
Горячий ресайклинг: Горячий ресайклинг | Сферы применений
Оборудование ресайклинга асфальта
Оборудование ресайклинга Амоматик разработано и испытано с учётом требований к современному асфальтовому заводу. Это позволяет бережно относиться к окружающей среде и природным ресурсам. Amomatic Oy располагает многолетним опытом регенерации асфальта в Скандинавских странах. Посредством оборудования Амоматик возможно использовать свыше 60% регенерируемого асфальта для создания любого рецепта в зависимости от местных норм. Модульная конструкция оборудования ресайклинга Амоматик позволяет без проблем транспортировать его и присоединять к любому асфальтовому заводу. Оборудование включает в себя распределительный электрощит и систему управления Amoconrol. Система AmoControl легко совмещается с существующей системой управления асфальтовым заводом.
Amomatic Oy предлагает два метода утилизации старого асфальта.
1. Непосредственно в сушильный барабан через кольцо ресайклинга:
Настоящая технология позволяет использовать до 10% перерабатываемого асфальта путем просеивания его через грохот и до 20% через байпас. Оборудование включает в себя бункер с подающей лентой переменной скорости, ленточный транспортер с ленточными весами и кольцо ресайклинга в сушильном барабане. Утилизируемый асфальт подается в сушильный барабан через кольцо ресайклинга. Он нагревается и перемешивается с исходным материалом. Из сушильного барабана нагретый материал подается в смесительную башню горячим элеватором.
Оборудование включает в себя бункер с подающей лентой переменной скорости, ленточный транспортер с ленточными весами и кольцо ресайклинга в сушильном барабане. Утилизируемый асфальт подается в сушильный барабан через кольцо ресайклинга. Он нагревается и перемешивается с исходным материалом. Из сушильного барабана нагретый материал подается в смесительную башню горячим элеватором.
2. Технология с параллельным барабаном:
Настоящая технология позволяет использовать свыше 60% утилизируемого асфальта. Оборудование включает в себя бункер с подающей лентой переменной скорости, ленточный транспортер, элеватор, сушильный барабан, управляемый частотным инвертером, промежуточный бункер, весы и шнековый транспортер, подающий материал в смеситель. Промежуточный бункер, весы и шнековый транспортер снабжены электрообогревом. Перерабатываемый асфальт нагревается в параллельном барабане. Уходящие газы вдуваются отдельным вентилятором в главный барабан, где газы сжигаются во избежание выбросов. Нагретый материал попадает через промежуточный бункер на весы, и оттуда в смеситель по шнековому транспортеру. На весах перерабатываемый асфальт порциально взвешивается. Исходный материал просеивается через грохот и взвешивается отдельно для подачи в смеситель.
Нагретый материал попадает через промежуточный бункер на весы, и оттуда в смеситель по шнековому транспортеру. На весах перерабатываемый асфальт порциально взвешивается. Исходный материал просеивается через грохот и взвешивается отдельно для подачи в смеситель.
Amomatic SM — Amomatic Oy
Полумобильные асфальтовые заводы Amomatic обеспечивают высокую производительность от 160 до 300 т / ч в сочетании с легким перемещением. Модульная конструкция завода обеспечивает выполнение демонтажа и возведения в течение нескольких дней.
Модули, используемые в заводах Amomatic SM сконструированы таким образом, чтобы использование отдельных частей в них было минимизировано, что облегчает процесс монтажа. Завод безопасно переносится с места на место при помощи трейлера, уменьшая нагрузку на логистику. Это делает возможным многократный перенос производственных мощностей в течении сезона укладки.
Мобильность и высокая производительность
Асфальтовые заводы серии SM могут работать с теми же замесами, что и стационарные заводы, с добавлением функции мобильности. Иными словами, Вам не нужно идти на компромиссы ни в чём. В сочетании с контролем за производством, системой мониторинга и ресайклинговыми решениями, заводы SM усилят Вашу конкурентоспособность.
Варианты производительности завода
Основная конфигурация
Техническая Спецификация Amomatic 160 SM
| базовая комплектация | опции | |
| Производительность | 160 т/ч | |
| Холодный дозатор | ||
| Количество силосов | 4 | любое |
| Объём силоса | 9м3 | 12м3 или 15м3 |
| Сушильный барабан | ||
| Диаметр | 2250 мм | |
| Длина | 8500 мм | |
| Мощность горелки | 12,4 МВт | |
| Топливо горелки | дизельное | биогаз, природный газ, мазут или комбинированная горелка |
| Привод барабана | 4 x 15 кВт | |
| Частота вращения барабана | Регулируется инвертором | |
| Рукавный фильтр | ||
| Площадь фильтрации | 620 м2 | 730 м2 |
| Контроль вентилятора отходящих | Регулировка скорости инвертором | |
| Смесительная башня | ||
| Количество фракций | 5 | 4 или 6 |
| Объём горячих карманов | 25 м3 | 32 м3 или 50 м3 |
| Порция замеса смесителя | 3000 кг | |
| Оборудование заполнителя | ||
| Силос минпорошка | 30 м3 + 60 м3 | напр. 2 x 60 м3 или 4 x 60 м3 2 x 60 м3 или 4 x 60 м3 |
| Бункер-накопитель готового асфальта | ||
| Объём | 30 м3 | 30-300 м3 |
| Число силосов | 1 | 1-5 |
| Сечение силоса | круглое | круглое или прямоугольное |
| Подача целлюлозного гранулята (опция) | ||
| Объём силоса | 3 м3 или 6 м3 | |
| Подача амина (опция) | ||
| Объём резервуара | 1,5 м3 | |
| Битумные ёмкости (опция) | ||
| Объём резервуаров | 50 м3, горизонтальный | 50-100 м3, горизонтальный или вертикальный |
| Обогрев резервуаров | электрообогрев | |
| Топливные ёмкости (опция) | ||
| Объём резервуара | 20 м3, горизонтальный | 20-100 м3, горизонтальный или вертикальный |
| Оборудование ресайклинга (опция) | ||
Холодный ресайклинг (кольцо ресайклинга) или горячий ресайклинг (отдельный барабан ресайклинга) | ||
Техническая Спецификация Amomatic 200 SM
| опции | ||
| Производительность | 200 т/ч | ||
| Холодный дозатор | |||
| Количество силосов | 4 | любое | |
| Объём силоса | 9м3 | 12м3 или 15м3 | |
| Сушильный барабан | |||
| Диаметр | 2350 мм | ||
| Длина | 9000 мм | ||
| Мощность горелки | 15,5 МВт | ||
| Топливо горелки | дизельное | биогаз, природный газ, мазут или комбинированная горелка | |
| Привод барабана | 4 x 15 кВт | ||
| Частота вращения барабана | Регулируется инвертором | ||
| Рукавный фильтр | |||
| Площадь фильтрации | 730 м2 | 840 м2 | |
| Контроль вентилятора отходящих | Регулировка скорости инвертором | ||
| Смесительная башня | |||
| Количество фракций | 5 | 4 или 6 | |
| Объём горячих карманов | 25 м3 | 32 м3 или 50 м3 | |
| Порция замеса смесителя | 3000 кг | ||
| Оборудование заполнителя | |||
| Силос минпорошка | 30 м3 + 60 м3 | напр. 2 x 60 м3 или 4 x 60 м3 2 x 60 м3 или 4 x 60 м3 | |
| Бункер-накопитель готового асфальта | |||
| Объём | 100 м3 | 30-300 м3 | |
| Число силосов | 2 | 1-5 | |
| Сечение силоса | прямоугольное | круглое или прямоугольное | |
| Подача целлюлозного гранулята (опция) | |||
| Объём силоса | 3 м3 или 6 м3 | ||
| Подача амина (опция) | |||
| Объём резервуара | 1,5 м3 | ||
| Битумные ёмкости (опция) | |||
| Объём резервуаров | 50 м3, горизонтальный | 50-100 м3, горизонтальный или вертикальный | |
| Обогрев резервуаров | электрообогрев | ||
| Топливные ёмкости (опция) | |||
| Объём резервуара | 20 м3, горизонтальный | 20-100 м3, горизонтальный или вертикальный | |
| Оборудование ресайклинга (опция) | |||
Холодный ресайклинг (кольцо ресайклинга) или горячий ресайклинг (отдельный барабан ресайклинга) | |||
Техническая Спецификация Amomatic 240 SM
| базовая комплектация | опции | |
| Производительность | 240 т/ч | |
| Холодный дозатор | ||
| Количество силосов | 4 | любое |
| Объём силоса | 12м3 | 9м3 или 15м3 |
| Сушильный барабан | ||
| Диаметр | 2500 мм | |
| Длина | 9000 мм | |
| Мощность горелки | 18,4 МВт | |
| Топливо горелки | дизельное | биогаз, природный газ, мазут или комбинированная горелка |
| Привод барабана | 4 x 18,5 кВт | |
| Частота вращения барабана | Регулируется инвертором | |
| Рукавный фильтр | ||
| Площадь фильтрации | 840 м2 | 960 м2 |
| Контроль вентилятора отходящих | Регулировка скорости инвертором | |
| Смесительная башня | ||
| Количество фракций | 5 | 4 или 6 |
| Объём горячих карманов | 25 м3 | 32 м3 или 50 м3 |
| Порция замеса смесителя | 4000 кг | |
| Оборудование заполнителя | ||
| Силос минпорошка | 60 м3 + 60 м3 | напр. 4 x 60 м3 4 x 60 м3 |
| Бункер-накопитель готового асфальта | ||
| Объём | 100 м3 | 30-300 м3 |
| Число силосов | 2 | 1-5 |
| Сечение силоса | прямоугольное | круглое или прямоугольное |
| Подача целлюлозного гранулята (опция) | ||
| Объём силоса | 3 м3 или 6 м3 | |
| Подача амина (опция) | ||
| Объём резервуара | 1,5 м3 | |
| Битумные ёмкости (опция) | ||
| Объём резервуаров | 50 м3, горизонтальный | 50-100 м3, горизонтальный или вертикальный |
| Обогрев резервуаров | электрообогрев | |
| Топливные ёмкости (опция) | ||
| Объём резервуара | 20 м3, горизонтальный | 20-100 м3, горизонтальный или вертикальный |
| Оборудование ресайклинга (опция) | ||
Холодный ресайклинг (кольцо ресайклинга) или горячий ресайклинг (отдельный барабан ресайклинга) | ||
Техническая Спецификация Amomatic 300 SM
| базовая комплектация | опции | |
| Производительность | 300 т/ч | |
| Холодный дозатор | ||
| Количество силосов | 4 | любое |
| Объём силоса | 15м3 | 9м3 или 12м3 |
| Сушильный барабан | ||
| Диаметр | 2800 мм | |
| Длина | 10000 мм | |
| Мощность горелки | 22,5 МВт | |
| Топливо горелки | дизельное | биогаз, природный газ, мазут или комбинированная горелка |
| Привод барабана | 4 x 22 кВт | |
| Частота вращения барабана | Регулируется инвертором | |
| Рукавный фильтр | ||
| Площадь фильтрации | 1200 м2 | 1460 м2 |
| Контроль вентилятора отходящих | Регулировка скорости инвертором | |
| Смесительная башня | ||
| Количество фракций | 5 | 4 или 6 |
| Объём горячих карманов | 32 м3 | 50 м3 |
| Порция замеса смесителя | 4000 кг | |
| Оборудование заполнителя | ||
| Силос минпорошка | 70 м3 + 70 м3 | напр. 4 x 70 м3 4 x 70 м3 |
| Бункер-накопитель готового асфальта | ||
| Объём | 100 м3 | 30-300 м3 |
| Число силосов | 2 | 1-5 |
| Сечение силоса | прямоугольное | круглое или прямоугольное |
| Подача целлюлозного гранулята (опция) | ||
| Объём силоса | 3 м3 или 6 м3 | |
| Подача амина (опция) | ||
| Объём резервуара | 1,5 м3 | |
| Битумные ёмкости (опция) | ||
| Объём резервуаров | 50 м3, горизонтальный | 50-100 м3, горизонтальный или вертикальный |
| Обогрев резервуаров | электрообогрев | |
| Топливные ёмкости (опция) | ||
| Объём резервуара | 20 м3, горизонтальный | 20-100 м3, горизонтальный или вертикальный |
| Оборудование ресайклинга (опция) | ||
Холодный ресайклинг (кольцо ресайклинга) или горячий ресайклинг (отдельный барабан ресайклинга) | ||
Bauma tiedote
Ресайклеры Wirtgen – Рейс.
 РФ
РФ
Технология ресайклинга позволяет вдвое сократить
расходы на ремонт и содержание дорог, обеспечив
высокое качество и длительный срок их службы
Более чем полувековой опыт применения ресайклинга, или использования вторичных материалов при ремонте дорог, Старого света свидетельствует о том, что эта технология позволяет достичь значительного сокращения затрат при обеспечении высокого качества и долговечности дорожных покрытий. Внедрение в России прогрессивного метода ремонта и поддержания в рабочем состоянии дорожного полотна тормозит не только отсутствие практического опыта, но и большое разнообразие применяемых при строительстве дорог материалов, которые имеют значительные различия по свойствам и качеству. Поскольку в разные периоды времени дорожные службы могли использовать различные материалы, то, из каких ингредиентов состоит «коктейль», составляющий дорожную рубашку, остается только догадываться. Именно по этой причине перенести отлаженные западные технологи под копирку невозможно. Их необходимо привязывать к конкретным условиям, адаптировать к российским реалиям. В частности, важно учитывать невысокое качество материалов, которые идут в переработку. Увы, но не все вторичные материалы, которые высвобождаются после снятия слоя дорожной рубашки, годятся в качестве сырья для повторного применения. В частности, при строительстве региональных дорог могли применяться материалы местного происхождения (щебень, песок и т.д.), которые по своим свойствам и качествам не соответствуют современным требованиям, предъявляемым к материалам технологией ресайклинга. Единого «рецепта» по ресайклингу не существует, в каждом случае необходимо провести анализ дорожного покрытия – только так можно добиться наилучшего результата.
Их необходимо привязывать к конкретным условиям, адаптировать к российским реалиям. В частности, важно учитывать невысокое качество материалов, которые идут в переработку. Увы, но не все вторичные материалы, которые высвобождаются после снятия слоя дорожной рубашки, годятся в качестве сырья для повторного применения. В частности, при строительстве региональных дорог могли применяться материалы местного происхождения (щебень, песок и т.д.), которые по своим свойствам и качествам не соответствуют современным требованиям, предъявляемым к материалам технологией ресайклинга. Единого «рецепта» по ресайклингу не существует, в каждом случае необходимо провести анализ дорожного покрытия – только так можно добиться наилучшего результата.
Существует четыре направления ресайклинга, которые применяются при работе с асфальтовыми покрытиями: «холодное» и «горячее», с подготовкой материала непосредственно на месте проведения работ либо с его вывозом на специализированные заводы. Технология выбирается исходя из конкретных условий, с учетом ее преимуществ и недостатков. Например, «горячий» ресайклинг с вывозом материалов на специализированный завод для переработки требует затрат на их транспортировку. Неоспоримым преимуществом метода является возможность использования вторичных материалов на разных объектах. Например, на дорогу, с которой было снято старое покрытие, укладывается рубашка из новых, современных материалов, которые имеют более высокие свойства и качество. Тем самым повышается ее категория. А вторичные материалы уходят на обустройство придорожных объектов, используются при прокладке дорог местного значения.
Например, «горячий» ресайклинг с вывозом материалов на специализированный завод для переработки требует затрат на их транспортировку. Неоспоримым преимуществом метода является возможность использования вторичных материалов на разных объектах. Например, на дорогу, с которой было снято старое покрытие, укладывается рубашка из новых, современных материалов, которые имеют более высокие свойства и качество. Тем самым повышается ее категория. А вторичные материалы уходят на обустройство придорожных объектов, используются при прокладке дорог местного значения.
