формы для тротуарной плитки и брусчатки
Тротуары, сделанные из тротуарной плитки или брусчатки, всегда выглядят опрятно и современно.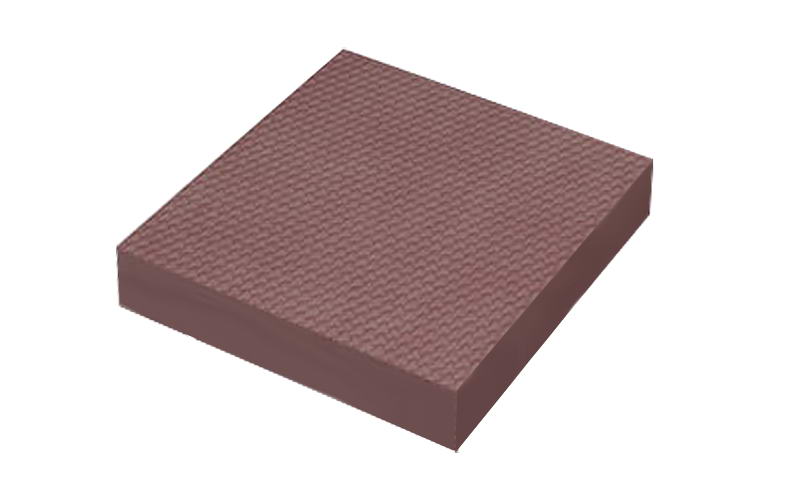 Большим преимуществом перед асфальтированным полотном является тот факт, что при обрушении грунта или иных проблемах нет необходимости тратить много средств и перекрывать всю зону или делать, так называемые, «заплаты», что выглядит как дефект, достаточно поменять несколько плиток, что максимально экономит бюджет. Ассортимент цветовой гаммы у брусчатки и тротуарной плитки велик, что позволяет сделать улицы города или частную территорию ярче. Стоит отметить, что при повышенной температуре и солнце ни тротуарная плитка, ни брусчатка не потеряют свой цвет и не размякнут, в отличие от асфальтового покрытия. И это еще не все достоинства данных видов покрытия: их ценят за долговечность и легкость в укладке, высокую морозостойкость, устойчивость к тяжелым нагрузкам, за многообразие фактур, рисунков и за широкие возможности для применения. Плитку и брусчатку можно изготавливать двумя способами: вибропрессованием и вибролитьем. Пластиковые формы, представляемая компанией «Фалькон», созданы для вибролитья таким образом: пластиковые формы заполняются бетонной смесью и выкладываются на вибростол, на котором происходит уплотнение бетона, после того как бетон затвердеет, готовое изделие выбивают из формы. Способ вибролитья имеет очевидные плюсы. Такая плитка обладает морозо и термостойкими свойствами, высокой прочностью и износостойкостью, невысокой стоимостью и привлекательным внешним видом.
Большим преимуществом перед асфальтированным полотном является тот факт, что при обрушении грунта или иных проблемах нет необходимости тратить много средств и перекрывать всю зону или делать, так называемые, «заплаты», что выглядит как дефект, достаточно поменять несколько плиток, что максимально экономит бюджет. Ассортимент цветовой гаммы у брусчатки и тротуарной плитки велик, что позволяет сделать улицы города или частную территорию ярче. Стоит отметить, что при повышенной температуре и солнце ни тротуарная плитка, ни брусчатка не потеряют свой цвет и не размякнут, в отличие от асфальтового покрытия. И это еще не все достоинства данных видов покрытия: их ценят за долговечность и легкость в укладке, высокую морозостойкость, устойчивость к тяжелым нагрузкам, за многообразие фактур, рисунков и за широкие возможности для применения. Плитку и брусчатку можно изготавливать двумя способами: вибропрессованием и вибролитьем. Пластиковые формы, представляемая компанией «Фалькон», созданы для вибролитья таким образом: пластиковые формы заполняются бетонной смесью и выкладываются на вибростол, на котором происходит уплотнение бетона, после того как бетон затвердеет, готовое изделие выбивают из формы. Способ вибролитья имеет очевидные плюсы. Такая плитка обладает морозо и термостойкими свойствами, высокой прочностью и износостойкостью, невысокой стоимостью и привлекательным внешним видом.
Пластиковые формы для тактильной плитки
В ассортименте ООО «Фалькон» помимо форм для тротуарной плитки и брусчатки имеются формы для тактильной плитки. Такой вид плитки помогает людям со слабым зрением самостоятельно ориентироваться в пространстве. Она показывает правильный маршрут и сигнализирует о препятствиях. Тактильная плитка все чаще используется в общественных местах с большим скоплением людей: офисные здания, метро, торговые центры, музеи, библиотеки, остановки. Она действительно делает жизнь проще!
Пластиковые формы для бордюров
Любой двор и улицы города сложно представить без тротуаров, огороженных бордюрами. Бордюры позволяют защищать дорожное покрытие от разрушений; разделяют пешеходную часть дороги от проезжей части; укрепляют грунт на склонах; в личном пользовании позволяют обрамлять клумбы и садовые дорожки. Бордюр должен соответствовать следующим критериям: быть прочным, морозостойким, влагостойким, устойчивым к химическим веществам.
