
Как вязать арматуру композитную: Как правильно вязать стеклопластиковую арматуру, чем вязать и как вязать?
Вязка композитной арматуры
Одна из особенностей композитной арматуры состоит в том, что вязать ее нужно не только между собой, но и с металлическими стержнями. В большинстве случаев для этого применяется вязальная проволока, толщина которой составляет не менее миллиметра. Большой объем работы удобнее всего выполнять, используя электрический или ручной инструменты. Для проведения работ среднего объема, вы можете воспользоваться вязальным крючком. Для вязки небольшого количества стержней вспомогательные приспособления не нужны, подойдет и «ручной труд».
Для связывания композитной арматуры используются в том числе пластиковые хомуты и скобы. Что касается способа вязки, то он не принципиален. Главное для вас, добиться надежного и прочного фиксирования прутьев в необходимом положении перед тем, как вы станете заливать бетон. После застывания бетона, стержни уже не смогут сдвинуться с заданных позиций в любом случае. Помните только о том, что и проволока, и любые другие материалы для вязки должны обладать высокой прочностью и большой толщиной. Благодаря таким характеристикам, вы обеспечите каркасу целостность при подаче бетона.
Помните только о том, что и проволока, и любые другие материалы для вязки должны обладать высокой прочностью и большой толщиной. Благодаря таким характеристикам, вы обеспечите каркасу целостность при подаче бетона.
Немаловажным преимуществом композитной арматуры заключается в том, что она не требует использования сварки для того, чтобы собрать армирующий каркас. Вязка арматуры помогает укрепить прутья друг с другом. Благодаря такому способу, можно сэкономить и трудоресурсы, и время, и силы. В целом все работы могут быть проведены гораздо быстрее, чем в случае с металлическим материалом.
Теперь поговорим подробнее о том, какие материалы используются для вязки — об их особенностях и требованиях к ним. Начнем со стальной проволоки. И в этом случае процесс вязки будет аналогичным процессу связывания арматуры из металла. Используйте специальный пистолет или крючок. Толщина вязальной проволоки должна быть довольно большой. Иначе возможны разрывы при подаче бетона. Оптимальный диаметр составляет 0,8-1,2 миллиметра. Связывать прутья арматуры нужно внахлест — на участках пересечения.
Связывать прутья арматуры нужно внахлест — на участках пересечения.
Более быстрым способом связывания является использование пластиковых хомутов-стяжек. При выборе их прочностные характеристики всей конструкции не страдают. Кроме того, вы можете сэкономить, отказавшись от приобретения крючка и избавить себя от транспортировки большого мотка проволоки. Помните только о надежности такой вязки! Она должна быть на высшем уровне.
Еще одним простым способом связать стеклопластиковую арматуру является применение специальных креплений. Для выполнения работы довольно будет одного щелчка крепления на каждом арматурном стержене. Полученное в результате крепление будет обладать высоким уровнем надежности и прочности.
Связывание композитной арматуры является ответственным процессом. Так как в конечно итоге мы говорим о прочности всего фундамента. Стоимость специальных креплений и пластиковых стяжек, также, как и расценки на композитный материал, различна у каждого производителя. Но при выборе вам нужно обращать внимание не только на цены, но и в большей степени на качество товара. Осведомляйтесь о наличии гарантий, сопроводительных документов. Долговечность всей конструкции может существенно сократиться в том случае, если вы попробуйте сэкономить на такой важной покупке.
Но при выборе вам нужно обращать внимание не только на цены, но и в большей степени на качество товара. Осведомляйтесь о наличии гарантий, сопроводительных документов. Долговечность всей конструкции может существенно сократиться в том случае, если вы попробуйте сэкономить на такой важной покупке.
Опыт применения композитной арматуры в различных сферах деятельности
Композитная арматура – современный материал, который применяется для решения широкого спектра строительных задач. Композитная полимерная арматура используется для армирования бетонных конструкций, например, фундамента, плит перекрытий и т. д.
Где применяют композитную арматуру?
Чаще всего стеклопластиковая арматура используется для устройства:
- укреплений и беговых сооружений;
- дорожных плит;
- кирпичных и железобетонных конструкций;
- мостовых сооружений;
- ограждений;
- бассейнов и емкостей, предназначенных для использования на химических производствах.


Данный материал подходит для армирования дорожного полотна, полов в жилых и коммерческих помещениях. В ряде случаев его применяют для устройства опор контактной сети. Это – лишь некоторые примеры применения композитной арматуры в дорожном строительстве и ремонтной сфере.
Как показывают данные технических испытаний, конструкции из бетона с композитной неметаллической арматурой имеют более долгий срок службы по сравнению с теми, где использованы изделия из стали. Более того, они невосприимчивы к воздействию влаги и агрессивных сред (кислот и щелочей).
При использовании данного материала необходимо знать основные правила, обозначающие, как вязать композитную арматуру для фундамента. Соблюдение рекомендаций от специалистов позволяет обеспечить прочность фундамента.
- Конструкцию нужно соединять минимум на 50% всех перекрытий. Чем больше мест скрепления, тем выше прочность фундамента.
- Для ленточного и свайного фундамента применяют ребристую композитную арматуру, для плитного – изделия с периодическим сечением.

Арматуру можно вязать с использованием специальных хомутов из пластика, но по такому каркасу нельзя ходить. Удобнее применять соединительные элементы, которые выпускают именно для композитной арматуры. Они бывают различных конфигураций. Также можно выполнить вязку с применением проволоки, которая имеет диаметр 0,8-1,2 мм. Однако такой способ очень затратный по времени.
Применение композитной арматуры в строительстве
Задумав строительство дома возникает вопрос о выборе качественных, долговечных и надежных материалов, обладающих одновременно разумной ценой. Мы расскажем Вам, как построить дом и при этом значительно сэкономить. Применение композитной арматуры в строительстве позволит сократить расходы, ведь она на 30 % дешевле металлической и на 80% дешевле ее транспортировка. Например, в ГАЗель вмещается 19 000 м арматуры диаметром 8 мм, при равнопрочной замене это соответствует 16,9 тн металлической арматуры 12 АIII. Транспортные расходы на лицо!!!
Стеклопластиковая арматура для фундамента
Стеклопластиковая композитная арматура хорошо зарекомендовала себя при строительстве малоэтажного частного дома, дачи или коттеджа. Сфера ее применения разнообразна: такую арматуру можно использовать при укладке ленточного и сплошного фундамента, изготовлении буровых свай, изготовления перекрытий, укрепление грунтов парковок и проезжих частей, заливке отмостки дома, армирование стен при монолитном домостроении и кирпичной кладки, при помощи гибких связей. Свои вопросы вы можете задать нашим специалистам по телефонам 8(952) 910-90-95.
Сфера ее применения разнообразна: такую арматуру можно использовать при укладке ленточного и сплошного фундамента, изготовлении буровых свай, изготовления перекрытий, укрепление грунтов парковок и проезжих частей, заливке отмостки дома, армирование стен при монолитном домостроении и кирпичной кладки, при помощи гибких связей. Свои вопросы вы можете задать нашим специалистам по телефонам 8(952) 910-90-95.
На рисунке приведена схема для вязки каркаса для ленточного фундамента
Часто возникает вопрос, как правильно рассчитать необходимое количество стеклопластиковой арматуры для фундамента. Но на наш взгляд, следует начинать с самого начала и с самого главного при определении ЛЮБОГО типа фундамента. А именно с инженерно-геологических изысканий участка, на котором будет стоять ваше будущее здание. Инженерные изыскания являются одним из важнейших видов строительной деятельности, с них начинается любой процесс строительства. На выбор типа фундамента влияют множество факторов: состояние и тип грунта на отведенном участке; глубина промерзания грунта; наличие грунтовых вод; нагрузка от несущих конструкций здания и так далее. При отсутствии данных о геоизысканиях, их при желании можно выполнить самостоятельно, правда, с некоторой степенью погрешности. Для этого на участке под будущим строением необходимо пробурить скважину и тщательно обследовать ее. Необходимо замерить высоту почвенного, плодородного слоя. При строительстве его необходимо будет убирать. Для основания фундамента выбирают несущие слои грунта (глины, суглинки, пески, супеси) находящиеся под почвенно-растительным слоем или насыпным грунтом.
При отсутствии данных о геоизысканиях, их при желании можно выполнить самостоятельно, правда, с некоторой степенью погрешности. Для этого на участке под будущим строением необходимо пробурить скважину и тщательно обследовать ее. Необходимо замерить высоту почвенного, плодородного слоя. При строительстве его необходимо будет убирать. Для основания фундамента выбирают несущие слои грунта (глины, суглинки, пески, супеси) находящиеся под почвенно-растительным слоем или насыпным грунтом.
Что касается глубины промерзания, то, как правило, грунт вспучивается зимой всегда. Вам необходимо добиться, чтобы вспучивание было одинаковым по всему периметру фундамента или не было вообще. Помните, что влажный грунт вспучивается больше, чем сухой. Глинистый грунт вспучивается сильнее, чем песчаный. Наличие глинистых включений в песчаном грунте приведет не только к неравномерности сезонного вспучивания, но и к возникновению горизонтальных сил, действующих на фундамент, что приводит к деформированию фундамента. Если на Вашем участке по всему периметру наблюдаете пучинистый грунт, то необходимо полностью заменить пучинистый грунт на песок крупной фракции с трамбовкой каждого слоя или гравийную подсыпку. В Сибири глубина промерзания может колебаться от полуметра до двух с половиной метров. Такой разброс объясняется разной плотностью грунта и разной средней температурой зимой. Грунт, насыщенный влагой, промерзает сильнее и если на участке высокий уровень грунтовых вод, то такие грунты будут промерзать сильнее и необходимо либо делать фундамент шире, либо увеличивать глубину заложения фундамента.
Если на Вашем участке по всему периметру наблюдаете пучинистый грунт, то необходимо полностью заменить пучинистый грунт на песок крупной фракции с трамбовкой каждого слоя или гравийную подсыпку. В Сибири глубина промерзания может колебаться от полуметра до двух с половиной метров. Такой разброс объясняется разной плотностью грунта и разной средней температурой зимой. Грунт, насыщенный влагой, промерзает сильнее и если на участке высокий уровень грунтовых вод, то такие грунты будут промерзать сильнее и необходимо либо делать фундамент шире, либо увеличивать глубину заложения фундамента.
Итак, глубина заглубления фундамента (именно подземная его часть) на пучинистых грунтах должна быть не менее глубины промерзания; на условно непучинистых грунтах (крупнообломочных с пылевато-глинистым заполнением, мелких и пылеватых песках и всех видах глинистых грунтов твердой консистенции) при глубине промерзания до 1 м, заглубление фундамента следует производить не менее 0,5 м; промерзание до 1,5 м — заглубление не менее 0,75 м; глубина промерзания от 1,5 до 2,5 м, то не менее 1 м; на непучинистых грунтах, независимо от глубины промерзания, заглубление фундамента не менее 0,5 м.
Для легких строений применяется мелкозаглубленный фундамент с глубиной залегания 50-100 см. Для тяжелых строений (двухэтажный кирпичный дом с ж/б перекрытиями) следует предусматривать заглубленный ленточный фундамент с глубиной заглубления на 20-30 см ниже точки глубины промерзания. Для Новосибирска и Новосибирской области глубина промерзания составляет 220см – глина, суглинки; 242см – пески, супеси.
Помимо всего, необходимо подготовить основание или подушку под будущий ленточный фундамент – уложить щебень или гравий, или утрамбованный песок, сделать бетонную подготовку из тощего бетона слоем 5-10 см с применением гидроизоляционной мембраны.
Примеры расчета количества арматуры для ленточного фундамента, а также рекомендуемое количество продольных нитей при устройстве ленточного фундамента приведены ниже.
Количество продольных нитей для фундамента можно взять из таблицы. На рисунке, величину В(расстояние между вертикальными стойками) рекомендуем делать 50 см. Величина Н – (расстояние между нитями в вертикальной плоскости) около 30 — 50см.
Величина Н – (расстояние между нитями в вертикальной плоскости) около 30 — 50см.
Произведем расчет ленточного фундамента 7х8 м, высотой 1,2 м, шириной 45 см, защитный слой 2,5 см с каждой стороны:
- Периметр фундамента со сторонами 7 * 8 м.п. Периметр =30 м.п.
- Количество продольных нитей (определяем по таблице) – 6 шт (2 ряда по 3 нити). 30*6= 180 м.п.
- Количество арматуры на вертикальные стойки на 1 п.м (через 50 см) – 1,2м*4 = 4,8 м.п на 1 м.п фундамента.
- Поперечные связи из расчета на 1 погонный метр — 0,4 * 6 (три поперечные связи) = 2,4 метра на 1 м.п. фундамента.
- ИТОГО: 180 м.п. + (4,8 м.п * 30) + (2,4 м.п * 30) = 396 м.п. арматуры стеклопластиковой.
- Количество хомутов, считаем по количеству узлов соединения. На 1 м.п. фундамента таких мест – 12. (12х30м.п. = 360шт)
|
Шаг ячейки, мм
|
Количество погонных метров арматуры в 1 кв.
|
Количество хомутов на 1 кв.м., шт. (при вязке в шахматном порядке)
|
|
200х200
|
10 м.п.
|
12,5 шт.
|
|
150х150
|
13,3 м.п.
|
22,0 шт.
|
|
100х100
|
20 м.п.
|
50,0 шт.
|
 м
м
На армирование бетонной стяжки рекомендовано применять арматурную сетку. Расход арматуры считается на 1 м.кв., учитывая шаг ячейки сетки. Для стяжки пола необходима одна сетка, для заливки фундаментной плиты – 2 ряда сеток.
Для расчета необходимого количества арматуры стеклопластиковой, просто перемножаете площадь на количество.
Как вязать стеклопластиковую арматуру.

Вязка арматуры осуществляется в соответствие с требованием строительных норм и правил, а именно, допускается вязка арматуры термообработанной проволокой или полипропиленовыми хомутами. И можете не сомневаться, в нашей кампании, Вам предложат только качественные хомуты.
Свои вопросы вы можете задать нашим специалистам по телефонам 8(952) 910-90-95.
Помимо хомутов и вязальной проволоки для арматуры, Наша компания готова предложить вам и подстановочные и крепежные элементы для арматуры.
Композитная стеклопластиковая арматура от завода производителя
+38 (067) 312 09 78
+38 (050) 482 71 72
+38 (067) 312 09 78
+38 (050) 482 71 72
- Главная
Продукция
- Композитная стеклопластиковая
арматура - Композитная стеклопластиковая
сетка
- Композитная стеклопластиковая
- Галерея
- Блог
- Прайс
- Дилерам
- Контакты
Вязка композитной арматуры
Композитная или полимерная арматура представляет собой стержни, что выполнены из углеродных, арамидных, стеклянных или базальтовых волокон, которые насыщены специальным полимерным связующим. Такие арматурные прутья могут состоять из одного волокна или переплетения нескольких видов.
Такие арматурные прутья могут состоять из одного волокна или переплетения нескольких видов.
Где применяется строительный материал
Перед тем, как вязать композитную арматуру, важно понять, где именно станут пригодными эти конструкции. С помощью стеклопластиковых каркасов проводят армирование:
Кладки из пенобетона или газобетонных блоков. Используют преимущественно композитные прутья диаметром от 6 мм.
Основание, которое служит опорой для здания.
Для этого используют композитную арматуру от 8 мм в диаметре.
Бетонных строений, которые служат ограждениями. Такие строения не применяются для сооружения несущих конструкций и перекрытий.
Чем и как вязать композитную арматуру
Резать строительный материал разного диаметра разрешается болгаркой. Обратите внимание, что от того, как будет связан арматурный каркас, зависит долговечностью эксплуатации и прочность основания.
Как вязать композитную арматуру:
1. Специальными крепежами. Этот способ самый простой, ведь необходимо лишь защелкнуть крепление на прутьях.
Специальными крепежами. Этот способ самый простой, ведь необходимо лишь защелкнуть крепление на прутьях.
2. Тонкими металлическими прутами. Проводится вязка с использованием специального пистолета или крючка.
3. Пластиковыми стяжками. Данный вариант вязки строители считают самым быстрым. Хомуты из пластика позволяют создать прочные соединения элементов.
На самом деле, создание скелета из композитной арматуры — это несложный процесс, однако который требует высокой точности и внимательности от специалиста. Благодаря малому весу стеклопластиковых прутьев, работать с материалом намного быстрее, чем с тяжелой металлической арматурой.
30.01.2019
(14 просмотров)
Как вязать арматуру для ленточного фундамента
Для создания каких-либо построек необходимо соорудить фундамент. Существует несколько видов фундаментов различной сложности и имеющих свои положительные и отрицательные стороны. Одним из самых простых является ленточный фундамент. Но, одним из его недостатков является то, что со временем, есть большой шанс его просадки. Для того, что бы этого не произошло, производят армирование верхней и нижней части фундамента. Средняя часть не получает особой нагрузки. В этом случае нагрузку на растяжение берут на себя арматурные стержни.
Одним из самых простых является ленточный фундамент. Но, одним из его недостатков является то, что со временем, есть большой шанс его просадки. Для того, что бы этого не произошло, производят армирование верхней и нижней части фундамента. Средняя часть не получает особой нагрузки. В этом случае нагрузку на растяжение берут на себя арматурные стержни.
Материалы, используемые в статье:
Ленточный фундамент с заложенной связанной арматурой
Армирование представляет собой укладывание металлических стержней или коробов из арматуры на место будущего фундамента. Стержни предварительно связываются между собой проволокой или свариваются. Так же возможно использование различных пластиковых фиксаторов, например фиксаторов звездочка, пластиковых хомутов, муфт для арматуры и пр. При использовании пластиковых хомутов необходимо учитывать тот нюанс, что при заливке каркаса бетоном по нему не желательно ходить. Иначе хомуты могут просто не выдержать и лопнуть.
\
Уже отрезанная проволока для вязки арматуры
Обязательно нужно знать конкретную маркировку арматуры, которую собираются использовать в армировании.
Если прутья в маркировке имеют индекс С, то значит, что такие стержни свариваемые, их лучше скрепить сваркой. Если же индексы отсутствуют, то, арматуру необходимо будет связывать.
Связывается арматура с использованием различных приспособлений. Это:
- Пассатижи. Вполне пригодны для вязки небольшого количества арматуры.
- Крючок для вязки. Бывает как полностью механический, так и винтовой. Гораздо удобнее пассатиж, поэтому процесс проходит быстрее, что позволяет связывать гораздо больше материала. Крючок можно вставить в шуруповерт для более комфортной работы.
- Пистолет для вязки. Почти полностью автоматизирует процесс. Достаточно поднести конец пистолета к месту соединения и нажать на кнопку. Пистолет сам обвяжет стержни проволокой и завяжет ее. Не заменимая вещь при очень больших объемах.
После того как проволока и арматура куплена и готова к работе, а так же определен инструмент для вязки, то можно начинать сам процесс.
Рассмотрим вязку стержней с помощью винтового крючка:
- 1 этапом отрезается кусок проволоки около 30 см и складывается пополам.
- На 2 этапе проволока под связываемое соединение а крючок для арматуры вставляют в петлю проволоки.
- 3 этапом проволокой полностью огибают соединение, свободный конец укладывается на крючок.
- На 4 этапе остается только поднять ручку крючка один или несколько раз. При поднятии ручки, сам крючок вместе с проволокой начинает крутиться и закручивает ее. Не переусердствуйте, иначе можно просто порвать проволоку.

Связка завершена, можно переходить к другому соединению.
Связка арматуры винтовым крючком:
Видео с примером вязки арматуры крючком и шуруповертом:
Еще один пример вязки арматуры:
Армирование фундамента стеклопластиковой арматурой
Стеклопластиковая арматура
Строительный рынок не стоит на месте, что приводит к появлению новых материалов, которые имеют улучшенные характеристики по сравнению с аналогами предыдущего поколения. Сравнительно недавно в строительной области появилась стеклопластиковая арматура, которая стала серьезным конкурентом металлическим прутьям.
Еще недавно стальная арматура была единственным материалом, который использовался при производстве железобетонных изделий, для повышения прочности фундаментов и других элементов строительных конструкций. Однако новый материал характеризуется более совершенными свойствами, чем привлекает внимание потребителя.
Описание материала и его виды
Стеклопластиковая арматура представляет собой неметаллический стержень с навивкой из волокон композитного материала или с напылением мелкофракционного абразивного порошка. Диаметр армированных прутков может составлять от 4 до 18 мм.
Диаметр армированных прутков может составлять от 4 до 18 мм.
В зависимости от материала, используемого в качестве основы для изготовления прутка, выделяют несколько видов композитной арматуры:
Особенности материала
- Базальтовые изделия (обозначаются буквами АБП) производятся на основе базальтовых волокон, связанные с помощью смолы органического происхождения. Такая арматура характеризуется высокой устойчивостью к воздействию агрессивной среды, включая газы, щелочи и соли.
- Стеклопластиковая арматура (аббревиатура АСП) производится из волокон стеклопластика, соединенных с помощью термореактивных смол. Преимуществом таких прутьев является незначительный вес и высокие прочностные характеристики.
- Углепластиковую арматуру (обозначение АУП) производят на основе углеводорода. Материал отличается повышенной прочностью, но имеет очень высокую стоимость, что существенно понижает его популярность.
- В основе комбинированных изделий (аббревиатура АКК) лежит базальт и стекловолокно. Такой материал устойчив к износу и имеет широкую область применения.
 Такой материал устойчив к износу и имеет широкую область применения.
Такой материал устойчив к износу и имеет широкую область применения.Среди перечисленных видов композитной арматуры наибольшей популярностью пользуются стеклопластиковые изделия, поэтому следует подробнее изучить именно этот материал.
к оглавлению ↑
Преимущества и область использования стеклопластиковой арматуры
В отличие от стальных прутьев стеклопластиковая арматура имеет ряд существенных преимуществ:
- Незначительный вес, за счет чего становится удобнее перевозить материал и выполнять различные действия с ним.
- Высокая устойчивость к воздействию агрессивной среды, включая газы, щелочи и соли.
- Устойчивость к образованию очагов коррозии.
- Высокие показатели прочности на разрыв.
Все перечисленные характеристики существенно расширяют область использования композитной стеклопластиковой арматуры:
- С ее помощью укрепляют стены и перегородки из кирпича и различных блоков.
- С помощью арматуры из стеклопластика связывают несущие стены с облицовочными перегородками. Кстати, у нас есть интересная статья на тему «облицовка фундамента искусственным камнем«.
- Стеклопластиковая арматура отлично подходит для укрепления фундаментов плитного типа и ленточных оснований, подошва которых лежит значительно ниже уровня промерзания грунта. Кроме того рекомендуется использовать композитную арматуру для усиления фундаментов, эксплуатируемых в условиях агрессивной среды.

Стеклопластиковая композитная арматура может использоваться для укрепления любого типа фундамента для малоэтажных строений. Однако в случае с ленточными и столбчатыми основаниями под строения не больше трех этажей композитные стержни получили множество положительных рекомендаций. Другими словами применять стеклопластиковую арматуру можно для укрепления монолитной бетонной ленты под частный дом или коттедж в один-два этажа, баню, гараж или хозяйственные постройки. На нашем сайте есть информация о том, как сделать фундамент под гараж и как сделать фундамент для бытовки, а также многое другое. Вы можете воспользоваться поиском по сайту, чтобы найти интересующую Вас информацию.
Стоит напомнить, что стеклопластиковая арматура является новым материалом, свойства которого изучены не до конца. Поэтому лучше использовать материал для конструктивного армирования, избегая моментов, где требуется повышенная прочность на изгиб и скручивание.
к оглавлению ↑
Расчет стеклопластиковой арматуры
Строительство фундамента своими руками требует проведения расчетов количества строительных материалов, включая композитную арматуру.
Учитывая различные факторы, следует проводить расчет материалов по следующему алгоритму:
- Определение общей длины фундамента с учетом длины внутренней несущей перегородки.
- Расчет длины прутьев арматуры, принимая во внимание, что арматура будет уложена в два яруса (4 прутка).
- Определение количества соединений. Следует учитывать, что соединение арматурных прутьев из стеклопластика проводится не сваркой, а внахлест. Поэтому нужно на каждый угол добавлять по 1 метру.
- Выполнение расчетов поперечных соединений.
 Поэтому нужно на каждый угол добавлять по 1 метру.
Поэтому нужно на каждый угол добавлять по 1 метру.Расчет композитной арматуры
Для полного понимания можно взять пример расчетов арматуры для фундамента дома размером 6*8 метров, внутренняя несущая стена которого равна 6 метров.
Общая длина фундамента определяется следующим образом:
(6+8)*2+6=34 метра.
Общая длина прутьев с учетом того, что двухуровневая конструкция состоит из 4 параллельных прутков, составляет:
34*4=136 метров.
Количество соединений и, соответственно, длина арматуры для этой цели определяется так: количество капитальных стен умножается на 1 метр нахлеста и на количество прутьев. Получается следующее:
(4+1)*1*4=20 метров.
Следовательно, для фундамента указанных размеров с учетом дополнительного материала на стыковку потребуется следующее количество продольных прутьев:
136+20=156 метров.
Также следует рассчитать количество поперечных кольцевых соединений. Согласно технологии укладки армирующего каркаса соединительные кольца должны располагаться на расстоянии 50 см друг от друга. Для определения количества поперечных соединительных колец необходимо общую длину арматуры разделить на 0,5 метра. Получается следующее:
Согласно технологии укладки армирующего каркаса соединительные кольца должны располагаться на расстоянии 50 см друг от друга. Для определения количества поперечных соединительных колец необходимо общую длину арматуры разделить на 0,5 метра. Получается следующее:
34:0,5=68.
Чтобы рассчитать длину арматуры, необходимую для такого количества поперечин, во внимание принимаются размеры каркаса. К примеру, если решетка каркаса имеет размер 60*30 см, то длина прута для одного кольца будет равна следующему:
(0,6+0,3)*2*68=122,4 метра.
Помимо этого в обязательном порядке следует добавить некоторое количество материала для запаса. То есть следует взять не 122, а 130 метров арматуры.
Суммируя результаты вычислений продольных и поперечных элементов каркаса, получаем результат:
156+130=286 метров.
к оглавлению ↑
Армирование фундамента стеклопластиковой арматурой
Усиление фундамента армированием дает большое преимущество в плане прочности, поэтому к процессу следует подходить ответственно.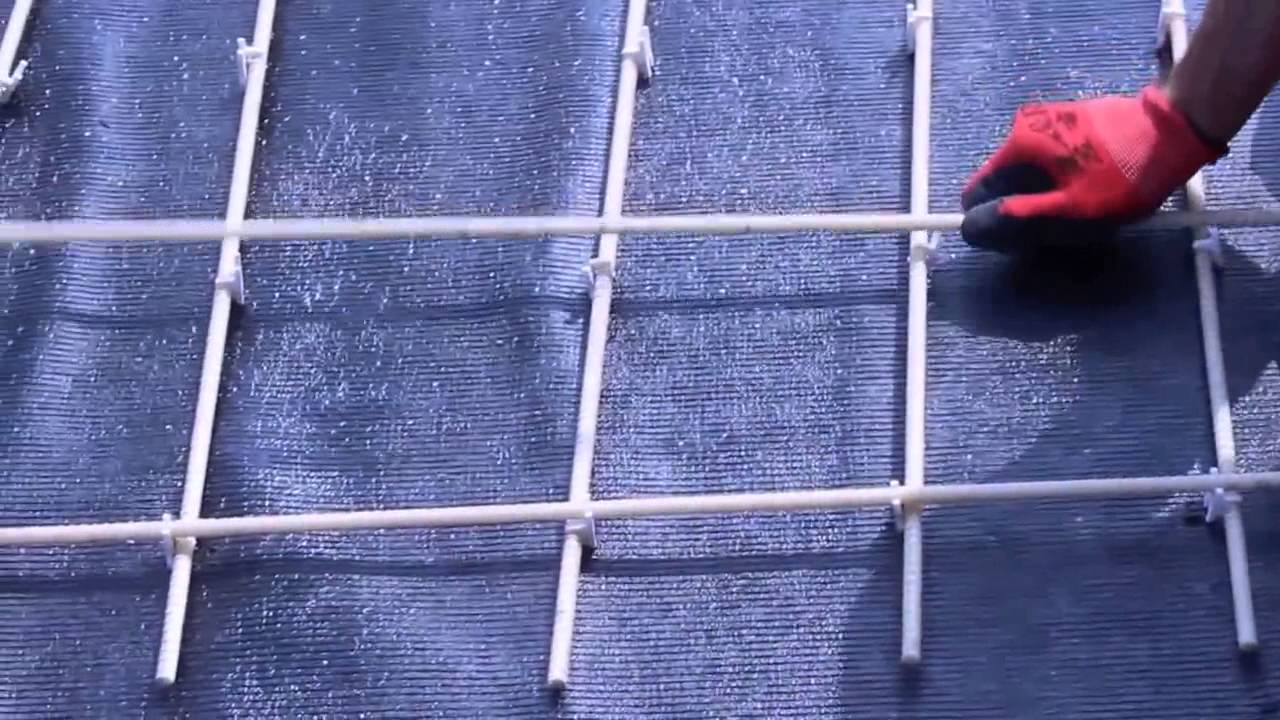
Инструменты и материалы
Армирование фундамента требует точности и аккуратности, поэтому следует приготовить следующее:
- Рулетку для выполнения соответствующих измерений.