Самыми востребованными в России являются машины для «холодного» ресайклинга, которые также выполняют функции стабилизаторов грунта. Такая техника наиболее интересна для эксплуатирующих организаций с точки зрения универсальности и сроков окупаемости. Лидером в разработке и производстве ресайклеров является немецкая компания Wirtgen. Ее продукция хорошо знакома российским дорожникам и пользуется у них заслуженным уважением. В продуктовой линейке компании есть три базовые модели машин – WR 200, WR 240, WR 250, – предназначенные для «холодного» ресайклинга. Согласно статистике продаж лидером «тройки» является 240-я машина. Ее преимуществами является широкий барабан
Согласно статистике продаж лидером «тройки» является 240-я машина. Ее преимуществами является широкий барабан
(2,4 метра, как у большого ресайклера), относительно небольшой вес и приемлемая цена. Кроме того, WR 240 отлично подходит для решения большинства задач, является универсальным инструментом, которому всегда найдется применение. Если компания занимается исключительно «холодным» ресайклингом дорожных одежд, то оптимальным выбором будет WR 250. По совокупности своих свойств и качеств для выполнения такой работы модель подходит наилучшим образом. В частности, дорожники отмечают удачную конструкцию рабочего барабана, который обеспечивает оптимальное по качеству и составу дробление материала асфальтовых одежд.
Ресайклеры Wirtgen отличаются от конкурентов прежде всего тем, что они не создавались на основе универсального тягача или скрепера путем установки на него рабочего оборудования, а проектировались как специализированная техника, то есть
«с нуля». В частности, машины имеют идеальную – 50/50 – развесовку по передним и задним колесным парам. Этого удалось достичь расположением силового агрегата непосредственно над фрезерным барабаном, что также способствует созданию необходимого усилия на рабочем инструменте и достижению максимальной производительности. Отсутствие в ходовой части осей и особая кинематика управления колесами с возможностью их поворота на большие углы наделяет ресайклеры Wirtgen отменной маневренностью. Машина может разворачиваться на месте, подъезжать к месту работ любым боком. Следующая особенность немецкой техники – наличие так называемой «нулевой» стороны, которая гарантирует высокое качество и производительность при выполнении больших объемов работ, в частности, на объектах, имеющих большое число полос. Ресайклер позволяет оператору четко контролировать края рабочей полосы, не допускать перехлеста с соседними. К важным элементам конструкции относится и рампа для нанесения и распределения вспененного битума. В отличие от классической эмульсии (битум + вода + эмульгаторы), вспененный битум, необходимый для связки ингредиентов, занимает меньший объем и не содержит воду, доля которой в эмульсии составляет 40 % и более.
Этого удалось достичь расположением силового агрегата непосредственно над фрезерным барабаном, что также способствует созданию необходимого усилия на рабочем инструменте и достижению максимальной производительности. Отсутствие в ходовой части осей и особая кинематика управления колесами с возможностью их поворота на большие углы наделяет ресайклеры Wirtgen отменной маневренностью. Машина может разворачиваться на месте, подъезжать к месту работ любым боком. Следующая особенность немецкой техники – наличие так называемой «нулевой» стороны, которая гарантирует высокое качество и производительность при выполнении больших объемов работ, в частности, на объектах, имеющих большое число полос. Ресайклер позволяет оператору четко контролировать края рабочей полосы, не допускать перехлеста с соседними. К важным элементам конструкции относится и рампа для нанесения и распределения вспененного битума. В отличие от классической эмульсии (битум + вода + эмульгаторы), вспененный битум, необходимый для связки ингредиентов, занимает меньший объем и не содержит воду, доля которой в эмульсии составляет 40 % и более. При этом расход вяжущего материала ниже. Также стоит отметить, что время жизни эмульсии ограничено ее составом, в то время как вспененный битум при его подогреве до определенной температуры может находиться в рабочем состоянии продолжительное время. Как отмечают операторы, ресайклеры Wirtgen обладают продуманной эргономикой рабочего места. Инженерный же персонал, выполняющий обслуживание техники, подчеркивает простоту выполнения регламентных операций, доступность узлов и агрегатов, наличие всех необходимых расходных материалов и запасных частей и, что очень важно, оперативной технической поддержки производителя техники.
При этом расход вяжущего материала ниже. Также стоит отметить, что время жизни эмульсии ограничено ее составом, в то время как вспененный битум при его подогреве до определенной температуры может находиться в рабочем состоянии продолжительное время. Как отмечают операторы, ресайклеры Wirtgen обладают продуманной эргономикой рабочего места. Инженерный же персонал, выполняющий обслуживание техники, подчеркивает простоту выполнения регламентных операций, доступность узлов и агрегатов, наличие всех необходимых расходных материалов и запасных частей и, что очень важно, оперативной технической поддержки производителя техники.
Согласно статистике продаж спецмашин, в России технология ресайклинга с каждым годом набирает популярность. Если раньше число завезенных в РФ ресайклеров было незначительно, то сегодня поставки измеряются десятками единиц техники в год.
Способы регенерации дорожных одежд и покрытий
При реконструкции автомобильных дорог широкое распространение находят методы регенерации и повторного использования материалов дорожных одежд.
Регенерация в переводе с латинского языка — восстановление, возрождение. Применительно к дорожным одеждам и покрытиям регенерация означает восстановление их прочностных свойств, ровности, сплошности и т.д. Применительно к асфальтобетону регенерация — это обработка или переработка старого асфальтобетона с целью полезного изменения некоторых его свойств.
Следует различать близкие между собой термины регенерация — восстановление утерянных свойств материала и повторное использование материалов старого покрытия, которое в зарубежной литературе называется ресайклинг или рециклинг. Повторное использование материалов старого покрытия может осуществляться без регенерации (восстановления или улучшения) свойств этого материала (например, гранулят старого асфальтобетона может быть использован для укрепления обочин). Регенерация же предполагает обязательное восстановление свойств материала и его повторное использование.
Существует большое количество методов регенерации и повторного использования материалов, которые могут быть применены при реконструкции автомобильных дорог [ 2, 4]. Все эти методы можно объединить в несколько групп:
Все эти методы можно объединить в несколько групп:
методы горячей регенерации на месте (на дороге) с использованием различных способов разогрева, разрыхления и улучшения свойств старого асфальтобетона с последующей укладкой его в покрытие;
методы холодной регенерации на месте (на дороге), когда материал старого покрытия (асфальтобетонного или цементобетонного) снимают холодным фрезерованием, обрабатывают битумной эмульсией или цементом и укладывают в нижний слой нового покрытия;
методы холодно-горячей регенерации (комбинированные методы), когда материал старого покрытия снимают холодной фрезой, а затем перерабатывают его с подогревом, добавлением нового щебня и битума в смесительной установке и укладывают в покрытие. При этом переработка может осуществляться на месте (на дороге) в передвижной смесительной установке или на стационарном асфальтобетонном заводе.
Методы горячей регенерации на месте, на дороге и методы горячего ресайклинга имеют несколько разновидностей.
В любом способе горячей регенерации одной из основных операций является разогрев старого асфальтобетонного покрытия. Задача состоит в том, чтобы плавно разогреть обрабатываемый слой асфальтобетона до температуры его переработки и при этом не перегреть вяжущее, которое при высокой температуре ухудшает свои свойства за счет испарения легких фракций и выгорает, если нагрев превышает температуру вспышки вяжущего, равную 180-220°С для вязких и 45-110°С для жидких битумов.
Температура переработки асфальтобетона на вязких, битумах колеблется от 100 до 150 °С, редко до 180-200°С.
Нагрев асфальтобетонного покрытия осуществляется при помощи газовых горелок инфракрасного излучения, объединенных в блоки или панели разогревателя. Сразу после полного включения панелей горелок, которые расположены над поверхностью покрытия на высоте не менее 5 см, идет быстрое нагревание верхнего слоя асфальтобетона, от которого тепло передается вниз (рис. 2).
Рис. 2. Температурный режим разогреваемого слоя: цифры на кривых — время нагрева в минутах
Режим разогрева слоя регулируют изменением давления в газовой системе, изменением положения панелей над поверхностью покрытия или скорости движения разогревателя.
Исходя из ограничений по температуре вспышки битума максимальная продолжительность непрерывного нагрева поверхности асфальтобетона не должна превышать 2,5-3 мин при температуре воздуха 20 °С. После этого необходимо понизить температуру нагревания или сделать перерыв в подаче тепла и затем продолжить нагрев до тех пор, пока температура всего слоя на глубину рыхления достигнет требуемых значений (рис. 3).
Рис. 3. Прерывистый (щадящий) режим разогрева асфальтобетонного покрытия при скорости движения 2 м/мин:
Т — температура нагрева, ° С; t — время, мин; t н — продолжительность работы горелок; t р — продолжительность перегрева в работе горелок; цифры на кривых означают глубину слоя прогрева, см
Теплообмен в слое протекает неравномерно. Вначале поверхность нагревается быстрее, чем нижние слои. К моменту рыхления верхние слои остывают, но нижние за счет теплопроводности аккумулированного тепла продолжают набирать температуру. Это обеспечивает при перемешивании среднюю стабильную температуру 80-100°С.
К моменту рыхления верхние слои остывают, но нижние за счет теплопроводности аккумулированного тепла продолжают набирать температуру. Это обеспечивает при перемешивании среднюю стабильную температуру 80-100°С.
Как правило, разогрев производится при медленном движении блока горелок в две или три ступени. Сначала разогрев производят самоходным асфальторазогревателем для предварительного разогрева до температуры поверхности 90-100°С, затем в одну или две ступени окончательного разогрева до требуемой температуры.
Длина каждой панели или блока горелок определяется в зависимости от скорости движения разогревателя и допустимой, максимальной продолжительностью непрерывного нагрева асфальтобетона. При скорости движения разогревателя 2 м/мин и продолжительности нагрева 2,5 мин длина панели горелок составляет 5 м. При большей скорости движения длина панели увеличивается.
Глубину рыхления, которую разогревают до рабочей температуры, принимают не менее толщины слоя регенерации, которая зависит от крупности зерен щебня или песка в асфальтобетоне, но не менее:
— 20 мм для песчаных смесей;
— 25 мм для щебеночных смесей с зернами размером до 15 мм;
— 35 мм для щебеночных смесей с зернами размером до 20 мм.
Обычно глубину разогрева принимают 30-60 мм в зависимости от толщины верхнего слоя асфальтобетона и максимальной глубины рыхления, которую может обеспечить термосмеситель.
Выравнивание и восстановление формы покрытия с добавлением новой смеси и ее перемешивание со старой. Этот метод называется термопрофилированием, или Remix , а машины для его реализации называют Remixer . Из всех методов горячей регенерации метод термопрофилирования и машины ремиксеры разных фирм и модификаций получили наибольшее распространение.
Метод термопрофилирования применяют в том случае, когда существующее покрытие имеет много дефектов в виде трещин, колей, сетки трещин, а также когда необходимо усилить старое покрытие. Для этого к снятому и разрыхленному материалу старого покрытия добавляют новый материал в количестве 25-50 кг/м2 при ремонте без усиления и до 150 кг/м2при ремонте с усилением.
Для подбора состава добавляемой смеси с учетом свойств старого асфальтобетона из покрытия отбирают пробы (керны), изучают состав старой смеси, проектируют требуемый состав с учетом условий движения и эксплуатации дороги. Назначают вид и состав добавляемой смеси так, чтобы после ее перемешивания со старой смесью получить асфальтобетон с требуемыми свойствами.
Назначают вид и состав добавляемой смеси так, чтобы после ее перемешивания со старой смесью получить асфальтобетон с требуемыми свойствами.
Старый и новый материал перемешивают в мешалке, получают однородную смесь, которую укладывают в виде одного слоя покрытия. Глубина фрезерования старого покрытия может достигать 50-60 мм.
Метод позволяет скорректировать зерновой состав старого асфальтобетона, устранить последствия старения битума, повысить шероховатость покрытия и обеспечить хорошую связь между регенерированным слоем и старым покрытием.
Технологический процесс метода термопрофилирования включает в себя следующие основные операции (рис. 4):
Рис. 4. Последовательность технологических операций, выполняемых при термопрофилировании:
1 — покрытие до ремонта; 2 — нагрев; 3 — рыхление; 4 — сбор разрыхленной смеси, добавление новой, перемешивание; 5 — разравнивание, предварительное уплотнение; 6 — окончательное уплотнение; 7 — готовое покрытие
подготовительные работы, к которым относят ограждение места производства работ, подготовку машины и оборудования, разметку участка, загрузку новой смеси в приемный бункер и др. ;
;
предварительный и окончательный разогрев существующего покрытия;
рыхление или фрезерование старого покрытия и подачу снятого материала в смеситель;
подачу в мешалку нового материала и перемешивание его со старым;
распределение и предварительное уплотнение асфальтобетонной смеси;
окончательное уплотнение слоя покрытия.
Оборудование для выполнения этих операций состоит из трех панелей горелок инфракрасного излучения для предварительного разогрева, смонтированных на отдельном шасси (разогреватель типа ДЭ-234), и термосмесителя типа ДЭ-232, в состав которого входят несколько блоков (панелей) нагревательных газовых горелок, емкости для сжатого газа, приемный бункер для новой смеси, рыхлитель-фреза, шнековый питатель для подачи нового материала в смеситель, мешалка (смеситель) принудительного действия, шнековый разравниватель и планирующий отвал, вибробрус для предварительного уплотнения и др.
Современные ремиксеры при необходимости могут выполнять все виды горячей регенерации на дороге.
Работы начинают после очистки покрытия от пыли и грязи. Разогрев покрытия производят ступенчато. Вначале в течение 6-7 мин производят предварительный прогрев покрытия. Затем при рабочей скорости 1,2-1,3 м/мин прогревают покрытие в течение 10-20 мин в зависимости от температуры воздуха. После этого выходят на стационарный режим движения 2,5-3 м/мин, температуры нагрева 110-120°С. Минимальная продолжительность нагрева Тм при высоте нагревателя над поверхностью покрытия 50 мм для слоя толщиной 40 мм зависит от температуры воздуха t в :
| t в ,° C | 10 | 20 | 30 | 40 |
| Тм, мин | 8,8 | 8 | 6,9 | 5,9 |
После разогрева верхний слой покрытия фрезеруется и полученный гранулят подается в смеситель, куда вводится новая горячая смесь, которая перемешивается с гранулятом, укладывается и уплотняется.
Важно отметить, что укладка смеси ведется на горячее основание, что улучшает процесс слияния верхнего и нижнего слоев в единый монолит. В результате за один проход получается новое, более прочное покрытие, устраняются колеи, трещины и неровности (рис. 5). Тем не менее, обычно на слой регенерированного асфальтобетона укладывают защитный слой или дополнительный тонкий слой нового асфальтобетона.
Рис. 5. Вид покрытия до и после регенерации
Разновидностью метода термосмешения является метод термопластификации . Он состоит в том, что в процессе фрезерования или перемешивания кроме новой смеси добавляют еще и пластификатор в количестве 0,1-0,6 % от массы смеси, который улучшает свойства битума в старой асфальтобетонной смеси. При этом во многих случаях нет необходимости добавлять новый материал, поскольку хорошо восстанавливаются свойства старого материала. Термопластификацию осуществляют обычным ремиксером, оснастив его узлом для введения пластификатора. Толщина обновляемого слоя до 50 мм. В качестве пластификатора используют масла нефтяного происхождения с содержанием ароматических углеводородов не менее 25 % по массе. Можно также применять экстракты селективной очистки масляных фракций нефти, зеленое масло и др.
В качестве пластификатора используют масла нефтяного происхождения с содержанием ароматических углеводородов не менее 25 % по массе. Можно также применять экстракты селективной очистки масляных фракций нефти, зеленое масло и др.
Дальнейшим развитием метода регенерации с добавлением новой смеси и ее перемешиванием является так называемый метод «Ремикс плюс», который состоит в том, что на слой регенерированного асфальтобетона сразу той же машиной укладывается дополнительный слой усиления, или защитный слой из новой смеси. Для этого термосмеситель оборудуется дополнительным распределительным шнеком, расположенным за первым шнеком (рис. 6). Окончательное уплотнение первого и второго слоев производится одновременно, сначала легким вибрационным катком с выключенным вибратором или гладко-вальцевым катком массой 6-8 т, затем продолжают вибрационным катком с включенным вибратором и пневмоколесным катком массой 16-20 т. Завершают уплотнение тяжелым гладковальцовым катком.
Работы по термопрофилированию можно производить при температуре воздуха не ниже +20°С, а с применением дополнительного разогревателя — при температуре воздуха не ниже 5°С. Скорость ветра не должна быть более 7 м/с. При большей скорости ветра резко возрастают потери тепловой энергии, которая рассеивается в атмосфере. Кроме того, при сильном ветре происходит задувание горелок.