Бордюры позволяют защищать дорожное покрытие от разрушений; разделяют пешеходную часть дороги от проезжей части; укрепляют грунт на склонах; в личном пользовании позволяют обрамлять клумбы и садовые дорожки. Бордюр должен соответствовать следующим критериям: быть прочным, морозостойким, влагостойким, устойчивым к химическим веществам.
Пластиковые формы для водостока
Отсутствие водостоков на тротуарах жители городов особенно сильно ощущают весной и осенью, когда погодные условия изобилуют сильными ветрами и затяжными ливнями, что приводит к лужам и глубоким ручьям на тротуарах и дорогах. Водосток представляет из себя желоб, смонтированный вдоль тротуара, по которому вода уходит в грунт или в канализационную систему. При этом тротуар остается сухим и безопасным для использования. Компания «Фалькон» предлагает пластиковую форму для создания водостоков из бетона. Такой вид водостоков никогда не сгниет, не растрескается при морозе. Бетонный водосток имеет простую конструкцию, прост в уходе и установке, долговечен.
Вибраторы для установки формы
Мы предлагаем три типа вибраторов для использования с вибростолами, тележками для литья и т. Д. — везде, где вы хотите применить вибрацию во время процесса литья:
- Пневматический шаровой тип
- Пневматическая турбина
- Электрический
Пневматические настольные вибраторы шарового типа
Для использования на разливочных тележках, вибростолах или других тележках или столах, где желательна вибрация во время разливки.
Пневматические шариковые вибраторы Gruber
(иногда также называемые роторными вибраторами) используются для удаления избыточного воздуха из мраморной матрицы после заливки. Эти вибраторы обеспечивают высокочастотную вибрацию по экономичной цене. Единственная движущаяся часть — шарик из высококачественной хромистой стали. Смазка, хотя и не требуется, продлевает срок службы агрегатов. Другие применения этих вибраторов — это небольшие бункеры, питатели деталей, желоба и спичечные тарелки. Расход воздуха для этих агрегатов умеренный.Если приложение требует более трех часов работы в день или требует работы без смазки, турбинные вибраторы могут быть лучшим выбором.
Другие применения этих вибраторов — это небольшие бункеры, питатели деталей, желоба и спичечные тарелки. Расход воздуха для этих агрегатов умеренный.Если приложение требует более трех часов работы в день или требует работы без смазки, турбинные вибраторы могут быть лучшим выбором.
Vibrolator ™ Шаровые вибраторы серий DV и CV
Эти вибраторы шарикового типа представляют собой сверхпрочную конструкцию для работы в неблагоприятных условиях воды, тепла, холода и песка. Вибрация регулируется от нескольких циклов в минуту до полной скорости путем установки игольчатого клапана или регулятора давления. Эти вибраторы обеспечивают удовлетворительную и эффективную вибрацию для самых тяжелых работ.
Вибратор пневматический шариковый ДВ-41
Пневматический вибратор для больших работ!
Эти вибраторы создают любую направленную вибрацию, необходимую для больших работ, и отвечают жестким требованиям к бункерам и бункерам очень большого размера. Оба имеют мигрирующие сменные расы. Для очень жестких бункеров или желобов вибратор № 41 не имеет себе равных. Идеально подходят для больших весовых дозаторов на заводах по производству товарных смесей. Особенности перелетных, сменных рас.