- Болгарку для подгона и резки прутьев стеклопластиковой арматуры.
- Средства индивидуальной защиты для работы с болгаркой.
- Водяной уровень.
- Пластиковые хомуты для соединения прутьев композитной арматуры.
к оглавлению ↑
Земляные работы
На этом этапе необходимо вырыть траншею в соответствии с проектом будущего строения. Дно траншеи тщательно выравнивают и утрамбовывают. Затем насыпают песок слоем 10-15 см, проливают его водой и хорошо уплотняют. Поверх песка насыпают слой щебня такой же толщины и вновь тщательно уплотняют. В результате на дне получилась своеобразная подушка из песка и щебня.
На этом этапе важно сделать абсолютно ровную плоскость для укладки стеклопластиковой арматуры, поэтому следует в процессе работы пользоваться строительным уровнем.

к оглавлению ↑
Строительство опалубки
Опалубку собирают из досок, соединяя их в щиты посредством саморезов или гвоздей. При этом важно шляпки крепежных элементов располагать с внутренней стороны. В обязательном порядке следует укрепить конструкцию специальными распорками.
Стенки опалубки застилают пергамином и фиксируют его строительным степлером. Этот материал позволит сохранить чистоту досок и предотвратит вытекание жидкости из бетонного раствора.
Собираем опалубку
Далее на стенках опалубочной конструкции делают метки уровня, до которого будет заливаться бетонный раствор. Эта линия будет своеобразным ориентиром и при установке армирующего каркаса из стеклопластиковой арматуры. Для работы на этом этапе лучше всего пользоваться водяным уровнем.
к оглавлению ↑
Сооружение арматурного каркаса
Главное условие на этом этапе – каркас должен полностью заливаться бетоном. Поэтому при установке арматурной сетки следует выдерживать расстояние от стенок опалубки не меньше 5 см. Чтобы арматура не лежала на дне траншеи, укладывают кирпичи. Затем на них укладывают в два ряда продольные прутья стеклопластиковой арматуры и горизонтальные поперечины. Связывать продольные и поперечные прутья рекомендуется пластиковыми хомутами. После этого аналогичным способом связывают вертикальные прутья каркаса, размер ячеек при этом должен составлять 15*15 см.
Чтобы арматура не лежала на дне траншеи, укладывают кирпичи. Затем на них укладывают в два ряда продольные прутья стеклопластиковой арматуры и горизонтальные поперечины. Связывать продольные и поперечные прутья рекомендуется пластиковыми хомутами. После этого аналогичным способом связывают вертикальные прутья каркаса, размер ячеек при этом должен составлять 15*15 см.
к оглавлению ↑
Заливка фундамента
Завершающим этапом можно назвать заливку бетонной смеси в опалубку с каркасом из прутьев стеклопластиковой арматуры. Бетонный раствор заливают осторожно, стараясь заполнить все пространство между элементами каркаса. Кроме того очень важно периодически протыкать бетон металлическим прутом, чтобы удалить образовавшиеся воздушные пузырьки.
Сравнение характеристик стеклопластиковых и стальных прутьев
Если сравнивать характеристики стальной и композитной арматуры, то можно отметить следующее:
- Сталь легко поражается коррозией, а стеклопластик устойчив к любой агрессивной среде.
- Металлические прутья являются своеобразными мостиками холода в фундаменте, а теплопроводность композитного материала значительно ниже.
- Весит стеклопластиковая арматура в несколько раз меньше стального аналога.

Но, если Вы все-таки склоняетесь к классической арматуре, то читайте правила выбора, расчета и монтажа металлической арматуры.
Выбирая материал для армирования фундамента, следует принимать во внимание все значимые факторы. Несмотря на большое количество положительных характеристик, стеклопластиковая арматура является новым материалом, а металлические прутья проверены временем.
(PDF) Производство композитных материалов, армированных уточным трикотажем: обзор
КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ, АРМИРОВАННЫЕ ВЕФТОПРЯЖЕННЫМ ТКАНИ 639
Повреждение пряжи, которое могло быть вызвано истиранием. Также было исследовано
с помощью фотографических методов, что большая часть разрывов волокон
происходит на верхней дуге стежков, а
сломанных волокон выступают из плоскости ткани как маленькие
зубцов [35].
4. Заключение
Исследования композитов, связанных с утком, начались в
1961 Марвина [22], и с тех пор эти материалы
привлекают все большее внимание из-за их
потенциальных применений и преимуществ.В данной статье
кратко объяснена технология производства композитов, связанных с утком.
Хотя уточные трикотажные структуры имеют худшие механические свойства
из-за их сильно петлевой архитектуры, уточные вязаные изделия
, тем не менее, могут быть разработаны с улучшенными свойствами
в определенных направлениях за счет использования уложенных нитей. Из этого обзора
можно сделать вывод, что основные преимущества уточного трикотажа
в производстве армированных композитов заключаются в следующем.
1. Уточное вязание — это быстрый, непрерывный и чрезвычайно универсальный
процесс преобразования волокон.
2. Уточное вязание позволяет производить сетчатые изделия
формы / почти сетчатые формы.
3. Уточное вязание имеет преимущество драпируемости /
формуемости тканей, что позволяет формировать более
формованных инструментов сложной формы.
4. Уточное трикотажное полотно обладает растяжимостью для адаптации сложных форм
без обжима.
5. Формирующие свойства уточного трикотажа, близкие к сетчатому, уменьшают потери материала
.
6. Формирующее свойство уточной вязки, близкое к сетчатому, составляет
эффективных затрат.
Список литературы
1. Long, A.C. Разработка и производство текстильных композитов;
Woodhead Publishing Ltd .: England, 2005.
2. Horrocks, A.R .; Ананд, С.С. Справочник по техническому текстилю;
2-е изд .; Woodhead Publishing Ltd .: England, 2004.
3. Alcock, B.; Cabrera, N.O .; Barkoula, N.M .; Spoelstra, A.B .;
Loos, J .; Пейс, Т. Механические свойства тканой ленты из полипропиленовых композитов
. Композиты Часть A: Прикладная наука
и производство 2007,38, 147–161.
4. Baucom, J.N .; Зикри М.А. Низкоскоростные ударные повреждения
прогрессия в тканых композитных системах E-Glass. Композиты
Часть A: Прикладная наука и производство 2005,36, 658–664.
5. Bigaud, D .; Шосткевич, К.; Хамелин, П. Анализ на разрыв для
мягких композитных материалов, армированных текстилем, при одноосных и двухосных
растягивающих напряжениях. Композитные конструкции 2003,62, 129–137.
6. Bini, T.B .; Рамакришна, S .; Huang, Z.M .; Лим, К. Структура —
Соотношение свойств при растяжении композитных материалов трикотажного полотна.
Полимерные композиты 2001,22 (1), 11–21.
7. Cheng, K.B .; Рамакришна, S .; Ли, К. Электростатический разряд
Свойства трикотажных композитов из полипропилена, армированных медной проволокой и стекловолокном.
.Полимерные композиты 2001,22 (2),
185–196.
8. Huang, D .; Миннетян Л. Прогрессирующее разрушение сшитых панелей из усиленного композитного материала
на сдвиг в диапазоне Postbuckling.
Журнал армированных пластиков и композитов 2001,20 (18),
1617–1632.
9. Hufenbach, W .; Petrinic, N .; Хорниг, А .; Langkamp, A .;
Gude, M .; Wiegand, J. Поведение расслоения 3D-текстиля
армированных композитов: экспериментальные и численные подходы.
В материалах конференции CDCM, Штутгарт, сентябрь
2006 г., 1–10.
10. Huysmans, G .; Verpoest, I .; Houtte, P.V. Модель повреждений
композитов трикотажного полотна. Композиты Часть A: Прикладная наука
и производство 2001,32, 1465–1475.
11. Хондкер, О.А .; Fukui, T .; Nakai, A .; Хамада, Х. Первичный излом
текстильных композитов, связанных тканью, связанных утком. Композиты Часть A:
Прикладная наука и производство 2004,35, 1185–1194.
12. Хондкер, О.А .; Leong, K.H .; Herszberg, I .; Хамада, Х. Удар
и характеристики сжатия после удара стекловолокна
текстильных композитов. Композиты Часть A: Прикладная наука и
Производство 2005,36, 638–648.
13. Хондкер, О.А .; Ян, X .; Usui, N .; Hamada, H. Mechanical
Свойства вязаных композитов ПП / ПП с текстильными вставками с использованием
литьевого формования под давлением. Композиты Часть A: Прикладные
Наука и производство 2006,37, 2285–2299.
14. Kuo, W.S .; Ko, T.H .; Чен, К. Влияние процессов ткачества на сжатие
3D тканых композитов. Композиты Часть
A: Прикладная наука и производство 2007,38, 555–565.
15. Lam, S.W .; Дао, X.M .; Ю, Т. Сравнение различных термопластичных ячеистых текстильных композитов
по их энергопоглощающей способности
. Composites Science and Technology 2004,
64, 2177–2184.
16. Lau, K .; Линг, Х.; Чжоу, Л. Низкоскоростное воздействие на форму
сплавов с памятью формы сшитых композитных пластин. Умные материалы и
Структуры 2004,13, 364–370.
17. Liu, W .; Вс, В .; Хм.; Гу, Б. Поведение при сжатии двухосного
проставочного уточного трикотажного полотна, армированного композитным материалом при различных скоростях деформации
. Полимерные композиты 2007,28 (2), 224–232.
Полимерные композиты 2007,28 (2), 224–232.
18. Ломов С.В. Микромакро-структурный анализ текстиля
Составные части. 2007, стр. 1–10. Получено с: http: // www.
mtm.kuleuven.ac.be/research/c2/poly/index.htm (последний доступ:
,
, сентябрь 2007 г.)
19. Осада, Т. Поведение при начальном разрушении атласной ткани
композитов. Композитные конструкции 2003,61, 333–339.
20. Пелед, А .; Бентур, А. Структура ткани и ее армирующая эффективность
в текстильных армированных цементных композитах. Композиты
Часть A: Прикладная наука и производство 2003,34,
107–118.
21. Savci, S.; Curiskis, J.I .; Пайлторп, М. Исследование деформации
уточных преформ для усовершенствованных композитных конструкций
Часть I. Свойства сухой преформы. Наука о композитах
и технология 2000,60, 1943–1951.
22. Savci, S .; Curiskis, J.I .; Пайлторп, М. Исследование деформации
уточных преформ для усовершенствованных композитных конструкций
Часть II: Полученный композит. Наука о композитах
Наука о композитах
и технология 2000,60, 1943–1951.
23. Tercan, M .; Asi, O .; Юксеккая, М.Е .; Актас, А. Сравнение
свойств на растяжение уточно-трикотажных композитов стекло / эпоксидная смола 1 * 1 ребра
с различным расположением слоев. Материалы и дизайн 2007,
28, 2172–2176.
24. Zhangyu, F.Z .; Yanmo, C .; Хайру, Л. Влияние предварительного растяжения
на свойства растяжения трикотажного полипропиленового композита
, армированного стекловолокном. Журнал термопластичных композитов
Материалы 2006,19, 399–411.
Загружено: [TÜBTAK EKUAL] На: 12:21 26 августа 2008
влияние инкрустационной пряжи и типа волокна
% PDF-1.4
%
1 0 объект
>
endobj
5 0 obj
/Заголовок
/Предмет
/ Автор
/Режиссер
/ Ключевые слова
/ CreationDate (D: 202102010-00’00 ‘)
/ ModDate (D: 20181024174044 + 02’00 ‘)
>>
endobj
2 0 obj
>
endobj
3 0 obj
>
endobj
4 0 obj
>
транслировать
2018-10-24T15: 39: 55ZAperçu2018-10-24T17: 40: 44 + 02: 002018-10-24T17: 40: 44 + 02: 00Mac OS X 10. 12.6 Quartz PDFContextapplication / pdf
12.6 Quartz PDFContextapplication / pdf
uuid: 75803211-eb3b-ff42-bb4b-1de2146cc572uuid: 8c1c3428-e4ed-5045-9a1c-b85252f4b2aa
конечный поток
endobj
6 0 obj
>
endobj
7 0 объект
>
endobj
8 0 объект
>
endobj
9 0 объект
>
endobj
10 0 obj
>
endobj
11 0 объект
>
endobj
12 0 объект
>
endobj
13 0 объект
>
endobj
14 0 объект
>
endobj
15 0 объект
>
endobj
16 0 объект
>
/ ProcSet [/ PDF / Text / ImageC / ImageB / ImageI]
>>
endobj
17 0 объект
>
транслировать
x ڝ XɎ # 7 + \ # ZÇ} rh \ 2QRwf`tDQ \ Z- ~ q / ZrJ / ~ ߟ / ˧ Ê! rǴf_Ctiey ~ t8΅ |: `& xFˉD_h9EHK [O ֔ Ff 풪» mmI 3vp ֹ @ 68 (h5tdet. ) anz> 9s [tj: aA`F # 6 / F) S 2 «Y͍qo
) anz> 9s [tj: aA`F # 6 / F) S 2 «Y͍qo
Основы композитов и тканей
Что такое композит?
Технически композит — это конструкция из 2 или более компонентов. Конфета с орехами, нугой и шоколадом представляет собой композит. Даже традиционные конструкционные материалы часто представляют собой композиты. Древесина содержит как лигнин, так и целлюлозу, а бетон — песок и карбонат.
В большинстве случаев, когда мы думаем о композитах, мы думаем об армированных полимерах (пластиках).Легкий и очень пластичный пластик приобретает прочность и жесткость за счет добавления более прочных частиц или волокон.
Среди множества примеров могут быть пластмассы, полученные литьем под давлением, состав для формования листов (SMC) или состав для формования в массе (BMC). Волокна или частицы примешиваются к пластику, которому затем придают желаемую форму в формах под действием тепла и давления.
Хотя наполнитель добавляет прочности, эти материалы обычно используются в декоративных областях или в качестве второстепенных конструкций, которые несут только относительно небольшие нагрузки.
Композиты на основе непрерывных волокон прочнее, чем композиты на основе коротких волокон или твердых частиц. Эти композиты используются в высоконагруженных конструкциях.
Вместо того, чтобы добавлять арматуру в пластик, непрерывным волокнам придают форму, которую необходимо пропитать смолой. Наиболее распространенные методы вливания:
- Пропуск волокон в ванне со смолой, выдавливание излишков смолы и укладка вручную или с помощью машины для наматывания их на оправку.(намотка нитей)
- Закупка волокон с уже нанесенной на них загущенной смолой (пре-прег). Их укладывают в желаемых местах и ориентируют, затем прикладывают давление и тепло для завершения отверждения смолы. Часто этот последний шаг выполняется в автоклаве. Ленты с препрегом можно укладывать вручную или с помощью автоматизированной машины для укладки ленты.
- Укладка волокон на место и нанесение смолы вручную. (укладывается вручную)
- Укладка волокон на инструмент, покрытие их непроницаемой пленкой или остатком твердого инструмента и втягивание в них смолы. (Трансферное формование смолы или RTM).
В намотке нитей и препрегах наиболее распространены отдельные нити или ленты с волокнами, выровненными только в одном направлении (однонаправленном). За один раз укладывается только несколько нитей или лент, поэтому скорость добавления материала для формирования структуры в каждом случае ограничена.
Какой тип ткани следует использовать?
Для быстрого формирования больших структур производители используют разные виды тканей. У каждого вида ткани есть свои достоинства и недостатки.
2D ткачество
Традиционное ткачество (2D), конечно, широко распространено и хорошо изучено.
Наполнитель вставляется в зазор, образованный путем размещения половины слоев основы вверх и половины из них.
После того, как набивочная пряжа вставлена, слои основы меняются, переплетая пряжу друг с другом.
Существует обширная инфраструктура для производства 2D тканых товаров. Отдельные тканые слои относительно тонкие, а структура плетения оставляет волнистость в направлениях как 0, так и 90 градусов (основа и заполнение), называемая извитостью.
Чтобы получить толщину, необходимо точно разрезать и уложить несколько слоев. В конечном композитном материале разрывы начнутся в местах обжима тканей и в слоях между тканями (расслоение).
Ткани без обжима. Также называется основовязаным трикотажем, тканями с прошивкой или не обжимными тканями (NCF).
Другой способ изготовления ткани — это связать их вместе. Используя только маленькие вязальные нити для связывания больших пучков пряжи, в процессе вязания основы маленькие нити связывают вместе несколько слоев ткани.
Нити не несут нагрузку, они скорее удерживают не гофрированные нити на месте до впитывания смолы. Это отличается от шитья или вышивания.
При шитье и строчке также используются петельные нити в виде вязанного узора, но они связывают две ткани, которые уже были сформированы. В отличие от этого, процесс вязания основы формирует единую ткань.
Некоторые машины могут формировать до 4 слоев пряжи. Эти слои могут быть расположены в различных направлениях, то есть под углом 90 и / или 0 градусов с другими углами от 20 до 80 градусов.
Было показано, что отсутствие загибов в основовязаных тканях увеличивает конечную прочность композита по сравнению с ламинатом, изготовленным из двухмерных тканых материалов. Нитки для вязания полимерные и обязательно очень мелкие.
Для большинства NCF нити имеют примерно такую же прочность, как и матрица из пластикового композитного материала вокруг волокон, поэтому они не обеспечивают дополнительного армирования. Это означает, что их склонность к расслаиванию не снижается. Кроме того, вязальные спицы могут прокалывать нити, вызывая некоторые повреждения и снижая конечную прочность композита.
Угловая блокировка 3D-тканей
Используя двухмерную ткацкую машину с одинарной вставкой, можно переставлять волокна, чтобы сформировать несколько слоев, связанных нитями, которые соединены несколькими нитями основы, проходящими между слоями.
Большинство оригинальных трехмерных тканых материалов было изготовлено таким образом, и типичный поиск в Интернете по запросу «3D тканые» в основном будет возвращать результаты, основанные на этих материалах.
Ранние исследования показали, что он обладает хорошей прочностью на сдвиг и полностью исключает расслоение, но структура имеет много изгибов, и прочность в плоскостях (0 и 90 градусов) страдает на целых 30%.
Путем добавления нескольких нитей основы, которые не пересекают слои (наполнители основы), некоторые характеристики в плоскости были восстановлены. Однако использование одинарной заправки и перестановки отдельных нитей основы или слоев для увеличения толщины оставляет некоторое изгибание как в направлении 0, так и в направлении 90 градусов, а также истирание нитей основы, даже набивок основы.
Ортогональные трехмерные тканые материалы без обжима
Термин «ортогональный» относится к армированию в трех направлениях, перпендикулярных друг другу.Это лучшее описание тканей, производимых Tex Tech.
И основа, и нити наполнителя практически не имеют изгибов. Чтобы быстро изготавливать очень толстые трехмерные армированные ткани, с помощью наших уникальных ткацких станков с несколькими рапирами одновременно вставляется до 10 пряжи.
В схеме ткачества зазоры между отдельными слоями основы фиксируются на месте, поэтому слой основы не перемещается во время ткачества. Вертикально перемещаются только нити Z. Такое расположение ускоряет изготовление тканей с большим количеством слоев и приводит к почти отсутствию истирания нитей основы.
Было показано, что композиты на основе этих трехмерных ортогональных тканей без обжима имеют примерно на 10-15% более высокую прочность на растяжение в плоскости по сравнению с эквивалентным ламинатом из двухмерных тканых материалов.
Так как сжатие имеет тенденцию к разделению слоев, преимущество в прочности на сжатие больше, порядка 25%.
Исследования также показали, что только 1-3% пряжи в направлении Z было достаточно для остановки трещин и предотвращения расслоения.
Наконец, высокий порядок и отсутствие обжима оставляет открытые каналы для потока смолы, что делает инфузию намного быстрее, чем при использовании ламината из тканого 2D или NCF.
Tex Tech Industries
Tex Tech Industries предлагает широкий ассортимент тканых, нетканых и трехмерных ортогональных компонентов без обжима для использования в самых разных отраслях и сферах применения. Чтобы узнать больше о работе с Tex Tech Industries для удовлетворения всех ваших потребностей в высокоэффективных материалах, свяжитесь с нами сегодня.
СПОСОБЫ ПОВЫШЕНИЯ КОНСТРУКТИВНЫХ ХАРАКТЕРИСТИК, ПРОЧНОСТИ И ДОЛГОВЕЧНОСТИ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, АРМИРОВАННЫХ ТКАНИ
Это приложение является продолжением U.Заявка на патент S. Сер. № 14 / 854,175, поданной 15 сентября 2015 г., который испрашивает преимущество предварительной заявки США № 62 / 050,527, поданной 15 сентября 2014 г. Полное раскрытие вышеупомянутых заявок включено в настоящий документ посредством ссылки во всей их полноте.
Настоящее изобретение относится к способам повышения структурных характеристик, прочности и долговечности армированных волокном композитных материалов. Более конкретно, настоящее изобретение относится к текстильному или армированному тканью композитному материалу, подвергаемому предварительному напряжению для обеспечения повышенных структурных характеристик, прочности и долговечности.
Более конкретно, настоящее изобретение относится к текстильному или армированному тканью композитному материалу, подвергаемому предварительному напряжению для обеспечения повышенных структурных характеристик, прочности и долговечности.
В этом разделе представлена справочная информация, относящаяся к настоящему раскрытию, которое не обязательно является предшествующим уровнем техники.
Структурные характеристики, прочность и долговечность важны для материалов, используемых в несущих конструкциях. Несущие конструкции могут использоваться во множестве применений, в том числе в транспортной, медицинской, строительной и обрабатывающей промышленности, в качестве неограничивающего примера. Такие конструкции обычно должны быть способны нести и выдерживать вес других компонентов, конструкций, оборудования, груза и т.п.Хотя металлы хорошо работают в качестве несущих конструкций для многих применений, у них есть явный недостаток в том, что они тяжелые. Таким образом, использование конструктивных элементов, сформированных из металлов, может снизить эффективность и экономию топлива для транспортных средств, таких как автомобили, самолеты и лодки.
Композиционные материалы имеют матрицу смолы и по меньшей мере один армирующий материал, диспергированный в матрице смолы (например, множество волокон или частиц). Композитные материалы, армированные волокном, легкие и рассматриваются как альтернативные несущие конструкции и компоненты.В последние годы в композитной промышленности развивается тенденция к включению большего количества тканого текстиля и трикотажных композитов в качестве армирующего материала. Однако укладка однонаправленных волокон — дорогостоящая и громоздкая процедура, требующая специального оборудования и квалифицированной рабочей силы.
Кроме того, обычные композитные материалы не продемонстрировали необходимой прочности для длительного использования во многих областях применения, поскольку они могут не проявлять необходимой прочности и прочности с течением времени или могут иметь ограниченную пластичность (например,г., высокая хрупкость). Сложные трехмерные структуры, образованные из обычных армированных волокном композитов, обычно формируются из нескольких частей композитного материала. Таким образом, конструкции, сформированные из обычных армированных волокном материалов, имеют швы и стыки, которые подвержены разрушению при длительном использовании (поскольку они могут вносить слабые участки в структуру). Таким образом, усовершенствования конструкции структур, сформированных из композиционных материалов, для обеспечения необходимой прочности, долговечности и ударной вязкости для различных применений были бы весьма желательны для повышения долговечности таких легких конструкций.
Таким образом, конструкции, сформированные из обычных армированных волокном материалов, имеют швы и стыки, которые подвержены разрушению при длительном использовании (поскольку они могут вносить слабые участки в структуру). Таким образом, усовершенствования конструкции структур, сформированных из композиционных материалов, для обеспечения необходимой прочности, долговечности и ударной вязкости для различных применений были бы весьма желательны для повышения долговечности таких легких конструкций.
В этом разделе дается общее описание раскрытия и не является исчерпывающим раскрытием его полного объема или всех его характеристик.
В некоторых аспектах настоящее раскрытие предоставляет способы изготовления композитного изделия. Способ может включать предварительное напряжение заготовки текстильного армирования путем приложения к ней напряжения. Полимерный предшественник может быть введен в предварительно напряженную текстильную армирующую заготовку. Затем полимерный предшественник может быть отвержден с последующим снятием приложенного напряжения с образованием композитного изделия, содержащего отвержденный полимер и предварительно напряженное текстильное армирование. В других вариантах полимерный предшественник может быть введен в преформу текстильного армирования, которая затем подвергается предварительному напряжению. За этим следует отверждение полимерного предшественника с образованием композитного изделия, содержащего консолидированный полимер и предварительно напряженное текстильное армирование.
В других вариантах полимерный предшественник может быть введен в преформу текстильного армирования, которая затем подвергается предварительному напряжению. За этим следует отверждение полимерного предшественника с образованием композитного изделия, содержащего консолидированный полимер и предварительно напряженное текстильное армирование.
В других вариантах настоящее изобретение обеспечивает композитное изделие, которое содержит предварительно напряженную бесшовную вязаную армирующую структуру и отвержденный или консолидированный полимер.
В других вариантах настоящее изобретение обеспечивает композитное изделие, содержащее предварительно напряженную бесшовную вязаную армирующую структуру.Вязаная армирующая конструкция содержит первую вязаную область, имеющую первый уровень предварительного напряжения, и отдельную вторую связанную область, имеющую второй уровень предварительного напряжения, больший, чем первый уровень предварительного напряжения. Композитное изделие также содержит отвержденный термореактивный полимер. В других вариантах композитное изделие содержит уплотненный термопластичный полимер.
В других вариантах композитное изделие содержит уплотненный термопластичный полимер.
В других аспектах настоящее изобретение обеспечивает способ изготовления композитного изделия, включающий введение полимерного предшественника в преформу текстильного армирования.Способ включает предварительное напряжение преформы текстильного армирования, содержащей полимерный предшественник, путем приложения к ней напряжения. Полимерный предшественник может быть консолидирован путем приложения тепла, давления или тепла и давления. Затем прикладываемое натяжение снимается с образованием композитного изделия, содержащего консолидированный полимер и предварительно напряженное текстильное армирование.
Дальнейшие области применения станут очевидными из приведенного здесь описания. Описание и конкретные примеры в этом кратком изложении предназначены только для целей иллюстрации и не предназначены для ограничения объема настоящего раскрытия.
Описанные здесь чертежи предназначены только для иллюстративных целей выбранных вариантов осуществления, а не всех возможных реализаций, и не предназначены для ограничения объема настоящего раскрытия.
РИС. 1A-1B представляют собой схемы, показывающие управление плотностью вязания армирующих волокон из трикотажных волокон, сформированных в соответствии с настоящим раскрытием. ИНЖИР. 1A имеет первую предварительно выбранную плотность стежка или вязания, а фиг. 1B имеет вторую предварительно выбранную плотность стежка или вязания. Первая предварительно выбранная плотность вязания на фиг.1A ниже, чем вторая предварительно выбранная плотность вязания на фиг. 1B.
РИС. 2A-2C показывают серию схем, на которых одноосное натяжение прилагается к трикотажному армирующему текстильному слою с последующим зажиманием его краев и отверждением смолы под натяжением. ИНЖИР. 2А показан слой (или слои) сухой укладки до приложения какого-либо натяжения. ИНЖИР. 2B показано одноосное натяжение, прикладываемое к сложенному слою на фиг. 2А. После приложения одноосного натяжения в укладываемый слой вводится смола. ИНЖИР. 2С показан зажим кромок при сохранении одноосного натяжения и наличии смолы, так что смола в наложенном слое может отверждаться под действием напряжения.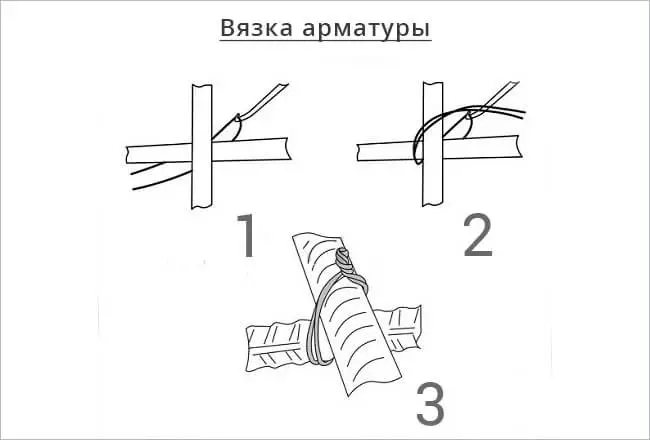
РИС. 3 показана испытательная установка для испытания и измерения одноосного растяжения.
РИС. 4A-4E — различные виды трикотажных изделий из стекла. ИНЖИР. 4A представляет собой схематическое изображение трикотажного стеклоткани, а фиг. 4В представляет собой увеличенную фотографию той же вязанной структуры, показывающую размеры 6 мм × 6 мм в стрелках. ИНЖИР. 4С схематично показано трикотажное стекло, имеющее плотность вязания 8 петель / дюйм, а на фиг. 4D имеет плотность вязания 7 петель / дюйм. ИНЖИР. 4E — увеличенная часть рисунка строчки на фиг.4D.
РИС. 5 показана кривая нагрузка-смещение для испытательного образца панели 3 вместе с наблюдаемой картиной разрушения.