Скорость ветра не должна быть более 7 м/с. При большей скорости ветра резко возрастают потери тепловой энергии, которая рассеивается в атмосфере. Кроме того, при сильном ветре происходит задувание горелок.
Новую технологию горячей регенерации асфальтобетонного покрытия на месте разработала фирма «Мартек» (Канада), которая выпускает для ее реализации специальный комплект машин AR 2000.
Комплект состоит из двух предварительных разогревателей, нагревателя-фрезеровщика, горячего смесителя, укладчика и катков (рис. 7).
Существенное отличие этой технологии состоит в том, что разогрев асфальтобетонного покрытия производится не горелками инфракрасного излучения, а нагретым до 600°С воздухом, который обтекает поверхность покрытия, нагнетается в поры асфальтобетона под давлением, создаваемым компрессором и вакуумированием (откачиванием) воздуха.
Рис. 6. Устройства для укладки дополнительного слоя покрытия при терморегенерации по методу «Ремикс плюс»:
1 — направление движения; 2 — впрыскивание битума; 3 — разрыхляющие валы; 4 — смеситель; 5 — готовая смесь; 6 — первый распределительный шнек; 7 — разравнивающий брус; 8 — второй распределительный шнек; 9 — смесеукладочный брус; 10 — слой смеси старого асфальтобетона с битумом; 11 — слой из новой смеси; 12 — подача новой смеси: 13 — старое покрытие
Рис. 7. Горячая регенерация комплектом машин AR -2000:
7. Горячая регенерация комплектом машин AR -2000:
1, 2 — стадия первая — предварительный и полный разогрев; 3 — стадия вторая — продолжение разогрева до глубины 50 мм и разрыхление; 4 — стадия третья и четвертая — продолжение разогрева, подача материала в мешалку, добавление нового материала, перемешивание и укладка
Подогрев воздуха может производиться сжиганием газа или дизельного топлива. Разогревающее устройство в виде герметически замкнутого прямоугольника (коробки) плотно прижимается к поверхности покрытия. В пространство между покрытием и разогревателем с одной стороны накачивается горячий воздух, а с другой стороны он отсасывается вакуумным насосом. Откаченный горячий воздух снова поступает в компрессор и так постоянно циркулирует.
Это способствует многократному снижению потерь тепловой энергии при разогреве асфальтобетонного покрытия по сравнению с разогревом горелками инфракрасного излучения, полностью исключает выгорание битума и пережог смеси, а также выделение выбросов газа, дыма и пыли в атмосферу. Ширина обрабатываемой полосы может изменяться в диапазоне 3,3-4,0 м, глубина разогрева до 50 мм, скорость движения комплекта от 5 до 7 м/мин. За одну смену комплект обрабатывает полосу длиной около 3 км. Общая длина комплекта в работе составляет 75 м.
Ширина обрабатываемой полосы может изменяться в диапазоне 3,3-4,0 м, глубина разогрева до 50 мм, скорость движения комплекта от 5 до 7 м/мин. За одну смену комплект обрабатывает полосу длиной около 3 км. Общая длина комплекта в работе составляет 75 м.
Эффективность работы этого комплекта особенно высока при больших объемах.
Комбинированные способы горячей регенерации состоят в том, что асфальтобетон старого покрытия снимается горячей фрезой, отправляется на стационарный асфальтобетонный завод, где он перерабатывается горячим способом с добавлением к старому асфальтобетону битума и около 60 % новых материалов.
Полученная смесь в горячем состоянии укладывается в покрытие на той дороге, где была получена старая смесь, или на другой дороге.
Методы холодной регенерации включают в себя снятие и размельчение материала слоев асфальтобетонного или цементобетонного покрытия, их обработку органическим или минеральным вяжущим с добавлением или без добавления новых минеральных материалов, укладку и уплотнение.
Одной из основных технологических операций холодной регенерации является снятие и размельчение материалов слоев существующей дорожной одежды. Эти операции обычно производят с помощью холодных фрез.
Для большинства асфальтобетонных покрытий, за исключением случая, когда заполнитель имеет очень низкую прочность, зубья планировщика разрушают старое дорожное покрытие по линиям асфальтовяжущего вещества. При этом гранулометрический состав исходной смеси изменяется очень мало и снятые куски и щебенки асфальтобетона обычно покрыты вяжущим, что позволяет использовать их для приготовления новой смеси с минимальным расходом битума или битумной эмульсии.
Холодным фрезерованием можно снимать старое покрытие послойно и тем самым отделять материал верхнего слоя из мелкозернистого асфальтобетона от материала нижнего слоя из крупнозернистого асфальтобетона с последующей укладкой в соответствующие слои дорожной одежды.
Холодное фрезерование дорожного покрытия применяют для снятия старого покрытия с трещинами, чтобы предупредить их выход на новое покрытие при усилении дорожной одежды; для восстановления поперечного профиля дорожной одежды и устранения колей, выбоин и других деформаций; увеличения вертикального габарита путепровода над дорогой; уменьшения собственного веса дорожной одежды на мостах и путепроводах; сохранения высоты бордюров и отметок водосборных, водоотводящих и дренажных систем в населенных пунктах, на городских улицах и в других случаях.
Глубина фрезерования зависит главным образом от состояния покрытия. Чаще всего одним проходом фрезерной машины снимают верхний слой, а на нижний слой укладывают новое покрытие из одного или нескольких слоев.
Способы холодной регенерации, или ресайклинга, отличаются между собой материалом, используемым для укрепления гранулята: органическим, минеральным или комплексным.
Полученный при холодном фрезеровании гранулят может быть повторно использован без переработки или с переработкой на месте в передвижной установке или на стационарном заводе с добавлением или без добавления минерального материала (щебня).
В режиме холодного ресайклинга широко используют обработку гранулята битумной эмульсией, жидким или вспененным битумом (рис. 8).
Рис. 8. Схема рабочих процессов и комплект машин для холодного ресайклинга с применением битумной эмульсии
При необходимости улучшить гранулометрический состав смеси или усилить дорожную одежду к полученному грануляту добавляют необходимое количество щебня. В этом случае работа выполняется в такой последовательности:
В этом случае работа выполняется в такой последовательности:
на очищенное старое покрытие вывозится и автогрейдером распределяется слой щебня;
машиной для холодного фрезерования снимается старое покрытие и полученный гранулят перемешивается в самой машине со щебнем. В момент перемешивания смеси добавляется вода для смачивания щебенок и битумная эмульсия в необходимом количестве;
смесь окончательно разравнивается автогрейдером и уплотняется.
На уложенный слой укладывается защитный слой или слой нового покрытия из асфальтобетона.
Холодный ресайклинг с применением в качестве вяжущего цемента обычно используется для устройства основания из гранулята, полученного при фрезеровании старого асфальтобетонного покрытия (рис. 9). При этом добавка цемента составляет 3-5 % от массы гранулята. Для достижения оптимальной влажности одновременно добавляется необходимое количество воды. Обработанная смесь разравнивается и уплотняется.
Рис. 9. Схема рабочих процессов и комплект машин для холодного ресайклинга с применением цемента
После набора прочности уложенной смеси устраивается новый слой асфальтобетонного покрытия или защитный слой.
Метод холодного ресайклинга асфальтобетонного покрытия может быть использован с применением комплексного вяжущего, состоящего из битумной эмульсии и цемента [ 2]. В результате получается асфальтогранулобетон (АГБ).
АГБ-смесь приготавливают в смесительной установке с принудительным перемешиванием в холодном состоянии асфальтобетонного гранулята с добавками: щебня фракций 5-25 мм (если необходимо), цемента, катионной битумной эмульсии и воды смачивания, если влажность гранулята ниже 1 %. Добавки в гранулят вводят в таком порядке: щебень, вода смачивания, эмульсия, цемент.
При приготовлении АГБ-смеси может быть использован гранулят, полученный как при послойном, так и однопроходном фрезеровании существующего покрытия на глубину 14-30 см. Однако кривая гранулометрического состава гранулята должна иметь плавное очертание и вписываться в границы составов для пористых и высокопористых смесей, зерен щебня фракций крупнее 5 мм должно быть не менее 35-40 %. В противном случае к грануляту добавляют щебень.
Ориентировочная доля отдельных компонентов по массе гранулята составляет:
битумной эмульсии — 2-4 %;
портландцемента — 2-5 %;
воды — 4-6 %.
Смесь укладывается на подготовленное основание при температуре воздуха не ниже 0 °С и уплотняется сначала виброплитой, а затем звеном катков. После испарения влаги (примерно через 2 ч после окончания уплотнения) можно открывать движение автотранспорта с ограничением скорости до 40 км/ч. Через 4-5 часов можно укладывать следующий слой асфальтобетона, который выполняет роль защитного слоя и слоя износа.
Технология может быть реализована в нескольких вариантах (рис. 10):
а) фреза работает в сцепе со смесителем укладчиком, который является ведущей машиной (рис. 10, а). Толщина укладываемого слоя до 12 см, производительность укладки 80-150 т/ч;
б) фреза оставляет асфальтогранулят на проезжей части и ее подбирает прицепной или самоходный подборщик, работающий в сцепе со смесителем укладчиком (рис. 10, б). При этом фреза и смеситель-укладчик могут иметь разную производительность;
При этом фреза и смеситель-укладчик могут иметь разную производительность;
в) регенерационное фрезерование совместно с выравнивающим фрезерованием (рис. 10, в). Фреза работает в одном звене с автомобилями-самосвалами, которые доставляют основной объем асфальтогранулята к смесителю-укладчику, а избыток — на другой объект или на склад.
Рис. 10. Технологические схемы холодной регенерации с использованием в качестве ведущей машины смесителя укладчика:
1 — старое покрытие; 2 — фреза; 3 — гранулят; 4 — смеситель-укладчик; 5 — каток; 6 — новый слой покрытия; 7 — подборщик; 8 — автомобили-самосвалы; 9 — склад АГ
Могут быть применены и другие технологические схемы в зависимости от конкретных условий (толщина и количество снимаемых и укладываемых слоев, необходимость добавления минерального материала, вида применяемого вяжущего и т.д.).
Методы холодно-горячей регенерации (комбинированные методы) можно разделить на две группы:
а) с переработкой старого асфальтобетона на месте (на дороге) в передвижных смесительных установках;
б) с переработкой старого асфальтобетона на стационарных асфальтобетонных заводах.
Технология холодно-горячей регенерации с переработкой старого асфальтобетона на месте в передвижной смесительной установке может быть реализована с использованием специального комплекта машин. Основной машиной этого комплекта является передвижная асфальтосмесительная установка с сушильным барабаном.
В состав комплекта входят: щебнераспределитель, холодная фрезеровальная машина, передвижная асфальтосмесительная установка, асфальтоукладчик, комплект катков.
Технология работ включает следующие операции:
на очищенное от пыли и грязи покрытие распределяется равномерный слой щебня на всю полосу обработки. Новый щебень обычно добавляют в количестве 50-70 % объема отфрезерованного гранулята;
холодной фрезой на глубину 30-50 мм снимается верхний слой покрытия, измельчается, одновременно перемешивается с новым щебнем и выкладывается в виде вала на полосе фрезерования;
погрузчиком-питателем смесь гранулята со щебнем подается в движущийся сушильный барабан асфальтосмесительной установки, где смесь высушивается и подогревается до рабочей температуры;
горячая смесь поступает в смесительное отделение асфальтосмесителя, куда вводится битум в количестве 5-7 % от массы нового щебня, и перемешивается;
из смесителя готовая смесь выгружается в приемный бункер асфальтоукладчика, распределяется и предварительно уплотняется;
окончательное уплотнение производится комплектом катков.
В результате общая толщина асфальтобетонного покрытия увеличивается на 2-4 см. На этот слой укладывается защитный слой в виде поверхностной обработки или слой износа из новой асфальтобетонной смеси.
В городских условиях переработку снятого холодной фрезой гранулята, как правило, производят на стационарных асфальтобетонных заводах, где имеются лучшие условия для обеспечения высокого качества регенерированного асфальтобетона.
Особенности обеспечения качества при регенерации и повторном использовании материалов. Регенерация и ресайклинг являются перспективными методами ремонта дорожных покрытий. Однако эти технологии требуют дальнейшего развития и совершенствования, особенно в отношении качества материалов и слоев дорожной одежды, получаемых с применением указанных технологий.
Одна из главных проблем состоит в неоднородности материала старого покрытия, который после переработки и улучшения укладывается повторно. Неоднородность обусловлена тем, что старое покрытие могло быть уложено много лет назад различной толщиной слоев, из различных материалов, особенно битумов, которые со временем изменяют свои свойства.
В процессе эксплуатации старое покрытие неоднократно ремонтировалось с применением различных технологий и материалов. Поэтому к моменту регенерации и повторного использования состав материала снимаемых слоев может существенно измениться на отдельных участках. Необходим тщательный контроль за составом, качеством и однородностью материала старого покрытия.
Другая проблема состоит в том, что в процессе фрезерования получают гранулы различной величины, некоторая часть щебня размельчается и обнажает не обработанную битумом поверхность. Другие частицы минерального материала остаются покрытыми битумной пленкой. При перемешивании с новым вяжущим и введением нового щебня толщина пленки на старых и новых частицах минерального материала может быть неравномерной. Все это приводит к неоднородности получаемого материала и снижает его физико-механические свойства. Учитывая эти особенности, переработанный материал старого покрытия обычно укладывают в нижние слои новой дорожной одежды или в слои, которые закрывают защитным слоем.
ВИДЫ И ОСОБЕННОСТИ РЕСАЙКЛИНГА АСФАЛЬТОБЕТОНА | Артём Грызлов
Асфальтобетон является основной статьей расхода во время дорожного строительства. Цены на данный материал формируются из стоимости его получения и доставки. В такой ситуации существенную экономию обеспечивает повторное применение асфальтобетона, более известное как ресайклинг. В результате удается добиться сохранения ресурсов и окружающей среды, а также отсутствия отходов. Существует два вида ресайклинга – горячий и холодный.
Горячий ресайклинг обеспечивает оперативную регенерацию дорожного полотна. Для этого понадобятся инфракрасные батареи, с помощью которых происходит нагрев асфальтобетона до 150 градусов, чтобы он немного смягчился. Затем покрытие дороги разрыхляется на определенную глубину и покрывается смесью для дополнительного укрепления и восстановления толщины.
В состав смеси входят минералы и вещества для связки. Под воздействием повышенной температуры она соединяется с переработанным асфальтобетоном. Поверх полотна в нагретом состоянии укладывается готовый материал. Для этого следует использовать особый брус. Покрытие нужно дополнительно уплотнить с помощью катка. Горячий ресайклинг позволяет за короткий срок восстановить асфальтобетон. При этом для выполнения работ не понадобится много людей. Весь процесс можно выполнить в течение дня.
Для выполнения холодного ресайклинга нужно подготовить особую суспензию. Она смешивается в мобильной установке, которую ресайклер толкает перед собой с нанесением смеси для регенерации. В результате асфальт становится более плотным и устойчивым. Полученный слой необходимо уплотнить с помощью катка. После этого выполняется профилирование покрытия и повторное уплотнение, а также укрепление битумом.
Холодный ресайклинг не оказывает влияния на экологию, не требует большого количества энергии, позволяет качественно регенерировать асфальтобетон и сохраняет грунт целым. При выполнении работ достаточно один раз пройтись ресайклером по дорожному полотну.
При выполнении работ достаточно один раз пройтись ресайклером по дорожному полотну.
Больше статей читайте на сайте btspro.ru
технология холодного ресайклинга и попутного фрезерования
Выбирая строительное дорожное оборудование и технику, да и вообще любую технику, большинство из нас стремиться почитать отзывы, узнать её возможности, как она работает. Ведь новые машины позволяют применять и новые технологии. Хотя этот принцип действует и в обратном направлении: новые технологии требуют новую технику. Вот так, например, в США решается вопрос замены дорожного полотна.
В американском городе Сан-Хосе, что на самом юге Калифорнии и нескольких десятках км от границы с Мексикой, ресайклер Wirtgen 3800 CR доказывает, что его применение для холодного ресайклинга является самым экономичным решением.
Принцип «время – деньги» напрямую касается дорожного строительства. Особенно в районах с высокой загруженностью дорог. И тут большим преимуществом является универсальность машины и оборудования.
Примером такой универсальности может служить ресайклер. Модель 3800 CR от компании Wirtgen способный выполнять холодный рециклинг со встречным и попутным фрезерованием – в режиме «Upcut» и «Downcut», соответственно, а также работать в качестве высокопроизводительной дорожной фрезы. Подобная универсальность позволяет ему выполнять индивидуальные требования в соответствии с условиями эксплуатации и/или требованиями тендера.