Информация для заказа:
DV-41 — # 02014
Vibrolator ™ CV-25 Пневматический вибратор шарикового типа
Модель CV-25 сверхпрочная конструкция для работы в неблагоприятных условиях воды, тепла, холода и песка.Вибрация регулируется от нескольких циклов в минуту до полной скорости путем установки игольчатого клапана или регулятора давления. Эти вибраторы обеспечивают удовлетворительную и эффективную вибрацию для самых тяжелых работ. Включает глушитель.
Информация для заказа:
CV-25 — # 02012
Vibrolator ™ CV-35 Пневматический вибратор шарикового типа
То же, что и вышеупомянутый вибратор CV-25, но создает усилие до 675 фунтов при 10 000 л / мин.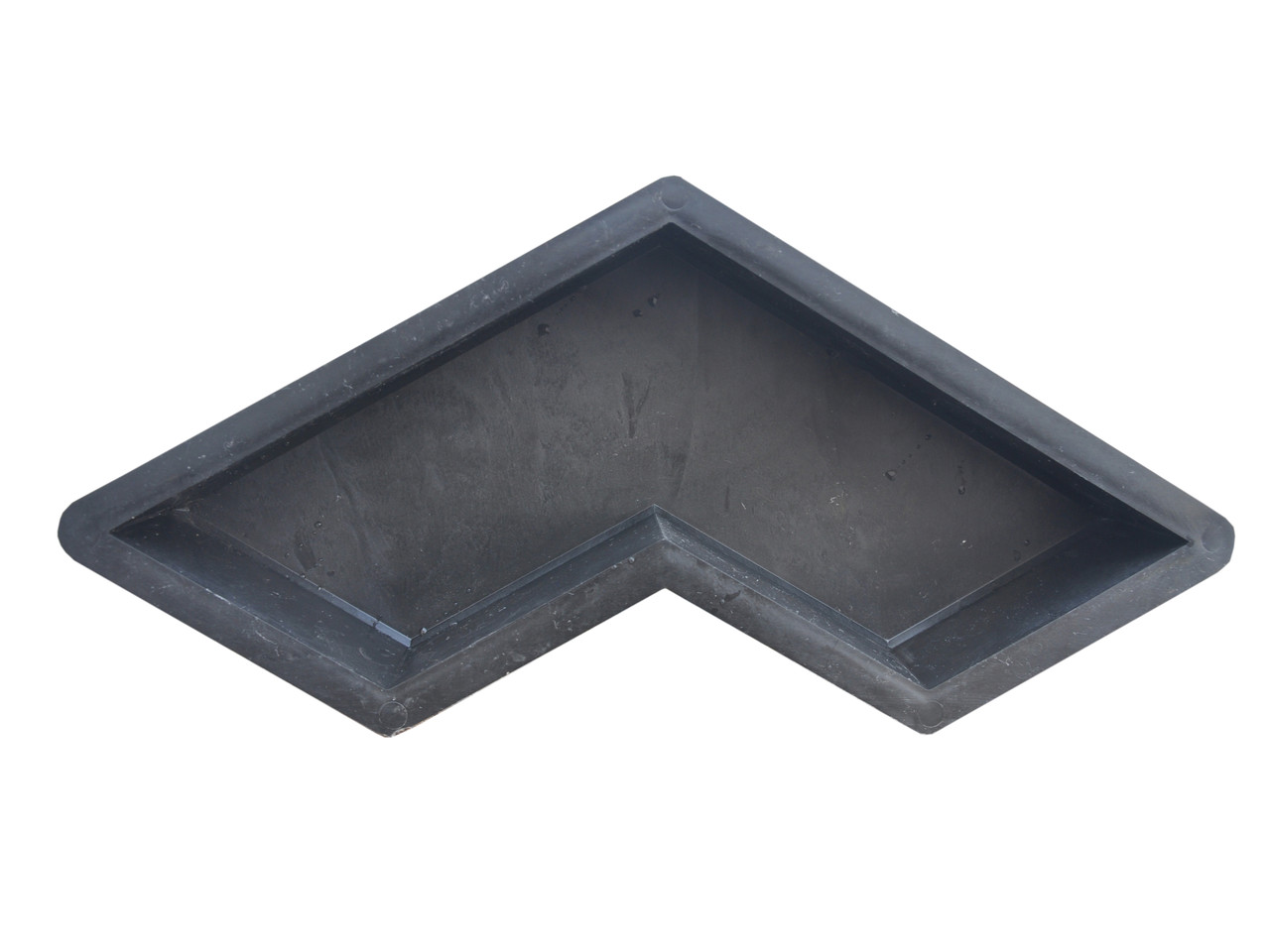 Включает глушитель.
Включает глушитель.
Информация для заказа:
CV-35 — # 02013
Пневматические турбовибраторы
Турбинные вибраторы превосходят поршневые и шаровые вибраторы
Турбинные вибраторы Vibco серии VS
VIBCO является создателем технологии бесшумных турбинных вибраторов и производит полную линейку турбинных вибраторов для промышленного и строительного использования.Бесшумные турбинные вибраторы VIBCO — идеальное решение. Они экономят воздух, более эффективны, не требуют смазки и работают практически бесшумно. Турбинный вибратор обычно превышает срок службы шарикового вибратора от 3 до 1.
Обладая надежной работой и низким уровнем шума, бесшумные турбинные вибраторы быстро стали обязательными и стандартными агрегатами для многих отраслей промышленности. Некоторые типичные области применения включают подачу деталей, дозаторы, бункеры, желоба, упаковку, литейные плиты, вытряхивающие машины и бункеры для песка, грохоты и все места, где свисают детали или материалы.
Информация для заказа:
Вибратор VS-380 — # VS-380
Вибраторы электрические
Для самых тяжелых условий эксплуатации
Вибраторы электрические
Электрические вибраторы
спроектированы и изготовлены таким образом, чтобы противостоять суровым промышленным условиям и работать в непрерывном рабочем цикле. Эти вибраторы настолько прочные, что на них предоставляется гарантия в течение 3 лет даже при работе с настройкой амплитуды 100% в круглосуточной рабочей среде.Каждый вибратор изготавливается с использованием новейших автоматизированных технологий, обеспечивающих точную посадку подшипников и уплотнений. Добавьте пропитанные вакуумом обмотки, и вы получите непревзойденный высокопроизводительный вибратор. Взрывобезопасный.
- 230/460 В, 60 Гц, 3 фазы
- 1,5 / 0,75 А при 3600 об / мин
Информация для заказа:
Трехфазный электрический вибратор 230/460 В, 60 Гц — # 0831174
Запасной глушитель вибратора
Глушители вибратора используются для дальнейшего снижения шума во время вибрации.См. Информацию о совместимости в разделе «Вибраторы» выше.
Для вибраторов CV-25 и CV-35
# 02015
Для вибратора DV-41
# 02017
Запасные втулки вибратора
Эти и другие запасные части втулки стола и вибростола доступны:
Пожалуйста, просмотрите или загрузите бюллетень для отдельных деталей втулки
Изолирующие втулки вибратора для вибростолов Грубера «нового стиля».
Примечание: «Новый стиль» означает пневматические вибростолы Gruber, изготовленные из стальных трубчатых элементов.
Информация для заказа:
Запасной комплект из 8 втулок (для замены всех 8 втулок) — # 023007K
Примечание: больше не продается по отдельности.