РИС. На фиг.6 показана типичная кривая нагрузка-смещение для трикотажного стеклянного композитного материала (образцы панелей 1-3).
РИС. 7A-7D. ИНЖИР. На фиг.7А показана фотография вязанной волокнистой панели KEVLAR ™ S3, а на 7B показана фотография вязанной волоконной панели KEVLAR ™ M3. ИНЖИР. 7C показывает схематическое изображение трикотажной волоконной панели KEVLAR ™ S3 с направлениями 0 °, 45 ° и 90 ° и врезку фотографии панели S3, тогда как на фиг.7D показывает схематическое изображение и врезку панели M3 из трикотажного волокна KEVLAR ™ с направлениями 0 °, 45 ° и 90 °.
РИС. 8 показаны типичные кривые нагрузка-смещение для композитной панели из трикотажных волокон KEVLAR ™ S3, наблюдаемые в каждом из направлений 0 °, 45 ° и 90 °.
РИС. На фиг.9А-9С показаны типичные кривые нагрузка-смещение для композитной панели из трикотажных волокон KEVLAR ™ S3, наблюдаемые в каждом из направлений 0 ° (фиг. 9A), 45 ° (фиг. 9B) и 90 ° (фиг. 9C).
РИС. 10 показана кривая напряжения-деформации для композитной панели из трикотажных волокон KEVLAR ™ S3.
РИС. 11 показано типичное смещение нагрузки в каждом из направлений 0 °, 45 ° и 90 ° для трикотажной волокнистой панели M3 KEVLAR ™.
РИС. 12A-12C показаны типичные кривые нагрузка-смещение, наблюдаемые для панели из трикотажного волокна KEVLAR ™ M3 в каждом из направлений 0 ° (фиг. 12A), 45 ° (фиг. 12B) и 90 ° (фиг. 12C).
12A), 45 ° (фиг. 12B) и 90 ° (фиг. 12C).
РИС. 13 показана кривая «напряжение-деформация» для композитной панели из трикотажных волокон KEVLAR ™ M3.
РИС. 14A-14D показано сравнение кривых «напряжение-деформация» для вязаных композитов KEVLAR ™ S3 и M3.ИНЖИР. 14А показаны кривые «напряжение-деформация» для сравнения панелей S3 и M3 при 0 °. ИНЖИР. 14B показаны кривые «напряжение-деформация» для сравнения панелей S3 и M3 при 45 °. ИНЖИР. 14C показаны кривые «напряжение-деформация» для сравнения панелей S3 и M3 под углом 90 °. ИНЖИР. 14D — таблица, показывающая сравнительные модули упругости для S3 и M3.
РИС. 15A-15D показан прототип процесса формования для одного варианта способа формования предварительно напряженного трикотажного армированного композита (pKRC) согласно некоторым вариантам настоящего раскрытия. ИНЖИР. 15А показана многослойная композиция из текстильных материалов, полученная плоской формовкой в виде дифференцированного композита с использованием вакуумной пропитки эпоксидной смолой.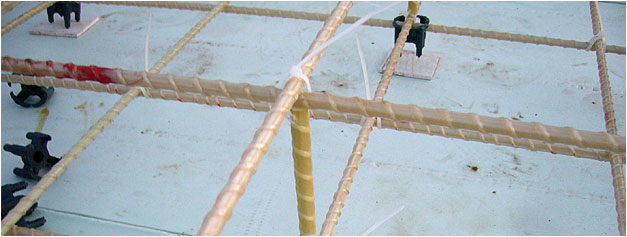 ИНЖИР. 15B показывает интегрированный предварительно напряженный текстильный материал, который активируется при удалении маскировки (показано на фиг. 15C). На фиг. 15D плоский лист преобразуется в трехмерную структуру.
ИНЖИР. 15B показывает интегрированный предварительно напряженный текстильный материал, который активируется при удалении маскировки (показано на фиг. 15C). На фиг. 15D плоский лист преобразуется в трехмерную структуру.
РИС. 16A-16B показывают способы нагружения прототипа, который сохраняет кривизну из-за того, что эпоксидной матрице позволяют отверждаться в «повторно ограниченном» трехмерном состоянии. ИНЖИР. 16А показано, что при приложении той же силы линейного натяжения, что и в предварительно напряженном текстильном материале, деталь не возвращается в свое исходное плоское состояние. ИНЖИР. 16В показано приложение кручения вручную, демонстрирует пластичность и трансформационные возможности прототипа.
РИС. 17A-17D показаны прототипы вариантов осуществления материалов pKRC в соответствии с некоторыми аспектами настоящего раскрытия, которые постформованы в процессе вакуумного процесса с плоским слоем. ИНЖИР. 17А показывает сильно деформированную композитную ленту с интегрированной тканью, которая образует двояко изогнутые поверхности. ИНЖИР. 17В показано использование узких полос микротонкого деревянного шпона (шириной 1/64 дюйма), ламинированных эпоксидной смолой, на предварительно напряженный текстиль из полиэстера / спандекса. Фиг. 17C-17D показывают дифференцированный композит, который демонстрирует как сложенные (ФИГ.17C) и полуплоская (фиг. 17D) бистабильная конфигурация.
ИНЖИР. 17В показано использование узких полос микротонкого деревянного шпона (шириной 1/64 дюйма), ламинированных эпоксидной смолой, на предварительно напряженный текстиль из полиэстера / спандекса. Фиг. 17C-17D показывают дифференцированный композит, который демонстрирует как сложенные (ФИГ.17C) и полуплоская (фиг. 17D) бистабильная конфигурация.
РИС. 18 показано описание способа глобального-локального моделирования, используемого для моделирования свойств материала pKRC на основе FE согласно некоторым аспектам настоящего раскрытия.
РИС. 19A-19D показана модель определения формы постформованных геометрий на основе моделирования жесткости и предварительного напряжения в методах на основе пружин (фиг. 19A-19B) и анализе конечных элементов (FEA) (фиг. 19C-19D).
РИС. 20A-20B показаны два различных прототипа текстильных изделий, связанных утком, как части сложных предварительно напряженных структур, подобных палатке.
РИС. 21A-21B показывают сравнительные модели распространения между гомогенной вязкой (на фиг. 21A) и дифференцированной вязкой (на фиг. 21B).
21A) и дифференцированной вязкой (на фиг. 21B).
РИС. 22A-22D показаны схемы различных примерных вариантов различных рисунков строчек в трикотажном армирующем текстиле, сформированном на плоской уточной машине с числовым программным управлением (ЧПУ).
Соответствующие ссылочные позиции указывают соответствующие части на нескольких видах чертежей.
Примерные варианты осуществления теперь будут описаны более полно со ссылкой на прилагаемые чертежи.
Примеры вариантов осуществления предоставлены так, чтобы это раскрытие было полным и полностью передавало объем для специалистов в данной области техники. Изложены многочисленные конкретные детали, такие как примеры конкретных композиций, компонентов, устройств и способов, чтобы обеспечить полное понимание вариантов осуществления настоящего раскрытия. Специалистам в данной области техники будет очевидно, что нет необходимости использовать конкретные детали, что примерные варианты осуществления могут быть воплощены во многих различных формах и что ни одна из них не должна толковаться как ограничивающая объем раскрытия. В некоторых примерных вариантах осуществления хорошо известные процессы, хорошо известные структуры устройств и хорошо известные технологии подробно не описываются.
В некоторых примерных вариантах осуществления хорошо известные процессы, хорошо известные структуры устройств и хорошо известные технологии подробно не описываются.
Используемая здесь терминология предназначена только для описания конкретных примерных вариантов осуществления и не предназначена для ограничения. Используемые здесь формы единственного числа могут быть предназначены для включения также форм множественного числа, если контекст явно не указывает иное. Термины «содержит», «содержащий», «включающий» и «имеющий» являются включающими и, следовательно, определяют наличие заявленных функций, целых чисел, шагов, операций, элементов и / или компонентов, но не исключают наличие или добавление одной или нескольких других функций, целых чисел, шагов, операций, элементов, компонентов и / или их групп.Описанные здесь этапы, процессы и операции способа не должны толковаться как обязательные для выполнения в конкретном порядке, обсуждаемом или проиллюстрированном, если специально не указан порядок выполнения. Также следует понимать, что могут использоваться дополнительные или альтернативные этапы, если не указано иное.
Также следует понимать, что могут использоваться дополнительные или альтернативные этапы, если не указано иное.
Когда компонент, элемент или слой упоминается как «включенный», «связанный с», «связанный с» или «связанный с» другим элементом или слоем, он может быть непосредственно на, зацеплен, соединен или соединен. к другому компоненту, элементу или слою, либо могут присутствовать промежуточные элементы или слои.Напротив, когда элемент упоминается как находящийся «непосредственно на», «непосредственно взаимодействующий с», «непосредственно связанный с» или «непосредственно связанный с» другим элементом или слоем, промежуточные элементы или слои могут отсутствовать. Другие слова, используемые для описания взаимосвязи между элементами, следует интерпретировать аналогичным образом (например, «между» или «непосредственно между», «смежный» или «непосредственно смежный» и т. Д.). Используемый здесь термин «и / или» включает в себя любые и все комбинации одного или нескольких связанных перечисленных элементов.
Хотя термины первый, второй, третий и т. Д. Могут использоваться здесь для описания различных шагов, элементов, компонентов, областей, слоев и / или секций, эти шаги, элементы, компоненты, области, слои и / или секции не должны ограничиваться этими условиями, если не указано иное. Эти термины могут использоваться только для различения одного шага, элемента, компонента, области, слоя или раздела от другого шага, элемента, компонента, области, слоя или раздела. Такие термины, как «первый», «второй» и другие числовые термины, когда они используются здесь, не подразумевают последовательность или порядок, если это явно не указано в контексте.Таким образом, первый этап, элемент, компонент, область, слой или секция, обсуждаемые ниже, можно было бы назвать вторым этапом, элементом, компонентом, областью, слоем или секцией без отступления от идей примерных вариантов осуществления.
Термины, относящиеся к пространству или времени, такие как «до», «после», «внутренний», «внешний», «ниже», «ниже», «ниже», «сверху», «верхний» и т. п. могут использоваться в данном документе для простоты описания, чтобы описать взаимосвязь одного элемента или функции с другим элементом (ами) или функцией (ами), как показано на фигурах.Термины, относящиеся к пространству или времени, могут быть предназначены для охвата различных ориентаций устройства или системы при использовании или работе в дополнение к ориентации, изображенной на фигурах.
п. могут использоваться в данном документе для простоты описания, чтобы описать взаимосвязь одного элемента или функции с другим элементом (ами) или функцией (ами), как показано на фигурах.Термины, относящиеся к пространству или времени, могут быть предназначены для охвата различных ориентаций устройства или системы при использовании или работе в дополнение к ориентации, изображенной на фигурах.
Следует понимать, что любое перечисление метода, композиции, устройства или системы, которые «содержат» определенные этапы, ингредиенты или особенности, в определенных альтернативных вариантах также предполагается, что такой способ, композиция, устройство, или система также может «состоять по существу из» перечисленных этапов, ингредиентов или признаков, так что любые другие этапы, ингредиенты или признаки, которые могут существенно изменить основные и новые характеристики изобретения, исключены из нее.
На всем протяжении этого раскрытия числовые значения представляют собой приблизительные меры или пределы диапазонов, чтобы охватить незначительные отклонения от данных значений и варианты осуществления, имеющие примерно указанное значение, а также те, которые имеют точно указанное значение. За исключением рабочих примеров, представленных в конце подробного описания, все числовые значения параметров (например, количеств или условий) в этом описании, включая прилагаемую формулу изобретения, следует понимать как измененные во всех случаях термином «About», действительно ли «about» появляется перед числовым значением.«Примерно» означает, что указанное числовое значение допускает некоторую небольшую неточность (с некоторым приближением к точности значения; приблизительно или достаточно близко к значению; почти). Если неточность, обеспечиваемая выражением «примерно», не понимается в данной области техники в этом обычном значении, то «примерно», используемое здесь, указывает, по меньшей мере, на изменения, которые могут возникнуть в результате обычных способов измерения и использования таких параметров.
За исключением рабочих примеров, представленных в конце подробного описания, все числовые значения параметров (например, количеств или условий) в этом описании, включая прилагаемую формулу изобретения, следует понимать как измененные во всех случаях термином «About», действительно ли «about» появляется перед числовым значением.«Примерно» означает, что указанное числовое значение допускает некоторую небольшую неточность (с некоторым приближением к точности значения; приблизительно или достаточно близко к значению; почти). Если неточность, обеспечиваемая выражением «примерно», не понимается в данной области техники в этом обычном значении, то «примерно», используемое здесь, указывает, по меньшей мере, на изменения, которые могут возникнуть в результате обычных способов измерения и использования таких параметров.
Кроме того, раскрытие диапазонов включает раскрытие всех значений и дополнительных разделенных диапазонов в пределах всего диапазона, включая конечные точки и поддиапазоны, указанные для диапазонов.
Трикотажные ткани имеют большой потенциал для использования в конструкционных композитах, а также в других приложениях, таких как медицинские имплантаты и каркасы для тканевой инженерии. В некоторых аспектах настоящее раскрытие рассматривает композитное изделие, которое содержит легкую армирующую структуру и отвержденную смолу. В соответствии с некоторыми аспектами настоящего раскрытия, тканевая или текстильная армирующая структура предварительно напряжена путем приложения натяжения, как будет обсуждаться далее в данном документе.Легкая армирующая конструкция может быть тканевым или текстильным армированием. В определенных аспектах ткань включает в себя как тканую структуру, образованную из волокна, нити или пряжи (например, имеющую тканую основу и нити утка), так и вязаную структуру (например, имеющую переплетенные петли из одной или нескольких прядей), сформированную из волокна. , нить или пряжа (именуемая здесь волокном). В определенных аспектах армирующая конструкция представляет собой трикотажное полотно или текстиль. Вязаные конструкции особенно выгодны тем, что они могут образовывать прочные, единые и бесшовные сложные трехмерные структуры.В других аспектах структура тканевого или текстильного армирования является анизотропной.
Вязаные конструкции особенно выгодны тем, что они могут образовывать прочные, единые и бесшовные сложные трехмерные структуры.В других аспектах структура тканевого или текстильного армирования является анизотропной.
Таким образом, армирующая структура для композита в соответствии с некоторыми аспектами настоящего раскрытия может быть сформирована из единой вязанной конструкции, что означает, что компонент формируется как цельный бесшовный элемент в процессе вязания. В процессе вязания можно формировать различные формы, структуры и особенности единой трикотажной конструкции с минимальными дополнительными производственными этапами или процессами или без них.Унитарная бесшовная трикотажная конструкция может использоваться для формирования трикотажного компонента, имеющего структуры или элементы, которые включают один или несколько рядов пряжи или других трикотажных материалов, которые соединяются таким образом, что формы, структуры или элементы имеют по крайней мере один общий ряд (например, , имеющих общую пряжу) или включают ряды, которые по существу являются непрерывными между каждой из форм, структур или элементов. При таком расположении обеспечивается цельный элемент цельной вязанной конструкции.
При таком расположении обеспечивается цельный элемент цельной вязанной конструкции.
Трикотажный армирующий материал может быть образован по меньшей мере из одной обрабатываемой пряжи (например,g., в вязальной машине) для образования множества переплетенных петель, которые определяют вязаный элемент или структуру, включая ряды и петли. Таким образом, в некоторых вариантах смежные области вязаного изделия имеют по меньшей мере один общий слой или по меньшей мере один общий слой. Трикотажное изделие может иметь структуру трикотажного текстиля. Трикотажные армирующие структурные элементы могут быть сформированы посредством операций уточного вязания, операций основного вязания, операций плоского вязания, операций кругового вязания или других подходящих способов.
В некоторых аспектах связанная арматурная структурная деталь может быть сформирована на вязальной машине с числовым программным управлением (ЧПУ), такой как плоская уточная вязальная машина с ЧПУ. Такие вязальные машины имеют автоматизацию с помощью передового оборудования с ЧПУ и четко выраженные степени настройки направления и плотности волокон. Одной из наиболее подходящих машин для уточного вязания с ЧПУ является вязальная машина с несколькими размерами CMS 822 ™ (82-дюймовая игольная кровать), продаваемая Stoll. Такие вязальные машины с ЧПУ позволяют варьировать тип волокон, используемых во время одного процесса вязания, и регулировать (натяжение) волокон по мере их вязания, создавая дифференцированные условия, составляющие различные уровни предварительного напряжения в текстиле или ткани в целом.Общая топология сформированного текстиля также сильно варьируется, где машины с несколькими рядами вязания позволяют формировать сложные топологии пересекающихся трубок и объемов из полностью непрерывных вязанных структур с минимальными аномальными условиями.
Одной из наиболее подходящих машин для уточного вязания с ЧПУ является вязальная машина с несколькими размерами CMS 822 ™ (82-дюймовая игольная кровать), продаваемая Stoll. Такие вязальные машины с ЧПУ позволяют варьировать тип волокон, используемых во время одного процесса вязания, и регулировать (натяжение) волокон по мере их вязания, создавая дифференцированные условия, составляющие различные уровни предварительного напряжения в текстиле или ткани в целом.Общая топология сформированного текстиля также сильно варьируется, где машины с несколькими рядами вязания позволяют формировать сложные топологии пересекающихся трубок и объемов из полностью непрерывных вязанных структур с минимальными аномальными условиями.
Предварительно напряженные трикотажные ткани особенно полезны при использовании в качестве усиления в конструкционных композитах для различных применений. Таким образом, рассматриваются новые способы производства композитов, армированных волокном, которые повышают механические характеристики композитов, такие как модуль упругости, прочность, долговечность и усталостную долговечность. В некоторых аспектах настоящее раскрытие предоставляет способы изготовления композитного изделия. Такой способ может включать предварительное напряжение заготовки текстильного армирования путем приложения к ней напряжения. Напряжение может быть приложено путем вытягивания участков заготовки, что составляет предварительное напряжение армирующего материала. Подходящие неограничивающие уровни натяжения могут быть больше или равны нулю до примерно половины максимальной прочности на разрыв преформы в некоторых вариантах. Как понимают специалисты в данной области техники, разные преформы могут иметь разную прочность на разрыв.
В некоторых аспектах настоящее раскрытие предоставляет способы изготовления композитного изделия. Такой способ может включать предварительное напряжение заготовки текстильного армирования путем приложения к ней напряжения. Напряжение может быть приложено путем вытягивания участков заготовки, что составляет предварительное напряжение армирующего материала. Подходящие неограничивающие уровни натяжения могут быть больше или равны нулю до примерно половины максимальной прочности на разрыв преформы в некоторых вариантах. Как понимают специалисты в данной области техники, разные преформы могут иметь разную прочность на разрыв.
Традиционные методы производства композитов обычно не подвергают сухую преформу, имеющую армирующий материал (до введения какой-либо смолы), растяжению. Обычно к армирующему материалу сначала добавляют смолу, а затем в процессе отверждения может быть приложено натяжение.
Способ может дополнительно включать формирование заготовки текстильного армирования перед этапом предварительного напряжения.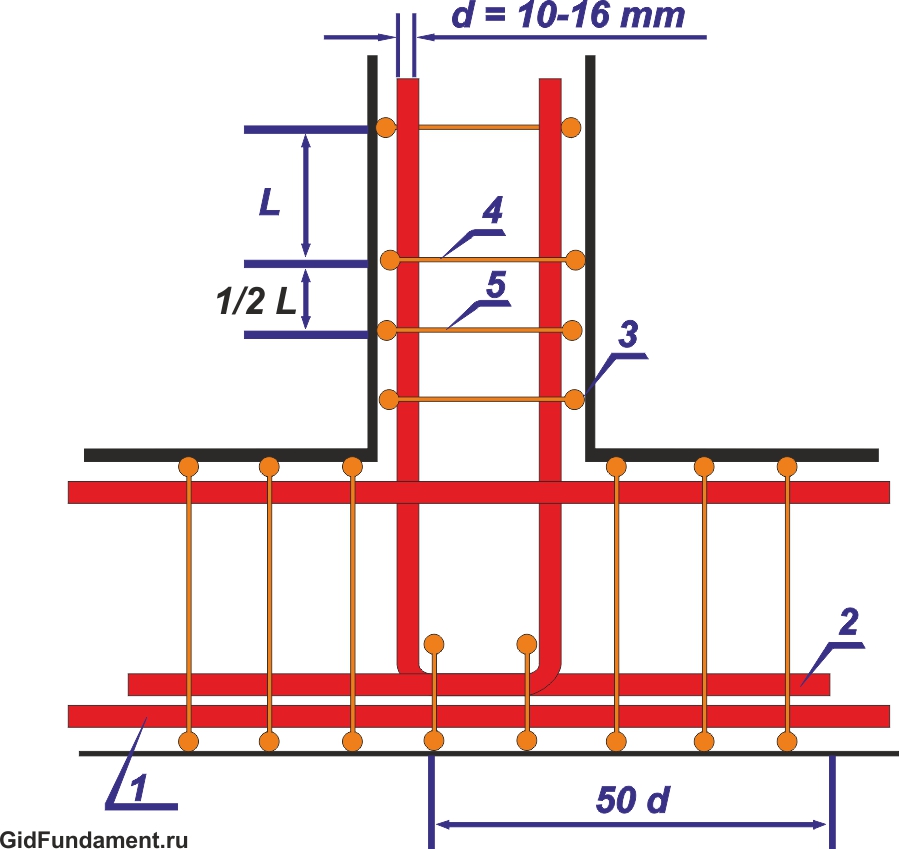 Формование может включать в себя связывание преформы текстильного армирования в единую бесшовную структуру.В некоторых вариантах такой процесс вязания может проводиться на плоской уточной вязальной машине с числовым программным управлением (ЧПУ). Вязальные машины с ЧПУ, включая плоские уточные вязальные машины, предоставляют возможность изменять свойства трикотажного текстиля в разных частях одной и той же цельной бесшовной трикотажной структуры, заменяя разные волокна или пряжу или изменяя тип вязания или строчки плотность, длина стежка, натяжение пряжи и т. д.
Формование может включать в себя связывание преформы текстильного армирования в единую бесшовную структуру.В некоторых вариантах такой процесс вязания может проводиться на плоской уточной вязальной машине с числовым программным управлением (ЧПУ). Вязальные машины с ЧПУ, включая плоские уточные вязальные машины, предоставляют возможность изменять свойства трикотажного текстиля в разных частях одной и той же цельной бесшовной трикотажной структуры, заменяя разные волокна или пряжу или изменяя тип вязания или строчки плотность, длина стежка, натяжение пряжи и т. д.
В качестве неограничивающего примера фиг.22A-22D показаны схемы различных примерных вариантов различных рисунков строчек в трикотажном армирующем текстиле, сформированном на плоской уточной машине с числовым программным управлением (ЧПУ). Длина стежка и расстояние между стежками могут быть переменными и могут быть предварительно выбранными параметрами для конкретных приложений. На фиг. 22А в качестве ссылки показан образец стежка с двумя переплетенными петлями с высокой плотностью петель, выполненный на основовязальной машине.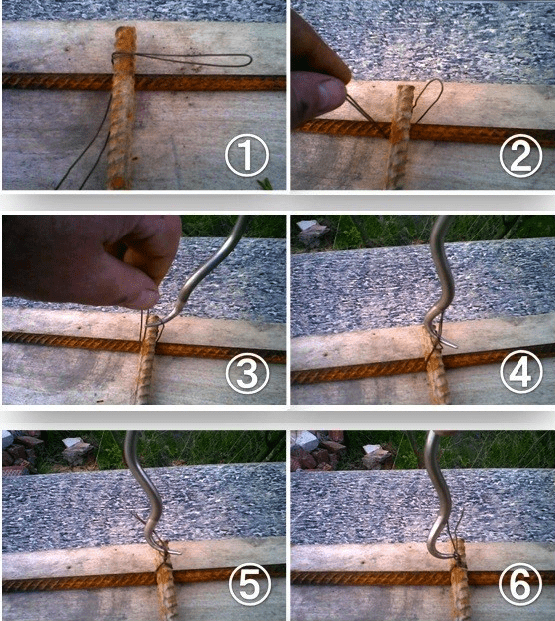 На фиг. 22В показана обычная трикотажная структура из одинарного трикотажа.Фиг. 22C и 22D, каждый показывает различные варианты рисунков, использующих техники складывания и плавания для управления структурой стежков, где средний столбец стежков имеет большую длину стежка, чем соседние столбцы (где длина стежка короче). Изменяя эти свойства, можно контролировать жесткость и гибкость.
На фиг. 22В показана обычная трикотажная структура из одинарного трикотажа.Фиг. 22C и 22D, каждый показывает различные варианты рисунков, использующих техники складывания и плавания для управления структурой стежков, где средний столбец стежков имеет большую длину стежка, чем соседние столбцы (где длина стежка короче). Изменяя эти свойства, можно контролировать жесткость и гибкость.
Таким образом, в некоторых аспектах вязание формирует первую вязанную область и отдельную вторую вязанную область в заготовке из армирующей ткани или текстиля.Первая связанная область отличается от второй вязанной области. Специалистам в данной области техники понятно, что усиливающий текстильный материал может иметь множество отдельных вязанных областей и не ограничивается только двумя разными областями. Возможность иметь отдельные области с разными свойствами в единой бесшовной структуре уникальна для трикотажных материалов.
Вязаная армирующая конструкционная деталь может включать в себя различные типы и комбинации петель и нитей. Что касается петель, пряжа, образующая вязаную усиливающую конструктивную деталь, может иметь петлю одного типа в одной области и другой тип петли в другой области вязанной усиливающей детали.В зависимости от типов и комбинаций используемых петель участки вязанного армирующего элемента могут иметь, например, гладкую вязаную структуру, сетчатую структуру или структуру ребристого трикотажа. Различные типы стежков могут влиять на физические свойства связанного арматурного элемента конструкции, включая уровни предварительного напряжения, жесткости, гибкости, прочности, эстетики, растяжения, толщины, воздухопроницаемости и устойчивости к истиранию. То есть разные типы петель могут придавать разные свойства разным участкам трикотажного армирующего элемента.
Что касается петель, пряжа, образующая вязаную усиливающую конструктивную деталь, может иметь петлю одного типа в одной области и другой тип петли в другой области вязанной усиливающей детали.В зависимости от типов и комбинаций используемых петель участки вязанного армирующего элемента могут иметь, например, гладкую вязаную структуру, сетчатую структуру или структуру ребристого трикотажа. Различные типы стежков могут влиять на физические свойства связанного арматурного элемента конструкции, включая уровни предварительного напряжения, жесткости, гибкости, прочности, эстетики, растяжения, толщины, воздухопроницаемости и устойчивости к истиранию. То есть разные типы петель могут придавать разные свойства разным участкам трикотажного армирующего элемента.
Вязаная армирующая деталь может иметь один тип пряжи в одной области и другой тип пряжи в другой области трикотажной армирующей детали. В зависимости от различных критериев конструкции вязаная армирующая деталь может включать в себя различные материалы пряжи, включая различные составы, денье, толщину, вес или слой и / или степени крутки в качестве неограничивающего примера. Различные типы пряжи, используемые в одном трикотажном изделии, могут влиять на физические свойства трикотажного армирующего изделия, включая уровни предварительного напряжения, жесткости, гибкости, прочности, эстетики, растяжения, толщины, воздухопроницаемости и стойкости к истиранию в отдельных областях. .Комбинируя различные типы и комбинации петель и пряжи, каждая область связанного армирующего элемента конструкции может иметь определенные заранее определенные (механические) свойства. В некоторых аспектах первая связанная область и вторая связанная область отличаются друг от друга по меньшей мере одним свойством, выбранным из группы, состоящей из: рисунка стежка, плотности стежка, длины стежка, расстояния между стежками, состава пряжи, толщины пряжи, денье пряжи, вес пряжи, слой пряжи, степень крутки пряжи, жесткость, гибкость и их комбинации.Эти параметры влияют на механические свойства конечного конструкционного композитного компонента. В определенных аспектах влияние таких свойств (например, влияний) достигается путем проведения расчетных моделей конечных элементов конструктивного компонента, который должен быть изготовлен, где модель конечных элементов включает детали одного или нескольких из этих соответствующих параметров.
Различные типы пряжи, используемые в одном трикотажном изделии, могут влиять на физические свойства трикотажного армирующего изделия, включая уровни предварительного напряжения, жесткости, гибкости, прочности, эстетики, растяжения, толщины, воздухопроницаемости и стойкости к истиранию в отдельных областях. .Комбинируя различные типы и комбинации петель и пряжи, каждая область связанного армирующего элемента конструкции может иметь определенные заранее определенные (механические) свойства. В некоторых аспектах первая связанная область и вторая связанная область отличаются друг от друга по меньшей мере одним свойством, выбранным из группы, состоящей из: рисунка стежка, плотности стежка, длины стежка, расстояния между стежками, состава пряжи, толщины пряжи, денье пряжи, вес пряжи, слой пряжи, степень крутки пряжи, жесткость, гибкость и их комбинации.Эти параметры влияют на механические свойства конечного конструкционного композитного компонента. В определенных аспектах влияние таких свойств (например, влияний) достигается путем проведения расчетных моделей конечных элементов конструктивного компонента, который должен быть изготовлен, где модель конечных элементов включает детали одного или нескольких из этих соответствующих параметров.