В «золотом штате» Калифорния дорожный «универсал» Wirtgen 3800 CR мощностью 950 л.с. восстанавливает главные транспортные артерии города Сан-Хосе. Суммарная протяженность участков – 100 миль. Ежедневная транспортная нагрузка на них составляет от 12 000 до 35 000 автомобилей. Поэтому качество покрытия очень важно, не говоря уже о том, что остановка этого транспортного потока может привести к коллапсу дорожного движения в городе.
Технология холодного ресайклинга и попутного фрезерования
Для получения высокого качества укладки, предприятие MCK Services Inc.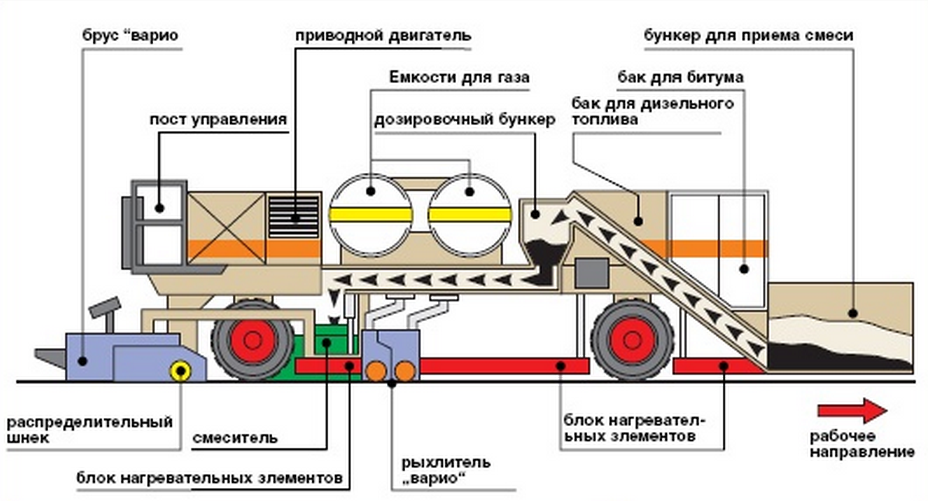 , выполняющее дорожные ремонтные работы приняло решение использовать метод попутного фрезерования, разработанный Wirtgen Group: фрезерный барабан ресайклера вращается по направлению движения машины, а не как при встречном фрезеровании, когда барабан вращается против движения. Это обеспечивает точный контроль размера зерна перерабатываемого асфальта, особенно в случае очень хрупких, тонких, старых асфальтобетонных дорог.
, выполняющее дорожные ремонтные работы приняло решение использовать метод попутного фрезерования, разработанный Wirtgen Group: фрезерный барабан ресайклера вращается по направлению движения машины, а не как при встречном фрезеровании, когда барабан вращается против движения. Это обеспечивает точный контроль размера зерна перерабатываемого асфальта, особенно в случае очень хрупких, тонких, старых асфальтобетонных дорог.
В рамках этого метода холодный ресайклер Wirtgen 3800 CR движется задним ходом, снимая поврежденные слои асфальтобетона толщиной 10 см на ширину 3,80 м с попутным фрезерованием. Фрезерно-смесительный барабан машины гранулирует слои асфальтобетона и смешивает его с предварительно распределенным однопроцентным цементом.
Две цистерны по шлангам подают на ресайклер воду и горячий битум, где при помощи сжатого воздуха из этого производился вспененный битум. Управление распределительными рампами осуществляется при помощи микропроцессоров, что обеспечивает точность подачи добавляемого вспененного битума в смесительную камеру для оптимальной переработки гранулированного материала. Затем расположенные на роторе выбрасыватели передают приготовленную дорожную смесь на погрузочный конвейер, который направляет материал непосредственно в приёмный бункер асфальтоукладчика, который укладывает его в соответствии с заданным профилем и положением.
Затем расположенные на роторе выбрасыватели передают приготовленную дорожную смесь на погрузочный конвейер, который направляет материал непосредственно в приёмный бункер асфальтоукладчика, который укладывает его в соответствии с заданным профилем и положением.
Заложенная в концепцию ресайклера Wirtgen 3800 CR максимальная мощность обеспечивает быстрое выполнение восстановительных работ. Система погрузки также обладает высокой производительностью подачи, а поворотный конвейер с регулируемой высотой – обеспечивает точность и оперативность загрузки бункера-приёмника укладчика.
Рентабельность и экологичность
После укладки 100 миль покрытия, осуществленной с помощью метода холодного ресайклинга на месте, Боб Герриган, управляющий из компании MCK Services, доволен результатами: «При помощи Wirtgen 3800 CR нам удалось в полном объеме выполнить технологические и финансовые требования администрации города Сан-Хосе».
Окончательные цифры говорят сами за себя: применение технологии холодного ресайклинга на месте позволило обойтись закрытием только части дороги и снизить время закрытия проезжей части, а рабочее время грузовых автомобилей удалось сократить на 90% (9 600 часов), что позволило значительно снизить выбросы CO2 и потребление топлива. Таким образом, городу удалось сэкономить порядка 1,5 млн. долларов США.
Таким образом, городу удалось сэкономить порядка 1,5 млн. долларов США.
Заключение Фрэнка Фаршиди, руководителя проекта из городской администрации Сан-Хосе, также позитивное: «Холодный ресайклинг на месте обеспечивает высочайшее качество, отличается экономичностью, экологичностью и минимальным влиянием на транспортный поток».
Автор: ТЕХНОmagazine
Поделиться
Горячая переработка на месте | Каталожные номера
| В. | Почему требуется грунтовка или обработка поверхности ПОСЛЕ HIR? |
| А. | HIR эффективно восстанавливает существующее 1,5-дюймовое дорожное покрытие, восстанавливая его «управляемость» и смягчая свойства окисленной дороги с помощью омолаживающего агента. Сам процесс замедляет появление отражающих трещин и, по сути, превращает существующий слой износа в новый курс повышения уровня.И так же, как и выравнивающее связующее, его также необходимо герметизировать/покрыть поверхностной обработкой, защитным покрытием или горячим миксом. |
| В. | Каков наиболее рекомендуемый слой покрытия? |
| А. | Ваш бюджет, предполагаемый срок службы и транспортная нагрузка будут определять, какая обработка поверхности или покрытие являются наиболее подходящими. Тем не менее, наиболее типичным является уплотнение стружки с туманным уплотнением или 1-2 дюйма горячей асфальтобетонной смеси. |
| В. | Какова рекомендуемая толщина окончательного слоя износа, наносимого после HIR? |
| А. | Большинство агентств выбирают 1-2 дюйма горячей смеси, когда желательно структурное увеличение. Для проектов, которые не требуют дополнительной структуры, большинство агентств выбирают изоляцию стружки с защитой от тумана или 1 дюйм горячей смеси. Микроповерхность или шламовое уплотнение также являются популярными вариантами в некоторых частях страны. |
В. | Каков типичный срок службы покрытия HIR? |
| А. | Это зависит от нескольких факторов: окончательной обработки поверхности или покрытия; транспортные нагрузки; климат; насколько общая структура существует на дорожном покрытии после обработки и покрытия. Тем не менее, по сравнению со стандартной 2-дюймовой накладкой для фрезерования и горячего смешивания, HIR с 1-дюймовой накладкой горячего смешивания обычно обеспечивает такой же ожидаемый срок службы.HIR с чип-пломбой обычно служит 8-10 лет. |
| В. | Требуется ли минимальное количество для проекта? |
| А. | В идеале проекты HIR должны иметь как минимум 75 000 квадратных ярдов, расположенных в 1-3 местах. |
| В. | Можно ли использовать технологию HIR для дорожных покрытий, покрытых чипсами? |
А. | Да, иногда.Содержание масла в дороге должно быть проверено, чтобы определить, является ли оно подходящим кандидатом. Слишком много масла может привести к чрезмерному дыму. |
| В. | Как скоро после этого его нужно закрыть/закрыть? |
| А. | Поверхность дорожного покрытия, подвергнутого HIR, должна быть обработана, загерметизирована или покрыта горячей смесью в течение 10 рабочих дней. |
| В. | Может ли процесс HIR улучшить прорезиненные асфальтобетонные покрытия горячей смеси? |
| А. | Да, нет никаких проблем с использованием процесса HIR на прорезиненных покрытиях горячей смеси. |
| В. | Требуется ли минимальная толщина дорожного покрытия, чтобы сделать его подходящим кандидатом? |
А.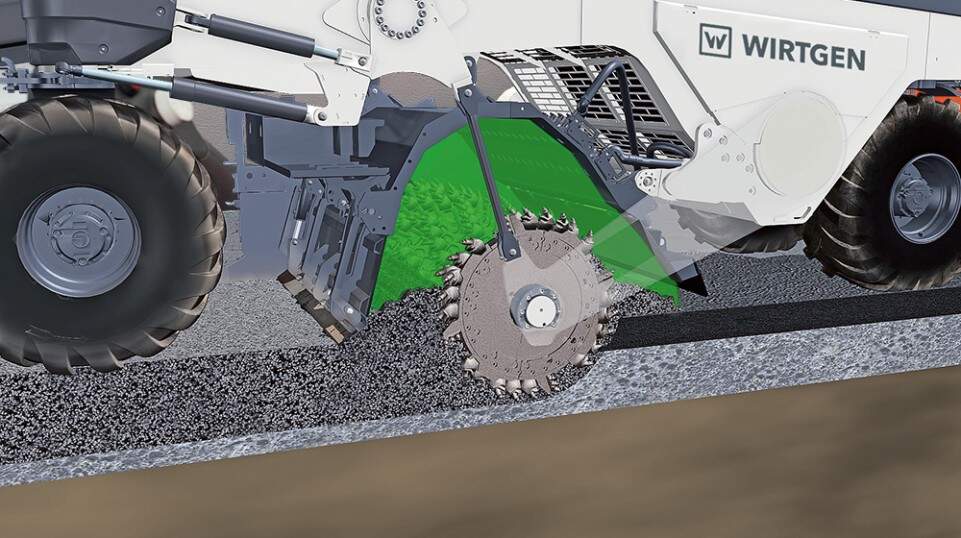 | Да, требуется минимум 3 дюйма горячей смеси и/или герметика для стружки. |
| В. | Где обычно применяется процесс HIR? |
| А. | HIR используется отделами общественных работ в городских и пригородных / жилых районах так же, как он используется округами в сельской местности. |
| В. | Что необходимо, чтобы определить, подходит ли дорожное покрытие для HIR? |
| А. | На структурно прочном дорожном покрытии требуется предварительное протягивание стержней (семь 6-дюймовых стержней на уникальное покрытие), чтобы лаборатория испытаний материалов могла оценить различные ключевые свойства существующего покрытия (например,g., показатель проникновения/мягкость, содержание АУ %, пыль к АУ %) до и после добавления омолаживающего агента. |
| В. | Нужно ли предоставлять керны, если я знаю толщину и содержание дорожного покрытия? |
А. | Да, визуальное наблюдение за вытянутыми стержнями позволяет лаборатории проверить толщину дорожного покрытия и отсутствие дорожного полотна (Petromat). Что еще более важно, результаты лабораторных испытаний позволяют лаборатории подтвердить агентству, является ли дорожное покрытие подходящим кандидатом для процесса HIR. |
| В. | Кто делает рекомендуемое тестирование ядер? |
| А. | Подрядчик HIR НЕ проводит тестирование. Агентству настоятельно рекомендуется нанять лабораторию для испытаний материалов, сертифицированную AMRL, которая может проводить специальные испытания. Чикагская испытательная лаборатория, Inc. специализируется на проведении необходимых тестов (например, AASHTO R59, T30, T49, T164, T166, T209, T269, ASTM D5). |
| В. | Какое омолаживающее средство используется? |
| А. | Обычно просто указывается как незапатентованное омолаживающее средство (в идеале масло, а не эмульсия), способное эффективно смягчать существующее асфальтовое покрытие. |
| В. | Каков стандартный способ выставить это на торги? |
| А. | Большинство агентств размещают его либо как «отдельный» контракт для участия в торгах, либо как часть более крупного объема работ, включающего наложение горячего микса.При заключении отдельного контракта подрядчик HIR предлагал его напрямую агентству. При заключении контракта в рамках более крупного контракта подрядчик HIR обычно претендует на роль субподрядчика для различных генеральных подрядчиков, участвующих в торгах по проекту. |
| В. | Могу ли я выставить его на торги в качестве альтернативы? |
| А. | Да, однако существует высокая вероятность того, что подрядчик HIR не предложит цену, поскольку теперь у генерального подрядчика есть возможность завышать указанную цену, что делает ее «непомерно высокой» для агентства. |
| В. | Могу ли я быть уверен, что более одного подрядчика HIR примут участие в торгах по моему проекту? |
| А. | Проще говоря, нет никакой гарантии, что на ваш проект претендует более одного подрядчика, как и в случае с любым другим проектом. Однако это НЕ означает, что это «метод единственного источника или проприетарный». Если мы предложим цену за ваш проект, она будет предложена на конкурсной основе. |
Глава 9 — 98042 — Переработка — Экологичность — Тротуары
Глава 9.Горячая переработка на месте (методы строительства и оборудование)
Введение
Горячий рециклинг на месте (HIR) был описан как метод на месте, который восстанавливает изношенные асфальтовые покрытия и, таким образом, сводит к минимуму использование новых материалов. (1) В основном этот процесс состоит из четырех этапов:
- размягчение поверхности асфальтового покрытия под действием тепла;
- скарификация и/или механическое удаление поверхностного материала;
- смешивание материала с рециклинговым агентом, битумным вяжущим или новой смесью; и
- укладка и укладка рециклированной смеси на поверхность дорожной одежды.


Основной целью горячей переработки на месте является исправление дефектов поверхности, не вызванных несоответствием конструкции, таких как растрескивание, трещины, колеи и дыры, толчки и удары. Это может быть выполнено как однопроходная операция или многопроходная операция. При однопроходной операции первичные материалы смешиваются с материалом регенерированного асфальтового покрытия (РАП) за один проход, тогда как при многоэтапном процессе новый слой износа добавляется после повторного уплотнения материалов РАП.Преимущества горячей переработки на месте заключаются в том, что сохраняются высоты и просветы над головой, она сравнительно экономична и требует меньшего контроля движения, чем другие методы реабилитации. Этот процесс также можно использовать для повторного покрытия снятых заполнителей, восстановления кровли и дренажа, изменения градации заполнителя и содержания асфальта, а также улучшения сопротивления трения поверхности. Горячая переработка на месте обычно выполняется на глубину от 20 мм до 50 мм (от 3/4 до 2 дюймов), при этом типичная глубина составляет 25 мм (1 дюйм).
Ассоциация по переработке и регенерации асфальта (ARRA) признает три основных типа процессов горячей переработки на месте:
- рециклинг поверхности,
- ремонт и
- ремикс.
Рециклинговые агенты для омоложения состарившегося битумного вяжущего могут быть добавлены во всех трех методах, но первичный заполнитель используется только в операциях восстановления покрытия и повторного смешивания. Эти три процесса описаны ниже.
Метод и оборудование для вторичной переработки поверхности
Ассоциация по переработке и восстановлению асфальта (ARRA) определяет рециркуляцию поверхности как процесс реабилитации, который восстанавливает потрескавшееся, хрупкое и неровное дорожное покрытие в рамках подготовки к окончательному тонкому слою износа. (2) Идеальными кандидатами для этого процесса являются покрытия с устойчивым и адекватным основанием. Хотя можно достичь глубины скарификации 50 мм (2 дюйма), обычно используется глубина от 20 до 25 мм (от 3/4 до 1 дюйма). (3,4) Если укладка горячей асфальтобетонной смеси выполняется отдельной операцией после ресайклинга поверхности, то этот процесс называется двухпроходным методом. В противном случае он называется однопроходным методом.
(3,4) Если укладка горячей асфальтобетонной смеси выполняется отдельной операцией после ресайклинга поверхности, то этот процесс называется двухпроходным методом. В противном случае он называется однопроходным методом.