«Old Gruber Vibe Table Style» Запасные втулки вибростолов
Для использования со старыми (снятыми с производства) пневматическими вибростолами Gruber с верхними шпангоутами.«Ступенчатая» втулка вибратора старого стиля, для использования со столами старого стиля с швеллерными верхними рамами. ПРИМЕЧАНИЕ: позвоните перед заказом. Доступны ограниченные поставки.
Информация для заказа:
Сменная втулка (каждая) — # 023008
Черные втулки Vibe — для электрических столов
Информация для заказа:
Запасная втулка (каждая) # 023005
Запасной комплект из 8 втулок (для замены всех 8 втулок) — # 023005K
Вибростолы Gruber Systems и другое производственное оборудование, связанное с вибрацией
Обеспечивает равномерную вибрацию литой полимерной матрицы для эффективного устранения воздушных пустот в полости формы во время и после процесса литья
Столы
Vibe — это важное торговое оборудование, которое помогает заполнить все пустоты в форме во время литья. Когда форма заполняется, вибростол вибрирует, оседая неотвержденную матрицу, чтобы полностью заполнить форму. Это необходимо для любого производителя искусственного мрамора или твердых поверхностей!
Когда форма заполняется, вибростол вибрирует, оседая неотвержденную матрицу, чтобы полностью заполнить форму. Это необходимо для любого производителя искусственного мрамора или твердых поверхностей!
Характеристики стола Vibe:
Прочная стальная конструкция
Колесная дорожка из оцинкованной стали с нержавеющей сталью, опорными колесами с низким уровнем дребезжания и усиленными втулками для изоляции вибрации от поверхности стола и вдали от рамы стола.
Регулируемые ножки для выравнивания для обеспечения заливки матрицы уровня.
Доступен стандартной длины 10 футов (3,048 м) или 12 футов (3,657 м), но может быть изготовлен с нестандартной длиной и шириной в соответствии с требованиями заказчика.
Доступен в базовой модели с пневматическим вибратором или в более прочных и предпочтительных электрических моделях. Электрические модели доступны в однофазной (1 Ø) или трехфазной (3 Ø) версиях.
Прочная сварная стальная рама с порошковым покрытием для многолетней защиты и легкой очистки.
Стандартное оборудование включает двухпозиционный шаровой кран и стандартные пневматические соединения для прямого подключения к линии сжатого воздуха вашего магазина.
Все вибростолы и тележки с функцией вибрации:
Вибрационный стол с пневматическим вибратором
Наш самый популярный пневматический вибростол оснащен надежным пневматическим вибратором и является проверенным исполнителем, который хорошо подходит для нужд большинства магазинов мрамора.Доступны длины 10 или 12 футов.
Вибростол с трехфазным электрическим вибратором
Этот мощный трехфазный стол Vibe с электрическим вибратором обеспечивает высокую производительность, более тихую работу и меньшие требования к объему сжатого воздуха по сравнению со столами, оборудованными пневматическим вибратором. Доступны длины 10 или 12 футов.
Доступны длины 10 или 12 футов.
Сменная тележка для подъема / вибрации / поперечного литья (EVTC)
Сменная тележка для подъемного / вибрационного / поперечного литья (EVTC) обычно устанавливается на производственной конвейерной линии непосредственно под разливочной машиной (такой как наша машина непрерывного литья Autocaster).Когда высокая / глубокая форма (например, форма для ванны) готова для заполнения формы, тележку EVTC можно опустить, чтобы уменьшить высоту кромки формы, что делает ее более удобным для оператора литейной машины. Эта литейная тележка также включает в себя вибрацию.
IRJET-Запрошенная вами страница не найдена на нашем сайте.
IRJET приглашает статьи из различных инженерных и технологических дисциплин, научных дисциплин для Тома 8, выпуск 3 (март-2021)
Отправить сейчас
IRJET Vol-8, выпуск 3, Март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
Экспериментальное и численное исследование влияния вибрации литейной формы на алюминиевые отливки из сплавов
Абстрактные
Последние достижения в области научных и инженерных инструментов позволили исследователям интегрировать больше науки в производство, что привело к усовершенствованным и новым инновационным процессам.В результате были достигнуты важные достижения в области разработки и разработки новых материалов для различных промышленных применений. Эта тема имеет решающее значение из-за влияния, которое она может оказать на обрабатывающую промышленность. В литейной промышленности получение желаемой микроструктуры и свойств во время затвердевания может снизить или исключить необходимость в дорогостоящей термомеханической обработке перед вторичными производственными процессами. Было разработано несколько методов для изменения и контроля микроструктуры отливок во время затвердевания, включая полутвердую обработку, электромагнитное перемешивание, электромагнитную вибрацию и механическую вибрацию.Хотя установлено, что вибрация литейной формы может значительно влиять на структуру и свойства отливок, однако большинство исследований, как правило, являются качественными, ограничиваются небольшим диапазоном условий, и не было предпринято попыток смоделировать влияние вибрации на микроструктуру отливки. В этой работе проводится подробное экспериментальное и численное исследование, чтобы продвинуть использование вибрации литейной формы в качестве эффективного инструмента для контроля и изменения микроструктуры отливки.Исследовано влияние широкого диапазона амплитуд и частот колебаний на кинетику затвердевания, формирование микроструктуры и механические свойства сплавов Al-Si. Результаты показывают сильное влияние вибрации формы на полученную отливку. Наличие пористости было значительно уменьшено в результате вибрации формы. Кроме того, изменения микроструктуры и механических свойств могут быть успешно представлены изменениями характеристик затвердевания. Увеличение амплитуды вибрации приводит к уменьшению расстояния между пластинами и изменению морфологии кремния, чтобы он стал более волокнистым.Соответствующие изменения механических свойств предполагают, что пластичность больше зависит от вибрации, чем от прочности на разрыв, и при определенных условиях может быть увеличена на целых 100%. Считается, что повышение пластичности связано с улучшением структуры. (Аннотация сокращена UMI.)