Когда к преформе прикладывается натяжение, она проходит через армирующую структуру и распределяется по-разному в отдельных связанных областях.Таким образом, исходя из различий между ними, первая связанная область испытывает другой уровень предварительного напряжения, чем вторая связанная область, таким образом обеспечивая возможность выборочного управления уровнями предварительного напряжения внутри преформы. Кроме того, формы твердого структурного композита могут изменяться и контролироваться различными уровнями напряжения, прикладываемого растяжением, в том числе во время процесса отверждения, более подробно описанного ниже. Следовательно, возможность выборочного управления предварительным напряжением на различных уровнях внутри преформы при приложении одинаковой величины натяжения является особым преимуществом использования трикотажного текстиля, имеющего отдельные трикотажные области.Таким образом, настоящие методы обеспечивают возможность создания композитных материалов с широким диапазоном требований.
Затем полимерный предшественник вводится в предварительно напряженную текстильную армирующую заготовку. Под введением подразумевается, что полимерный предшественник может быть нанесен на преформу или внутри нее. В некоторых вариантах полимерный предшественник находится в жидкой форме (и может быть предоставлен в носителе или растворителе). Полимерный предшественник может частично или полностью заполнять отверстия в ткани. Введение может включать в себя инфузию, вакуумную пропитку, впрыскивание, распыление, распыление, распространение или иное распределение по поверхности преформы.В некоторых вариантах полимерный предшественник наносят на всю поверхность предварительно напряженной текстильной армирующей заготовки. Однако в другом варианте введение полимерного предшественника осуществляется только для выбора участков предварительно напряженной текстильной армирующей заготовки, оставляя участки заготовки без покрытия и без какого-либо предшественника. В таком варианте выбранные области могут быть смежными или несмежными.
Затем полимерный прекурсор отверждается. Под отверждением подразумевается, что предшественник подвергается реакции, такой как сшивание, с образованием полимера.Процесс отверждения может быть вызван воздействием тепла, давления, актиничного излучения, энергии электронного луча, химических или физических отвердителей и т.п., что хорошо известно специалистам в данной области. Условия отверждения варьируются в зависимости от выбранных полимерных предшественников. В определенных аспектах полимер, образованный из полимерного предшественника, представляет собой термореактивный полимер. Термореактивный полимер или его предшественники могут быть образованы из термореактивной смолы любого типа или ее предшественников. В качестве неограничивающего примера предшественники термореактивных полимеров могут включать эпоксидные смолы, сложные полиэфиры, полиимиды, фенолы, бисмалеимиды, полиуретаны или любые их производные, сополимеры или их комбинации.Однако следует отметить, что любые другие смолы или предшественники полимеров, известные или разрабатываемые в данной области, также рассматриваются в некоторых альтернативных аспектах настоящего описания.
Приложенное натяжение снимается. Таким образом формируется прочная композитная конструкционная деталь или изделие, которое содержит отвержденный полимер и предварительно напряженное текстильное армирование.
В некоторых альтернативных вариантах преформа может включать в себя несколько слоев, которые подвергаются растяжению слой за слоем перед отверждением и затвердеванием.
Способ может также включать дополнительный этап перед предварительным напряжением, когда заготовка текстильного армирования размещается внутри трехмерной опалубки, так что сформированное твердое композитное изделие имеет форму, определяемую трехмерной опалубкой. . Под трехмерной формой подразумевается, что форма имеет, по меньшей мере, одну контурную область, которая не является плоской (например, двумерной), а скорее является изогнутой, выпуклой, вогнутой, выступающей или перевернутой, например. Трехмерная форма может включать в себя множество сложных контурных рисунков поверхности для образования сложных трехмерных форм. Затем полимерный предшественник может быть введен (в отверстия) преформы, расположенной на опалубке. Отверждение и отверждение полимерного предшественника можно проводить, пока преформа находится под напряжением и находится внутри опалубки. Напряжение может быть снято, и твердая композитная форма, содержащая отвержденный полимер и предварительно напряженное текстильное армирование, снимается с опалубки. По существу, сформированное таким образом твердое композитное изделие определяет по меньшей мере одну трехмерную форму.
Затем полимерный предшественник может быть введен (в отверстия) преформы, расположенной на опалубке. Отверждение и отверждение полимерного предшественника можно проводить, пока преформа находится под напряжением и находится внутри опалубки. Напряжение может быть снято, и твердая композитная форма, содержащая отвержденный полимер и предварительно напряженное текстильное армирование, снимается с опалубки. По существу, сформированное таким образом твердое композитное изделие определяет по меньшей мере одну трехмерную форму.
В некоторых вариантах настоящее раскрытие рассматривает композитное изделие, содержащее предварительно напряженную бесшовную трикотажную легкую армирующую структуру и отвержденный полимер. Отвержденный полимер необязательно представляет собой термореактивный полимер, выбранный из группы, состоящей из эпоксидных смол, сложных полиэфиров, полиолефинов, полиимидов, фенолов, бисмалеимидов, полиуретанов, производных, сополимеров и их комбинаций. В определенных аспектах предварительно напряженная бесшовная трикотажная армирующая структура содержит пряжу (волокно или нить, которые могут быть волокнами и / или жгутом волокон), выбранную из группы, состоящей из: углеродного волокна, стекловолокна, полимерных волокон, металлических волокон, и их комбинации. В некоторых вариантах полимерное волокно может быть ароматическим полиамидом, таким как арамидное или пара-арамидное волокно, коммерчески доступное от DuPont как KEVLAR ™ в качестве неограничивающего примера. В других вариантах полимерное волокно может представлять собой полиолефин, такой как полипропилен или полиэтилен, такой как полиэтилен сверхвысокой молекулярной массы (UHMWPE), коммерчески доступный как DYNEEMA ™, коммерчески доступный от DSM. В других аспектах пряжа из полимерного материала может быть сополимером полиуретана и полимочевины, например полиэластаном.В других аспектах пряжа может быть термопластичной, например термопластичной мононитью. Также рассматривается любая комбинация таких материалов / нитей. В качестве примера структурные волокна, такие как арамидные или пара-арамидные волокна, углеродные волокна и т.п., могут быть объединены с термопластичными нитями или жгутами, такими как полипропилен.
В некоторых вариантах полимерное волокно может быть ароматическим полиамидом, таким как арамидное или пара-арамидное волокно, коммерчески доступное от DuPont как KEVLAR ™ в качестве неограничивающего примера. В других вариантах полимерное волокно может представлять собой полиолефин, такой как полипропилен или полиэтилен, такой как полиэтилен сверхвысокой молекулярной массы (UHMWPE), коммерчески доступный как DYNEEMA ™, коммерчески доступный от DSM. В других аспектах пряжа из полимерного материала может быть сополимером полиуретана и полимочевины, например полиэластаном.В других аспектах пряжа может быть термопластичной, например термопластичной мононитью. Также рассматривается любая комбинация таких материалов / нитей. В качестве примера структурные волокна, такие как арамидные или пара-арамидные волокна, углеродные волокна и т.п., могут быть объединены с термопластичными нитями или жгутами, такими как полипропилен.
В качестве примера рассматривается ряд трикотажных образцов, в которых используются полипропиленовые нити и жгуты, интегрированные с комбинацией структурных нитей, включая кевлар и углеродное волокно. В одном примере пряжа из скрученного углеродного волокна с разрывом при растяжении и полипропиленовая термопластичная пряжа могут быть объединены вместе. Позднее приложение тепла и / или давления приведет к уплотнению и плавлению полипропилена под действием тепла и / или давления. Контроль структуры петли и состава пряжи может обеспечить надлежащую инфильтрацию и соотношение расплавленной термопластичной пряжи к структурным волокнам. Таким образом, настоящее изобретение предполагает использование комбинированных волокон, таких как смешанные пряжи, которые объединяют структурные волокна и термопластические волокна вместе, для использования в композитном изделии, где композит имеет консолидированный полимер и предварительно напряженное текстильное армирование.
В одном примере пряжа из скрученного углеродного волокна с разрывом при растяжении и полипропиленовая термопластичная пряжа могут быть объединены вместе. Позднее приложение тепла и / или давления приведет к уплотнению и плавлению полипропилена под действием тепла и / или давления. Контроль структуры петли и состава пряжи может обеспечить надлежащую инфильтрацию и соотношение расплавленной термопластичной пряжи к структурным волокнам. Таким образом, настоящее изобретение предполагает использование комбинированных волокон, таких как смешанные пряжи, которые объединяют структурные волокна и термопластические волокна вместе, для использования в композитном изделии, где композит имеет консолидированный полимер и предварительно напряженное текстильное армирование.
В некоторых аспектах настоящее раскрытие дополнительно предоставляет способы и устройства для вязания преформы текстильного материала на вязальной машине, а также с использованием роботизированного инструмента или руки, обеспечивающих возможность локального уплотнения трикотажного текстиля. Как отмечалось выше, использование определенных волокон или пряжи, таких как термопластическая пряжа, может обеспечить возможность образования вязаных текстильных композитов, которые могут быть объединены. Термопластический рычаг может служить в качестве материала матрицы при вплетении в текстильный материал преформы или может дополнять материалы матрицы, позже добавляемые в текстильный материал преформы.В определенных аспектах настоящее раскрытие предполагает систему, которая может включать в себя роботизированный манипулятор или инструмент, который позволяет осуществлять уплотнение посредством индивидуального приложения тепла и / или давления к вязанной преформе. В одном из вариантов процесс может включать в себя процесс консолидации с ЧПУ или роботизированным управлением, где роботизированный инструмент (например, расположенный на управляемой роботизированной руке) включает поступательный или вращающийся источник давления, который может перемещаться по трикотажному текстилю. Роботизированная рука может также иметь инструмент, который имеет источник энергии, такой как горелка с горячим газом, лазер, инфракрасный, микроволновый или ультразвуковой источник энергии, который может вызывать плавление и распространение матричного материала. В некоторых аспектах роботизированная рука имеет комбинированное приложение давления инструмента и / или приложение энергии, хотя они также могут быть отдельными инструментами. Совместное приложение давления и / или энергии может вызвать плавление и распределение матричного материала, который изначально может присутствовать в текстиле в виде пряжи. Отношение матрицы к армирующему волокну / материалу (или объемной доле) можно регулировать в процессе вязания. Конкретное расположение энергии и консолидации также изменяется с помощью числового управления.
Как отмечалось выше, использование определенных волокон или пряжи, таких как термопластическая пряжа, может обеспечить возможность образования вязаных текстильных композитов, которые могут быть объединены. Термопластический рычаг может служить в качестве материала матрицы при вплетении в текстильный материал преформы или может дополнять материалы матрицы, позже добавляемые в текстильный материал преформы.В определенных аспектах настоящее раскрытие предполагает систему, которая может включать в себя роботизированный манипулятор или инструмент, который позволяет осуществлять уплотнение посредством индивидуального приложения тепла и / или давления к вязанной преформе. В одном из вариантов процесс может включать в себя процесс консолидации с ЧПУ или роботизированным управлением, где роботизированный инструмент (например, расположенный на управляемой роботизированной руке) включает поступательный или вращающийся источник давления, который может перемещаться по трикотажному текстилю. Роботизированная рука может также иметь инструмент, который имеет источник энергии, такой как горелка с горячим газом, лазер, инфракрасный, микроволновый или ультразвуковой источник энергии, который может вызывать плавление и распространение матричного материала. В некоторых аспектах роботизированная рука имеет комбинированное приложение давления инструмента и / или приложение энергии, хотя они также могут быть отдельными инструментами. Совместное приложение давления и / или энергии может вызвать плавление и распределение матричного материала, который изначально может присутствовать в текстиле в виде пряжи. Отношение матрицы к армирующему волокну / материалу (или объемной доле) можно регулировать в процессе вязания. Конкретное расположение энергии и консолидации также изменяется с помощью числового управления.
В некоторых аспектах усилие уплотнения может передаваться инструментом, имеющим катящееся колесо, которое может иметь форму, обеспечивающую определенные элементы, такие как ребра, и может чередоваться с аналогом на втором инструменте. Это колесо может приводиться в действие сервоприводом, чтобы минимизировать поперечные силы на текстиль, поскольку уплотнение в первую очередь происходит за счет обычных сил.
Вышеупомянутый процесс может быть расширен за счет одновременного использования двух концевых эффекторов, управляемых роботом или ЧПУ, а также комбинаций внешних кинематических позиционеров для управления положением ткани в трехмерном пространстве. За счет использования давления и / или энергии с обеих сторон текстиля для поддержания равновесия формы текстильного материала не требуются жесткие инструменты или формы. Форме предварительно придают форму путем приложения контролируемого натяжения к границе ткани, которая была связана в трехмерном пространстве, и процесс консолидации фиксирует геометрию в заданную форму даже после снятия с приспособления для предварительного напряжения. Затем он может быть подвергнут дальнейшей обработке, ламинированию и т.п. с использованием обычных технологий горячего прессования или формования, если это необходимо.
За счет использования давления и / или энергии с обеих сторон текстиля для поддержания равновесия формы текстильного материала не требуются жесткие инструменты или формы. Форме предварительно придают форму путем приложения контролируемого натяжения к границе ткани, которая была связана в трехмерном пространстве, и процесс консолидации фиксирует геометрию в заданную форму даже после снятия с приспособления для предварительного напряжения. Затем он может быть подвергнут дальнейшей обработке, ламинированию и т.п. с использованием обычных технологий горячего прессования или формования, если это необходимо.
В некоторых других вариантах осуществления настоящее раскрытие предполагает возможное включение размещения волокон поверх трикотажного процесса экструзии для создания «мега» разделительных тканей и т.п.
В других вариантах предлагается композитное изделие, которое содержит предварительно напряженную бесшовную вязаную армирующую структуру. Вязаная армирующая структура содержит первую вязаную область и отдельную вторую вязаную область. Первая связанная область имеет первый уровень предварительного напряжения, тогда как вторая связанная область имеет второй уровень предварительного напряжения, который либо больше, либо меньше, чем первый уровень предварительного напряжения.Композитное изделие также содержит отвержденный термореактивный полимер. Подходящие неограничивающие уровни предварительного напряжения могут быть больше или равны нулю и меньше или равны примерно 50% от максимального предела прочности при растяжении в некоторых вариантах.
Первая связанная область имеет первый уровень предварительного напряжения, тогда как вторая связанная область имеет второй уровень предварительного напряжения, который либо больше, либо меньше, чем первый уровень предварительного напряжения.Композитное изделие также содержит отвержденный термореактивный полимер. Подходящие неограничивающие уровни предварительного напряжения могут быть больше или равны нулю и меньше или равны примерно 50% от максимального предела прочности при растяжении в некоторых вариантах.
В некоторых аспектах первая связанная область и вторая связанная область отличаются друг от друга по меньшей мере одним свойством, выбранным из группы, состоящей из: рисунка стежка, плотности стежка, длины стежка, расстояния между стежками, состава пряжи, толщины пряжи, жесткости. , гибкость и их комбинации.Не ограничиваясь, в некоторых вариантах первая вязаная область имеет первый уровень жесткости, а вторая связанная область имеет второй уровень жесткости, при этом первый уровень жесткости по меньшей мере на 25% больше, чем второй уровень жесткости, необязательно первый уровень жесткости. по меньшей мере на 50% больше, чем второй уровень жесткости, необязательно первый уровень жесткости по меньшей мере на 75% больше, чем второй уровень жесткости, необязательно первый уровень жесткости по меньшей мере на 100% больше, чем второй уровень жесткости, необязательно первый уровень жесткости уровень по меньшей мере на 125% больше, чем второй уровень жесткости, необязательно первый уровень жесткости по меньшей мере на 150% больше, чем второй уровень жесткости, необязательно первый уровень жесткости по меньшей мере на 175% выше, чем второй уровень жесткости, и в некоторых случаях варианты, возможно, первый уровень жесткости по меньшей мере на 200% больше, чем второй уровень жесткости.
Отвержденный термореактивный полимер может быть выбран из группы, состоящей из эпоксидных смол, сложных полиэфиров, полиимидов, фенолов, бисмалеимидов, полиуретанов, производных, сополимеров и их комбинаций. Предварительно напряженная бесшовная трикотажная армирующая структура содержит пряжу, выбранную из группы, состоящей из углеродного волокна, стекловолокна, полимерных волокон, металлических волокон и их комбинаций. В некоторых других вариантах предварительно напряженная бесшовная вязаная армирующая структура содержит пряжу, выбранную из группы, состоящей из углеродного волокна, стекловолокна, арамидных волокон и их комбинаций.Предварительно напряженная бесшовная вязаная арматурная структура может определять по меньшей мере одну трехмерную форму.
В некоторых других вариантах предварительно напряженная бесшовная вязаная армирующая структура содержит пряжу, выбранную из группы, состоящей из углеродного волокна, стекловолокна, арамидных волокон и их комбинаций.Предварительно напряженная бесшовная вязаная арматурная структура может определять по меньшей мере одну трехмерную форму.
Такой твердый композит увеличивает механические характеристики, включая модуль упругости, прочность, долговечность и усталостную долговечность. Области применения, в которых могут использоваться композиты, сформированные в соответствии с принципами настоящего раскрытия, разнообразны и будут иметь большое влияние на производство композитных структур для улучшения механических характеристик. Такие композитные конструкции могут включать в себя аэрокосмические структурные компоненты, такие как фюзеляжи, крылья и другие детали, структурные компоненты корабля, структурные компоненты инфраструктуры (гражданские), рельсы и автомобильные структурные компоненты.
Следующие ниже примеры исследуют влияние определенных параметров обработки во время изготовления трикотажных композитов, а именно плотности вязания и приложенного одноосного натяжения на свойства конечного композиционного материала. Также исследуется влияние этих параметров на механизмы разрушения. Сухие трикотажные заготовки для композитов могут представлять собой трикотажное стекло или трикотажный параарамид S3 / M3 (KEVLAR ™).
Композиты изготавливаются из сухих трикотажных преформ, залитых эпоксидной смолой (система тонких смол US Composites 635 со средним эпоксидным отвердителем 3: 1).Обычные трикотажные композиты обладают более низкими структурными характеристиками по сравнению с армированными композитами однонаправленного типа. Однако, оптимизируя определенные параметры на этапе изготовления, можно значительно улучшить конечный продукт. Из множества производственных параметров, которыми можно управлять, здесь исследуются два: плотность вязания ткани и приложенное одноосное натяжение (во время стадии пропитки / отверждения смолой).
РИС. 1A-1B показывают, как можно управлять армированием трикотажными волокнами в соответствии с некоторыми аспектами настоящего раскрытия, где фиг.1A имеет предварительно выбранную плотность стежка или вязания, которая ниже (и, следовательно, имеет большую длину стежка), чем показанная на фиг. 1B. ИНЖИР. 1B имеет большую вязкость или плотность стежка (и, следовательно, меньшую длину стежка).
РИС. 2A-2C показано приложенное одноосное растяжение, приложенное к испытательному образцу трикотажного армирующего текстильного материала. ИНЖИР. 2А показан слой или слои арматуры сухой укладки перед любым индуцированным натяжением. На фиг. 2B одноосное растяжение прикладывают, как показано. Затем в слой / слои вводится смола. На фиг.2С, края слоя / слоев со смолой зажаты со всех сторон, при этом все еще прикладывается натяжение. Затем смола отверждается.
Испытательная установка показана на фиг. 3. Все испытания проводятся на испытательной машине INSTRON ™ при квазистатической скорости испытаний (0,004 дюйма / сек). Для регистрации деформации образца и получения полей деформации используется цифровая корреляция изображений (DIC). В DIC образец сначала окрашивается в белый цвет и покрывается черной краской. Показано, что образец имеет размеры 25.4 мм на 152,4 мм, а пятнистая окрашенная область — 101,6 мм на 25,4 мм. Квазистатическая деформация образца затем фиксируется с помощью камеры, и эта последовательность изображений загружается в компьютерную программу, которая способна точно рассчитывать смещения и поля деформации на основе относительных смещений спеклов / точек. Затем можно легко вычислить другие соответствующие параметры, такие как жесткость и прочность образца. Для всех случаев, показанных здесь, нагрузка образца была нанесена на график в зависимости от смещения привода машины, причина в том, что образец испытал значительную деформацию до разрушения.Следовательно, пятнистый узор теряется в точках растрескивания матрицы или «растягивается» за пределы разрешения компьютерной программы DIC.
Для регистрации деформации образца и получения полей деформации используется цифровая корреляция изображений (DIC). В DIC образец сначала окрашивается в белый цвет и покрывается черной краской. Показано, что образец имеет размеры 25.4 мм на 152,4 мм, а пятнистая окрашенная область — 101,6 мм на 25,4 мм. Квазистатическая деформация образца затем фиксируется с помощью камеры, и эта последовательность изображений загружается в компьютерную программу, которая способна точно рассчитывать смещения и поля деформации на основе относительных смещений спеклов / точек. Затем можно легко вычислить другие соответствующие параметры, такие как жесткость и прочность образца. Для всех случаев, показанных здесь, нагрузка образца была нанесена на график в зависимости от смещения привода машины, причина в том, что образец испытал значительную деформацию до разрушения.Следовательно, пятнистый узор теряется в точках растрескивания матрицы или «растягивается» за пределы разрешения компьютерной программы DIC. Следовательно, значения модулей упругости могут использоваться только для сравнения.
Следовательно, значения модулей упругости могут использоваться только для сравнения.
Трикотажный стеклянный композит испытывают, прежде всего, для исследования влияния плотности трикотажа на конечные характеристики материала. Фиг. 4A-4E показывают различные виды трикотажного стеклоткани. ИНЖИР. 4A представляет собой схематическое изображение трикотажного стеклоткани, а фиг. 4В — увеличенная фотография вязанной структуры.Этот конкретный тип вязаного узора называется трикотажным / изнаночным швом, и один слой трикотажного полотна (со средней толщиной 1,15 мм) используется для изготовления арматуры для композита. Панели 1 и 3, показанные на фиг. 4C имеет плотность вязания 8 петель / дюйм, тогда как панель 2 на фиг. 4D имеет плотность вязания 7 петель / дюйм. Испытания проводятся в более слабой координате (т. Е. В грубом направлении). ИНЖИР. 4E — подробный вид рисунка строчки.
РИС. 5 показана типичная кривая нагрузка-смещение, а также характер разрушения, наблюдаемый для панели 3.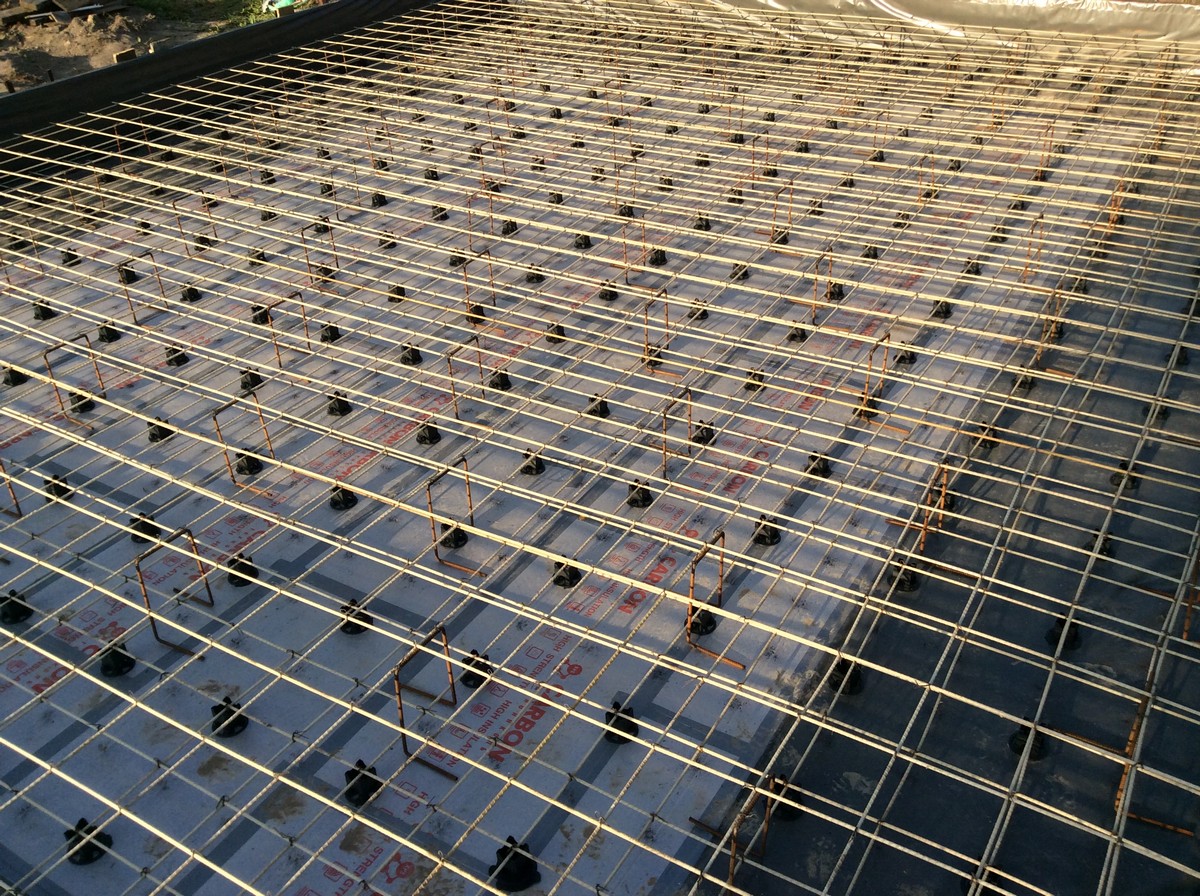 Как видно, нагрузка увеличивается линейно с перемещением до точки начального растрескивания матрицы. Затем кривые смягчаются по мере того, как нагрузка все больше передается на волокна. Затем следует прерывистый пик, поскольку волокна полностью несут нагрузку до точки отказа.
Как видно, нагрузка увеличивается линейно с перемещением до точки начального растрескивания матрицы. Затем кривые смягчаются по мере того, как нагрузка все больше передается на волокна. Затем следует прерывистый пик, поскольку волокна полностью несут нагрузку до точки отказа.
На ФИГ. 5, эволюция разрушения показана на схеме и на графике фактического смещения (мм) в зависимости от нагрузки (Н), где № 1 показывает растрескивание матрицы, № 2 показывает полное разрушение матрицы, где нагрузка переносится волокнами из этого указать на.№ 3 показывает полное разрушение стекловолоконного композитного материала. В таблице 1 показаны нагрузки при растрескивании матрицы (N), разрыве волокна (N) и при полном разрушении (N) для панелей 1-3.
| ТАБЛИЦА 1 | ||||
Нагрузки для композиционных материалов из трикотажного стекла. | ||||
| Растрескивание матрицы | Разрыв волокна | Полный отказ | ||
| Нагрузка (Н) | Нагрузка (Н) | Нагрузка (Н) | ||
| 905 1 905 | 786 | 573 | 676 | |
| Панель 2 | 594 | 434 | 645 | |
| Панель 3 | 734 | 544 905 905 905 905 905 905 905 |
Типичная кривая нагрузка-перемещение для трикотажного стеклянного композитного материала показана на фиг.6. Модули упругости стекловолоконных композиционных материалов на фиг. 6 показаны в таблице 2. Значения модулей упругости выше в панелях 1 и 3 с 8 петлями / дюйм. Основываясь на этих результатах, кажется, что более высокая плотность трикотажа способствует большей жесткости.
| ТАБЛИЦА 2 | ||
Модули упругости для композиционных материалов из трикотажного стекла. | ||
| Ecoarse (ГПа) | ||
| Панель 1 | 3.77 ± 2,16 | |
| Панель 2 | 3,42 ± 0,11 | |
| Панель 3 | 4.60 ± 0,42 | |
волокно): композиты типа S3, которые имели более высокую плотность вязания, но не применяли одноосное натяжение во время изготовления, и тип M3, который имел среднюю плотность вязания с 440 Н одноосного натяжения, приложенного вдоль 90 ° (утка) во время изготовления.ИНЖИР. 7A показана фотография трикотажной панели из волокна KEVLAR ™ S3, а на фиг. 7В показана фотография вязанной волоконной панели M3 KEVLAR ™. Сорт используемого волокна и смолы одинаков в обоих образцах. И для S3, и для M3 испытания проводятся в направлениях 0 °, 45 ° и 90 °. ИНЖИР. 7C показывает схематическое изображение трикотажной панели из волокна KEVLAR ™ S3 с направлениями натяжения 0 °, 45 ° и 90 ° и врезку фотографии панели S3, тогда как на фиг. На фиг.7В схематично показана и вставлена фотография вязанной волоконной панели M3 KEVLAR ™ с направлениями 0 °, 45 ° и 90 °.Дополнительные подробности об этих композитах приведены в таблице 3. Натяжение находится в диапазоне примерно 80-100 граммов подвешенного веса на краях.
ИНЖИР. 7C показывает схематическое изображение трикотажной панели из волокна KEVLAR ™ S3 с направлениями натяжения 0 °, 45 ° и 90 ° и врезку фотографии панели S3, тогда как на фиг. На фиг.7В схематично показана и вставлена фотография вязанной волоконной панели M3 KEVLAR ™ с направлениями 0 °, 45 ° и 90 °.Дополнительные подробности об этих композитах приведены в таблице 3. Натяжение находится в диапазоне примерно 80-100 граммов подвешенного веса на краях.