Основной целью процесса рециркуляции поверхности является устранение неровностей поверхности и трещин.Он также используется для восстановления поверхности дорожного покрытия до желаемой линии, уклона и поперечного сечения для обеспечения надлежащего дренажа. (5) Также может быть достигнуто ограниченное и краткосрочное улучшение сопротивления поверхностному трению. (5) Сообщается, что рециркуляция поверхности успешно удаляет отражающие трещины при использовании перед нанесением горячей смеси. (5) Это может быть более эффективным, если непосредственно перед нанесением покрытия использовать нагреватель-карификатор для улучшения сцепления между старым и новым слоями. (5)
На рис. 9-1 (6) показана схема одного из процессов переработки поверхности. Оборудование состоит из блока предварительного нагрева, блока нагрева и рециркуляции и ролика на резиновых шинах. Блок предварительного нагрева нагревает старую поверхность покрытия HMA, блок нагрева и рециркуляции нагревает и выравнивает покрытие HMA набором невращающихся зубьев, а также распыляет реагент для вторичной переработки. Затем старое дорожное покрытие и материалы для вторичной переработки смешиваются стандартным шнеком и выравниваются стяжкой.Каток с резиновыми шинами используется для уплотнения переработанной смеси. Как правило, в процессе рециркуляции поверхности новый заполнитель не добавляется. На рис. 9-2 показан процесс переработки поверхности.
Оборудование состоит из блока предварительного нагрева, блока нагрева и рециркуляции и ролика на резиновых шинах. Блок предварительного нагрева нагревает старую поверхность покрытия HMA, блок нагрева и рециркуляции нагревает и выравнивает покрытие HMA набором невращающихся зубьев, а также распыляет реагент для вторичной переработки. Затем старое дорожное покрытие и материалы для вторичной переработки смешиваются стандартным шнеком и выравниваются стяжкой.Каток с резиновыми шинами используется для уплотнения переработанной смеси. Как правило, в процессе рециркуляции поверхности новый заполнитель не добавляется. На рис. 9-2 показан процесс переработки поверхности.
Рисунок 9-1. Основной процесс переработки поверхности.
Рисунок 9-2. Утилизация поверхности.
Хотя прямой контакт с пламенем изначально использовался для нагрева поверхности дорожного покрытия HMA, в настоящее время используется лучистый или инфракрасный нагрев, чтобы избежать повреждения вяжущего асфальтобетона и предотвратить нежелательные выбросы. (7,8,9) Пропан является наиболее часто используемым топливом для процесса непрямого нагрева. (10) Отопление может осуществляться одним нагревательным агрегатом с двумя комплектами нагревателей или двумя агрегатами, идущими в тандеме, каждый с одним комплектом нагревателей. Для обогрева обычно используется не менее двух комплектов нагревателей. Температура покрытия HMA повышается до 110–150 °C (от 230 °F до 302 °F). (11,12) Несколько рядов подпружиненных рыхлителей используются для рыхления нагретого дорожного покрытия. Подпружиненное крепление позволяет скарификатору преодолевать дорожные препятствия, такие как крышки люков и бетонные участки. (10) Для устранения эффекта окислительного твердения из-за длительного старения и нагревания в процессе рециркуляции в дорожное покрытие во время операции по рыхлению добавляют реагенты для рециклинга. (5)
(7,8,9) Пропан является наиболее часто используемым топливом для процесса непрямого нагрева. (10) Отопление может осуществляться одним нагревательным агрегатом с двумя комплектами нагревателей или двумя агрегатами, идущими в тандеме, каждый с одним комплектом нагревателей. Для обогрева обычно используется не менее двух комплектов нагревателей. Температура покрытия HMA повышается до 110–150 °C (от 230 °F до 302 °F). (11,12) Несколько рядов подпружиненных рыхлителей используются для рыхления нагретого дорожного покрытия. Подпружиненное крепление позволяет скарификатору преодолевать дорожные препятствия, такие как крышки люков и бетонные участки. (10) Для устранения эффекта окислительного твердения из-за длительного старения и нагревания в процессе рециркуляции в дорожное покрытие во время операции по рыхлению добавляют реагенты для рециклинга. (5)
Метод ремонта и оборудование
Ремонт определяется как метод рециркуляции поверхности в сочетании с одновременным наложением новой горячей асфальтобетонной смеси (HMA) для формирования термической связи между новым и рециклированным слоями. (2) В основном это процесс вторичной переработки поверхности, за которым следует процесс укладки верхнего слоя.Этот процесс используется для исправления дефектов дорожного покрытия в верхних слоях от 25 до 50 мм (один или два дюйма) существующего асфальтового покрытия. (2) С помощью этого метода можно устранить такие проблемы дорожного покрытия, как незначительная колея, растрескивание и растрескивание. (2) Процесс восстановления полезен, когда процесс рециркуляции поверхности недостаточен для восстановления желаемых требований к поверхности дорожного покрытия или когда обычное покрытие HMA нецелесообразно или не требуется. (5) Очень тонкие накладки (12 мм или 0.5 дюймов) можно использовать в сочетании с процессом восстановления покрытия для получения хороших, устойчивых к скольжению покрытий (5) при гораздо меньших затратах по сравнению с обычным процессом наложения HMA, в котором используется верхний слой толщиной более 25 мм (1 дюйм).
(2) В основном это процесс вторичной переработки поверхности, за которым следует процесс укладки верхнего слоя.Этот процесс используется для исправления дефектов дорожного покрытия в верхних слоях от 25 до 50 мм (один или два дюйма) существующего асфальтового покрытия. (2) С помощью этого метода можно устранить такие проблемы дорожного покрытия, как незначительная колея, растрескивание и растрескивание. (2) Процесс восстановления полезен, когда процесс рециркуляции поверхности недостаточен для восстановления желаемых требований к поверхности дорожного покрытия или когда обычное покрытие HMA нецелесообразно или не требуется. (5) Очень тонкие накладки (12 мм или 0.5 дюймов) можно использовать в сочетании с процессом восстановления покрытия для получения хороших, устойчивых к скольжению покрытий (5) при гораздо меньших затратах по сравнению с обычным процессом наложения HMA, в котором используется верхний слой толщиной более 25 мм (1 дюйм).
На рисунках 9-3 и 9-4 (5,6) показаны схемы процесса многократного и однопроходного ремонта соответственно. Процесс состоит из предварительного нагрева, нагревания и скарификации и/или ротационного измельчения, нанесения и смешивания рециклирующего агента, укладки переработанной смеси в качестве выравнивающего слоя и, наконец, укладки нового слоя износа горячей смеси. (13) В процессе однопроходного ремонта используются две стяжки: одна используется для выравнивания скарифицированной смеси HMA, а другая используется для выравнивания нового слоя HMA. Шаги до размещения переработанной смеси аналогичны шагам в процессе переработки поверхности. На рис. 9-5 (6) показан процесс восстановления покрытия. При использовании первого и второго нагревательных элементов дорожное покрытие сначала нагревается с помощью нагнетательных или лучистых обогревателей до температуры приблизительно 190°C (374°F) на глубину от 22 мм до 30 мм (0,0001 мм).от 9 дюймов до 1,2 дюйма). (5) Зубья рыхлителя во втором нагревательном блоке затем используются для рыхления размягченного покрытия HMA на глубину от 20 мм до 25 мм (от 0,75 дюйма до 1 дюйма). (5) В некоторых системах отдельные зубья скарификатора или секции зубьев скарификатора, установленные в шахматном порядке, могут управляться отдельно для обеспечения скарификации на желаемую глубину и для обхода препятствий на тротуаре, таких как крышки люков. (5) Затем к скарифицированному материалу добавляют реагент для вторичной переработки с заданной скоростью.РАП вместе с нанесенным рециклирующим агентом затем собирается лезвием и затем перемещается в поперечном направлении в центральный валок с помощью поперечного конвейера шнекового типа, который смешивает и покрывает частицы рециклируемого реагента. Далее переработанная смесь распределяется перед первой стяжкой поперечными шнеками и частично уплотняется в качестве выравнивающего слоя. Наконец, новая горячая асфальтовая смесь из бункера укладывается на переработанную смесь с помощью второй плиты.
(5) Зубья рыхлителя во втором нагревательном блоке затем используются для рыхления размягченного покрытия HMA на глубину от 20 мм до 25 мм (от 0,75 дюйма до 1 дюйма). (5) В некоторых системах отдельные зубья скарификатора или секции зубьев скарификатора, установленные в шахматном порядке, могут управляться отдельно для обеспечения скарификации на желаемую глубину и для обхода препятствий на тротуаре, таких как крышки люков. (5) Затем к скарифицированному материалу добавляют реагент для вторичной переработки с заданной скоростью.РАП вместе с нанесенным рециклирующим агентом затем собирается лезвием и затем перемещается в поперечном направлении в центральный валок с помощью поперечного конвейера шнекового типа, который смешивает и покрывает частицы рециклируемого реагента. Далее переработанная смесь распределяется перед первой стяжкой поперечными шнеками и частично уплотняется в качестве выравнивающего слоя. Наконец, новая горячая асфальтовая смесь из бункера укладывается на переработанную смесь с помощью второй плиты. Новая смесь укладывается, когда температура рециркулируемой смеси составляет приблизительно 104°C (219°F). (5) Обычные методы сразу после стяжки используются для уплотнения новой смеси, чтобы обеспечить монолитное соединение между новым и рециклированным слоем. (14) Стяжки, используемые в этом методе, могут быть с ручным или автоматическим управлением. В выглаживающих плитах с ручным управлением измерения глубины производятся вручную, а выглаживающие плиты регулируются вручную, в то время как автоматические выглаживающие плиты могут быть полностью автоматизированы для контроля уклона, уклона или глубины. Несколько подъемников могут быть размещены в однопроходной машине с двумя плитами, одна за другой. (8) Автоматические виброрейки должны быть оснащены вибраторами для достижения некоторого начального уплотнения. (5)
Новая смесь укладывается, когда температура рециркулируемой смеси составляет приблизительно 104°C (219°F). (5) Обычные методы сразу после стяжки используются для уплотнения новой смеси, чтобы обеспечить монолитное соединение между новым и рециклированным слоем. (14) Стяжки, используемые в этом методе, могут быть с ручным или автоматическим управлением. В выглаживающих плитах с ручным управлением измерения глубины производятся вручную, а выглаживающие плиты регулируются вручную, в то время как автоматические выглаживающие плиты могут быть полностью автоматизированы для контроля уклона, уклона или глубины. Несколько подъемников могут быть размещены в однопроходной машине с двумя плитами, одна за другой. (8) Автоматические виброрейки должны быть оснащены вибраторами для достижения некоторого начального уплотнения. (5)
Рис. 9-3. Многопроходный процесс ремонта.
Рис. 9-4. Однопроходный процесс ремонта.
Рис. 9-5. Процесс ремонта.
9-5. Процесс ремонта.
Метод повторного смешивания и оборудование
Ассоциация по переработке и восстановлению асфальта (ARRA) определяет повторное смешивание как процесс, состоящий из следующих этапов: нагрев проезжей части на глубину от 40 до 50 мм (от 1½ до 2 дюймов), скарификация и сбор размягченного материала в валок, смешивание материала с первичными заполнителями и рециклинговыми агентами (и новым HMA, если требуется) в измельчителе и укладка переработанной смеси в виде единой однородной смеси. (2) Эта процедура используется, когда метода восстановления покрытия недостаточно для восстановления желаемых свойств дорожного покрытия и требуются дополнительные заполнители и/или новая смесь HMA для придания прочности и устойчивости существующему дорожному покрытию. (5) Этот процесс может эффективно устранить колеи, трещины и окисление (затвердевание) на верхних 50 мм (2 дюйма) поверхности дорожного покрытия. Асфальтовые покрытия с одним герметизирующим слоем можно повторно смешивать, а герметизирующий слой может способствовать смягчению переработанного вяжущего. Тем не менее, покрытия с несколькими герметизирующими слоями могут создавать дым и огонь на поверхности и выступать в качестве теплоизолятора, препятствующего нагреву нижележащего покрытия. (5)
Тем не менее, покрытия с несколькими герметизирующими слоями могут создавать дым и огонь на поверхности и выступать в качестве теплоизолятора, препятствующего нагреву нижележащего покрытия. (5)
Схематическая концепция метода повторного смешивания показана на рис. 9-6. (5) Существующее дорожное покрытие сначала нагревается и размягчается с помощью ряда инфракрасных обогревателей в блоках предварительного нагрева. Температура асфальтового покрытия повышается от 85°C до 104°C (от 185°F до 219°F). Размягченный материал скарифицируют или измельчают, а затем собирают в валок.Скарификация может производиться стационарными зубьями (или фрезерными головками), а также может сопровождаться дополнительным набором вращающихся фрезерных головок. Тротуар, как правило, шероховатый на глубину от 25 до 40 мм (от 1 до 1½ дюйма), хотя может быть достигнута глубина более 50 мм (2 дюйма). (5) Глубина надрезов 75 мм (3 дюйма) была достигнута в процессе рециркуляции в Канаде из-за более мягкого сорта битумного вяжущего, используемого в существующем дорожном покрытии. (15) Материал из валка подается в дробилку, где он смешивается с рециклинговым агентом и заданным количеством первичных заполнителей или горячей асфальтобетонной смеси, которая выгружается из грузовика в начале процесса повторного смешивания и хранится в бункере.В некоторых случаях рециклинговый агент добавляют перед смешиванием в мельнице, чтобы было достаточно времени для хорошего диспергирования и смешивания. Переработанная смесь помещается в валок, откуда материал разбрасывается комплектом шнеков. Затем используется вибрирующая трамбовочная стяжка для укладки и частичного уплотнения материала. (5) Открытая поверхность, на которую укладывается переработанная смесь, обычно имеет температуру около 66°C (150°F). (16,17) В завершение переработанная смесь укладывается с помощью уплотняющей стяжки и уплотняется обычным способом. (15,18,19,20) На рис. 9-7 показан однопроходный процесс повторного микширования. Поскольку при повторном смешивании используется только от 16 до 30 кг/м 2 (от 42 до 80 фунтов/ярд 2 ) (5) нового материала, требуется меньше самосвалов, чем при обычных операциях наложения HMA, и, следовательно, сокращается время закрытия полосы движения и меньше помех для автомобилистов.
(15) Материал из валка подается в дробилку, где он смешивается с рециклинговым агентом и заданным количеством первичных заполнителей или горячей асфальтобетонной смеси, которая выгружается из грузовика в начале процесса повторного смешивания и хранится в бункере.В некоторых случаях рециклинговый агент добавляют перед смешиванием в мельнице, чтобы было достаточно времени для хорошего диспергирования и смешивания. Переработанная смесь помещается в валок, откуда материал разбрасывается комплектом шнеков. Затем используется вибрирующая трамбовочная стяжка для укладки и частичного уплотнения материала. (5) Открытая поверхность, на которую укладывается переработанная смесь, обычно имеет температуру около 66°C (150°F). (16,17) В завершение переработанная смесь укладывается с помощью уплотняющей стяжки и уплотняется обычным способом. (15,18,19,20) На рис. 9-7 показан однопроходный процесс повторного микширования. Поскольку при повторном смешивании используется только от 16 до 30 кг/м 2 (от 42 до 80 фунтов/ярд 2 ) (5) нового материала, требуется меньше самосвалов, чем при обычных операциях наложения HMA, и, следовательно, сокращается время закрытия полосы движения и меньше помех для автомобилистов.
Рис. 9-6. Схематическая концепция метода повторного смешивания.
Рис. 9-7. Однопроходный процесс повторного смешивания с указанием используемого оборудования.