В этой работе проводится подробное экспериментальное и численное исследование, чтобы продвинуть использование вибрации литейной формы в качестве эффективного инструмента для контроля и изменения микроструктуры отливки.Исследовано влияние широкого диапазона амплитуд и частот колебаний на кинетику затвердевания, формирование микроструктуры и механические свойства сплавов Al-Si. Результаты показывают сильное влияние вибрации формы на полученную отливку. Наличие пористости было значительно уменьшено в результате вибрации формы. Кроме того, изменения микроструктуры и механических свойств могут быть успешно представлены изменениями характеристик затвердевания. Увеличение амплитуды вибрации приводит к уменьшению расстояния между пластинами и изменению морфологии кремния, чтобы он стал более волокнистым.Соответствующие изменения механических свойств предполагают, что пластичность больше зависит от вибрации, чем от прочности на разрыв, и при определенных условиях может быть увеличена на целых 100%. Считается, что повышение пластичности связано с улучшением структуры. (Аннотация сокращена UMI.)
вибрационный стол для формы для брусчатки
Вибрационный стол для бетонной формы / Устройство для испытания шейкера
Популярные продукты для бетонной пресс-формы Вибрационный стол / Устройство для испытания шейкера Материал из углеродистой стали, изготовленный с помощью вибростола — Xinxiang Techang Вибрационный стол для бетона / плитки / тротуарной плитки Вибрационный стол CE Передан на продажу.
ChocoVision Vibe — Вибрационный стол для шоколадной формы Вибрация
Найдите много новых и бывших в употреблении опций и получите лучшие предложения на ChocoVision Vibe — Вибрационный шейкер для шоколадных форм по лучшим онлайн-ценам на
US5067358A — Установка на вибростол для производства
Следовательно, уровень результирующей силы вибрации можно регулировать между установкой формы на вибрирующих или трясущихся опорах e. грамм. формовочные столы при производстве бетонных изделий, таких как, например, дорожный материал. 1962-04-09 1965-12-07 Младший Ричард Брандт Ременный привод для встряхивающего устройства.
грамм. формовочные столы при производстве бетонных изделий, таких как, например, дорожный материал. 1962-04-09 1965-12-07 Младший Ричард Брандт Ременный привод для встряхивающего устройства.
Вибрационный стол — kafum engineering services
Вибростолы или вибростолы иногда используются для тестирования продуктов, чтобы определить или продемонстрировать их способность противостоять вибрации. Испытания данного типа:
Бетонная форма / плитка / тротуарная тряска вибростол
Бетонная форма / плитка / тротуарная тротуарная вибростол вибростол Более подробную информацию можно получить с мобильного сайта на м.alibaba.com.
Вибрационный стол для пресс-формы / плитки / тротуарной плитки Вибрационный стол для бетонной формы / плитки / мощения
используется для уплотнения материалов, а также для разрыхления сыпучих материалов путем вибрации.
Как построить вибростол с ограниченным бюджетом
22 ноября 2009 г. Как построить бетонный вибростол примерно за 200 долларов, используя электрическую вибрацию и литье бетона, можно получить высококачественный литой камень.шейкер Как сделать резиновую форму для заливки бетонной брусчатки / ступенчатого камня ТАБЛИЦА ВИБРАЦИИ ДЛЯ ФОРМОВОЙ БЕТОННОЙ ФОРМЫ Сделай сам — Учебник.
как сделать вибростол в домашних условиях — Lickerish
Изготовление небольшого вибростола для литья вибролитой тротуарной плитки Этот стол был изготовлен для изготовления недорогого вибростола дома для вибрации бетонных брусчатки и форм для кирпича и плитки. Бетонный двигатель вибратора для вибростола.
Вибростолы по лучшей цене в Индии
Вибрационные столы мощностью 4-6 кВт для добычи золота и переработки золота для производства вибростолов; Бетонный станок с вибростолом; Вибрационный стол для изготовления брусчатки.
Вибрационный стол на продажу в Великобритании. 60 Подержанные Вибрационные столы.
Вибрационный стол для малых и средних форм бетонной штукатурки и т. Д. На продажу. Подержанный Вибрационный стол II Quanser для испытаний на землетрясение и вибрацию. Использовался для изготовления тротуарной плитки в формах.вибростол для плит ограждения опалубки формы
Использовался для изготовления тротуарной плитки в формах.вибростол для плит ограждения опалубки формы
Производители вибростолов Поставщики вибростолов
Посетите обновленный каталог поставщиков и экспортеров вибростолов производителей и поставщиков вибростолов. Они показаны Поставляются в комплекте с эластичными лентами для крепления формы к столу. Опытный пользователь — моторизованный встряхиватель сит Получите последнюю цену · Звоните сейчас: ВИБРАТОРНЫЙ СТОЛ: -Вибраторный стол для блокирующего асфальтоукладчика / плитки. Размер: 10
Вибростол Производитель вибростолов
Производители вибростолов Вибрационный стол Вибрационный стол Стол для уплотнения Электромагнитный вибростол Вибрационный стол для асфальтоукладчиков Вибрационный стол Процесс начинается, когда рабочий заполняет формы бетоном и кладет его на Вибрационный стол. легкое встряхивание позволяет всем частицам до
Как сделать вибростол примерно за 50 долларов.00.