Типичная
Типичная нагрузка Кривые смещения в направлениях 0 °, 45 ° и 90 ° показаны на фиг. 9A-9C для ламината S3. ИНЖИР. 9A — типичная кривая нагрузка-смещение, наблюдаемая при 0 °, фиг. 9B под углом 45 °, и фиг. 9C при 90 °. На фиг. 9A-9C, этап 1 обычно показывает растрескивание матрицы. На фиг. 9A, этап 2 показывает последовательное образование трещин в матрице при нагрузке, переносимой волокнами. Наблюдается коробление образца. Полосы сдвига образуются до разрушения. На этапе 2 фиг. 9B показано последовательное образование трещин в матрице, где нагрузка переносится волокнами. Наблюдаются полосы коробления и сдвига образца. На этапе 2 фиг.9C, вдоль волокон 0 ° происходит последовательное образование трещин матрицы. На каждой из фиг. 9A-9C, этап 3 приводит к полному отказу.
9A-9C для ламината S3. ИНЖИР. 9A — типичная кривая нагрузка-смещение, наблюдаемая при 0 °, фиг. 9B под углом 45 °, и фиг. 9C при 90 °. На фиг. 9A-9C, этап 1 обычно показывает растрескивание матрицы. На фиг. 9A, этап 2 показывает последовательное образование трещин в матрице при нагрузке, переносимой волокнами. Наблюдается коробление образца. Полосы сдвига образуются до разрушения. На этапе 2 фиг. 9B показано последовательное образование трещин в матрице, где нагрузка переносится волокнами. Наблюдаются полосы коробления и сдвига образца. На этапе 2 фиг.9C, вдоль волокон 0 ° происходит последовательное образование трещин матрицы. На каждой из фиг. 9A-9C, этап 3 приводит к полному отказу.
Во всех случаях нагрузка линейно возрастает со смещением до трещины исходной матрицы. После этого на кривых появляется плато с вытянутыми волокнами (в случае 0 °, 45 °) или дальнейшие трещины в матрице, появляющиеся по ширине образца (как в случае 90 °). Важно отметить, что для всех трех направлений участок кривой плато является значительным с точки зрения смещения образца (см. Таблицу 4).Это указывает на заметную способность поглощения энергии.
Таблицу 4).Это указывает на заметную способность поглощения энергии.
| ТАБЛИЦА 3 | |||
| Подробная информация о связанных волокнистых панелях KEVLAR ™ S3 и M3. | |||
| S3 Panel | M3 Panel | ||
| Толщина панели | 1 мм | 1 мм | |
| 509 905 905 905 905 905 905 Напряжение Направление натяжения | — | 440 Н | |
| Направление вязания | Уток | Уток | |
| Плотность вязания | Сильный | Средняя | |
| ТАБЛИЦА 4 | ||||||||||||||||||||||||||||||||||||||||||||||
| Нагрузки для ламината панели S3. | ||||||||||||||||||||||||||||||||||||||||||||||
| Привод | ||||||||||||||||||||||||||||||||||||||||||||||
| Растрескивание матрицы | Полный отказ | Смещение при | Время испытания | |||||||||||||||||||||||||||||||||||||||||||
| Нагрузка | Нагрузка (Н509) 905 | (мин) | ||||||||||||||||||||||||||||||||||||||||||||
| 0 ° | 562 | 603 | 29.01 | 54 | ||||||||||||||||||||||||||||||||||||||||||
| 45 ° | 593 | 676 | 32,39 | 58 | ||||||||||||||||||||||||||||||||||||||||||
| 90 ° | 1010 | 1190 | 1216104 | 1190 | 1216104 | РИС. Как и в предыдущем случае, типичные кривые нагрузка-смещение были показаны для вязаного композита М3 в направлениях 0 °, 45 ° и 90 °. В то время как ламинаты под углом 0 ° и 45 ° имеют последовательные прерывистые пики после линейного участка (что указывает на постоянную разгрузку матрицы и нагрузку волокна), образец под углом 90 ° демонстрирует устойчивое повышение жесткости после начальной трещины матрицы. Образец под углом 90 ° также выдерживает гораздо большую нагрузку, чем другой случай, и является значительно более жестким. Это можно объяснить приложенным одноосным растяжением на этапе изготовления.Когда ламинат M3 разжимается после отверждения, статическая растягивающая нагрузка на кевларовую ткань внезапно снимается. РИС. 11 показано типичное смещение нагрузки в каждом из направлений 0 °, 45 ° и 90 ° для трикотажной волокнистой панели M3 KEVLAR ™. Типичные кривые нагрузка-смещение в направлениях 0 °, 45 ° и 90 ° показаны на фиг. 12A-12C для ламината M3. ИНЖИР. 12А — типичная кривая нагрузка-смещение, наблюдаемая при 0 °, фиг. 12B под углом 45 °, и фиг. 12C при 90 °. На фиг. 12A-12C, на этапе 1 обычно наблюдается растрескивание матрицы.На фиг. 12A, на этапе 2 показано последовательное удлинение вязки и разрушение отдельных волокон, а на этапе 3 показано полное разрушение. Кривые напряжение-деформация показаны для панели M3 на фиг. 13. 082
| ||||||||||||||||||||||||||||||||||||||||
 10 показана кривая напряжения-деформации для композита S3. Как видно из кривых «напряжение-деформация», ламинат более жесткий в направлении 90 ° (утка). Возможное объяснение этому состоит в том, что вязание идет вдоль утка, и, следовательно, механизм связывания трикотажных изделий играет большую роль и обеспечивает более высокое сопротивление.
10 показана кривая напряжения-деформации для композита S3. Как видно из кривых «напряжение-деформация», ламинат более жесткий в направлении 90 ° (утка). Возможное объяснение этому состоит в том, что вязание идет вдоль утка, и, следовательно, механизм связывания трикотажных изделий играет большую роль и обеспечивает более высокое сопротивление. Это приводит к небольшому сжатию матрицы. Следовательно, при испытании в том же направлении, что и прикладываемое натяжение (уток или 90 °), матрица должна сначала преодолеть это полусжатое состояние. Это явление может значительно улучшить жесткость (и, следовательно, модуль упругости в направлении 90 ° / уток), сохраняя при этом присущее свойство поглощения энергии из-за переплетения узлов.Механизмы разрушения, таблица нагрузок и кривые напряжение-деформация показаны на фиг. 11, 12A-12C и 13 ниже.
Это приводит к небольшому сжатию матрицы. Следовательно, при испытании в том же направлении, что и прикладываемое натяжение (уток или 90 °), матрица должна сначала преодолеть это полусжатое состояние. Это явление может значительно улучшить жесткость (и, следовательно, модуль упругости в направлении 90 ° / уток), сохраняя при этом присущее свойство поглощения энергии из-за переплетения узлов.Механизмы разрушения, таблица нагрузок и кривые напряжение-деформация показаны на фиг. 11, 12A-12C и 13 ниже. На фиг. 12В, этап 2 показывает последовательное образование трещин в матрице, где нагрузка воспринимается волокнами, и наблюдаются полосы сдвига. Шаг 3 на фиг. 12B показывает полный отказ. На фиг. 12C, шаг 2 показывает полный отказ.
На фиг. 12В, этап 2 показывает последовательное образование трещин в матрице, где нагрузка воспринимается волокнами, и наблюдаются полосы сдвига. Шаг 3 на фиг. 12B показывает полный отказ. На фиг. 12C, шаг 2 показывает полный отказ. 044
044A сравнение напряжений и деформаций здесь. Из значений модулей упругости очевидно, что приложенное одноосное растяжение делает ламинат M3 намного (почти вдвое) жестче, чем композит S3, при этом не влияя на модули в других направлениях.Следовательно, в приложениях, где требуется большая жесткость в одном направлении, этот принцип может применяться без ущерба для жесткости в других направлениях.
РИС. 14A-14D показано сравнение кривых «напряжение-деформация» для вязаных композитов KEVLAR ™ S3 и M3. ИНЖИР. 14А показаны кривые «напряжение-деформация» для сравнения панелей S3 и M3 при 0 °. ИНЖИР. 14B показаны кривые «напряжение-деформация» для сравнения панелей S3 и M3 при 45 °. ИНЖИР. 14C показаны кривые «напряжение-деформация» для сравнения панелей S3 и M3 под углом 90 °. ИНЖИР. 14D — таблица, показывающая сравнительные модули упругости для S3 и M3.
ИНЖИР. 14C показаны кривые «напряжение-деформация» для сравнения панелей S3 и M3 под углом 90 °. ИНЖИР. 14D — таблица, показывающая сравнительные модули упругости для S3 и M3.
Настоящее изобретение, таким образом, рассматривает новые способы конструирования и производства высокоанизотропных композиционных материалов на текстильной основе, обеспечиваемые технологиями плоского утка. С помощью этих методов возможен ряд интегрированных свойств в пределах одного материала, включая щадящие, мягкие, растяжимые ткани и пластичные морфируемые композиты. Качество портновского материала в одном гибридном текстильно-композитном материале обеспечивается в соответствии с некоторыми аспектами настоящего раскрытия посредством (i) способности вязать (пластины) с различными нитями, (ii) изменять вязаную структуру по плотности и волокнам ориентации и (iii) изолировать участки для затвердевания.Изменяя качество пряжи и структуру трикотажа, вводится уникальная способность, позволяющая изолированное предварительное напряжение ткани. Предварительное напряжение дает по крайней мере два основных преимущества. Во-первых, он позволяет ослабить петли трикотажа в соответствии с желаемыми структурными характеристиками. Во-вторых, предварительно напряженные области, если они оставлены незатвердевшими (выберите области, на которых не был нанесен и не отвержден какой-либо полимерный предшественник), вызывают поведение «отскока», влияющее на окончательную трехмерную (3D) форму материала.
Предварительное напряжение дает по крайней мере два основных преимущества. Во-первых, он позволяет ослабить петли трикотажа в соответствии с желаемыми структурными характеристиками. Во-вторых, предварительно напряженные области, если они оставлены незатвердевшими (выберите области, на которых не был нанесен и не отвержден какой-либо полимерный предшественник), вызывают поведение «отскока», влияющее на окончательную трехмерную (3D) форму материала.
Используя технику плоского вязания утка, можно создавать несколько слоев ткани и трехмерные формы без какой-либо постпроизводственной обработки (резки и шитья) или сложной трехмерной опалубки, что значительно снижает производственные затраты. При использовании такой техники вязания отходы сокращаются почти до нуля, при этом образуется единая цельная бесшовная текстильная структура. Использование эффекта отскока позволяет изготавливать желаемую трехмерную геометрию из плоской формы. Полученный в результате тип материала был назван предварительно напряженным трикотажным армированным композитом (pKRC). Благодаря детальному контролю локального переплетения и структуры полотна / композита, материалы из pKRC могут определять критические аспекты комфорта материала, реакции на деформацию, изгиба конструкции, пластичности и вибрационной характеристики желаемым и заранее определенным образом. Кроме того, бесшовный армирующий материал уменьшает или устраняет области, наиболее подверженные структурным или механическим повреждениям (например, соединения и швы) в обычных композитных сборках, имеющих трехмерную форму.
Благодаря детальному контролю локального переплетения и структуры полотна / композита, материалы из pKRC могут определять критические аспекты комфорта материала, реакции на деформацию, изгиба конструкции, пластичности и вибрационной характеристики желаемым и заранее определенным образом. Кроме того, бесшовный армирующий материал уменьшает или устраняет области, наиболее подверженные структурным или механическим повреждениям (например, соединения и швы) в обычных композитных сборках, имеющих трехмерную форму.
Структура трикотажного текстиля и процесс формирования композитов — это переменные, которые определяют очень специфические и дифференцированные качества материала, состоящего из отдельных элементов бесшовного материала.Как отмечалось выше, способы настоящего раскрытия предполагают использование уточного вязания, при котором сложные трехмерные текстильные структуры и разделительные ткани могут быть изготовлены из непрерывных волокон без необходимости постпроизводства при разрезании и сшивании.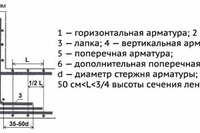 Возможны дифференцированные ткани с утком в виде натяжных поверхностей и сложные тентовые конструкции. В использовании преформы нет необходимости, поскольку влияние предварительного напряжения обеспечивает процесс последующего формования с возможностью преобразования первоначально плоской геометрии в сложный трехмерный материал.
Возможны дифференцированные ткани с утком в виде натяжных поверхностей и сложные тентовые конструкции. В использовании преформы нет необходимости, поскольку влияние предварительного напряжения обеспечивает процесс последующего формования с возможностью преобразования первоначально плоской геометрии в сложный трехмерный материал.
В качестве примера на фиг. На фиг.15A-15D показан прототип процесса формирования для одного варианта способа создания предварительно напряженных трикотажных армированных композитных материалов (pKRC). На фиг. 15А, многослойный текстильный состав формуют плоско как дифференцированный композит с использованием вакуумной пропитки эпоксидной смолой. На фиг. 15B, интегрированный предварительно напряженный текстильный материал активируется при удалении маскировки, как показано на фиг. 15С. Плоский лист на фиг. 15D превращается в высокопластичный бесшовный трехмерный материал.
Предварительно напряженные трикотажные армированные композитные материалы (pKRC) могут проявлять как остаточное внутреннее предварительное напряжение в текстильном армировании, так и предварительное напряжение изгиба в затвердевших композитных областях. Процессы формирования материалов pKRC имеют большую степень вариативности, что позволяет создавать широкий диапазон свойств материалов. Изменяя плотность трикотажного текстиля (длину стежка) и слои материала с помощью технологии плоского утка, можно предварительно выбрать и настроить жесткость как в предварительно напряженных, так и в затвердевших областях.В бесшовном материале это позволяет локализовать гибкость и отзывчивость материала. Также можно управлять такими проблемами, как контроль вибрации, где участки могут быть спроектированы с различной степенью демпфирования. В зависимости от времени отверждения материал может частично укрепиться в своем трехмерном состоянии. Хотя пластичность все еще сохраняется, некоторые области могут быть спроектированы таким образом, чтобы сохранять свою трехмерную кривизну при приложении внешних напряжений. Если пропитанной полимерной смоле-предшественнику дали возможность достаточно затвердеть, пока материал находится в желаемой трехмерной конфигурации, то под действием внешней силы он может частично сохранить свою трехмерную природу.
Процессы формирования материалов pKRC имеют большую степень вариативности, что позволяет создавать широкий диапазон свойств материалов. Изменяя плотность трикотажного текстиля (длину стежка) и слои материала с помощью технологии плоского утка, можно предварительно выбрать и настроить жесткость как в предварительно напряженных, так и в затвердевших областях.В бесшовном материале это позволяет локализовать гибкость и отзывчивость материала. Также можно управлять такими проблемами, как контроль вибрации, где участки могут быть спроектированы с различной степенью демпфирования. В зависимости от времени отверждения материал может частично укрепиться в своем трехмерном состоянии. Хотя пластичность все еще сохраняется, некоторые области могут быть спроектированы таким образом, чтобы сохранять свою трехмерную кривизну при приложении внешних напряжений. Если пропитанной полимерной смоле-предшественнику дали возможность достаточно затвердеть, пока материал находится в желаемой трехмерной конфигурации, то под действием внешней силы он может частично сохранить свою трехмерную природу.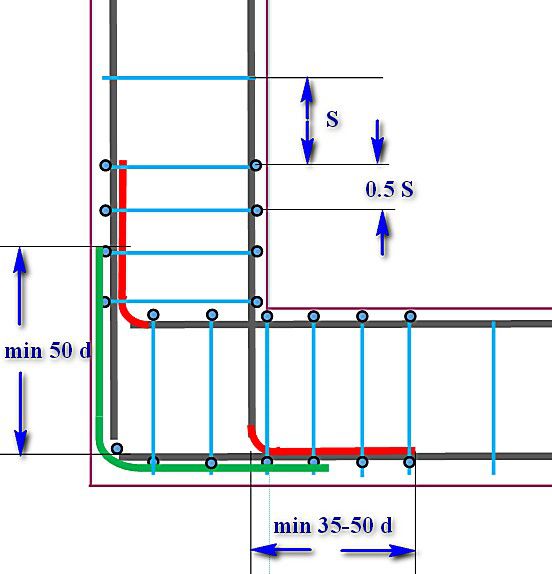 Эти аспекты показаны на фиг. 16A-16B.
Эти аспекты показаны на фиг. 16A-16B.
На фиг. 16A-16B, напряжение прототипа показывает, как кривизна была встроена в материал, потому что эпоксидной матрице было позволено отверждаться в «повторно ограниченном» трехмерном состоянии. На фиг. 16A, применяется та же сила линейного натяжения, что и к предварительно напряженному текстилю, но не возвращает деталь в ее исходное плоское состояние. На фиг. 16В, приложение кручения показывает пластичность и трансформационные возможности прототипа.
Затем проводится структурный анализ материалов pKRC.Используемые шкалы длины pKRC простираются от шкалы волокна / матрицы (микромеханика) до шкалы RUC (репрезентативная элементарная ячейка) и, наконец, до шкалы макроструктуры, так что необходимо охарактеризовать целостное представление о реакции на деформацию. Фундаментальная научная цель разработки такой аналитической процедуры состоит в том, чтобы получить представление о механизме деформационного отклика и поглощения энергии материалов pKRC путем разработки экспериментально подтвержденной основы вычислительной механики. Эта новая структура может предоставить виртуальный инструмент тестирования для внедрения усовершенствованных многоматериальных и многослойных конструкционных материалов из pKRC для улучшения эксплуатационных характеристик таких композитов для различных сервисных функций.
Эта новая структура может предоставить виртуальный инструмент тестирования для внедрения усовершенствованных многоматериальных и многослойных конструкционных материалов из pKRC для улучшения эксплуатационных характеристик таких композитов для различных сервисных функций.
Для автомобильных применений материалы pKRC применимы в условиях, когда критична переменная жесткость, включая аспекты опоры, комфорта, рисунка для структуры и качества отделки, а также интеграции интеллектуальных волокон для гибкости и адаптируемости в структуре материала.Этот структурный анализ может обеспечить дополнительное понимание отклика конструкции, изготовленной из материалов с разными масштабами длины, и инструментов прогнозирующего механического проектирования для отклика на деформацию и прогнозирования отказов структур, которые охватывают различные масштабы длины, например, в материалах pKRC. Таким образом, здесь предполагается и обсуждается вычислительное моделирование структурных компонентов pKRC для несущих нагрузок.
РИС. 17A-17D показаны прототипы примера материалов pKRC в соответствии с некоторыми аспектами настоящего раскрытия, которые постформованы в процессе вакуумного процесса с плоским слоем.ИНЖИР. 17А показывает сильно деформированную композитную ленту с интегрированной тканью, которая образует двояко изогнутые поверхности. ИНЖИР. 17В показано использование узких полос микротонкого деревянного шпона (шириной 1/64 дюйма), ламинированных эпоксидной смолой, на предварительно напряженный текстиль из полиэстера / спандекса. Фиг. 17C-17D показан дифференцированный композит, который имеет как сложенную (фиг. 17C), так и полуплоскую (фиг. 17D) бистабильную конфигурацию.
Предлагаемая вычислительная структура на основе конечных элементов (FE) будет основана на стратегии глобального-локального моделирования, как показано на фиг.18, для вычислительной эффективности. Микромодель, которая включает детали архитектуры pKRC, будет выборочно использоваться в регионах, где требуется мульти-масштабирование.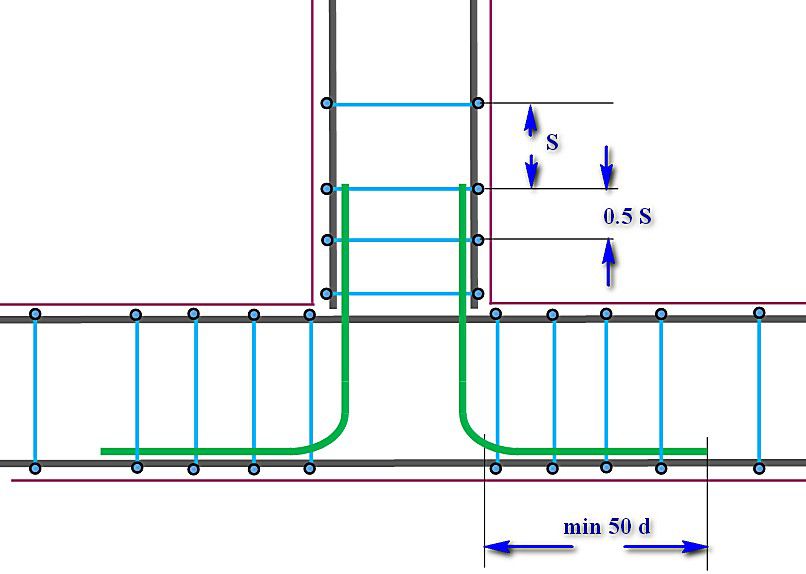 Это могут быть области «горячих точек», такие как область в центральной части испытания на трехточечный изгиб. Однако многомасштабная структура в равной степени применима для многомасштабного масштабирования во всей рассматриваемой области.
Это могут быть области «горячих точек», такие как область в центральной части испытания на трехточечный изгиб. Однако многомасштабная структура в равной степени применима для многомасштабного масштабирования во всей рассматриваемой области.
Микромодель представляет собой набор репрезентативных элементарных ячеек (RUC), созданных на основе конкретной архитектуры pKRC.Он включает в себя набор гомогенизированных текстильных жгутов и полимерной матрицы в пространствах, созданных архитектурой текстильных жгутов. Как показано на фиг. 18, разрушение буксируемого сдвига и изгиба фиксируется с использованием модели с размазанной трещиной, как описано в Heinrich et al., «Исследование прогрессирующего повреждения и разрушения ламинированных композитов с использованием подхода с размазанными трещинами», CMC — КОМПЬЮТЕРНЫЕ МАТЕРИАЛЫ и CONTINUA, 35 (2), pp. 155-181 (2003), соответствующие части которой включены в настоящий документ посредством ссылки 1.Свойства волоконных жгутов внутри RUC определяются на основе модели концентрического цилиндра и формулировки теории Шапери (ST). ST — это стратегия моделирования механики повреждений, основанная на термодинамике, которая успешно использовалась, например, с ламинированными композитами на основе пре-прега. Его использование для текстильных композитных жгутов является новым. На деформационную реакцию текстильного композитного материала сильно влияет структура текстиля, на которую, в свою очередь, влияют свойства волокна и матрицы.Эти многомасштабные двусторонние взаимодействия фиксируются в проверенной вычислительной схеме, чтобы должным образом использовать весь потенциал, предлагаемый этими конструкционными материалами, особенно для контроля того, каким образом происходят деформации, повреждения и отказы.
ST — это стратегия моделирования механики повреждений, основанная на термодинамике, которая успешно использовалась, например, с ламинированными композитами на основе пре-прега. Его использование для текстильных композитных жгутов является новым. На деформационную реакцию текстильного композитного материала сильно влияет структура текстиля, на которую, в свою очередь, влияют свойства волокна и матрицы.Эти многомасштабные двусторонние взаимодействия фиксируются в проверенной вычислительной схеме, чтобы должным образом использовать весь потенциал, предлагаемый этими конструкционными материалами, особенно для контроля того, каким образом происходят деформации, повреждения и отказы.
Здесь обсуждается моделирование динамики композитной ткани в реальном времени. Чтобы упростить проектирование и изготовление, разработаны численные методы моделирования, которые обладают сильным сохранением структуры, а также свойствами в реальном времени.Моделирование преследует множество целей: (1) прогнозирование структуры композитных тканей, (2) стратегии визуализации в реальном времени и (3) прогнозирование колебательных и акустических свойств. С этой целью исследуются два типа численных методов.
С этой целью исследуются два типа численных методов.
В первом численном методе структурные прогнозы композитных тканей моделируются с использованием как численных методов на основе пружин, так и анализа конечных элементов (FEA). Здесь показаны первые результаты, в которых методы моделирования используются для воспроизведения свойств материала, а также процесса постформовки.Таким образом, начальные состояния геометрической модели являются плоскими и статическими, где трехмерная форма, реализованная с помощью итерационных этапов моделирования, содержит растягивающие и остаточные изгибающие напряжения.
РИС. 19A-19D показано определение формы послеформованных геометрий на основе моделирования жесткости и предварительного напряжения в методах на основе пружины (фиг. 19A-19B) и анализе конечных элементов (FEA) (фиг. 19C-19D). Фиг. 19A-19B изображают сравнение между оцифрованной моделью (из прототипов на фиг. 20A-20B) и смоделированной моделью с использованием методов на основе пружины, где жесткости являются относительными на основе закона упругости Гука. Фиг. 19C-19D показано использование анализа конечных элементов (FEA) с конкретными описаниями материалов для проектирования композитных областей, которые достигают желаемого продольного изгиба в процессе постформовки.
Фиг. 19C-19D показано использование анализа конечных элементов (FEA) с конкретными описаниями материалов для проектирования композитных областей, которые достигают желаемого продольного изгиба в процессе постформовки.
Во втором численном методе численное моделирование в реальном времени может использоваться в процессах интерактивного проектирования и позволяет быстро исследовать различные формы и схемы вязания без затрат на материал, машинное время и других затрат. Кроме того, была бы желательна способность прогнозировать динамические свойства ткани, такие как колебания, которые могут иметь отношение к акустическим свойствам или заранее задавать потенциальные свойства структурной устойчивости.Фиг. 21A-21B показывают сравнительное моделирование распространения между однородным трикотажем (фиг. 21A) и дифференцированным трикотажем (фиг. 21B) и демонстрируют упрощенную модель трикотажного полотна с точки зрения направленных неоднородностей и относятся к моделированию однородного распространения. ИНЖИР. 21A показано моделирование распространения для идеально однородного (теоретического) вязания. ИНЖИР. 21B включает горизонтальный узор вязания и показывает нарушение волнового фронта из-за узора.
ИНЖИР. 21A показано моделирование распространения для идеально однородного (теоретического) вязания. ИНЖИР. 21B включает горизонтальный узор вязания и показывает нарушение волнового фронта из-за узора.
Таким образом, в определенных аспектах, материалы pKRC формируются с помощью процесса уточного вязания, который может позволить (i) изготовление трехмерных (и фигурных) армирующих структур, (ii) использование смешанных нитей, таких как поли / эластан. , KEVLAR ™, DYNEEMA ™ и / или термопластическое моноволокно в качестве неограничивающего примера и (iii) локализованная интеграция (покрытие) термопластичных моноволокон для высокоспецифичного размещения жесткости в трикотажном текстиле.Кроме того, технология плоского уточного вязания легко настраивается и программируется для вязания множества разнообразных деталей, которые легко производятся. Такие материалы pKRC могут использоваться для формирования компонентов для различных применений, в том числе для автомобильной, аэрокосмической и транспортной отраслей, а также в архитектурных приложениях, где эксплуатационные характеристики и эстетическое качество должны быть очень специфичными, настраиваемыми и изменяемыми в пределах одного непрерывного структура материала.
Приведенное выше описание вариантов осуществления предоставлено в целях иллюстрации и описания. Он не является исчерпывающим или ограничивает раскрытие. Отдельные элементы или особенности конкретного варианта осуществления, как правило, не ограничиваются этим конкретным вариантом осуществления, но, где это применимо, являются взаимозаменяемыми и могут использоваться в выбранном варианте осуществления, даже если специально не показаны или описаны. То же самое может быть изменено разными способами. Такие изменения не следует рассматривать как отступление от раскрытия, и все такие модификации предназначены для включения в объем раскрытия.
3D-вязание решает проблему затрат на предварительное формование, время
На протяжении десятилетий 3D-преформы обещали эффективность при проектировании конструкций и производстве композитов. Те, кто их производят, могут доставить формовщикам арматуру определенной формы с волокном только там, где это необходимо, ориентированную на наиболее эффективную нагрузку в процессе эксплуатации. Но компромиссом была неэффективность в другом месте — в частности, низкая скорость ткачества и высокая стоимость. В последнее время эти недостатки были в некоторой степени преодолены благодаря усовершенствованию ткацких станков и оцифровке процесса предварительного формования.Яркими примерами являются трехмерные тканые преформы из углеродного волокна, производимые Albany Engineered Composites Inc. (AEC, Рочестер, Нью-Хэмпшир, США) в партнерстве с Safran (Париж, Франция) для композитных лопастей вентилятора, используемых в авиадвигателе LEAP (см. Подробнее ).
Но компромиссом была неэффективность в другом месте — в частности, низкая скорость ткачества и высокая стоимость. В последнее время эти недостатки были в некоторой степени преодолены благодаря усовершенствованию ткацких станков и оцифровке процесса предварительного формования.Яркими примерами являются трехмерные тканые преформы из углеродного волокна, производимые Albany Engineered Composites Inc. (AEC, Рочестер, Нью-Хэмпшир, США) в партнерстве с Safran (Париж, Франция) для композитных лопастей вентилятора, используемых в авиадвигателе LEAP (см. Подробнее ).