Использование инфракрасных обогревателей высокой интенсивности приводит к перегреву и повреждению асфальтового вяжущего, вызывая дым и другие нежелательные выбросы. Однако при менее интенсивном нагреве во время измельчения может произойти разрушение заполнителя. Чтобы решить эту проблему, один производитель разработал оборудование для предварительного нагрева, в котором используется комбинация горячего воздуха и системы инфракрасного нагрева. Применение высокоскоростного горячего воздуха в сочетании с низкоинтенсивным инфракрасным излучением должно обеспечивать равномерный нагрев поверхности дорожного покрытия.Линия рециркуляции состоит из шести единиц оборудования: двух подогревателей, одного подогревателя-фрезера, одного нагревателя-мельника с асфальтоукладчиком, катка с резиновым покрытием и вибрационного катка.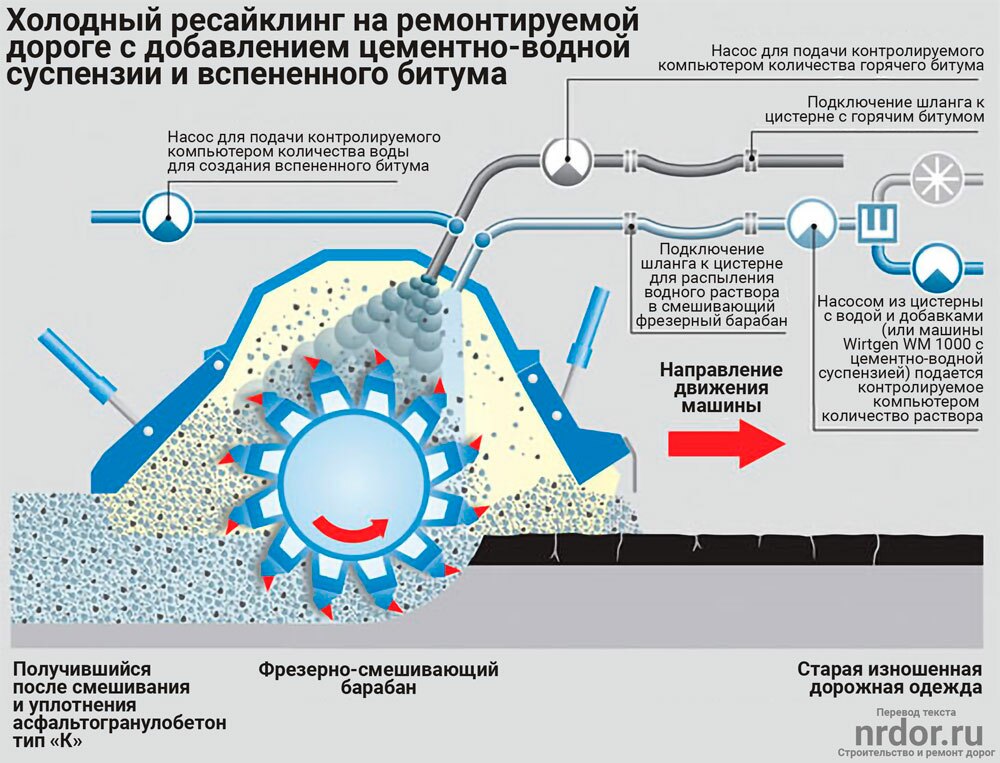 Вид поезда с оборудованием показан на рис. 9-8. (28)
Вид поезда с оборудованием показан на рис. 9-8. (28)
Рис. 9-8. Переработка поезда с ремиксером.
Система контроля выбросов
Недавно была разработана новая система контроля выбросов, которая значительно снижает выбросы газообразных углеводородов и твердых частиц от оборудования для горячей переработки на месте. (5) Он успешно используется в США (Айдахо, Монтана и Орегон) и Канаде (Альберта, Британская Колумбия, Онтарио и Саскачеван). Система в основном работает путем сбора пара и дыма через вакуумный канал и обработки сточных вод в дожигателе для устранения нежелательных свойств. (5) Выбросы твердых частиц, как правило, не являются проблемой для HIR. Однако во время работы HIR материалы для заполнения швов и трещин могут вызвать возгорание под подогревателем.Было показано, что полоса песка или гашеной извести толщиной от 1 мм до 2 мм, нанесенная на заполненные трещины, уменьшает вспышки. (21) Если на проезжей части присутствует избыточное количество материала для заполнения трещин, возможно, его придется удалить перед переработкой.
Резюме
Горячая переработка на месте оказалась очень экономичной стратегией восстановления дорожного покрытия, которую можно использовать для поддержания существующих дорожных покрытий путем повторного использования существующего материала. Тем не менее, этот процесс не подходит для существующих асфальтовых покрытий, которые имеют слишком большой разброс состава смеси HMA в рамках проекта.Для достижения различных целей переработки можно использовать три разных метода горячей переработки на месте: вторичная переработка поверхности, повторное покрытие и повторное смешивание. Рециркуляция поверхности используется как процесс исправления незначительных поверхностных трещин или неровностей; ремонт используется для устранения колейности, усадочных трещин и выкрашивания; и повторное смешивание используется для восстановления дорожного покрытия на большую глубину с добавлением первичного заполнителя или горячей асфальтобетонной смеси. Какой бы ни была процедура, при правильном выполнении горячая рециркуляция на месте обычно приводит к экономии и устранению неструктурных проблем с дорожным покрытием с минимальным нарушением движения, и в то же время поддерживает дорожное покрытие на существующей высоте.
Каталожные номера
- Технические требования к горячей переработке на месте , Ассоциация по переработке и регенерации асфальта, 1988 г.
- Обзор методов переработки и регенерации асфальтобетонного покрытия , Ассоциация по переработке и регенерации асфальта, 1992.
- Горячая переработка на месте , Представлено Техническим комитетом по горячей переработке на месте. Ассоциация по переработке и восстановлению асфальта, 1996 г.
- Ф.Н. Финн. Семинар по переработке асфальтобетонного покрытия: обзор выбора проекта , Протокол исследования транспорта № 780, TRB, Национальный исследовательский совет, Вашингтон, округ Колумбия, 1980.
- Дж.В. Баттон, Д.Н. Литтл и С.К. Эстахри. Горячая переработка асфальтобетона на месте , In Synthesis of Highway Practice 193, TRB, Национальный исследовательский совет, Вашингтон, округ Колумбия, 1994.
- Дж.Э. Шенбергер и Т.В. Фоллер. Горячая переработка асфальтовых покрытий на месте , Технический отчет GL-90-22, Департамент армейской экспериментальной станции водных путей, Инженерный корпус, Виксбург, Массачусетс, сентябрь 1990 г.
- Справочник по асфальту , Институт асфальта. Серия руководств № 4 (MS-4), Лексингтон, Кентукки, 1989 г.
- Р.Дж. Юриспруденция. Использование переработанных материалов в покрытиях аэродромов. Технико-экономическое обоснование , Отчет № AFCEC-TR-76-7, Центр гражданского строительства ВВС, База ВВС Тиндалл, Флорида, 1976.
- Р.Дж. Ниттингер. «Переработка асфальта открывает новые возможности для экономии», Roads and Bridges , октябрь 1986 г.
- Дж. Р. Рэтберн.«Одноэтапный ремонт ускоряет работу в сельской местности», Roads and Bridges , март 1990 г.
- «Правда о повторном смешивании асфальта», Better Roads , декабрь 1987 г.
- К. Робб. «Все в смеси», Construction News , Southham Company, июнь 1990 г.
- Т. Куэннен. «Горячая переработка на месте получила признание в провинциях», Roads and Bridges , октябрь 1989 г.
- С. Хадсон. «Экспериментальное мощение на шоссе 78 в Алабаме», Dixie Contractor , ноябрь 1989 г.
- Р.Дж. Дусе-младший и Х. Р. Пол. Wirtgen Remixes Surface Recycling , отчет № FHWA/LA-91/235, Центр транспортных исследований Луизианы, Батон-Руж, Луизиана, февраль 1991 г.
- Т. Куннен. «Горячая переработка на месте оживляет техасскую дорогу», Roads and Bridges , октябрь 1990 г.
- К. Балчунас. Техническое обслуживание дорожного покрытия и горячая переработка на месте , Proc., Третье Ближневосточное региональное совещание IRF, Эр-Рияд, Саудовская Аравия, февраль 1988 г.
- С. Патык. «Дорожный миксер оживляет асфальтовое покрытие Техаса», Roads and Bridges , октябрь 1989 г.
- Т. Куэннен. «Горячая переработка на месте получила признание в провинциях», Roads and Bridges , октябрь 1989 г.
- Т. Куэннен. «Горячая переработка на месте оживляет дороги Техаса», Roads and Bridges , октябрь 1990 г.
- К.Р. Фиви и Дж. В. Фолькенбург. Горячая переработка на месте взлетно-посадочной полосы 15-33 аэропорта Принс-Джордж , Б. C. — Тематическое исследование, Proc. 34-я ежегодная конференция Канадской ассоциации технического асфальта, Vol. XXXIV, ноябрь 1989 г., стр. 258–277.
- Информация получена от Эйлин Галлахер, Martec Recycling Corporation, Ванкувер, Британская Колумбия, Канада, V6C 3E8.


 C. — Тематическое исследование, Proc. 34-я ежегодная конференция Канадской ассоциации технического асфальта, Vol. XXXIV, ноябрь 1989 г., стр. 258–277.
C. — Тематическое исследование, Proc. 34-я ежегодная конференция Канадской ассоциации технического асфальта, Vol. XXXIV, ноябрь 1989 г., стр. 258–277.Холодный или горячий: переработка для сохранения дорожного покрытия позволяет экономить материалы
Переработка на месте для сохранения дорожного покрытия позволяет экономить материалы
Методы полной рекультивации, горячая рециркуляция на месте (HIPR) или холодная рециркуляция на месте (CIPR) являются небольшими, но умеренно растущими сегментами консервации дорожного покрытия.Оба метода могут помочь сохранить материалы и ресурсы и создать меньший углеродный след.
С помощью этих процессов существующее дорожное покрытие фрезеруется, затем смешивается с рециклинговым агентом, повторно моется и уплотняется. Рабочее оборудование может быть выстроено последовательно, отсюда и термин «поезд переработки» или «поезд оборудования». Как и в случае рекультивации на полную глубину, реклаймер или ресайклер упоминается как укладка с одной машиной. В обоих случаях этапы включают измельчение/измельчение, добавление и смешивание рециклирующего агента и укладку.
Как и в случае рекультивации на полную глубину, реклаймер или ресайклер упоминается как укладка с одной машиной. В обоих случаях этапы включают измельчение/измельчение, добавление и смешивание рециклирующего агента и укладку.
По оценкам, с точки зрения экономии материалов эти методы могут повторно использовать до 85 процентов дорожного покрытия. Еще одним преимуществом является то, что движение можно вернуть на тротуар быстрее, чем при традиционном мощении.
Но эти методы подходят не для каждой дороги, так как одним из ограничений для обоих методов является интенсивность движения.
Холодный пуск
CIPR начинается с фрезерования от 2 до 6 дюймов существующего дорожного покрытия. Измельченный материал затем смешивают с рециклинговым агентом, эмульгированным или вспененным, а затем повторно укладывают и уплотняют.На этой поверхности нельзя допускать движение в течение нескольких часов, и в качестве последнего штриха добавляется верхняя накладка.
Этот холодный метод по-прежнему считается применимым для дорог с умеренной и малой интенсивностью движения, которые не имеют основных структурных проблем, таких как глубокие трещины, плохой дренаж, откачка и насыщение грунтового основания материалами.
Этот метод рекомендуется для дорог, которые вместо этого страдают от растрескивания, выветривания, кровотечения, гофрирования, толкания, проскальзывания, колеи, трещин и неглубоких выбоин.
Известно, что в ситуациях с высокой интенсивностью движения дороги CIPR расползаются, что является проблемой, поскольку считается, что это устраняет эту неисправность.
Другие ситуации, в которых CIPR не обязательно рекомендуется, включают дорожные покрытия с прорезиненной горячей асфальтобетонной смесью, геосинтетическими слоями или с несколькими точками доступа к коммуникациям.
И хотя это может показаться противоположным, CIPR не рекомендуется использовать во время ночных строительных работ или при слишком низких температурах дорожного покрытия и окружающей среды.
Несмотря на эти кажущиеся отрицательными качества, в использовании CIPR были достигнуты определенные успехи.
Департамент транспорта штата Висконсин (WisDOT) сообщает, что проекты CIPR в 2016 году продемонстрировали экономию средств в среднем на 17% на милю по сравнению с фрезерованием и наплавкой. Общая экономия, реализованная агентством, достигла 1,47 миллиона долларов.
Общая экономия, реализованная агентством, достигла 1,47 миллиона долларов.
Агентство сообщает, что оно смогло повторно использовать около 93 450 тонн материала при обновлении покрытия на расстоянии 28,47 миль по центральной линии. Этого материала хватило бы для заполнения более 4600 четырехосных самосвалов, сообщает WisDOT.
«Благодаря холодной переработке на месте мы сокращаем расходы налогоплательщиков, а также сокращаем время проекта и связанные с этим задержки для водителей», — говорит Барри Пей, главный инженер отдела управления материалами Бюро технических служб WisDOT. .«Для сравнения, у нас было бы достаточно самосвалов с материалами, загруженными с проектов, чтобы растянуть линию самосвалов более чем на 22 мили. Это важно, потому что, поскольку эти грузовики остаются припаркованными, мы экономим топливо и меньше изнашиваем наши дороги».
С 2012 года агентство использовало CIPR в семи различных дорожных проектах по всему штату. В нем говорится, что этот метод лучше всего работает для дорог, «где поверхность тротуара изношена и потрескалась, но земляное полотно под ней все еще твердое и в хорошем состоянии.
Другие преимущества технологии WisDOT включают:
• Сокращение времени проекта, что снижает задержки и неудобства для участников дорожного движения
• Уменьшение потребности в перевозке материалов и значительное снижение транспортных расходов
• Снижение потребности в покупке и использовании новых материалов
• Более низкие первоначальные затраты и, как правило, меньшие потребности в обслуживании по сравнению с традиционным методом
• Уменьшение растрескивания благодаря повышенной прочности.
Первым проектом CIPR, завершенным агентством, был Wisconsin 48 от Grantsburg до Frederick в графствах Burnett/Polk. В неоднократных исследованиях WisDOT обнаружил, что холодная рециркуляция на месте снижает растрескивание на 90 процентов и обеспечивает повышение эксплуатационных характеристик дорожного покрытия на 15 процентов по сравнению с обычной мельницей и наплавкой.
Но, поскольку этот метод требует наложения сверху, его можно воспринимать как незавершенную работу во время процесса из-за появления переработанного дорожного полотна.Официальные лица в Уильямстауне, штат Массачусетс, прошлым летом столкнулись с некоторой негативной реакцией со стороны жителей во время проекта CIPR на Массачусетском шоссе 43 в этом районе. Еще до того, как покрытие было закончено, жители начали жаловаться на качество укладки.
В этом контексте было бы рекомендовано, чтобы муниципалитеты и подрядчики работали над планом коммуникаций для информирования местных жителей о процессе и переходном внешнем виде.
Становится жарче
HIPR
отличается от своего аналога тем, что существующее дорожное покрытие можно нагревать, шлифовать или фрезеровать до максимальной глубины около 2 дюймов.Материал повторно смешивается с рециклинговым агентом или новой горячей смесью, укладывается и уплотняется так же, как это происходит с CIPR.
Существует три основных процесса HIPR: рециркуляция поверхности, повторное смешивание и ремонт. Рециркуляция поверхности — это вышеупомянутый процесс нагрева, который размягчает дорожное полотно, чтобы его можно было разрыхлить; захвачены и, при необходимости, смешаны с агентом; затем помещают в бункер асфальтоукладчика и укладывают как стандартное дорожное покрытие.
Рециркуляция поверхности — это вышеупомянутый процесс нагрева, который размягчает дорожное полотно, чтобы его можно было разрыхлить; захвачены и, при необходимости, смешаны с агентом; затем помещают в бункер асфальтоукладчика и укладывают как стандартное дорожное покрытие.
Повторное смешивание представляет собой аналогичный процесс, за исключением того, что к переработанному асфальту можно добавить новый заполнитель, битумное вяжущее, рециклинговый агент или горячую асфальтовую смесь.Этот процесс иногда используется для улучшения качества существующего материала с точки зрения долговечности или устойчивости к растрескиванию.
Ремонт предполагает оставление переработанного материала на месте с добавлением верхнего слоя сверху. Для этого используется либо один асфальтоукладчик за один проход для обоих слоев, либо две машины, каждая из которых предназначена для одного слоя.
Движение легких грузовиков — это максимум, который может выдержать HIPR, и он предназначен для большинства тех же проблем с дорожным покрытием, которые может решить CIPR. И ограничения также аналогичны, с добавлением предыдущих слоев герметиков для чипов, большим количеством заполненных трещин и умеренным растрескиванием типа «крокодил».HIPR также не имеет температурных ограничений, которые есть у CIPR.
И ограничения также аналогичны, с добавлением предыдущих слоев герметиков для чипов, большим количеством заполненных трещин и умеренным растрескиванием типа «крокодил».HIPR также не имеет температурных ограничений, которые есть у CIPR.