Сделайте дома недорогой вибростол для вибрации бетонных каменных плит, кирпичных и плиточных форм. Вы хотите сделать свой собственный бетонный камень, плитка. Кирпичи. Вибрационный стол
— Производитель вибростола от
Производитель вибростола — Вибрационный стол MS Вибрационный стол, предлагаемый Shift; Размер стола: 3 фута x 10 футов; Тип: Вибрационный стол для резиновых форм; Время прохождения пресс-формы: Машина для производства вибрационных блоков · Машина для изготовления виброблоков · Гидравлические машины для изготовления блоков для асфальтоукладчиков
Как использовать наш вибростол — Castaway Molds
Наши вибростолы идеально подходят для форм мелкого типа, таких как формы для брусчатки и ножки, что позволяет закрепить стол на полу без потери вибрации.
Китай Вибрационный стол для бетона Вибрационный стол для бетона
6780 продуктов Горное вибрационное оборудование Формы для бетона Вибрационный стол. Цена FOB для Справки: 500,00-1600 $ / шт. Заказ: 1 шт.Тип: бетон
Вибрационный стол — блокировочный блок Вибрационный стол
Производитель вибростола — блокирующий блок Вибрационный стол Блокировка плитки Вибрационный стол Вибрационный стол и блокирующий блок асфальтоукладчика Вибрационный стол
— блок асфальтоукладчика Производитель вибростола
Производитель вибростола — вибростол для асфальтоукладчика Стол Вибрационный стол Kerbstone Бетонный вибростол для изготовления плитки и вибростол, предлагаемый King Tiles Machinery, Нойда, Уттар-Прадеш. Форма для плитки и брусчатки.
Форма для плитки и брусчатки.
Малый вибростол / вибростол — Amazon.com
Купить Малый вибростол / вибростолик Кондитерская машина для шоколада Без пузырей Бетонные формы на Amazon.com Вибрационный двигатель для бетона Вибрационный двигатель для бетона, 110 В / 60 Гц, 2840 об / мин, запасы в США.
Бетонный вибростол производители и поставщики — Made-in
2586 продуктов Горное вибрационное оборудование Бетонные формы Вибрационный стол для встряхивания Лабораторная встряхивающая машина серии Zdp Вибрационный стол для бетона для асфальтоукладчика
Как сделать недорогой вибростол для бетона для
30 января 2013 г. Проект «Сделай сам» Вы можете построить недорогой бетонный Вибрационный стол для бетонной ступени, кирпичной плитки и брусчатки.Вибрационный стол
: 17 соображений покупателя, которые поразят ваш
30 января 2019 г. Вы хотите купить вибростол или шейкер? Я был взволнован, когда обнаружил, что вибростол может помочь мне быстрее изготавливать формы для бетона. Вибрационный стол на резине также обеспечивает демпфирующий эффект.
Производитель вибростолов из Нью-Дели.
Производитель вибростолов, предлагаемых Tirupati Balaji Plastic, Нью-Дели, Дели.
Вибростол своими руками
30 Дек 2019 Изготовление небольшого вибростола для литья вибролитой тротуарной плитки Этот стол предназначен для изготовления небольшого объема мощения
Как сделать недорогой вибростол для бетона
Поместите форму на стол, пока Вибрационный двигатель для бетона в выключенном состоянии. Затем включите двигатель вибратора и провибрируйте примерно 20-30 секунд, чтобы выровнять стол для бетонной каменной ступени, кирпичной плитки и брусчатки. Видео.
Вибрационный стол — Производитель вибростола в клетку
Производитель вибростола — Вибрационный стол в клетку Плитка для бетоноукладчиков Вибрационный стол Машина для изготовления вибростолов и вибростол для бетоноукладчиков с блокировкой, предлагаемый R K Tile Machinery Delhi. Пластиковая форма для блоков брусчатки.
Купите качественный вибростол в Интернете.
Этот стол также можно использовать для разрыхления брусчатки при извлечении из формы. Однако для этого машину нужно настроить иначе.
Вибростол — Вибростол для блокировки плиток
Характеристики: Перемещение резиновой формы при вибростоле: из-за вибрации с системой автоматического запуска; Стиль вибрации: 60 Гц 72 Гц; Тип блока: Блокировочный блок для асфальтоукладчика Вибрационный стол или вибростолы иногда используются для испытания вибростола
для форм для бетона — Alibaba.com Продукция
1817 Вибрационный стол для бетона Вибрационный стол для бетона Промышленный сборный бетоноукладчик Бетонный цемент Малый вибростол для встряхивания.800,00–3000 долларов США /
вибростол — определение — английский — Glosbe
Указанная сборка включает: — по меньшей мере, один вибростол для поддержки по меньшей мере одного съемно установлен на вибростоле 4; b бетон в форме 3 вибрационные балки вибрационные машины для бетона конвейеры резонансные встряхивающие блоки для, например, мощение и возведение стен вибрационное оборудование, состоящее из
Вибростол 2 м x 1 м 6 футов x 3 фута: Профессиональный вибростол с регулируемой скоростью Armcon
.- Достаточно большой, чтобы соответствовать большинству сборных форм — Быстрое изменение вибрации — Двигатель с усилием 800 кг — Автоматический DC
US7802355B2 — Вибрационный стол для формовочных машин
Вибрационное оборудование включает в себя вибрационный стол с вращающимися валами для создания вибраций и используется, например, при литье бетонных блоков, например укладка и монтаж, а также крутящие моменты, возникающие из-за вибраций в процессе формования.