Однако до сих пор промышленность композитов не могла в полной мере использовать почти безграничные возможности швейной промышленности вязать ткани на высокой скорости и смешивать разные типы волокон в одной ткани. Что, если бы все это было доступно вместе с возможностью запускать различные заготовки деталей без сложных изменений в настройке? Представьте себе гибкость, присущую 3D-печати, но применимую к волокнистым преформам.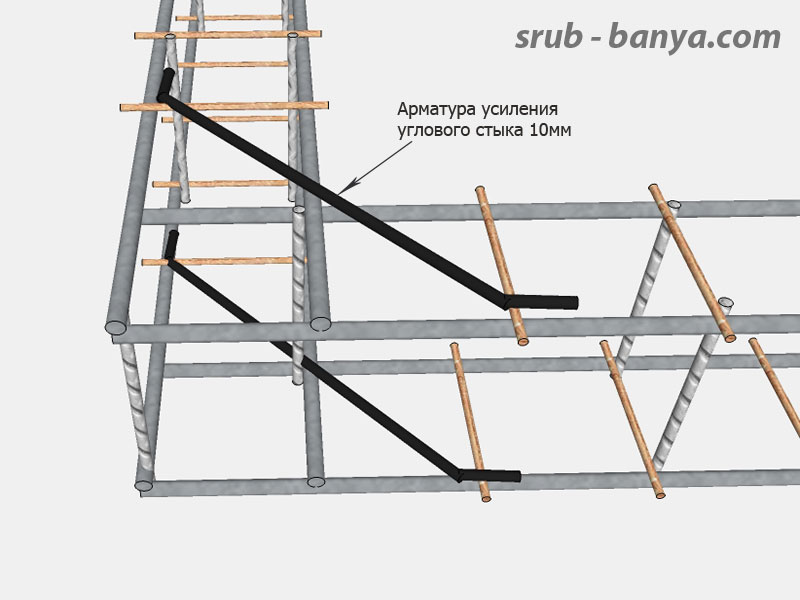 Так описывается процесс RT2i. «Эта технология находится в разработке в течение некоторого времени, — говорит Пьер Конзе, создатель процесса и компании, носящей название RT2i. «Десять лет назад мы начали использовать технологию вязания текстиля для изготовления композитных арматурных материалов из любых волокон. Нашей первой заявкой был воздуховод низкого давления для бизнес-джетов Dassault Falcon, который прошел квалификацию в 2012 году ». (прочтите побочный рассказ, озаглавленный «Falcon продвигает новейшие разработки в сфере bizjet») «Затем мы создали дочернюю компанию JTT Composites для производства воздуховодов низкого давления для Dassault.”
Так описывается процесс RT2i. «Эта технология находится в разработке в течение некоторого времени, — говорит Пьер Конзе, создатель процесса и компании, носящей название RT2i. «Десять лет назад мы начали использовать технологию вязания текстиля для изготовления композитных арматурных материалов из любых волокон. Нашей первой заявкой был воздуховод низкого давления для бизнес-джетов Dassault Falcon, который прошел квалификацию в 2012 году ». (прочтите побочный рассказ, озаглавленный «Falcon продвигает новейшие разработки в сфере bizjet») «Затем мы создали дочернюю компанию JTT Composites для производства воздуховодов низкого давления для Dassault.”
Однако в начале этого года Saint-Gobain Performance Plastics (Солон, Огайо, США), дочерняя компания гиганта по производству строительных и высокоэффективных материалов Saint-Gobain (Курбевуа, Франция), приобрела все активы JTT Composites и стал лицензиатом технологии RT2i. «Это технологический прорыв в производстве сложных композитных деталей», — говорит Скотт Хут, коммерческий директор Saint-Gobain Performance Plastics. «Процесс RT2i предлагает не только совершенно иную производственную парадигму, но также позволяет создавать продукты, которые более индивидуализированы, чем позволяет препрег, и даже невозможны с использованием укладки.”
«Процесс RT2i предлагает не только совершенно иную производственную парадигму, но также позволяет создавать продукты, которые более индивидуализированы, чем позволяет препрег, и даже невозможны с использованием укладки.”
Приобретение привлекло внимание к RT2i, и CW здесь кратко рассмотрит этапы процесса RT2i с подробным обзором того, что на самом деле предлагает разработчикам и изготовителям композитов, и почему это важно.
RT2i как вязание
«RT2i основан на вязании, — говорит Конзе, — поэтому он отличается от жаккарда или других технологий трехмерного текстиля». Он описывает вязание как линейную, но бесшовную технологию, используемую в швейной промышленности на протяжении сотен лет.Вязание создает несколько петель пряжи, называемых петлями, в линию или трубу (рис. 1, ниже), и исторически использовалось для производства чулочно-носочных изделий, таких как носки и чулки (прочитайте побочный рассказ под названием «Чем вязание отличается?»).
За последние 50 лет вязание превратилось в широкий спектр одежды и технического текстиля. Последний включает геотекстиль для стабилизации почвы, дренажа и других функций, а также
в качестве разделительной ткани, используемой в шлемах, подошвах обуви, автомобильных сиденьях, броне, медицинских изделиях и многом другом.Трикотажные ткани используются в фильтрах, медицинских имплантатах и в защитных целях. Фактически, технический трикотажный текстиль 3D находит на рынке только в Северной Америке приблизительно 2 миллиона тонн в год.
Вязание дошло до композитных материалов, но только на ограниченной основе. То, что обычно называют многоосевым армированием, на самом деле было разработано как «связанное многоосное усиление». Основовязальные машины использовались для скрепления нескольких слоев однонаправленных слоев с помощью трикотажного стежка (рис.2 ниже). Однако вязание в этом случае — теперь обычно называемое сшиванием или соединением стежком — не формировало трехмерную форму. Но поиск 3D-преформ, фактически сделанных из трикотажных стежков, велся десятилетиями. Традиционными препятствиями были сложность и / или невозможность изгиба очень жестких армирующих волокон (и, как следствие, низкие скорости машины), а также снижение механических свойств готовой преформы из-за пониженной несущей способности изогнутых или гофрированных волокон.
Но поиск 3D-преформ, фактически сделанных из трикотажных стежков, велся десятилетиями. Традиционными препятствиями были сложность и / или невозможность изгиба очень жестких армирующих волокон (и, как следствие, низкие скорости машины), а также снижение механических свойств готовой преформы из-за пониженной несущей способности изогнутых или гофрированных волокон.
«Основное усовершенствование, которое мы осуществили, — это адаптация наших машин для вязания очень жестких волокон, таких как углерод, стекло и кварц, с достаточной скоростью, не ломая спицы», — объясняет Конзе. Также возможно комбинировать типы волокон во время вязания для оптимизации прочности, веса и других характеристик. При необходимости сниженные свойства петлевых волокон преодолеваются путем вставки однонаправленных волокон. «Трикотажная часть ткани придает преформе ее геометрические свойства, — говорит Конзе, — в то время как однонаправленные волокна придают механические свойства трехмерной форме.”
Полученные трикотажные трехмерные преформы почти чистой формы исключают ручную резку, обрезку и укладку (ручную или автоматическую). «Преформа точно соответствует трехмерной форме готовой детали», — говорит Конзе, отмечая, что RT2i также может смешивать традиционные армирующие волокна с нейлоновыми и другими полимерными волокнами.
«Преформа точно соответствует трехмерной форме готовой детали», — говорит Конзе, отмечая, что RT2i также может смешивать традиционные армирующие волокна с нейлоновыми и другими полимерными волокнами.
Заготовка трикотажная к композитному воздуховоду
Для воздуховодов низкого давления форсунок Falcon jets арамидное волокно используется в трикотажной преформе RT2i в первую очередь для снижения веса.Специальная схема армирования была разработана для деталей (шаг 1 ниже) и одобрена Dassault. «Очень важно выбрать правильный рисунок ткани», — говорит Конзе. «Мы должны были сбалансировать минимальный вес с требованиями конструкции. Таким образом, на основе технических требований к поддерживаемому давлению, геометрии и допустимому отклонению был разработан точный образец ».
Следующим шагом в процессе изготовления воздуховода была пропитка преформы смолой и отверждение детали. «Процесс
classic, — говорит Конзе, — с использованием мочевого пузыря и женского слепка. «Баллоны обычно изготавливаются из силикона, в то время как формы могут быть металлическими или композитными. Ткань накладывается на баллон (этап
«Баллоны обычно изготавливаются из силикона, в то время как формы могут быть металлическими или композитными. Ткань накладывается на баллон (этап
2, стр. 34), а затем помещается в матрицу (этап 3, стр. 34). Затем преформу пропитывают эпоксидной смолой и формуют с помощью RTM (этап 4, стр. 34). Поскольку воздуховоды являются внутренними частями кабины, эпоксидная смола должна соответствовать требованиям FAR 25 в отношении пламени, дыма и токсичности. Общее время формования составляет от минут до часов, в зависимости от требований к детали и программы, которые определяют варианты смолы и цикла отверждения.
Изменение уравнения затрат и времени
Конзе сообщает, что большинство воздуховодов низкого давления, используемых в настоящее время в самолетах, изготавливаются с использованием препрега для ручной укладки, и большинство производителей передали их на аутсорсинг в страны с низкими затратами на рабочую силу. RT2i предлагает альтернативу. «Взаимосвязь между временем обработки, стоимостью и производительностью готовой детали приводит к очень эффективному решению по сравнению с ручной укладкой», — отмечает Хут. «Когда вы сравниваете простоя рук ипроцесс с использованием RT2i для изготовления воздуховода, последний является более быстрым и дает более индивидуальный и более дешевый продукт ».
«Взаимосвязь между временем обработки, стоимостью и производительностью готовой детали приводит к очень эффективному решению по сравнению с ручной укладкой», — отмечает Хут. «Когда вы сравниваете простоя рук ипроцесс с использованием RT2i для изготовления воздуховода, последний является более быстрым и дает более индивидуальный и более дешевый продукт ».
Еще одним фактором на этом рынке является то, что объем производства деталей для бизнес-джетов очень низок по сравнению с коммерческими программами, которые производят более высокие объемы и более крупные самолеты. «Таким образом, это представляет трудности в цепочке поставок воздуховодов для бизнес-джетов», — говорит Конзе. «Крупные производители воздуховодов являются конкурентами, которым
приходится содержать мастерские с низкими затратами на рабочую силу, поэтому они не хотят заниматься мелким бизнесом.Он объясняет, что они берут контракты на небольшие объемы, но со значительной доплатой за неудобства.
В рамках программы реактивных двигателей Falcon JTT Composites участвует в торгах со всеми основными производителями воздуховодов, а также с небольшими компаниями. «Наша технология была очень конкурентоспособной по стоимости, и мы выиграли тендер», — говорит Конзе. «Поскольку в нашем процессе гораздо меньше трудозатрат, последняя часть более рентабельна». Это дает производителю больше возможностей выполнять небольшие заказы.
«Наша технология была очень конкурентоспособной по стоимости, и мы выиграли тендер», — говорит Конзе. «Поскольку в нашем процессе гораздо меньше трудозатрат, последняя часть более рентабельна». Это дает производителю больше возможностей выполнять небольшие заказы.
Далее Конзе утверждает: «Когда мы производим преформу для детали, мы можем перейти от одной детали к другой менее чем за полминуты.«В этом смысле RT2i больше похож на 3D-принтер, чем на машины, которые в настоящее время используются для изготовления передовых 3D-преформ для лопаток двигателя. «Мы можем отправлять партии разных деталей на одной машине без снижения скорости процесса». Однако RT2i предлагает гораздо больше, благодаря присущим вязанию характеристикам, а также новым возможностям цифровых технологий.
Изменение парадигмы преформы
Цифровые вязальные машины, которые использует RT2i, позволяют создавать широкий ассортимент текстильных рисунков, аналогичный разнообразию, доступному в швейной промышленности. «Мы достигаем гораздо большего разнообразия узоров и пошива, чем плетение», — утверждает Конзе в качестве примера. «Плетение эффективно, если у вас очень простые формы, например трубки. Однако это не оптимально для очень сложной геометрии ». Он утверждает, что шаблоны RT2i позволяют лучше подогнать преформы без искажения сложных форм. «Например, мы можем изготавливать фланцы как часть преформы, как в конструкциях авиационных двигателей».
«Мы достигаем гораздо большего разнообразия узоров и пошива, чем плетение», — утверждает Конзе в качестве примера. «Плетение эффективно, если у вас очень простые формы, например трубки. Однако это не оптимально для очень сложной геометрии ». Он утверждает, что шаблоны RT2i позволяют лучше подогнать преформы без искажения сложных форм. «Например, мы можем изготавливать фланцы как часть преформы, как в конструкциях авиационных двигателей».
Он говорит, что также возможно изготавливать преформу, которая меняет жесткость и толщину по размеру и длине в процессе вязания, без каких-либо соединений или шитья после вязания.«Для каждого цикла мы можем выбрать один из нескольких типов ввода», — объясняет Конзе. «Представьте себе ткань для одежды и выберите красную, желтую или синюю нить». Таким образом, жесткость можно изменять независимо от изменения толщины. «Это также дает нам возможность минимизировать толщину», — отмечает Конзе.
Такая универсальность дает большие надежды. «Мы ворвались в аэрокосмическую промышленность с помощью воздуховодов, но мы видим много других возможностей для технологии RT2i», — говорит Конзе. Он представляет еще один набор приложений, которые имеют дело с неразвертываемыми сложными геометрическими формами.Концепция неразвертываемой поверхности заключается в том, что из 2D-материала невозможно придать 3D-форму без морщин, выколоток, порезов, швов и т. Д. «Например, — отмечает Конзе, — вы не можете обернуть лист бумаги вокруг апельсина, но апельсин можно легко поместить внутрь носка ». Он утверждает, что технология RT2i дает возможность изготавливать эти сложные геометрические формы в единой бесшовной преформе, чего нельзя добиться с помощью обычных тканых форм. Опять же, обсуждается среда аэрокосмического двигателя с такими приложениями, как впускные каналы и выпускные сопла.«Лапы, используемые для направления воздушного потока, включают множество сложностей, которые нелегко сформировать с использованием традиционных средств армирования волокном», — утверждает Конзе.
«Мы ворвались в аэрокосмическую промышленность с помощью воздуховодов, но мы видим много других возможностей для технологии RT2i», — говорит Конзе. Он представляет еще один набор приложений, которые имеют дело с неразвертываемыми сложными геометрическими формами.Концепция неразвертываемой поверхности заключается в том, что из 2D-материала невозможно придать 3D-форму без морщин, выколоток, порезов, швов и т. Д. «Например, — отмечает Конзе, — вы не можете обернуть лист бумаги вокруг апельсина, но апельсин можно легко поместить внутрь носка ». Он утверждает, что технология RT2i дает возможность изготавливать эти сложные геометрические формы в единой бесшовной преформе, чего нельзя добиться с помощью обычных тканых форм. Опять же, обсуждается среда аэрокосмического двигателя с такими приложениями, как впускные каналы и выпускные сопла.«Лапы, используемые для направления воздушного потока, включают множество сложностей, которые нелегко сформировать с использованием традиционных средств армирования волокном», — утверждает Конзе. «Все это сегодня делается из алюминия или металла. Но с нашей технологией вы можете изготавливать их в виде композитов с керамической матрицей ».
«Все это сегодня делается из алюминия или металла. Но с нашей технологией вы можете изготавливать их в виде композитов с керамической матрицей ».
Компания Saint-Gobain Performance Plastics, являющаяся промышленным партнером для текущих приложений, включая производство воздуховодов низкого давления для бизнес-джетов Falcon, присоединилась к RT2i в нескольких новых программах развития.По словам Хута, технология RT2i расширит производственные возможности подразделения компании Composites, которое поставляет различные материалы и конструкции не только для воздуховодов самолетов, но также для интерьеров и обтекателей. «Быстрорастущие рынки, такие как аэрокосмическая промышленность, требуют все более высокопроизводительных и легких деталей без традиционного недостатка увеличения времени производства», — говорит Хут. «RT2i расширяет наши возможности по обеспечению большей гибкости в проектировании и производстве за счет реальных решений с использованием композитов.«
Численное моделирование механического поведения двухосных уточных трикотажных тканей в различных масштабах длины
Материалы (Базель). 2019 ноя; 12 (22): 3693.
Поступила 05.09.2019; Принято 6 ноября 2019 г.
Лицензиат MDPI, Базель, Швейцария. Эта статья представляет собой статью в открытом доступе, распространяемую в соответствии с условиями лицензии Creative Commons Attribution (CC BY) (http://creativecommons.org/licenses/by/4.0 /).
Abstract
Трикотажные ткани с утком прекрасно поддаются формованию в сложные формы для композитных материалов. В двухосном трикотажном полотне дополнительные нити вставляются в направлении основы (вдоль линии) и утка (вдоль линии) в качестве усиления. Благодаря такой прямой пряжи механические свойства таких тканей лучше, чем у неармированных тканей уточного трикотажа. Процесс формования плоских тканей в трехмерные преформы сложен и требует численного моделирования.В этой статье механическое поведение двухосных уточных трикотажных тканей моделируется с помощью макро- и мезомасштабных моделей метода конечных элементов (МКЭ). Подход к макромасштабному моделированию основан на формулировке элемента оболочки и предлагает разумные вычислительные затраты, но имеет некоторые ограничения, связанные с описанием механических характеристик ткани и ее поведения при формовании. Подход мезомасштабного моделирования, основанный на балочных элементах, может лучше описать механические и формообразующие характеристики ткани при более высоких вычислительных затратах.Модели МКЭ были проверены путем сравнения результатов различных симуляций с эквивалентными экспериментами. С помощью параметрических моделей можно моделировать формование двухосных уточных трикотажных тканей сложной формы. Эти модели помогают прогнозировать параметры материала и процесса для оптимальных условий формования без необходимости проведения дорогостоящих экспериментальных испытаний.
Подход мезомасштабного моделирования, основанный на балочных элементах, может лучше описать механические и формообразующие характеристики ткани при более высоких вычислительных затратах.Модели МКЭ были проверены путем сравнения результатов различных симуляций с эквивалентными экспериментами. С помощью параметрических моделей можно моделировать формование двухосных уточных трикотажных тканей сложной формы. Эти модели помогают прогнозировать параметры материала и процесса для оптимальных условий формования без необходимости проведения дорогостоящих экспериментальных испытаний.
Ключевые слова: композит , драпировка, метод конечных элементов, формование, макромасштабная модель, мезомасштабная модель, уточное трикотажное полотно
1.Введение
Композиты, изготовленные из полимеров, армированных непрерывным волокном (FRP), все чаще исследуются и используются для снижения энергопотребления различных транспортных средств. Компоненты, изготовленные из стеклопластика, имеют значительно меньший вес с такими же или улучшенными механическими свойствами по сравнению с металлическими компонентами. FRP предпочтительно производятся на основе термореактивной матрицы (более 75% всех композитов) из-за простоты изготовления, более высокой термической стабильности, превосходной усталостной прочности и хорошей адгезии волокна к матрице [1].Стеклопластик на основе термопластической матрицы вызывает растущий интерес из-за неограниченного хранения, готовых к использованию полуфабрикатов, возможности термоформования, быстрой консолидации и экологичности. Термопластичные композиты могут быть изготовлены из полностью пропитанных органических листов или частично пропитанных композитных тканей с использованием полимерных порошков, пропитки растворителем, окунания или покрытия расплавленной матрицей, покрытия пленками или неткаными материалами и вставкой термопластичных нитей или гибридных нитей из армирующих волокон и термопластов. волокна [2].
FRP предпочтительно производятся на основе термореактивной матрицы (более 75% всех композитов) из-за простоты изготовления, более высокой термической стабильности, превосходной усталостной прочности и хорошей адгезии волокна к матрице [1].Стеклопластик на основе термопластической матрицы вызывает растущий интерес из-за неограниченного хранения, готовых к использованию полуфабрикатов, возможности термоформования, быстрой консолидации и экологичности. Термопластичные композиты могут быть изготовлены из полностью пропитанных органических листов или частично пропитанных композитных тканей с использованием полимерных порошков, пропитки растворителем, окунания или покрытия расплавленной матрицей, покрытия пленками или неткаными материалами и вставкой термопластичных нитей или гибридных нитей из армирующих волокон и термопластов. волокна [2].
Гибридная пряжа имеет ряд преимуществ. Матрица из термопластичного полимера, которая смешивается с армирующим волокном в гибридную пряжу посредством технологии непрерывного формования из расплава [3] или технологии смешивания [4], плавится в процессе термоформования и затвердевает. Поскольку армирующий и термопластичный компоненты объединены в одной гибридной нити, расстояние прохождения матрицы из термопластичного полимера до армирующих волокон значительно сокращается. Следовательно, сокращается время цикла и улучшается пропитка.
Поскольку армирующий и термопластичный компоненты объединены в одной гибридной нити, расстояние прохождения матрицы из термопластичного полимера до армирующих волокон значительно сокращается. Следовательно, сокращается время цикла и улучшается пропитка.
Двухосные ткани усилены по длине и ширине ткани. Наличие прямой или волнистой пряжи существенно влияет на их механические свойства. Уточное трикотажное полотно прекрасно поддается формованию в сложные формы. В двухосном трикотажном полотне нити вставляются в направлении основы (вдоль линии) и утка (вдоль линии) в качестве усиления [5,6,7,8]. Благодаря этим прямым нитям механические свойства таких тканей лучше, чем у неармированных тканей, связанных уточным трикотажем, при этом способность к формованию остается высокой.Механические свойства и свойства формования можно регулировать путем выбора материала волокна, поперечного сечения пряжи, расстояний между пряжами, количества используемых слоев утка и основы. Однако численные модели отсутствуют для предсказания их механического поведения, что важно для композитных приложений.
Одна из проблем производственного процесса FRP заключается в процессе преобразования 2D-ткани в 3D-преформы. Во время этого процесса формовки может возникнуть множество неожиданных дефектов.Одним из наиболее часто встречающихся дефектов является образование складок в зоне нагрузки преформы, что снижает механические свойства композитного компонента [9]. Другие дефекты, такие как обрыв, проскальзывание, коробление пряжи в плоскости и вне плоскости, а также образование зазоров, также оказывают большое влияние на качество конечного компонента. При высоких усилиях держателя заготовки трение между тканью и формовочными инструментами и межслойное трение между слоями ткани вызывают в текстиле локальные растягивающие силы в плоскости [10].Геометрия формовочного инструмента и параметры процесса формовки могут быть адаптированы для управления величиной, направлением и распределением растягивающего усилия для подавления дефектов формовки или для достижения оптимизированной ориентации волокон по траектории нагрузки [11].
Разработка технологического процесса методом «проб и ошибок» требует затрат времени и материалов. Например, изменение геометрии формовочных инструментов потребует длительного времени и итерационных экспериментов по формованию для оптимизации станка и параметров процесса, что приведет к потере огромного количества материала.Подход к моделированию позволит сократить время и стоимость разработки. Поэтому многие модели для различных текстильных структур, таких как тканые ткани [9,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26,27,28,29 ], Трехмерные ткани [30,31,32,33,34,35,36], материалы без обжима [37], трикотажные ткани [17,38,39,40,41,42,43,44, 45,46,47] и многоосных основовязанных тканей [48]. Модели могут быть классифицированы с помощью математического подхода: аналитические [44,49,50] или численные модели, в которых они разделены на более мелкие группы по масштабу длины моделируемых компонентов на три категории: Микромасштабные модели [20,21 , 35,36,39], мезомасштабные модели [16,17,18,19,22,31,32,33,34,37,40,41,42,44,45,46,47,49], и макромасштабные модели [10,13,14,15,16,23,24,25,26,27,28,29,30,31,39].
Микромасштабные модели максимально приближены к реальности. Самая маленькая единица для моделирования — это нить накала. Например, многоволоконная пряжа представлена набором из множества нитей, которые моделируются с помощью элемента пучка (). Хотя количество цепочек балочных элементов обычно намного меньше, чем количество филаментов в настоящей пряжи, хорошее представление все же может быть достигнуто [21]. Однако чрезвычайно высокие вычислительные затраты ограничили применение микромасштабных моделей. Они в основном используются для прогнозирования механического поведения новой текстильной структуры с известными характеристиками материала пряжи, где необходимо моделировать только элементарную ячейку структуры ткани.
Микромасштабная модель многожильного волоконного ровинга с цепочками пучков.
В мезомасштабных моделях наименьшей моделируемой единицей является пряжа, которая может быть представлена балкой, оболочкой или твердыми элементами. Этот метод по-прежнему относится к дискретному подходу, и учитывается взаимодействие между нитями во всей структуре ткани. Благодаря этому упрощенному методу моделирования мезомасштабные модели имеют значительно более низкие вычислительные затраты по сравнению с микромасштабными моделями, и это позволяет проводить крупномасштабное моделирование процесса текстильного производства и процесса формования ().Можно описать большинство важных механизмов формирования. Результаты такого моделирования процесса формовки помогают виртуально оптимизировать процесс, а также подготовить информацию для дальнейшего анализа структуры композитной детали. На уровне пряжи предсказуемы такие явления, как скольжение пряжи, образование зазоров и обрыв пряжи.
Благодаря этому упрощенному методу моделирования мезомасштабные модели имеют значительно более низкие вычислительные затраты по сравнению с микромасштабными моделями, и это позволяет проводить крупномасштабное моделирование процесса текстильного производства и процесса формования ().Можно описать большинство важных механизмов формирования. Результаты такого моделирования процесса формовки помогают виртуально оптимизировать процесс, а также подготовить информацию для дальнейшего анализа структуры композитной детали. На уровне пряжи предсказуемы такие явления, как скольжение пряжи, образование зазоров и обрыв пряжи.
Моделирование плетения трехмерного многослойного тканого полотна из волокнистого ровинга, которое представлено элементами оболочки.
Макромасштабные модели основаны на механике сплошных сред и применимы к широкому спектру структур.Поскольку предполагается, что текстильная структура ведет себя как континуум, геометрическая конфигурация нитей в структуре, а также взаимодействие между нитями напрямую не моделируется. Механическое поведение всей текстильной структуры моделируется соответствующими материальными законами для континуума. Механические свойства, такие как поведение при растяжении, сдвиге и изгибе, определяются физическими или виртуальными испытаниями. Из-за гомогенизации структуры ткани макромасштабные модели имеют наименьшие вычислительные затраты.Однако такие дефекты, как образование складок, ориентация волокон и разрушение ткани, можно предсказать на макроскопическом уровне ().
Механическое поведение всей текстильной структуры моделируется соответствующими материальными законами для континуума. Механические свойства, такие как поведение при растяжении, сдвиге и изгибе, определяются физическими или виртуальными испытаниями. Из-за гомогенизации структуры ткани макромасштабные модели имеют наименьшие вычислительные затраты.Однако такие дефекты, как образование складок, ориентация волокон и разрушение ткани, можно предсказать на макроскопическом уровне ().
Образование морщин внутри трехмерной преформы, смоделированной с помощью макромасштабной модели.
Было представлено несколько моделей, основанных на методе конечных элементов (МКЭ) для уточного трикотажного полотна и двухосно армированного уточного трикотажного полотна с различными подходами. Коммерческое программное обеспечение WiseTex позволяет моделировать и визуализировать геометрию многих тканей, связанных утком, в виде трехмерных объектов на мезомасштабе [41].Эти модели могут быть далее экспортированы в стороннее программное обеспечение для использования в пакетах FEM для создания моделей FEM тканей, прогнозных моделей механики композитов или прогнозных моделей проницаемости текстиля. Де Араужо [43,49,50,51,52] представил три модели для структуры единого трикотажа, одну аналитическую модель и две модели МКЭ. Первая модель de Araújo — это трехмерная аналитическая модель, основанная на теории упругости, которую можно использовать для расчета механического поведения тканей в продольном и поперечном направлениях [50].Во второй попытке простая мезомасштабная модель двумерной гексагональной FEA-модели с нелинейными элементами фермы используется в качестве замены структуры вязальной петли [43]. Входной параметр элементов фермы берется из экспериментальных результатов, и можно рассчитать деформацию удлинения плоской ткани для соответствия трехмерной сферической форме. Третья модель представляет собой трехмерную модель МКЭ с сеткой из тетраэдрических элементов [49]. Пряжа имеет твердое изображение, и механическое моделирование применяется для получения трехмерной петли.Элементарная ячейка композита с трехмерными тетраэдрическими элементами, соединенными с матричной сеткой, помогает прогнозировать механическое поведение армированного композитного материала, связанного с утком.
Де Араужо [43,49,50,51,52] представил три модели для структуры единого трикотажа, одну аналитическую модель и две модели МКЭ. Первая модель de Araújo — это трехмерная аналитическая модель, основанная на теории упругости, которую можно использовать для расчета механического поведения тканей в продольном и поперечном направлениях [50].Во второй попытке простая мезомасштабная модель двумерной гексагональной FEA-модели с нелинейными элементами фермы используется в качестве замены структуры вязальной петли [43]. Входной параметр элементов фермы берется из экспериментальных результатов, и можно рассчитать деформацию удлинения плоской ткани для соответствия трехмерной сферической форме. Третья модель представляет собой трехмерную модель МКЭ с сеткой из тетраэдрических элементов [49]. Пряжа имеет твердое изображение, и механическое моделирование применяется для получения трехмерной петли.Элементарная ячейка композита с трехмерными тетраэдрическими элементами, соединенными с матричной сеткой, помогает прогнозировать механическое поведение армированного композитного материала, связанного с утком. Подобные подходы с использованием мезомасштабной модели на повторяющейся элементарной ячейке также используются для численного анализа механического поведения структуры, связанной с утком [40, 42, 46], или структуры, связанной с утком, армированной композитом [38, 47, 53, 54]. Полученные свойства могут быть перенесены в макромасштабную модель для дальнейшего анализа. Духович [39] явно смоделировал процесс вязания, чтобы получить принудительно заданную геометрию пряжи и их остаточные напряжения, возникающие в процессе вязания.Дальнейший анализ механизмов деформации композита основан на полученной геометрии нитей при моделировании процесса вязания. В целом, методы многомасштабного моделирования постепенно используются для анализа механического поведения текстиля, а также армированного текстилем композитного материала.