Горячая ресайклинг на месте – обзор
Перед процессом HIR исследование и анализ дорожных условий должны включать:
Сбор основных данных о дорожном покрытии
и критерии приемлемости старого покрытия, включая структуру, материалы и состояние старого покрытия, чтобы можно было проанализировать, соответствуют ли проект и строительство требованиям во время строительства.Информация о техническом обслуживании и осмотре дорожного покрытия должна собираться во время эксплуатации проезжей части, чтобы понять причины и развитие повреждений дорожного покрытия.
Расследование повреждений дорожного покрытия
Необходимо провести расследование повреждений дорожного покрытия на месте.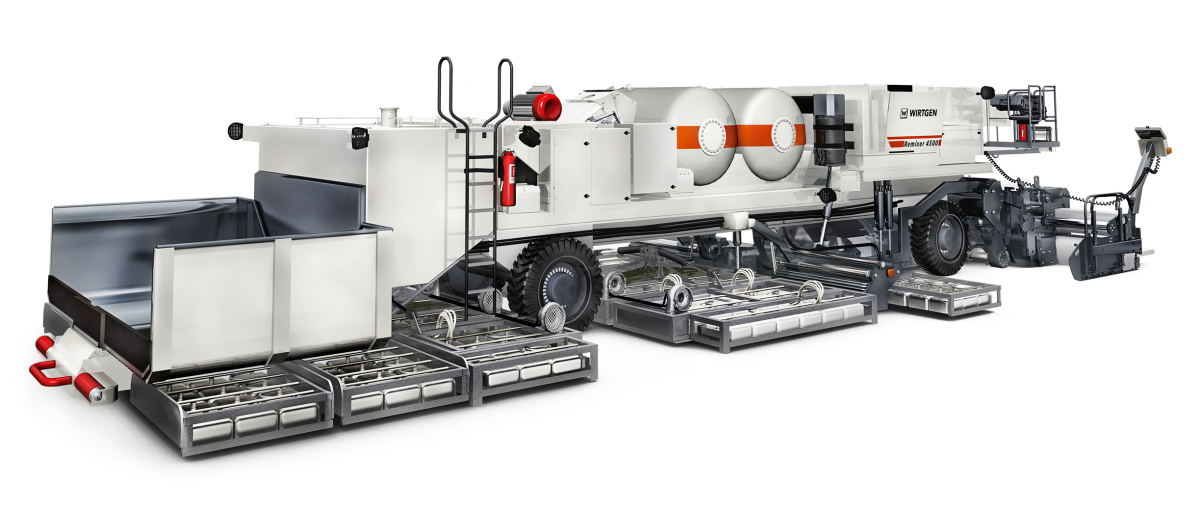 В соответствии с требованиями «Технических условий содержания асфальтобетонного покрытия проезжей части» (JTJ 073.2-2001) он должен вести подробные записи о различных нарушениях дорожного покрытия, таких как продольные трещины, поперечные трещины, выбоины, колеи, кровотечения и заделки, в том числе количество (площадь), серьезность и местоположение.
В соответствии с требованиями «Технических условий содержания асфальтобетонного покрытия проезжей части» (JTJ 073.2-2001) он должен вести подробные записи о различных нарушениях дорожного покрытия, таких как продольные трещины, поперечные трещины, выбоины, колеи, кровотечения и заделки, в том числе количество (площадь), серьезность и местоположение.
Проверка ровности дорожного покрытия и характеристик сопротивления скольжению
Гладкость дорожного покрытия и характеристика сопротивления скольжению должны быть проверены для оценки характеристик движения по дороге. Для проверки гладкости дорожного покрытия или колейности можно использовать восьмиколесный измеритель гладкости, лазерный профилометр или автомобиль для осмотра дорожного покрытия. Он может использовать тестер маятникового типа или машину для рутинных исследований коэффициента боковой силы для проверки характеристик сопротивления скольжению.
Проверка прочности поверхности дорожного покрытия
Прочность структурного слоя определяется посредством проверки на прогиб, при которой может быть принята балка Бенкельмана. Дефлектометр падающего веса рекомендуется использовать при расчете индекса прочности поверхности дорожного покрытия и анализе центрального прогиба и прочности структурного слоя, полученного в результате обратного расчета с использованием бассейна прогиба. Это позволяет оценить состояние конструкционного слоя, особенно базового слоя, и определить, подходит ли он для использования технологии HIR.
Дефлектометр падающего веса рекомендуется использовать при расчете индекса прочности поверхности дорожного покрытия и анализе центрального прогиба и прочности структурного слоя, полученного в результате обратного расчета с использованием бассейна прогиба. Это позволяет оценить состояние конструкционного слоя, особенно базового слоя, и определить, подходит ли он для использования технологии HIR.
Отбор проб керна дорожного покрытия
Отбор проб керна предназначен для бурения образцов диаметром 100 или 150 мм с точками извлечения, расположенными в типичных дефектах, таких как продольные трещины, поперечные трещины, аллигаторные трещины и выбоины. В процессе отбора проб необходимо подробно записывать такую информацию, как толщина и поверхность раздела слоев.
Отбор проб дорожного покрытия и эксперименты
Необходимо взять образцы смеси из старого дорожного покрытия для дальнейшего анализа.Для отбора проб можно использовать гидравлические отбойные молотки или ремонтные автомобили.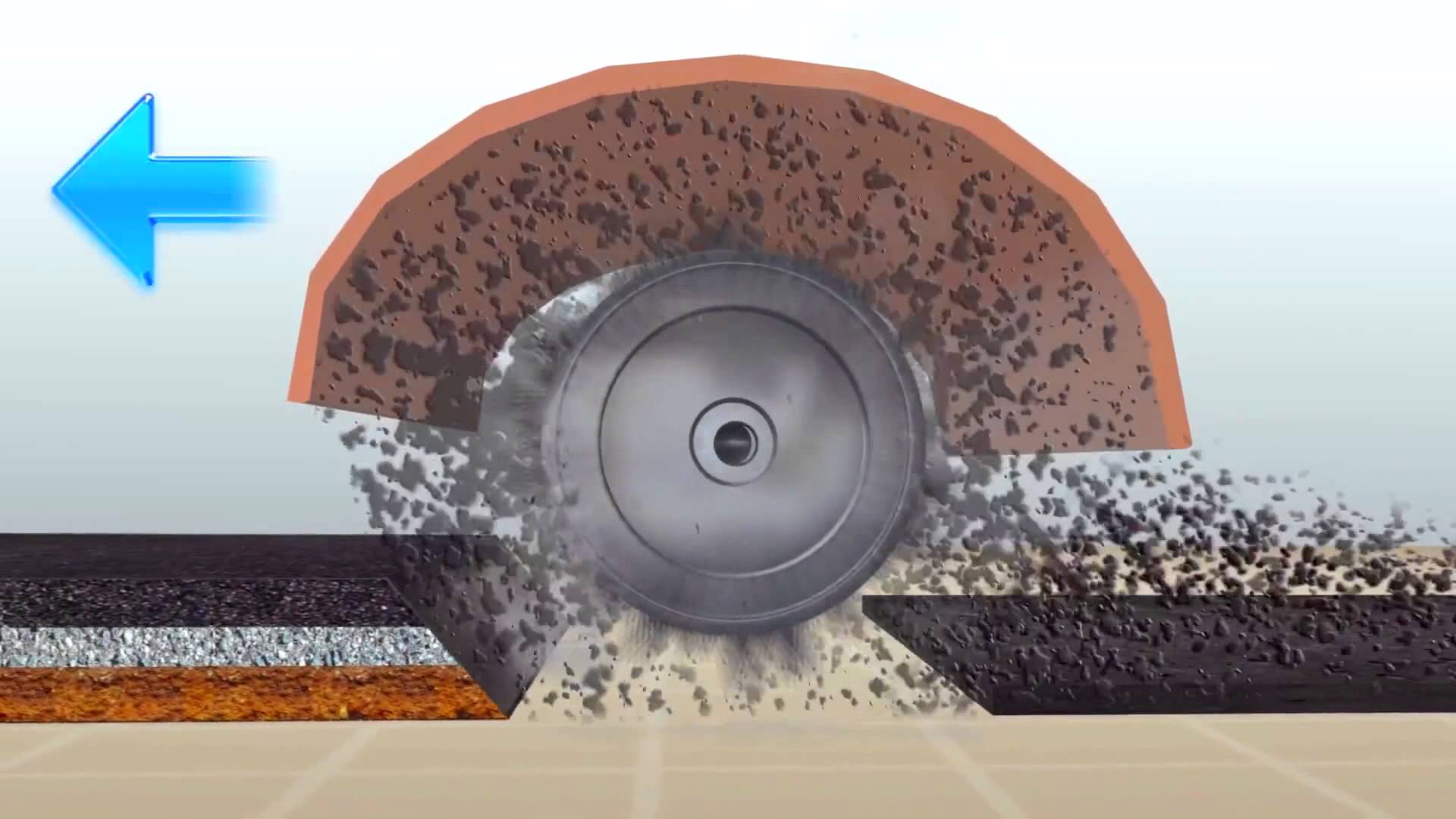 Рекомендуется отбирать пробы в моделируемых условиях HIR. Образцы должны весить не менее 100 кг в каждой точке отбора проб. Что касается частоты выборки, репрезентативное место подходит, если доказано, что строящиеся участки дороги идентичны по структуре, времени строительства и истории обслуживания, благодаря предварительным исследованиям и проектной информации. Однако, если существуют несоответствия в структуре дорожного покрытия, времени строительства и истории обслуживания, необходимо отбирать в среднем один образец на каждый километр.Для восстановленного асфальтового покрытия (RAP) перед проведением работ по HIR необходимо провести осмотр в соответствии с пунктами, перечисленными в Таблице 3.1.
Рекомендуется отбирать пробы в моделируемых условиях HIR. Образцы должны весить не менее 100 кг в каждой точке отбора проб. Что касается частоты выборки, репрезентативное место подходит, если доказано, что строящиеся участки дороги идентичны по структуре, времени строительства и истории обслуживания, благодаря предварительным исследованиям и проектной информации. Однако, если существуют несоответствия в структуре дорожного покрытия, времени строительства и истории обслуживания, необходимо отбирать в среднем один образец на каждый километр.Для восстановленного асфальтового покрытия (RAP) перед проведением работ по HIR необходимо провести осмотр в соответствии с пунктами, перечисленными в Таблице 3.1.
Таблица 3.1. Осмотр предметов регенерированной асфальтобетонной смеси.
1
1
| Материалы | Осмотр предметов | Методы тестирования |
|---|---|---|
| пористость асфальта (RAP) | пористость, максимальная теоретическая плотность | |
| Marshall Test, погруженный Marshall Test | ||
| RUT Test | ||
| Маленький тест изгиба луча A | ||
| Тест на оттаивание оттаивание A | ||
| Требования к тестированию Руководство по битумному и асфальту смеси для дорог (JTG E20-2011) | ||
| битум В RAP | Bitumen Content | |
| 60 ° C | ||
| 60 ° C | ||
| Проходность | ||
| Агрегат | ||
| Градиция |
Горячий рециклин на месте г — FP2
Что: Горячая переработка на месте – это непрерывный процесс с автономным оборудованием, которое нагревает поврежденную поверхность до 250–300°F, скарифицирует или фрезерует ее на глубину 3/4–2 дюйма, перемешивает ее. с новым, омолаживающим асфальтобетонным связующим, укладывает переработанную смесь с помощью асфальтоукладчика и уплотняет мат для подготовки к новому покрытию в соответствии с условиями движения и дорог.Новое вяжущее может представлять собой эмульгированный асфальт; он может содержать омолаживающие масла, полимеры или другие добавки для улучшения существующего связующего. Существует три типа HIR: переработка поверхности, ремонт и повторное смешивание. Рециркуляция поверхности описана выше: новая поверхность может быть нанесена как часть процесса или позже. Восстановление покрытия сочетает в себе HIR с одновременным наложением новой горячей асфальтобетонной смеси (HMA) для формирования термической связи между новым и переработанным слоями. Повторное смешивание включает в себя сбор размолотого материала в валок, смешивание материала с первичными заполнителями и рециклинговыми агентами (и новым HMA, если требуется) в смесителе и укладку переработанной смеси в виде единой однородной смеси.
с новым, омолаживающим асфальтобетонным связующим, укладывает переработанную смесь с помощью асфальтоукладчика и уплотняет мат для подготовки к новому покрытию в соответствии с условиями движения и дорог.Новое вяжущее может представлять собой эмульгированный асфальт; он может содержать омолаживающие масла, полимеры или другие добавки для улучшения существующего связующего. Существует три типа HIR: переработка поверхности, ремонт и повторное смешивание. Рециркуляция поверхности описана выше: новая поверхность может быть нанесена как часть процесса или позже. Восстановление покрытия сочетает в себе HIR с одновременным наложением новой горячей асфальтобетонной смеси (HMA) для формирования термической связи между новым и переработанным слоями. Повторное смешивание включает в себя сбор размолотого материала в валок, смешивание материала с первичными заполнителями и рециклинговыми агентами (и новым HMA, если требуется) в смесителе и укладку переработанной смеси в виде единой однородной смеси.
Где: HIR следует использовать на структурно прочных покрытиях с хорошим дренажем, но с проблемными поверхностями. HIR успешно применяется на всех типах дорог, от городских улиц до сельских дорог и автомагистралей между штатами. Перед HIR следует проанализировать причины неисправностей, чтобы их можно было исправить в процессе HIR.
W hy (преимущества): Состарившиеся, поврежденные поверхности заменяются новыми поверхностями в экономичном процессе. HIR выравнивает деформации, устраняет поверхностные трещины, восстанавливает коронки, поддерживает зазоры и высоту бордюров, а также повторно использует существующие материалы.Строительство идет быстро, с немедленным возвратом трафика. Переработанное дорожное покрытие может быть более высокого качества, чем исходное, благодаря омолаживающим маслам, восстанавливающим химический состав окисленного состарившегося асфальта. Горячий процесс полностью покрывает заполнитель. В процессе переработки повторно используются существующие материалы, что имеет отличное общественное признание.
В процессе переработки повторно используются существующие материалы, что имеет отличное общественное признание.
Почему бы и нет (недостатки): Основание должно быть достаточно прочным, чтобы выдерживать оборудование. Если бедствия идут глубже, чем переработка, они могут появиться снова.
Когда: Когда поверхность дорожного покрытия повреждена от умеренной до сильной, но до того, как повреждения достигнут нижележащих слоев.
Предполагаемое продление срока службы: от 3 до 8 лет без или с тонкими покрытиями, такими как чип-уплотнители; От 10 до 12 и более лет при покрытии горячей асфальтобетонной смесью.
Для получения дополнительной информации об успешной укладке дорожного покрытия см. Контрольный список горячей переработки на месте, составленный FP2 Inc. и FHWA.
Горячая переработка на месте для асфальтового покрытия
Часть
Springer Tracts о транспорте и дорожном движении
серия книг (STTT, том 16)
Abstract
Горячий ресайклинг на месте для асфальтового покрытия относится к использованию специального оборудования для термической регенерации на месте для нагрева и разрыхления асфальтового покрытия на месте и смешивания определенного количества нового асфальта, новый заполнитель, новая асфальтобетонная смесь или средство для регенерации на месте. Государственные процессы смешивания, укладки, прокатки и другие процессы могут реализовать технологию регенерации старого асфальтового покрытия в диапазоне 20–30 мм за один раз, что подходит для профилактического обслуживания дорожного асфальтового покрытия и обработки исходного покрытия перед ним. наложения. В этой главе в основном представлены материалы для горячей переработки на месте для асфальтового покрытия, процесс строительства и меры предосторожности, подходящие условия, проверка качества и приемка и т. д.
Государственные процессы смешивания, укладки, прокатки и другие процессы могут реализовать технологию регенерации старого асфальтового покрытия в диапазоне 20–30 мм за один раз, что подходит для профилактического обслуживания дорожного асфальтового покрытия и обработки исходного покрытия перед ним. наложения. В этой главе в основном представлены материалы для горячей переработки на месте для асфальтового покрытия, процесс строительства и меры предосторожности, подходящие условия, проверка качества и приемка и т. д.
Ключевые слова
Горячая переработка на месте Обработка исходного покрытия Материал конструкции процесс и меры предосторожности Подходящие условия Проверка качества и приемка
Это предварительный просмотр содержания подписки,
войдите в систему
, чтобы проверить доступ.