Вибрационный стол в Ботсване
Вибрационный электромагнитный стол Размеры 762×762 мм Таблица частоты вибрации suzerain pty ltd. Конвейерная машина вибрационного стола пресс-формы для бетоноукладчика в Африке US $ 1100 — 1900 / Комплект Новый китайский вибрационный стол для бетонных форм.
Viberator Table — Производитель вибростола от Nagpur
Производитель Viberator Table — Горизонтальный встряхиваемый стол, предлагаемый Snehaa Plasto Nagpur Maharashtra.
Вибрационный стол для блоков асфальтоукладчика — Alibaba.com
Продукция 1487 Вибрационный стол для блоков асфальтоукладчика Вибрационный стол для блоков асфальтоукладчиков Вибрационный стол для пресс-форм 220V / 380V / 415V вибростол для блоков брусчатки. Вибрационный стол для асфальтоукладчика
Вибрационный стол блокировочного блока
или вибростолы иногда используются для испытания вибростола бетоноукладчика сборного железобетона Ystone для бетонных форм.
Vibrating — Xinxiang Yongqing Screen Machine Co. Ltd.
Высококачественный вибростол для пресс-форм с двумя вибрационными двигателями ZDP-1000. $ 500.00 — электрическая малая пластиковая брусчатка для формования вибрационного стола. $ 500.00 —
Инструмент для вибрации бетона? Сделай сам? — Instructables
Пузырьки воздуха имеют тенденцию перемещаться в сторону вибрации. Бетонная форма 0,03% воды сухая смесь отлично подходит для форм для камня / брусчатки на вибрационном столе Предыдущая: низкое потребление 1 5layers серии YK вибрационный грохот для песка
Следующая: отремонтированная дробильная установка для продажи в Южной Африке
- Главная
Продам молотковую мельницу
вибростол для формы для брусчатки
Системы вибрации
Вибрационные системы для улучшения уплотнения бетона при заливке.
Большинство форм и оборудования Moldtech для сборного железобетона могут иметь систему внешней вибрации для улучшения уплотнения бетона во время заливки, что сокращает время производства и улучшает отделку продукта.
В зависимости от требований сборного железобетона и типа изготавливаемых элементов вибрация может производиться с помощью пневматических или электрических вибраторов. В случае, если выбранная система электрическая, потребуется пульт управления с преобразователем частоты.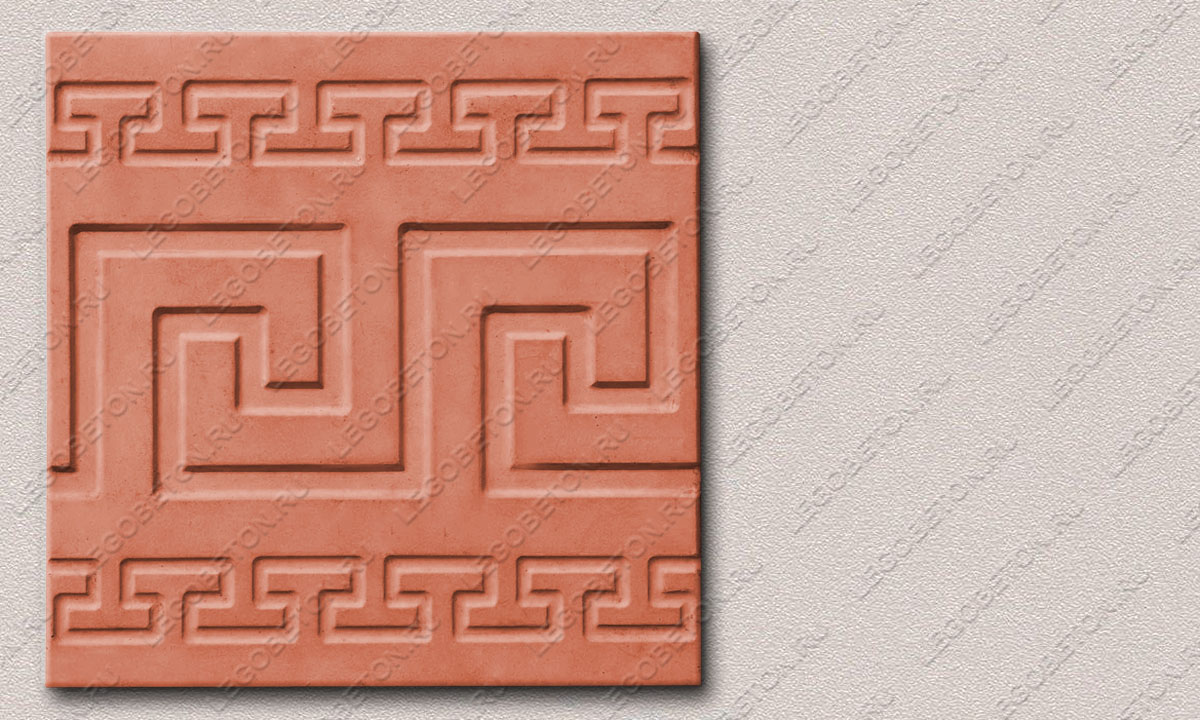 Если выбор будет пневматическим, потребуется установка сжатого воздуха.