Подобные подходы с использованием мезомасштабной модели на повторяющейся элементарной ячейке также используются для численного анализа механического поведения структуры, связанной с утком [40, 42, 46], или структуры, связанной с утком, армированной композитом [38, 47, 53, 54]. Полученные свойства могут быть перенесены в макромасштабную модель для дальнейшего анализа. Духович [39] явно смоделировал процесс вязания, чтобы получить принудительно заданную геометрию пряжи и их остаточные напряжения, возникающие в процессе вязания.Дальнейший анализ механизмов деформации композита основан на полученной геометрии нитей при моделировании процесса вязания. В целом, методы многомасштабного моделирования постепенно используются для анализа механического поведения текстиля, а также армированного текстилем композитного материала.
В отличие от предыдущих работ по аналогичным термопластическим композитам [55,56,57,58], цель этого исследования — проанализировать и понять сложность формообразования двухосных армированных уточных трикотажных тканей, изготовленных из смешанных нитей из углеродного волокна. и полиамид 6.6 (PA 6.6) волокон. Таким образом, представлены численные подходы к методу конечных элементов (МКЭ), которые моделируют механическое поведение трикотажных тканей при растягивающих, сдвигающих и изгибающих нагрузках, а также эксперименты с трением. Анализируются и сравниваются мезо- и макромасштабные подходы. Применяются подход механики сплошной среды для макромасштабных моделей и новый метод геометрического моделирования для интеграции сложных переплетений волокон для мезомасштабных моделей. Модели проверены экспериментальными испытаниями.На основе проверенных моделей процесс формования может быть оптимизирован виртуально, а затем практически реализован.
и полиамид 6.6 (PA 6.6) волокон. Таким образом, представлены численные подходы к методу конечных элементов (МКЭ), которые моделируют механическое поведение трикотажных тканей при растягивающих, сдвигающих и изгибающих нагрузках, а также эксперименты с трением. Анализируются и сравниваются мезо- и макромасштабные подходы. Применяются подход механики сплошной среды для макромасштабных моделей и новый метод геометрического моделирования для интеграции сложных переплетений волокон для мезомасштабных моделей. Модели проверены экспериментальными испытаниями.На основе проверенных моделей процесс формования может быть оптимизирован виртуально, а затем практически реализован.
2. Материалы и физические испытания
2.1. Производство и испытание пряжи
Смешанные гибридные пряжи использовались в качестве усиления в направлении утка и основы. Использовали углеродное волокно (CF) 200 текс производителя Teijin Carbon Europe GmbH (Вупперталь, Германия) и полиамид 6,6 (PA 6,6) 94 текс производителя W. Barnet GmbH & Co. KG (Аахен, Германия).Гибридные пряжи получали на машине для струйного текстурирования согласно [4]. Параметры процесса были следующими: избыток CF 2%, избыток PA 6,6 3,5%, давление воздуха 3,5 бар. Армирующая пряжа 1200 текс была сформирована путем складывания четырех смешанных гибридных нитей CF / PA 6,6, каждая из которых имела плотность 300 текс. В качестве пряжи для вязания использовались сложенные из стекловолокна (GF) пряжи размером 2 × 68 текс и PA 6,6 с размером 94 текс.
Barnet GmbH & Co. KG (Аахен, Германия).Гибридные пряжи получали на машине для струйного текстурирования согласно [4]. Параметры процесса были следующими: избыток CF 2%, избыток PA 6,6 3,5%, давление воздуха 3,5 бар. Армирующая пряжа 1200 текс была сформирована путем складывания четырех смешанных гибридных нитей CF / PA 6,6, каждая из которых имела плотность 300 текс. В качестве пряжи для вязания использовались сложенные из стекловолокна (GF) пряжи размером 2 × 68 текс и PA 6,6 с размером 94 текс.
Линейная плотность армирующих гибридных нитей была измерена методом мотков в соответствии со стандартом DIN EN ISO 2060 [59].Испытания на растяжение смешанной гибридной пряжи CF / PA 6.6 и сложенной пряжи GF / PA 6.6 были проведены в соответствии со стандартом ISO 3341 [60]. В то время как сложенная пряжа из GF / PA 6.6 показала линейное эластичное поведение (а), смешанная гибридная пряжа из CF / PA 6.6 показала нелинейное эластичное поведение при малых деформациях. Далее следует линейная упругая зона (б). Этот эффект гибридной пряжи вызван волнистостью волокон обоих компонентов, которые были раскрыты и смешаны в процессе текстурирования внутри блока воздушной струи.Это было необходимо для достижения однородного смешивания двух компонентов [4]. Свойства пряжи приведены в.
Этот эффект гибридной пряжи вызван волнистостью волокон обоих компонентов, которые были раскрыты и смешаны в процессе текстурирования внутри блока воздушной струи.Это было необходимо для достижения однородного смешивания двух компонентов [4]. Свойства пряжи приведены в.
Кривые усилие-деформация ( a ) трикотажной пряжи из стекловолокна (GF) / полиамида (PA) 6,6 230 текс (10 образцов) и ( b ) армирующей пряжи из углеродного волокна (CF) / PA 6,6 1200 текс ( 40 образцов).
Таблица 1
| Параметр | Значение |
|---|---|
| Армирующая пряжа (смешанная гибридная пряжа и сложенная) | CF / PA 6.6 (4 × 300 текс) |
| Модуль упругости армирующей пряжи [ГПа] | 59,3 ± 17,7 |
| Деформация разрушения армирующей пряжи [%] | 1,00 ± 0,15 |
| Вязальная пряжа пряжа) | GF (2 x 68 текс) / PA 6,6 (94 текс) |
| Модуль упругости вязальной пряжи [ГПа] | 71,9 ± 6,38 |
| Деформация разрушения вязальной пряжи [%] | 2,69 ± 0,14 |
2.
 2. Производство тканей
2. Производство тканей
Двухосные армированные уточным трикотажем были изготовлены на модифицированной плоской вязальной машине Aries 3D (Steiger Participations Sa., Вионнац, Швейцария). Машина имеет дополнительные направляющие системы для армирования пряжи [6]. Путем настройки параметров процесса на вязальной машине, а именно длины вязальной петли, скорости вязания и скорости вытягивания ткани, были изготовлены два варианта тканей. Плотность армирующей пряжи изменялась в направлении утка, в то время как она была постоянной в направлении основы.Конфигурации тканей показаны на.
Таблица 2
Конфигурация двух вариантов ткани.
90ft| Параметр | Единица | Вариант 1 | Вариант 2 |
|---|---|---|---|
| Плотность основной пряжи | пряжа / 100 мм | 28 | 28 |
| Плотность пряжи 90ft мм | 28 | 41 | |
| Длина вязальной петли | мм | 14. 4 ± 0,5 4 ± 0,5 | 13,4 ± 0,5 |
| Удельная масса ткани | г / м 2 | 824,2 ± 45,7 | 1198,8 ± 28,6 |
| Толщина ткани | 2,2 ± 0,08 | 2,63 ± 0,15 |
Изображения тканей представлены в, где показаны пряжи 10 на 10 в тканях. Поскольку плотности утка и основы в варианте 1 равны друг другу, получается квадратная ткань.В варианте 2 плотность армирующих нитей в направлении утка была увеличена, так что элементарная ячейка 10 × 10 имела прямоугольную форму. Микроскопические изображения показывают больше информации о структуре ткани (). Армирующая пряжа в варианте 1 имеет эллиптическое поперечное сечение, тогда как в варианте 2 оно более круглое. Это объясняется большими силами взаимодействия между системой трикотажных нитей и системами армирующих нитей, что вызвано уменьшенной длиной петли в варианте. 2 при измерении в соответствии со стандартом DIN EN 14970 [61].Это явление также приводит к большей толщине и удельной массе поверхности варианта 2, как измерено в соответствии со стандартами ISO 5084 [62] и DIN EN 12127 [63], соответственно.
Микроскопические изображения показывают больше информации о структуре ткани (). Армирующая пряжа в варианте 1 имеет эллиптическое поперечное сечение, тогда как в варианте 2 оно более круглое. Это объясняется большими силами взаимодействия между системой трикотажных нитей и системами армирующих нитей, что вызвано уменьшенной длиной петли в варианте. 2 при измерении в соответствии со стандартом DIN EN 14970 [61].Это явление также приводит к большей толщине и удельной массе поверхности варианта 2, как измерено в соответствии со стандартами ISO 5084 [62] и DIN EN 12127 [63], соответственно.
Поверхность двуосно-армированного уточного трикотажа с 10 основными и 10 уточными нитями в одном масштабе.
Микроскопические изображения поперечного сечения ткани в направлениях основы и утка.
2.3. Тестирование ткани
Испытания ткани на растяжение проводили на машине для испытаний на растяжение Zwick Z100 (Zwick GmbH & Co.KG, Ульм, Германия) с номинальной нагрузкой до 100 кН в соответствии со стандартом DIN EN ISO 13934-1 [64]. Точность датчика силы на станке Zwick Z100 составляет 0,1%. Система оптической регистрации изменения длины (смещения) имеет точность 0,15%. Образцы имели длину 300 мм и ширину 50 мм, а расстояние между обоими зажимами составляло 200 мм. Плоские зажимы Demgen Vulkollan использовались в сочетании с пневматическим захватом при давлении 40 бар. Скорость испытания составляла 20 мм / мин.
Точность датчика силы на станке Zwick Z100 составляет 0,1%. Система оптической регистрации изменения длины (смещения) имеет точность 0,15%. Образцы имели длину 300 мм и ширину 50 мм, а расстояние между обоими зажимами составляло 200 мм. Плоские зажимы Demgen Vulkollan использовались в сочетании с пневматическим захватом при давлении 40 бар. Скорость испытания составляла 20 мм / мин.
Результаты тестов показаны на Рисунке 10.Прочность на разрыв в обоих вариантах одинакова в направлении основы, тогда как вариант 2 имеет значительно более высокую прочность на разрыв в направлении утка. Это следует за более высокой плотностью армирующей пряжи. Результаты испытания на растяжение показывают нелинейную характеристику поведения текстиля при растяжении. Первой причиной такого нелинейного поведения текстиля является тот факт, что армирующая пряжа ведет себя нелинейно, как упоминалось выше. Другая причина — волнистость армирующей пряжи в структуре из-за взаимодействия с трикотажной пряжей.
Таблица 3
Результаты экспериментальных испытаний двух вариантов ткани.
50
178 ± 14 9050| Параметр | Единица | Направление | Вариант 1 | Вариант 2 | ||||
|---|---|---|---|---|---|---|---|---|
| Макс. растягивающее усилие | Н | основа | 5820 ± 461 | 5800 ± 367 | ||||
| уток | 5744 ± 354 | 7332 ± 380 | ||||||
| Деформация разрушения | 950950 | 310% | 106 ± 0,3 | 1,6 ± 0,1 | ||||
| уток | 1,6 ± 0,2 | 1,6 ± 0,2 | ||||||
| Длина вылета | мм | основы | 171 ± 51 | 9050 | ||||
| 151 ± 15 | 194 ± 8 | |||||||
| Жесткость консольного изгиба на единицу ширины | Нсм 2 | основа | 2,53 x 10 3 | 4,14107 x 10 | 4,1410201 90 футов | 1. 74 x 10 3 74 x 10 3 | 5,36 x 10 3 |
Сопротивление ткани сдвигу измерялось с помощью теста рамки изображения с эталонной поверхностью ткани 200 x 200 мм 2 (a). Общий размер ткани составил 300 × 300 мм 2 . Рамка для картины была сконструирована в соответствии с работой Ораваттанасрикула [65], который использует иглы вдоль стороны рамки для фиксации ткани. Рамка для картины была прикреплена к испытательной машине Zwick на растяжение с номинальной нагрузкой 2.5 кН. Сила сдвига измерялась датчиком, который крепился рядом с верхним зажимом машины для испытания на растяжение. Датчик силы этой машины Zwick также имеет точность 0,1%. Также регистрировалось расстояние перемещения верхнего зажима и рассчитывался угол сдвига согласно [9]:
γ = π2−2cos − 1 (2L + d2L)
(1)
где γ (рад) — угол сдвига, L (мм) — длина стороны рамы (здесь 200 мм), а d (мм) — текущее расстояние перемещения верхнего зажима. Кроме того, 3D-сканер Artec Eva компании Artec3D (город Люксембург, Люксембург) использовался для сканирования складок вне плоскости на текстиле в позиции с углом сдвига 40 °. 3D-сканер Artec Eva имеет точность 3D-точки до 0,1 мм. Сила сдвига нанесена на график зависимости от рассчитанного угла сдвига на рисунке 11. Поведение сопротивления сдвигу демонстрирует нелинейные характеристики. При том же угле сдвига вариант 2 требует значительно меньшего усилия, чем вариант 1. Это можно объяснить разными силами взаимодействия между трикотажными и армирующими нитями двух вариантов ткани, как следствие разной длины вязальной петли и плотности армирующей пряжи.Результаты 3D-сканера показывают четкое формирование морщин, их форму и отклонение ткани от плоскости (рисунки 12 и 13).
Кроме того, 3D-сканер Artec Eva компании Artec3D (город Люксембург, Люксембург) использовался для сканирования складок вне плоскости на текстиле в позиции с углом сдвига 40 °. 3D-сканер Artec Eva имеет точность 3D-точки до 0,1 мм. Сила сдвига нанесена на график зависимости от рассчитанного угла сдвига на рисунке 11. Поведение сопротивления сдвигу демонстрирует нелинейные характеристики. При том же угле сдвига вариант 2 требует значительно меньшего усилия, чем вариант 1. Это можно объяснить разными силами взаимодействия между трикотажными и армирующими нитями двух вариантов ткани, как следствие разной длины вязальной петли и плотности армирующей пряжи.Результаты 3D-сканера показывают четкое формирование морщин, их форму и отклонение ткани от плоскости (рисунки 12 и 13).
( a ) Растяжной станок с рамкой для рисунка 200 × 200 мм 2 . ( b ) Консольная испытательная машина. ( c ) Принцип испытания на трение.
Прочность тканей на изгиб вне плоскости была проверена на консольной машине для испытаний на изгиб ACPM 200 немецкого производителя Cetex в соответствии со стандартом DIN 53362 [66]. Конфигурация теста показана в b. Текстильная полоса шириной 50 мм автоматически проталкивалась через край до тех пор, пока лазерная система не обнаружила взаимодействие свободного конца ткани с плоскостью, ориентированной под 41,5 ° к горизонтали. Регистрировали длину свеса и рассчитывали жесткость на изгиб на единицу ширины как [67]
Конфигурация теста показана в b. Текстильная полоса шириной 50 мм автоматически проталкивалась через край до тех пор, пока лазерная система не обнаружила взаимодействие свободного конца ткани с плоскостью, ориентированной под 41,5 ° к горизонтали. Регистрировали длину свеса и рассчитывали жесткость на изгиб на единицу ширины как [67]
с B (cNcm 2 ) в качестве жесткости на изгиб на единицу ширины, г в качестве ускорения свободного падения [см / с 2 ], м (г) в качестве массы образца текстильной полосы, l (см) как длина текстильного образца, здесь 30 см, и l o (см) как длина свеса.Результаты испытаний показали, что вариант ткани 2 (24 образца) имеет большую жесткость на изгиб в обоих направлениях, чем первый вариант (25 образцов), см.
Другой важный параметр для моделирования процесса обкладывания — коэффициент трения (статический и кинетический) между текстильными тканями и металлическим формовочным инструментом, а именно штампом, держателями заготовок и охватывающим инструментом. Для определения этих коэффициентов трения были проведены испытания на машине для испытаний на двухосное растяжение (Zwick GmbH & Co.KG, Ульм, Германия) номинальной нагрузкой 100 кН и двумя парами перпендикулярных осей. Принцип испытания показан в c. Текстильная полоса размером 200 × 50 мм 2 зажималась между парой металлических прижимов (изготовленных из высоколегированной стали для сквозной закалки 1.2379) размером 150 × 50 мм 2 . Текстильная полоса прижималась парой металлических прижимных приспособлений на одном конце с усилием F Н = 2000 Н. Другой конец текстильной полосы зажимался, и текстильный материал растягивался в продольном направлении.Тяговое усилие F R было зарегистрировано во время испытания и использовано для расчета коэффициента трения следующим образом.
Сила статического трения больше, чем тянущая сила F R в начале теста, поэтому текстильная полоса не движется. Когда сила натяжения преодолевает статическое трение, текстильная полоса начинает скользить между зажимами, и сила трения может уменьшаться, определяя кинетическое трение. В этом случае коэффициенты статического и кинетического трения оказались почти равными (Рисунок 16), так что входные параметры модели для обоих одинаковы.Коэффициент трения 0,15 (± 0,01) был определен для обоих вариантов ткани.
В этом случае коэффициенты статического и кинетического трения оказались почти равными (Рисунок 16), так что входные параметры модели для обоих одинаковы.Коэффициент трения 0,15 (± 0,01) был определен для обоих вариантов ткани.
3. Моделирование биаксиальных тканей, связанных утком
Текстильная структура моделировалась на двух разных уровнях: макроуровне и мезомасштабе. Макромодель основана на модели Döbrich et al. [12], где текстиль рассматривался как континуум. Ткань была смоделирована в LS-DYNA с использованием 4-узловых элементов оболочки. Поведение тканей было зафиксировано с использованием ламината с тремя интегрирующими слоями.Это позволило разделить описание жесткости на растяжение и изгиб, а также правильно описать механическое поведение ткани. Дополнительный критерий разрушения был определен через ограничение деформации элемента оболочки. Предельная деформация в точке разрушения была взята из экспериментальных данных испытания текстильных полос, как показано на фиг. 10. Любые элементы, которые превышали это ограничение деформации в любом направлении, автоматически удалялись. Поскольку углеродное волокно является хрупким, такое поведение считается реалистичным для моделирования разрушения материала.Поведение текстиля при растяжении и сдвиге моделировалось с использованием кривых напряжение-деформация испытаний на растяжение и сдвиг в качестве входных параметров. Нелинейные кривые были реализованы как измеренные пары значений деформации и напряжения. Оболочечные элементы квадратного размера (соотношение сторон 1) использовались в моделях для обоих вариантов ткани, несмотря на разную плотность армирующей пряжи в направлении утка. Размер элемента, использованный для моделирования, был определен в результате анализа чувствительности.
10. Любые элементы, которые превышали это ограничение деформации в любом направлении, автоматически удалялись. Поскольку углеродное волокно является хрупким, такое поведение считается реалистичным для моделирования разрушения материала.Поведение текстиля при растяжении и сдвиге моделировалось с использованием кривых напряжение-деформация испытаний на растяжение и сдвиг в качестве входных параметров. Нелинейные кривые были реализованы как измеренные пары значений деформации и напряжения. Оболочечные элементы квадратного размера (соотношение сторон 1) использовались в моделях для обоих вариантов ткани, несмотря на разную плотность армирующей пряжи в направлении утка. Размер элемента, использованный для моделирования, был определен в результате анализа чувствительности.
Несмотря на свою простоту, макромасштабная модель может описывать большинство механизмов формования.Однако для формирования композитных компонентов сложной геометрии требуется более высокая степень объективности. Подход с механикой сплошной среды сталкивается с трудностями при описании некоторых важных явлений, таких как проскальзывание волокон и жесткость волокон на изгиб [68]. Фактически, текстильные структуры в целом дискретны и состоят из более мелких элементов, а именно пряжи, которые скреплены вместе в текстильной структуре своей структурной конфигурацией.Эта архитектура допускает относительное движение между нитями, которое можно описать только с помощью дискретных подходов МКЭ.
Фактически, текстильные структуры в целом дискретны и состоят из более мелких элементов, а именно пряжи, которые скреплены вместе в текстильной структуре своей структурной конфигурацией.Эта архитектура допускает относительное движение между нитями, которое можно описать только с помощью дискретных подходов МКЭ.
Метод балочных элементов, первоначально представленный в [45], был улучшен для моделирования двухосных армированных уточных трикотажных тканей на мезомасштабе. Чтобы затраты на вычисления оставались доступными, для представления каждой пряжи использовалась только одна цепочка балочных элементов. Этот дискретный подход позволяет не только описать проскальзывание нитей и жесткость волокон при изгибе, но также делает возможным разрушение на уровне пряжи за счет ограничения деформации элемента балки.Разрушение вязальной пряжи и армирующей пряжи можно наблюдать отдельно. Балки были смоделированы с упрощенными круглыми поперечными сечениями с риском снижения точности модели при описании контакта пряжи с поверхностью пряжи. Линейная модель упругого материала использовалась для армирующей и трикотажной пряжи [69]. Геометрия вязальной пряжи моделировалась математическими уравнениями Чоя и Ло [70]. Длина петли вязальной пряжи для каждого варианта ткани может быть точно адаптирована.Простая линейная модель эластичного материала хорошо подходит для вязальной пряжи. Предполагается, что армирующая пряжа имеет волнистость только в осевом направлении гармоническим образом. Несмотря на линейно-упругую модель, нелинейное растяжение армирующих нитей можно частично описать с помощью волнистости пучковой цепи. Вместо использования формулировки результирующей балки Беличко – Швера, как в [45], которая позволяет произвольно устанавливать жесткость на изгиб элемента балки, была применена формулировка балки Хьюза – Лю с интегрированием поперечного сечения.Жесткость на изгиб была настроена путем определения с помощью правил интегрирования толщины для элемента балки и не зависела от поведения при растяжении [71,72]. В мезомасштабных моделях расстояние между цепями элементов балки было идентично расстоянию между армирующими нитями в реальных тканях ().
Линейная модель упругого материала использовалась для армирующей и трикотажной пряжи [69]. Геометрия вязальной пряжи моделировалась математическими уравнениями Чоя и Ло [70]. Длина петли вязальной пряжи для каждого варианта ткани может быть точно адаптирована.Простая линейная модель эластичного материала хорошо подходит для вязальной пряжи. Предполагается, что армирующая пряжа имеет волнистость только в осевом направлении гармоническим образом. Несмотря на линейно-упругую модель, нелинейное растяжение армирующих нитей можно частично описать с помощью волнистости пучковой цепи. Вместо использования формулировки результирующей балки Беличко – Швера, как в [45], которая позволяет произвольно устанавливать жесткость на изгиб элемента балки, была применена формулировка балки Хьюза – Лю с интегрированием поперечного сечения.Жесткость на изгиб была настроена путем определения с помощью правил интегрирования толщины для элемента балки и не зависела от поведения при растяжении [71,72]. В мезомасштабных моделях расстояние между цепями элементов балки было идентично расстоянию между армирующими нитями в реальных тканях (). Балочные элементы, представляющие собой армирующие нити, имели одинаковый диаметр для обоих вариантов ткани (0,75 мм). Размер элементов, используемых для моделирования, был определен при анализе чувствительности.Анализ чувствительности показывает, что приращение элементов не улучшает результаты моделирования.
Балочные элементы, представляющие собой армирующие нити, имели одинаковый диаметр для обоих вариантов ткани (0,75 мм). Размер элементов, используемых для моделирования, был определен при анализе чувствительности.Анализ чувствительности показывает, что приращение элементов не улучшает результаты моделирования.
Сравнение мезомасштабных моделей двух вариантов ткани с 10 основными и 10 уточными армирующими нитями в одном масштабе, оба варианта имеют одинаковый рисунок, но с разной плотностью (сравните с): ( a ) Вариант 1; ( b ) вариант 2.
Модели использовались при моделировании физических испытаний текстиля. Эти виртуальные тесты материалов помогают проверить и настроить механическое поведение моделей материалов, которые используются при моделировании.Эти виртуальные тесты подтверждают пригодность моделей материалов и их настроек для дальнейшего анализа при моделировании формования. Испытание на растяжение, испытание на изгиб кантилевера, испытание на рамку для изображения и испытание на трение были смоделированы с помощью макро- и мезомасштабных моделей. Моделирование проводилось с помощью программного обеспечения LS-DYNA (Livermore Software Technology Corporation, Ливермор, Калифорния, США) с использованием явного анализа. Нелинейность материала, геометрии, граничных условий и контактной формулировки моделей ограничивала использование неявного анализа.Методы моделирования не зависят от программного обеспечения.
Моделирование проводилось с помощью программного обеспечения LS-DYNA (Livermore Software Technology Corporation, Ливермор, Калифорния, США) с использованием явного анализа. Нелинейность материала, геометрии, граничных условий и контактной формулировки моделей ограничивала использование неявного анализа.Методы моделирования не зависят от программного обеспечения.
4. Результаты моделирования
При моделировании испытания ткани на растяжение ткань закреплялась на одном конце, а другой конец тянули до разрушения. показывает результирующее напряжение макромасштабной модели элемента оболочки в направлении утка (направление y) в варианте 1 (а) и варианте 2 (б). Хотя макромодель варианта 2 имеет более высокую максимальную растягивающую силу, она имеет более низкое напряжение из-за большей толщины. Это объясняется расчетом кривой «напряжение-деформация», в которой напряжение — это сила растяжения, деленная на площадь поперечного сечения.c, d показывает осевые силы внутри балочных элементов мезомасштабной модели незадолго до полного разрушения. Как видно на рисунках, элементы балки обоих вариантов имеют одинаковое значение осевой силы, но модель варианта 2 имеет значительно более высокую плотность цепочки балок, так что весь текстильный материал имеет более высокую прочность на разрыв. Так как в макромасштабной модели ткань считается континуумом, отдельные осевые силы внутри пряжи не наблюдаются, как в мезомасштабной модели, что может представлять интерес для дальнейших подробных исследований пряжи.
Как видно на рисунках, элементы балки обоих вариантов имеют одинаковое значение осевой силы, но модель варианта 2 имеет значительно более высокую плотность цепочки балок, так что весь текстильный материал имеет более высокую прочность на разрыв. Так как в макромасштабной модели ткань считается континуумом, отдельные осевые силы внутри пряжи не наблюдаются, как в мезомасштабной модели, что может представлять интерес для дальнейших подробных исследований пряжи.
Моделирование испытания на растяжение полосы текстильной ткани в направлении утка с помощью макромасштабной модели ( a ) варианта 1, ( b ) варианта 2 (представлено напряжение ткани в направлении утка) и с помощью мезомасштабной модели ( c ) вариант 1, ( d ) вариант 2 (представлена осевая сила пряжи).
дает сравнение кривых «сила-деформация» между экспериментами и моделированием для обоих вариантов ткани в направлениях основы и утка. В целом, формулировка макромасштабной модели позволяет напрямую вводить измеренные кривые растяжения-деформации тканей отдельно в направлениях основы и утка [12]. Таким образом, результаты моделирования достаточно хорошо согласуются с экспериментальными данными. Балочные элементы в мезомасштабных моделях имеют линейную модель упругого материала, а волнистость цепочек балочных элементов была задана в предположении, что волнистость является гармонической и только вдоль направления армирования [45]. Это привело к хорошей точности смоделированных кривых растягивающее усилие – деформация с умеренным отклонением. Если нелинейное поведение при растяжении армирующих нитей (b) также можно правильно описать, результаты будут улучшены.Кривая зависимости силы от деформации для варианта ткани 1 в обоих направлениях и варианта ткани 2 в направлении основы практически идентична, при этом плотность армирующих нитей одинакова. Вариант ткани 2 имеет значительно более высокую прочность на разрыв в направлении утка, где плотность армирующих нитей выше (). Для макромасштабной модели входная кривая растяжения для варианта 2 в направлении утка была рассчитана на основе данных испытаний на растяжение. Результат макромасштабной модели хорошо согласуется с экспериментальными данными ().Напротив, параметры модели материала для элементов балки, представляющих армирующую пряжу, одинаковы для каждой модели. Однако плотность смоделированных цепочек балочных элементов варианта ткани 2 была увеличена, как и в реальной ткани (). Длина петли цепочек балочных элементов, представляющих трикотажные нити для варианта 2, была короче, как измерено на изготовленных образцах ткани.
Таким образом, результаты моделирования достаточно хорошо согласуются с экспериментальными данными. Балочные элементы в мезомасштабных моделях имеют линейную модель упругого материала, а волнистость цепочек балочных элементов была задана в предположении, что волнистость является гармонической и только вдоль направления армирования [45]. Это привело к хорошей точности смоделированных кривых растягивающее усилие – деформация с умеренным отклонением. Если нелинейное поведение при растяжении армирующих нитей (b) также можно правильно описать, результаты будут улучшены.Кривая зависимости силы от деформации для варианта ткани 1 в обоих направлениях и варианта ткани 2 в направлении основы практически идентична, при этом плотность армирующих нитей одинакова. Вариант ткани 2 имеет значительно более высокую прочность на разрыв в направлении утка, где плотность армирующих нитей выше (). Для макромасштабной модели входная кривая растяжения для варианта 2 в направлении утка была рассчитана на основе данных испытаний на растяжение. Результат макромасштабной модели хорошо согласуется с экспериментальными данными ().Напротив, параметры модели материала для элементов балки, представляющих армирующую пряжу, одинаковы для каждой модели. Однако плотность смоделированных цепочек балочных элементов варианта ткани 2 была увеличена, как и в реальной ткани (). Длина петли цепочек балочных элементов, представляющих трикотажные нити для варианта 2, была короче, как измерено на изготовленных образцах ткани.