Информация об авторских правах
© Springer Nature Singapore Pte Ltd. 2021
Авторы и организации
 org/Organization»>
org/Organization»>Дэвид Бендер, генеральный директор Perpetual Recycling Solutions, на заводе компании в Ричмонде, штат Индиана. Фото: Сюзанна Таннер Дэвид Бендер, генеральный директор Perpetual Recycling, говорит, что видит большие возможности для своего недавно открытого предприятия по переработке пластмасс.Завод площадью 100 000 квадратных футов, расположенный в Ричмонде, штат Индиана, работает с января 2013 года, но уже приносит положительные новости от поставщиков и потребителей.
Что отличает компанию от многих других предприятий по переработке пластмасс, так это ее способность превращать полиэтилентерефталатные (ПЭТ) бутылки и термоформы из переработанных хлопьев, пригодных для упаковки пищевых продуктов.
Фон упаковки
Хотя Бендер не имеет серьезного опыта в бизнесе по переработке отходов, его опыт работы в упаковочном секторе дал ему точку зрения, более подходящую для владельцев торговых марок.До создания Perpetual Recycling Solutions Бендер работал в компании HAVI Global Solutions, которая занимается управлением предприятиями в сфере цепочки поставок, упаковки и маркетинга. С этой точки зрения Бендер увидел растущий интерес владельцев корпоративных брендов к расширению своих инициатив по охране окружающей среды, включая использование переработанного содержимого в своей упаковочной продукции.
«В конце 2007 года, когда я искал следующую возможность, на рождественской вечеринке владелец бренда сказал, что мне следует заняться этим сектором», — говорит Бендер, имея в виду упаковку из переработанного содержимого.«Я знал, что в Европе он был популярен, но не настолько велик в Соединенных Штатах. Я понял, что есть большой спрос, но нет предложения.
«Недостающее звено, — говорит Бендер, — заключалось в том, чтобы перейти от тюков к пищевому содержанию».
Вдохновившись этим, Бендер вместе с партнерами Джоди Фузелло и Картером Смитом основал компанию под названием Re:Think Recycling Group, которая стремилась перерабатывать ПЭТ в хлопья, пригодные для упаковки пищевых продуктов.
Первым шагом деловых партнеров стала покупка Pure Tech Plastics, нью-йоркской компании по переработке пластмасс.«Мы поняли, что [Pure Tech] — хорошая категория, но это не тот актив, который поможет нам достичь того, чего мы должны достичь», — говорит Бендер.
Новый год
Полагая, что владельцы брендов были заинтересованы в расширении своих усилий по охране окружающей среды, Бендер говорит, что трое основателей рассматривали возможность создания новой площадки, которая могла бы включать в себя правильные технологии, правильных людей, правильную экономику и правильных владельцев брендов. Эта концепция, по его словам, положила начало Perpetual Recycling Solutions в 2009 году.Компания искала место, расположенное в центре, среди владельцев различных торговых марок и близкое к достаточному источнику снабжения, чтобы сделать объект жизнеспособным. «Мы провели исследование логистики, чтобы увидеть, где были клиенты и где были поставки на обочине», — говорит Бендер.
В конце концов, компания наметила треугольник, простирающийся от юго-западного Огайо до Сент-Луиса на западе и до границы с Висконсином на севере. «Исходя из этой схемы, мы решили разместить наше предприятие в Ричмонде, штат Индиана.», — говорит Бендер.
«Конкурировали многие штаты, но мы обнаружили, что Индиана — прекрасное место, а в Ричмонде была подходящая рабочая сила, — говорит Бендер.
В то время как руководство Perpetual Recycling Solutions чувствовало, что концепция переработки ПЭТ, собранного в рамках программ на обочине, в хлопья, подходящие для упаковки пищевых продуктов, была выигрышной, компании пришлось маневрировать в финансовом мире, чтобы собрать необходимое финансирование.
Компания
Perpetual Recycling Solutions обратилась к частному капиталу, чтобы получить около 30 миллионов долларов, переведя объект от чертежной доски к строительству.Дополнительным вызовом было то, что Perpetual искал финансирование в разгар рецессии, которая практически заморозила большую часть финансового мира в 2009 году.
Помимо привлечения денег от частного сектора, Perpetual Recycling Solutions работала с несколькими государственными учреждениями Индианы, в том числе с Корпорацией экономического развития Индианы, которая предложила компании до 550 000 долларов США в виде налоговых льгот на основе результатов деятельности и 50 000 долларов США в виде грантов на обучение.
Кроме того, Корпорация экономического развития округа Уэйн (Индиана)утвердил грант в размере 475 000 долларов США, чтобы помочь Perpetual Recycling с оборудованием, обучением и улучшением недвижимости на своем заводе.
Завершив финансирование и проектирование объекта, компания приступила к строительству объекта в конце 2011 г., а операции начались в январе 2013 г.
Perpetual Recycling Solutions’ Ричмонд, Индиана, перерабатывающий завод.
На скорости
После некоторых скромных корректировок объект теперь работает семь дней в неделю почти 24 часа в сутки. «Мы находимся на уровне 70-75 процентов производства», — говорит Бендер. «Мы отправляем это число на север каждый месяц».Более обнадеживающим, по словам Бендера, является то, что отзывы клиентов были исключительно положительными. «Здесь был кто-то, и он сказал, что пробовал более 30 ПЭТ-хлопьев от разных клиентов, и ему нужно увидеть наше производственное предприятие. После визита он сказал нам, что у нас самые качественные хлопья в Северной Америке, которые он видел, и вторые по качеству [качественные] хлопья, которые он пробовал во всем мире.
Цель компании — открыть две линии на своем заводе в Ричмонде. Первая линия, которая сейчас работает, может производить 75 миллионов фунтов пищевых хлопьев в год из примерно 107 миллионов фунтов пластикового лома, включая ПЭТ-тару и термоформованную упаковку. Компания использует письмо об отсутствии возражений (LNO) от Управления по санитарному надзору за качеством пищевых продуктов и медикаментов США (FDA), которое позволяет компании продавать свой продукт для использования в упаковке, контактирующей с пищевыми продуктами.
Однако Бендер говорит, что LNO не дает никаких гарантий, что производитель переработанного пластика сможет продавать свою продукцию на этом рынке.«Некоторые владельцы торговых марок учили нас, что можно сделать [одобренный FDA] продукт, который недостаточно хорош. Это выходит далеко за рамки пищевой ценности. Это сочетание пищевых параметров, связанных с сортировкой, очисткой, процессом, дисциплиной и проверкой качества. Все должно работать в равновесии, чтобы сделать высококачественный продукт».
Одним из поставщиков, которых воодушевляет запуск Perpetual, является фирма по переработке ReCommunity, Шарлотта, Северная Каролина. Компания, которая управляет несколькими предприятиями по рекуперации материалов (MRF) по всей стране, поставляет ПЭТ для Perpetual с момента открытия своего завода.Пол О’Доннелл, вице-президент по маркетингу товаров ReCommunity, говорит, что его фирма много слышала об этом объекте до того, как посетила его. И, увидев операцию, остался под впечатлением.
«Выглядит действительно здорово, — говорит он. «Я не специалист по оборудованию, но, похоже, действительно продумали операцию, в том числе и место.
«Я очень воодушевлен операцией, — добавляет О’Доннелл.
Успех завода зависит от оборудования, говорит Бендер.Объект был построен с использованием оборудования, поставляемого почти исключительно компаниями Titech и Sorema Systems, вместо того, чтобы применять поэтапный подход к выбору оборудования.
Курт Козарт, представляющий итальянскую компанию Sorema, говорит, что подход «под ключ» привел к довольно гладкому проекту. «С двумя поставщиками действительно все работает довольно гладко, — говорит он.
Например, говорит он, несколько интерфейсов могут тормозить работу. Однако с двумя системами управления требуется намного меньше отладки.«Это намного проще. Это не набор систем».
По оценкам Cozart, Sorema установила системы на более чем 80 заводах по переработке ПЭТ по всему миру.
Успех
Perpetual Recycling еще более впечатляет, если учесть, что сырье компании не представляет собой смесь высококачественного ПЭТ и ПЭТ более низкого качества.
Скорее, его единственным поставщиком являются ПЭТ-контейнеры и термоформованная упаковка, собранные в рамках программ вторичной переработки.«Мы принимаем банки из-под кока-колы и пепси, а также бутылки с водой.Нам также нужны салатники, верхушки для тортов, упаковка от крупных розничных продавцов. Все, что сделано из ПЭТ», — говорит Бендер. «Это будущее нашей отрасли, и это четко отличает нас от других».
Уилфред Пойес, вице-президент компании Van Dyk Recycling Solutions в Западном регионе, расположенной в Стэмфорде, штат Коннектикут, поставщика оборудования Perpetual Titech, говорит: «Наше оборудование способно справиться со всеми видами сырья и легко адаптироваться к изменениям. Плотность тюков, состав тюков, скорость подачи хлопьев, замороженные тюки, тепловые волны, химикаты — на процесс влияет множество факторов.
«Однако вы хотели бы начать с самых обычных материалов, чтобы постепенно приспосабливаться к вариациям, создавая хороший готовый продукт. Большинство проблем, с которыми пришлось столкнуться, были связаны с необычно высокой концентрацией какого-либо брака в поступающих партиях», — говорит Пойес.
«Запуск предприятия в новом географическом районе сопровождается появлением новых поставщиков, и это создает новые проблемы в управлении сырьем», — добавляет он. «Требуется время, чтобы предоставить поставщикам сырья отзывы и данные о том, с чем может справиться установка, в то время как оператору установки нужны данные для рассмотрения финансовой осуществимости или возможности обработки этих загрузок.Все это требует времени», — говорит Поис.
Пошаговый процесс
Perpetual Recycling Solutions закупает 1000-фунтовые тюки ПЭТ у MRF, расположенных по всему Среднему Западу. После того, как материал поступает на завод компании, пластмассы разбиваются для обработки и сортируются вручную для удаления крупных загрязнений, таких как шары для боулинга и бумага. После дебалляции железо удаляется с помощью магнитов перед транспортировкой контейнеров на барабан, который удаляет стекло, песок и твердые частицы.Затем материал проходит через систему предварительной стирки, которая также удаляет любые этикетки. Бендер сравнивает этот шаг с циклом замачивания в посудомоечной машине.Он говорит, что система предварительной промывки Perpetual Recycling дает значительное преимущество. Он говорит, что, хотя многие традиционные операции по переработке пластмассы не предполагают такого рода интенсивных инвестиций на начальном этапе, эта система предварительной промывки позволяет компании преобразовывать поступающий бордюрный материал до уровня качества, сравнимого с ПЭТ из штатов с законами о депозитах.
Контейнеры затем проходят через оптические сортировщики, которые разделяют их на прозрачные и цветные фракции и выбрасывают пластмассы и металлы, отличные от ПЭТ.
«Мы проходим через три основных этапа обеззараживания, прежде чем что-либо измельчать», — говорит он о процессе Perpetual.
Perpetual использует мокрые шлифовальные машины, а не более традиционные сухие шлифовальные машины, потому что, по словам Бендера, они производят материал более высокого качества.
Измельченный материал снова промывают перед дополнительной стадией очистки.
Наконец, чешуйчатый материал оптически сортируется для удаления любых загрязняющих веществ, которые могут все еще присутствовать. На данном этапе Perpetual Recycling Solutions перерабатывает 10 000 фунтов в час.
Каким бы успешным ни был проект, Бендер говорит, что видит проблемы. Хотя он полностью уверен, что его фирма сможет обеспечить объемы, необходимые для ее работы, он говорит, что обеспокоен наличием неперерабатываемого ПЭТ-пластика. «Это может быть связано с новым биоразлагаемым ПЭТ или какой-либо новой добавкой к ПЭТ», — говорит Бендер.«Есть вещи, которые можно сделать, чтобы разрушить эту отрасль».
Чтобы этого не произошло, по его словам, оптические сортировщики должны уметь идентифицировать этот материал как отличный от традиционного ПЭТ.
Качество также представляет собой еще одну проблему для сектора переработки пластмасс. Именно здесь, по словам Бендера, MRF играют важную роль. «Они должны обеспечивать нужное качество. Чтобы расти, нам нужно лучшее качество.
Нам нужен более высокий урожай. В тюке должно быть больше ПЭТ и меньше загрязняющих веществ.По его словам, внедрение в Китае операции «Зеленый забор» также помогло привлечь внимание к качеству материалов.
Бендер добавляет, что если MRF смогут повысить качество своих пластиковых тюков в ответ на китайскую операцию «Зеленый забор», больше отечественных поставщиков заинтересуются этим материалом. «Я считаю, что MRF, которые инвестируют в дополнительные технологии, получат отдачу», — говорит он. «Я думаю, что мои коллеги и я заплатили бы больше за продукт более высокого качества».
Несмотря на эти препятствия, Бендер выражает уверенность в том, что его компания будет расти по мере того, как все больше владельцев брендов будут использовать переработанный контент.«Преимущество того, что мы делаем с пищевыми хлопьями, заключается в том, что это позволяет целой категории владельцев брендов использовать переработанные материалы с разумной экономией. Раньше большая часть листовой промышленности, люди, которые делают чашки, верхушки для тортов на день рождения и контейнеры для деликатесов, должны были покупать гранулы, что является дополнительным шагом.
Но теперь они могут использовать флейк с особым качеством». Бендер добавляет, что, поставляя высококачественные хлопья RPET, «владельцы брендов могут выйти на рынок с правильной экономикой».В то время как Perpetual выглядит просто, Бендер говорит: «Это сложный бизнес.Вы берете неоднородный продукт и делаете однородный продукт. Каждый день есть искусство и наука».
Еще одна проблема связана с доступным сырьем, поскольку мощности по регенерации превышают доступное предложение. «Это первый случай в истории, когда мощности рекультивации в США превышают предложение», — говорит Бендер. «Нам нужны эти двое, чтобы сбалансировать».
Однако переработка вне дома остается проблемой во многих районах США, что влияет на количество материалов, собираемых для переработки.«Мы — страна мобильности, и нам нужно убедиться, что мы можем перерабатывать отходы, где бы мы ни находились, а не только дома», — говорит Бендер.
Для получения дополнительной информации см.

 Первым шагом деловых партнеров стала покупка Pure Tech Plastics, нью-йоркской компании по переработке пластмасс.
Первым шагом деловых партнеров стала покупка Pure Tech Plastics, нью-йоркской компании по переработке пластмасс.

 «Мы находимся на уровне 70-75 процентов производства», — говорит Бендер. «Мы отправляем это число на север каждый месяц».
«Мы находимся на уровне 70-75 процентов производства», — говорит Бендер. «Мы отправляем это число на север каждый месяц».

 Скорее, его единственным поставщиком являются ПЭТ-контейнеры и термоформованная упаковка, собранные в рамках программ вторичной переработки.
Скорее, его единственным поставщиком являются ПЭТ-контейнеры и термоформованная упаковка, собранные в рамках программ вторичной переработки.
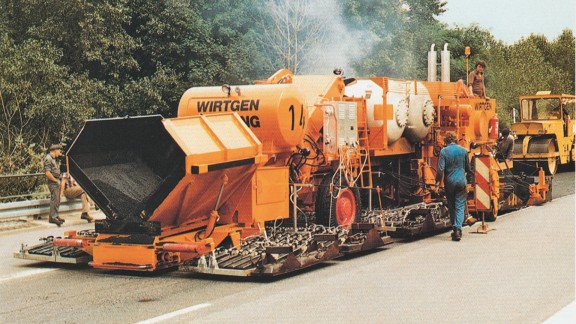 Бендер сравнивает этот шаг с циклом замачивания в посудомоечной машине.
Бендер сравнивает этот шаг с циклом замачивания в посудомоечной машине.
 Нам нужен более высокий урожай. В тюке должно быть больше ПЭТ и меньше загрязняющих веществ.
Нам нужен более высокий урожай. В тюке должно быть больше ПЭТ и меньше загрязняющих веществ. Но теперь они могут использовать флейк с особым качеством». Бендер добавляет, что, поставляя высококачественные хлопья RPET, «владельцы брендов могут выйти на рынок с правильной экономикой».
Но теперь они могут использовать флейк с особым качеством». Бендер добавляет, что, поставляя высококачественные хлопья RPET, «владельцы брендов могут выйти на рынок с правильной экономикой».