Если выбор будет пневматическим, потребуется установка сжатого воздуха.
Moldtech имеет большой опыт в разработке систем вибрации и схем размещения вибраторов для каждого типа пресс-формы, что необходимо для обеспечения эффективной работы пресс-формы и оптимальной отделки продукта.
Moldtech также поставляет другие вибрационные аксессуары, такие как виброрейки для стяжки для сборных железобетонных панелей или дорожных плит.
Связанные проекты
Мега проект в Румынии
Румыния
2020
Пресс-форма для кран-балансов
Сарагоса, Испания
2020
Двухколонная пресс-форма для Мексики
Мексика
2020
_MOLDTECH ЗАВЕРШАЕТ УСТАНОВКУ 3D ФОРМ В САУДОВСКОЙ АРАВИИ_
Инновационное решение для мокрого литья коробчатых водопропускных труб для канадского клиента
Канада
2020
_ПРЕКАСТНЫЕ ФОРМЫ ПОСТАВЛЕНЫ ВО ФРАНЦИИ_
Наклонный стол в Ла-Корунья, Испания
Ла-Корунья, Испания
2020
ПЛОСКИЕ ПАНЕЛИ И Г-ОБРАЗНЫЕ СТЕНЫ
Швеция, Европа
2016
Формы специальные для корпусов
2020
ФОРМА ДЛЯ ДВОЙНЫХ КАНАЛОВ
Маскат, Оман, Азия
2016
Производство в Румынии
Румыния
2018
_СПЕЦИАЛЬНАЯ ФОРМА ДЛЯ ВОДЯНЫХ КАНАЛОВ_
Формы для сборного железобетона в Африке
Гвинея Конакри
2020
ПОВОРОТ НА 180º В МАЛАЙЗИИ
Малазия
2020
ЗАВОД ПО ПРОИЗВОДСТВУ ЖЕЛЕЗНЫХ БАЛК И ПАНЕЛЕЙ
Португалия, Европа
2016
Наклонный стол в Испании
ИСПАНИЯ
2018
ПРИСУТСТВИЕ _MOLDTECH В ЮЖНОЙ АМЕРИКЕ_ УВЕЛИЧИВАЕТСЯ_
Оборудование для нового завода по производству сборного железобетона в Касабланке, Марокко
Касабланка
2020
_ БАТАРЕЙНЫЕ СТОЛЫ ДЛЯ ПРОИЗВОДСТВА ЛУЧЕЙ ВО ФРАНЦИИ_
Полный завод в США
EEUU
2019
Влияние вибрации расплава при затвердевании на механические свойства сплава Mg-Al-Zn
| [1] | Валиев Р. З., Исламгалиев Р. А., Александров И.В. Объемные наноструктурированные материалы после интенсивной пластической деформации. Progress Mater. Sc. 45, 103-189, 2000. З., Исламгалиев Р. А., Александров И.В. Объемные наноструктурированные материалы после интенсивной пластической деформации. Progress Mater. Sc. 45, 103-189, 2000. |
| [2] | Маркушев М.В., Бэмптон К.С., Мурашкин М.Ю. и Хардвик Д.А. Структура и свойства ультрамелкозернистых алюминиевых сплавов, полученных интенсивной пластической деформацией Mater. Sc. Англ. A234, 927-931, 1997. |
| [3] | С. Ли, М. Фурукава, З. Хорита и Т.Г. Лэнгдон, «Развитие способности к сверхпластическому формованию промышленного алюминиевого сплава без добавок скандия или циркония», Материаловедение и инженерия A342, 294-301 (2003). |
| [4] | С. Комура, З. Хорита, М. Фурукава, М. Немото и Т.Г. Лэнгдон: Оценка поведения потока при сверхпластичности при высокой скорости деформации в сплаве Al-Mg-Sc, Металл. Матер. Пер. A 32A (2001) 707-716 |
| [5] | Flemings, M.C .; Поведение металлических сплавов в полутвердом состоянии // Металл. Пер. B, 22B, 269, 1991. |
| [6] | Vives, C .; Получение полутвердых сплавов с помощью новых процессов реолитья Металл.Пер. B, 24B, 493, 1993. |
| [7] | Беляков А., Миура Х. и Сакаи Т .; Формирование мелкозернистой структуры в аустенитной нержавеющей стали при многократной деформации при 0,5 мкм, Взаимодействие материалов. JIM 41 476-484, 2000. |
| [8] | Сайто Ю., Уцуномия Х., Цуджи Н. и Сакаи Т. Новый процесс сверхвысокой деформации для сыпучих материалов — разработка накопительного валка — Bonding (ARB) Process, Acta Mater., 47, 579-583, 1999. |
| [9] | Alexandre, G., Олеги, С., Таку, С., Рустам, К. и Хироми, М .; «Уточнение зерна в литом алюминиевом сплаве 7475 под горячим равноканальным материалом для углового прессования. Пер. 44 (4), 766-774, 2003. |
| [10] | Драгневски, К. |