Сравнение кривых растягивающее усилие-деформация между экспериментами и моделями (16 образцов варианта 1 в направлении основы, 9 образцов варианта 1 в направлении утка, 14 образцов варианта 2 в направлении основы и 10 образцов варианта 2 в направлении утка ).
Сопротивление ткани сдвигу имеет большое влияние на ее драпируемость. Имитация испытаний на раме изображения помогает проверить и настроить поведение моделей при сдвиге. Формулировка макромасштабной модели позволяет использовать кривые сдвиговой силы и угла сдвига из экспериментов для определения сдвигового поведения элементов оболочки в процессе формования. Поведение при сдвиге мезомасштабной модели вместо этого настраивается через коэффициент трения между элементами балки. Кривые сдвига отображаются в формате.Расчетные кривые силы сдвига и угла сдвига хорошо согласуются с результатами экспериментов для обеих моделей с умеренным отклонением. Формы морщин в эксперименте на одном репрезентативном образце, снятые с помощью 3D-сканера, также показывают согласие с моделированием (и). Расположение и высота морщин обычно предсказуемы с обеими доступными моделями с ограниченным отклонением.
Сравнение кривых силы сдвига и угла сдвига между моделированием и экспериментом ( a ) Варианта 1 (пять образцов) и ( b ) Варианта 2 (шесть образцов).
Оптическое сравнение размера складок на ткани варианта 1 при угле сдвига 40 °: ( a ) Один репрезентативный образец из экспериментальных испытаний, ( b ) результат моделирования на основе макромасштабной модели, ( c ) результат моделирования из мезомасштабной модели.
Оптическое сравнение размера складок на ткани варианта 2 при угле сдвига 40 °: ( a ) Один репрезентативный образец из экспериментальных испытаний, ( b ) результат моделирования на основе макромасштабной модели, ( c ) результат моделирования из мезомасштабной модели.
При тестовом моделировании кантилевера текстильная полоса была смоделирована с такой же длиной выступа, как определено в экспериментах. Модели с текстильными полосами уложены горизонтально с закрепленным одним концом. Ускорение свободного падения применялось постепенно в вертикальном направлении. Жесткость на изгиб текстильных моделей была настроена таким образом, что свободный конец текстильной полосы попадал в плоскость 41,5 ° [66,67], когда гравитационное ускорение было полностью приложено (). Макромасштабная модель элемента оболочки была сконфигурирована таким образом, что путем адаптации жесткости в плоскости каждого слоя внутри ламината (т.е.е., модули Юнга и толщина слоев) жесткость на изгиб элементов оболочки соответствовала действительности [12]. Жесткость на изгиб балочных элементов в мезомасштабной модели была установлена путем настройки точек интеграции в поперечном сечении элементов. В то время как макромасштабная модель позволяет подобрать жесткость тканей на изгиб в каждом направлении изгиба и на каждой стороне изгиба, мезомасштабная модель может соответствовать жесткости на изгиб только в каждом направлении изгиба, разделив интегральную формулировку балочных элементов в основе и направления утка.Посредством моделирования испытаний кантилевера, прочность на изгиб моделей гарантированно соответствует реальным тканям.
Вертикальное смещение ткани во время консольного испытания, рисунок, показывающий результаты моделирования макромасштабной модели ( a ) и ( b ) мезомасштабной модели для варианта ткани 1 в направлении основы.
В процессе формования взаимодействие между тканями и формовочными инструментами также влияет на окончательную трехмерную преформу. Приложив достаточные силы к держателю заготовки, дефекты формования могут быть подавлены [11].Величина трения, вызванного растягивающими силами в плоскости, линейно пропорциональна силе держателя заготовки и зависит от коэффициента трения между тканью и металлоформовочным инструментом. Следовательно, взаимодействие между текстильными моделями и формовочными инструментами при моделировании также должно быть проверено. Моделирование испытания на трение, которое представляет собой реальное испытание на машине для испытания на двухосное растяжение, было выполнено и использовано для проверки рецептуры контакта. Настройка этой имитационной модели показана на.Две жесткие пластины были смоделированы с элементами оболочки. Они представляют собой металлические прижимы и имеют те же размеры, что и настоящие прижимы, то есть 50 мм × 150 мм. Ткани моделировали между зажимами на макро- и мезоуровнях (). Входные параметры модели уже заданы в предыдущих исследованиях. В этом моделировании анализируется только контактный метод. Контактная формулировка была основана на штрафном подходе [71,72]. Метод штрафного контакта использует обычные интерфейсные пружины между всеми проникающими узлами участвующих контактных поверхностей.Следовательно, участвующие контактные поверхности могут слегка проникать друг в друга в зависимости от жесткости границы раздела, которая связывает взаимное проникновение с соответствующими силами реакции. Жесткость интерфейса имеет тот же порядок величины, что и жесткость элемента интерфейса, перпендикулярного границе раздела. Контактное усилие пропорционально глубине проникновения участвующих узлов в контакте. Вычислительные затраты на формулировку контакта пропорциональны качеству участвующих узлов во всей модели.Этот метод хорошо работал как для макро-, так и для мезомасштабных моделей и показал очень хорошее согласие с экспериментальными результатами (). Если давление на границе раздела становится большим, может произойти неприемлемое проникновение. Нет прямой возможности вывести проникновение в LS-DYNA. Однако контактное усилие можно проверить из выходной базы данных. Поскольку контактная жесткость известна, проникновение можно рассчитать. Установлено, что проникновение элементов (узлов) меньше максимальной деформации элементов при давлении 1 МПа.
Моделирование испытания на трение для варианта ткани 1 с макромасштабной моделью ( a ) и мезомасштабной моделью ( b ).
Сравнение кривых вытягивающего и вытягивающего сил между экспериментами и моделированием испытания на трение для варианта ткани 1.
Расчетная стоимость и количество элементов макромасштабных и мезомасштабных моделей для текстильного варианта 1 приведены в. В общем, мезомасштабная модель имеет значительно более высокую стоимость, чем макромасштабная модель. Вычислительные затраты растут экспоненциально из-за контактной формулы, стоимость которой экспоненциально пропорциональна количеству элементов.В зависимости от потребности приложения можно выбрать подходящую модель. Расчеты с макромасштабной моделью проводились на рабочей станции с процессором Intel i9-9900X (3,50 ГГц, Intel, Санта-Клара, Калифорния, США) с 20 логическими ядрами и 64 ГБ оперативной памяти. Моделирование с помощью мезомасштабной модели проводилось на высокопроизводительном вычислительном кластере, в котором использовался процессор Intel Sandy Bridge с 32 физическими ядрами (2,30 ГГц) и 8 ГБ ОЗУ на ядро.
Таблица 4
Расчетная стоимость макро- и мезомасштабных моделей для текстильного варианта 1.
994 Количество
10 элементов балки
| Моделирование | Макромасштабная модель | Мезомасштабная модель | |||||
|---|---|---|---|---|---|---|---|
| Вычислительные затраты (CPUh) | Число элементов оболочки | Вычислительные затраты (CPUh) | |||||
| Испытание полосы на растяжение | 0,067 | 440 | 4 | 34,636 | |||
| Тест рамки для изображения | 28 | 1600 | 204 | 40,12103 | 1610 | 1344 | 29,063 |
| Испытание на трение | 0.67 | 300 | 14 | 25,970 | |||
| Формовка с помощью Т-образных инструментов | 384 | 27,512 | 2016 | 237,192 | |||
9244 Моделирование Формирование модели:
. проведена для демонстрации практического применения разработанных моделей. Использовался набор формовочных инструментов со штампом Т-образной геометрии (). Текстильная ткань помещалась между держателем заготовки и охватывающим инструментом.Штамп сформировал из ткани охватывающий инструмент, в то время как держатель заготовки удерживал ткань. Были приложены две различные силы держателя заготовки: 0 Н (без держателя заготовки) и 100 Н. Результаты моделирования формования с макромоделями и мезомоделями для варианта 1 текстильной ткани показаны на рис. В целом результаты обеих моделей показывают согласие друг с другом с некоторыми отклонениями. Более крупные морщины были обнаружены с помощью моделирования в макро- и мезомасштабе, когда не применялись пустые держатели. Небольшие складки возникали по краям геометрической формы, когда сила держателя заготовки 100 Н была приложена во время формирования ткани.Эти морщины были обнаружены с использованием макромасштабной модели, в то время как результаты формирования мезомасштаба не показали значительных складок. С помощью макромасштабной модели можно наблюдать угол сдвига всего текстиля, в то время как мезомасштабная модель может дать более подробную информацию об осевой силе каждой отдельной пряжи. Контролируя осевое усилие каждой отдельной пряжи, можно спрогнозировать место с высоким риском повреждения пряжи и осуществить соответствующее вмешательство, например, регулировку силы держателя заготовки или использование сегментированных держателей заготовки.
Модель формовочного инструмента с Т-образной геометрией (стрелка, показывающая движение штампа).
Результаты моделирования формовки текстильного полотна вариант 1 Т-образными инструментами с макро- и мезомоделями при различных усилиях держателя заготовки.
6. Выводы
Были изготовлены и испытаны два типа двухосных уточных трикотажных полотен. Для этих тканей были разработаны два вида числовых моделей. Макромасштабная модель на основе элементов оболочки и ламината была создана для учета характеристик растяжения, сдвига и изгиба.Также был разработан дискретный подход, основанный на балочных элементах. Оба подхода могут воспроизводить механическое поведение тканей. С помощью виртуальных физических испытаний текстиля модели были проверены на все важные механические свойства. Макромасштабная модель требует умеренных вычислительных затрат, но большинство важных механизмов формования могут быть описаны с помощью такого подхода удовлетворительным образом. Когда требуется более высокий уровень описания, мезомасштабная модель может предложить некоторые более важные механизмы формирования, такие как скольжение пряжи, продольное изгибание пряжи в плоскости и вне плоскости, повреждение пряжи и образование зазоров.Однако это приводит к более высоким вычислительным затратам.
Как показано в этом исследовании, обе модели подходят для дальнейшего исследования процесса формовки и могут использоваться независимо, а также в комбинации. Формирование одного примера геометрии было показано с использованием макро- и мезомасштабных подходов к ткани. Сравнение численных результатов с реальными экспериментами по формованию предоставит больше информации о применимости модельных подходов. По мере того, как компьютерные технологии становятся более быстрыми и доступными благодаря достижениям в области информационных технологий, модели на основе пряжи или нитей могут более широко использоваться в исследованиях и в промышленности.Мультифиламентные модели наиболее близки к реальности. Однако использование филаментных моделей для крупномасштабного моделирования все еще ограничено. В нынешней тенденции исследования сосредоточены на расширении возможностей классической макромасштабной модели и улучшении методов дискретного моделирования. Например, улучшение сжимаемости балочного элемента может сделать мезомасштабную модель подходящей для исследований, где важно уплотнение, без дополнительных вычислительных затрат [73].
Благодарности
Вычисления были частично выполнены на системе HPC в Центре информационных услуг и высокопроизводительных вычислений (ZIH) в Техническом университете Дрездена.Авторы выражают признательность за финансирование открытого доступа Публикационным фондом Технического университета Дрездена.
Вклад авторов
Экспериментальные испытания, M.Q.P .; разработка модели, M.Q.P. и О.Д .; проверка модели, M.Q.P .; формальный анализ, M.Q.P., O.D., W.T. и T.G .; письмо — подготовка оригинального черновика, M.Q.P. и T.G .; написание — просмотр и редактирование, O.D., W.T., T.G. и C.C .; надзор, Т. и C.C .; привлечение финансирования, W.T., T.G. и C.C.
Финансирование
«Саксонский альянс материалов и ресурсосберегающих технологий» (AMARETO) финансируется Европейским союзом (Европейский фонд регионального развития) и Свободным государством Саксония.Авторы благодарят за финансовую поддержку.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Список литературы
1. Мазумдар С. Производство композитов: материалы, продукция и технология производства. CRC Press; Бока-Ратон, Флорида, США: 2001. [Google Scholar] 2. Шериф К., редактор. Текстильные материалы для легких конструкций. Springer; Берлин / Гейдельберг, Германия: 2016 г. [CrossRef] [Google Scholar] 3. Гользар М., Брюниг Х., Мэдер Э. Соотношение диаметров смешанной гибридной пряжи в непрерывных армированных волокном термопластичных композитах.J. Thermoplast. Compos. Mater. 2007. 20: 17–26. DOI: 10.1177 / 0892705707068069. [CrossRef] [Google Scholar] 4. Hasan M.M.B., Staiger E., Ashir M., Cherif C. Разработка комбинированной пряжи из углеродного волокна и полиамида 6,6 для термопластичных композитов, армированных текстилем. J. Thermoplast. Compos. Mater. 2015; 28: 1708–1724. DOI: 10.1177 / 0892705715604677. [CrossRef] [Google Scholar] 5. Абунаим М., Дистел О., Хоффманн Г., Шериф С. Высококачественный термопластический композит из плоской трикотажной многослойной текстильной преформы с использованием гибридной пряжи.Compos. Sci. Technol. 2011; 71: 511–519. DOI: 10.1016 / j.compscitech.2010.12.029. [CrossRef] [Google Scholar] 6. Trümper W. Текстильные материалы для легких конструкций. Springer; Берлин / Гейдельберг, Германия: 2016. Уточные полуфабрикаты и методы уточного вязания; С. 213–250. [CrossRef] [Google Scholar] 7. Трумпер В., Лин Х., Каллин Т., Болленжье К., Шериф С., Кшивински С. Серия конференций IOP: Материаловедение и инженерия. Том 141. Издательство IOP; Бристоль, Великобритания: 2016. Последние разработки в технологии многослойного плоского вязания для безотходного производства трехмерных армирующих конструкций сложной формы для композитов; п.012015. [CrossRef] [Google Scholar] 8. Хасани Х., Хасанзаде С., Абгари М.Дж., Омрани Э. Двухосные ткани с утком в качестве композитного армирования: обзор. J. Ind. Text. 2017: 1439–1473. DOI: 10.1177 / 1528083715624256. [CrossRef] [Google Scholar] 9. Гереке Т., Добрих О., Хюбнер М., Шериф К. Экспериментальное и вычислительное формирование композитного текстильного армирования: обзор. Compos. Часть А Прил. Sci. Manuf. 2013; 46: 1–10. DOI: 10.1016 / j.compositesa.2012.10.004. [CrossRef] [Google Scholar] 10. Носрат Незами Ф., Гереке Т., Шериф С. Анализ механизмов взаимодействия при формировании многослойных углеродных тканых материалов для композитных приложений. Compos. Часть А Прил. Sci. Manuf. 2016; 84: 406–416. DOI: 10.1016 / j.compositesa.2016.02.023. [CrossRef] [Google Scholar] 11. Носрат Незами Ф., Гереке Т., Шериф С. Манипуляции с активным формованием композитной арматуры для подавления дефектов формовки. Compos. Часть А Прил. Sci. Manuf. 2017; 99: 94–101. DOI: 10.1016 / j.compositesa.2017.04.011. [CrossRef] [Google Scholar] 12.Добрич О., Гереке Т., Дистел О., Кшивински С., Шериф С. Разделение изгибного поведения и мембранных свойств конечных элементов оболочки для правильного описания механического поведения текстиля с ламинатной рецептурой. J. Ind. Text. 2014; 44: 70–84. DOI: 10.1177 / 1528083713477442. [CrossRef] [Google Scholar] 13. Буасс П., Хамила Н., Гусман-Мальдонадо Э., Мадео А., Хивет Г., Делль’Исола Ф. Испытание на растяжение смещения для анализа свойств сдвига в плоскости текстильных композитных армирующих материалов и препрегов: обзор .Int. J. Mater. Форма. 2017; 10: 473–492. DOI: 10.1007 / s12289-016-1294-7. [CrossRef] [Google Scholar] 14. Ламерс Э.А.Д. Кандидат наук. Тезис. Университет Твенте; Энсхеде, Нидерланды: 2004. Искажения формы в композитных изделиях, армированных тканью, из-за переориентации волокон, вызванной технологией. [Google Scholar] 15. Вийскамп С., Ламерс Э.А.Д., Аккерман Р. FRC 2000 — Композиты для тысячелетия. Издательство Woodhead Publishing; Состон, Великобритания: 2014. Влияние внеплоскостных свойств на искажения композитных панелей; стр.361–368. [CrossRef] [Google Scholar] 16. Эрол О., Пауэрс Б., Киф М. Новый подход к исследованию влияния мезомасштабной структуры пряжи на плоскостную механическую реакцию тканых моноволоконных текстильных материалов с помощью численного моделирования экспериментов. Мех. Adv. Mater. Struct. 2018; 25: 548–558. DOI: 10.1080 / 15376494.2017.1280203. [CrossRef] [Google Scholar] 17. Тран П., Нго Т., Ян Э.С., Мендис П., Хамфрис В. Влияние архитектуры на баллистическое сопротивление текстильных тканей: численное исследование. Int. Дж.Повредить мех. 2014. 23: 359–376. DOI: 10.1177 / 1056789513495246. [CrossRef] [Google Scholar] 18. Груичич М., Белл В.С., Аракере Г., Хе Т., Се Х., Чизман Б.А. Разработка мезомасштабной модели материала для баллистической ткани и ее использование в системах защиты гибкой брони. J. Mater. Англ. Выполнять. 2010; 19: 22–39. DOI: 10.1007 / s11665-009-9419-5. [CrossRef] [Google Scholar] 19. Хюбнер М., Штайгер Э., Кюхлер К., Гереке Т., Шериф К. Моделирование композитных конструкций из лоскутного тканого материала под действием растягивающей нагрузки.Tekstilec. 2016; 59: 175–181. DOI: 10.14502 / Tekstilec2016.59.175-181. [CrossRef] [Google Scholar] 20. Гереке Т., Добрич О., Малик С.А., Коджаман Р.Т., Айбибу Д., Шмидт К., Антонюк С., Риппергер С., Шериф К. Серия конференций IOP: Материаловедение и инженерия. Том 460. Издательство IOP; Бристоль, Великобритания: 2018. Численное моделирование на микромасштабах механической нагрузки тканых материалов, оснащенных частицами. [CrossRef] [Google Scholar] 21. Добрич О., Гереке Т., Шериф К. Моделирование текстильных композитных арматурных элементов в микромасштабе.Autex Res. J. 2014; 14: 28–33. DOI: 10.2478 / v10304-012-0047-z. [CrossRef] [Google Scholar] 22. Нилакантан Г., Киф М., Богетти Т.А., Адкинсон Р., Гиллеспи Дж. О конечноэлементном анализе воздействия тканого материала с использованием методов многомасштабного моделирования. Int. J. Solids Struct. 2010; 47: 2300–2315. DOI: 10.1016 / j.ijsolstr.2010.04.029. [CrossRef] [Google Scholar] 23. Буасс П., Гассер А., Хивет Г. Анализ поведения ткани при растяжении: определение двухосных поверхностей при растяжении-деформации и их использование при моделировании формования.Compos. Часть А Прил. Sci. Manuf. 2001; 32: 1395–1414. DOI: 10.1016 / S1359-835X (01) 00039-2. [CrossRef] [Google Scholar] 24. Cherouat A., Billoët J.L. Механическое и численное моделирование процессов производства композитов с глубокой вытяжкой и укладкой тонких предварительно пропитанных тканых материалов. J. Mater. Процесс. Technol. 2001. 118: 460–471. DOI: 10.1016 / S0924-0136 (01) 00987-6. [CrossRef] [Google Scholar] 25. Лин Х., Ван Дж., Лонг А.С., Клиффорд М.Дж., Харрисон П. Прогностическое моделирование для оптимизации формовки текстильных композитов.Compos. Sci. Technol. 2007. 67: 3242–3252. DOI: 10.1016 / j.compscitech.2007.03.040. [CrossRef] [Google Scholar] 26. Хан М.А., Мабруки Т., Видаль-Салле Э., Буасс П. Численный и экспериментальный анализ тканой композитной арматуры, формируемой с использованием гипоупругого поведения. Применение к тесту двойного купола. J. Mater. Процесс. Technol. 2010; 210: 378–388. DOI: 10.1016 / j.jmatprotec.2009.09.027. [CrossRef] [Google Scholar] 27. Хамила Н., Ван П., Видаль-Салле Э., Буасс П. Материалы конференции AIP.Том 1353. AIP; Колледж-Парк, Мэриленд, США: 2011. Моделирование деформирования и образования складок на текстильном композитном армировании; С. 942–947. [CrossRef] [Google Scholar] 28. Gelin J.C., Cherouat A., Boisse P., Sabhi H. Производство тонких композитных структур с помощью процесса RTM: численное моделирование операции формовки. Compos. Sci. Technol. 1996; 56: 711–718. DOI: 10.1016 / 0266-3538 (96) 00011-5. [CrossRef] [Google Scholar] 29. Хамила Н., Буасс П. Моделирование драпировки текстильной композитной арматуры с использованием нового полудискретного трехузлового конечного элемента.Compos. Часть B Eng. 2008; 39: 999–1010. DOI: 10.1016 / j.compositesb.2007.11.008. [CrossRef] [Google Scholar] 30. Хюбнер М., Роше Дж. Э., Аллауи С., Хивет Г., Гереке Т., Шериф К. Исследования с использованием моделирования свойств драпировки трехмерных тканых тканей, изготовленных из смешанных нитей. Int. J. Mater. Форма. 2016; 9: 591–599. DOI: 10.1007 / s12289-015-1245-8. [CrossRef] [Google Scholar] 31. Гереке Т., Шериф К. Обзор численных моделей для трехмерной тканой композитной арматуры. Compos. Struct. 2019: 60–66. DOI: 10.1016 / j.compstruct.2018.10.085. [CrossRef] [Google Scholar] 32. Хан К.А., Умер Р. Моделирование реакции вязкоупругого уплотнения трехмерных тканых материалов для процессов формования жидких композитов. J. Reinf. Пласт. Compos. 2017; 36 DOI: 10,1177 / 0731684417707263. [CrossRef] [Google Scholar] 33. Цзэн Х., Браун Л.П., Эндрувейт А., Матвеев М., Лонг А.С. Геометрическое моделирование трехмерной тканой арматуры для полимерных композитов: прогнозирование проницаемости ткани и механических свойств композитов. Compos. Часть А Прил.Sci. Manuf. 2014; 56: 150–160. DOI: 10.1016 / j.compositesa.2013.10.004. [CrossRef] [Google Scholar] 34. Цзэн Х., Браун Л.П., Эндрувейт А., Лонг А.С. Расширенное геометрическое моделирование трехмерных тканых армирующих материалов в полимерных композитах: обработка и анализ производительности; Труды Четвертой Всемирной конференции по 3D-тканям и их приложениям; Ахен, Германия. 10–11 сентября 2012 г. [Google Scholar] 35. Ян X. Динамическое моделирование процесса трехмерного плетения. J. Chem. Инф. Модель. 2015; 53: 160. DOI: 10.1017 / CBO9781107415324.004. [CrossRef] [Google Scholar] 36. Russcher L., Lamers E., Dufour C., Boussu F., Wang P., Soulat D. Моделирование микроструктуры многослойных тканых материалов; Материалы 13-й Всемирной текстильной конференции AUTEX; Дрезден, Германия. 22–24 мая 2013 г. [Google Scholar] 37. Воробьев О., Бишофф Т., Тульке А. Моделирование микромезо-драпировки без обжимных тканей; Материалы 10-й Европейской конференции LS-DYNA; Вюрцбург, Германия. 15–17 июня 2015 г. [Google Scholar] 38. Демиркан О., Ашибе С., Косуи Т., Накаи А.Моделирование свойств при растяжении и изгибе биаксиальных уточных трикотажных композитов. Sci. Англ. Compos. Mater. 2015; 22: 303–313. DOI: 10.1515 / сек-2013-0274. [CrossRef] [Google Scholar] 39. Духович М., Бхаттачарья Д. Моделирование механизмов деформации трикотажных композиционных материалов. Compos. Часть А Прил. Sci. Manuf. 2006; 37: 1897–1915. DOI: 10.1016 / j.compositesa.2005.12.029. [CrossRef] [Google Scholar] 40. Абгари М.Дж., Хасани Х., Недушан Р.Дж. Численное моделирование поведения при растяжении трикотажных тканей в рубчик 1 × 1 с использованием новой геометрической модели.Волокна Polym. 2016; 17: 795–800. DOI: 10.1007 / s12221-016-5791-6. [CrossRef] [Google Scholar] 41. Ломов С.В. Композитное армирование для оптимальной производительности. Издательство Woodhead Publishing; Состон, Великобритания: 2011. Моделирование геометрии текстильного армирования композитов: WiseTex; С. 200–238. [CrossRef] [Google Scholar] 42. Weeger O., Sakhaei A.H., Tan Y.Y., Quek Y.H., Lee T.L., Yeung S.K., Kaijima S., Dunn M.L. Нелинейное многомасштабное моделирование, имитация и проверка трехмерного трикотажного текстиля. Appl. Compos.Mater. 2018; 25: 797–810. DOI: 10.1007 / s10443-018-9702-4. [CrossRef] [Google Scholar] 43. Де Араужо М., Фангейро Р., Хонг Х. Б. Моделирование и моделирование механического поведения уточных трикотажных тканей для технических приложений: Часть I: Общие соображения и экспериментальный анализ. Autex Res. J. 2003; 3: 111–123. [Google Scholar] 44. Хессами Р., Язди А.А., Мазиди А. Исследование поведения при растяжении и изгибе двухосного и ребристого 1 × 1 связанного утком композитного материала с использованием экспериментальных испытаний и многомасштабного конечно-элементного моделирования.J. Compos. Mater. 2019; 53: 3201–3215. DOI: 10.1177 / 0021998319839855. [CrossRef] [Google Scholar] 45. Фам М.К., Добрих О., Мерш Дж., Гереке Т., Шериф К. Серия конференций IOP: Материаловедение и инженерия. Том 406. Издательство IOP; Бристоль, Великобритания: 2018. Мезомасштабная модель процесса формования двуосных армированных уточных трикотажных тканей. [CrossRef] [Google Scholar] 46. Динь Т.Д., Вигер О., Кайдзима С., Юнг С.К. Прогнозирование механических свойств трикотажных тканей при нагрузке на растяжение и сдвиг: мезомасштабный анализ с использованием репрезентативных элементарных ячеек и его проверка.Compos. Часть B Eng. 2018; 148: 81–92. DOI: 10.1016 / j.compositesb.2018.04.052. [CrossRef] [Google Scholar] 47. Шекарчизаде Н., Абеди М.М., Джафари Недоушан Р. Прогнозирование упругого поведения композитов, связанных утком. J. Reinf. Пласт. Compos. 2016; 35: 1613–1622. DOI: 10.1177 / 0731684416661639. [CrossRef] [Google Scholar] 48. Ху Дж., Цзян Ю. Моделирование формуемости многоосных основовязаных трикотажных полотен на полушарии. Compos. Часть А Прил. Sci. Manuf. 2002; 33: 725–734. DOI: 10.1016 / S1359-835X (02) 00008-8.[CrossRef] [Google Scholar] 49. Де Араужо М., Фангейро Р., Хонг Х. Моделирование и моделирование механического поведения уточных трикотажных тканей для технических приложений. Часть IV: 3D-модель МКЭ с сеткой из тетраэдрических элементов. Autex Res. J. 2004; 4: 72–80. [Google Scholar] 50. Де Араужо М., Фангейро Р., Хонг Х. Моделирование и моделирование механического поведения уточных трикотажных тканей для технических приложений: Часть II: 3D-модель, основанная на теории эластичности. Autex Res. J. 2003; 4: 166–172. [Google Scholar] 51.Де Араужо М., Фангейро Р., Хонг Х. Моделирование и моделирование механического поведения уточных трикотажных тканей для технических приложений: Часть III: 2D-гексагональная модель FEA с нелинейными элементами фермы. Autex Res. J. 2004; 4: 25–32. [Google Scholar] 52. Де Араужо М., Фангейро Р., Ху Х. Достижения в технологии вязания. Издательство Woodhead Publishing; Состон, Великобритания: 2011. Уточно-вязаные конструкции для промышленного применения; С. 136–170. [CrossRef] [Google Scholar] 53. Хамеди С., Хасани Х., Дибаджян С.Х. Численное моделирование изгибных свойств трехмерных композитных материалов, армированных прокладочной тканью.J. Compos. Mater. 2017; 51: 1887–1899. DOI: 10.1177 / 0021998316665240. [CrossRef] [Google Scholar] 54. Дуссер Г., Балеа Л., Бернхарт Г. Прогнозирование упругих свойств трикотажного композита с инкрустированной пряжей, подвергнутой растяжению: сопряженная полуаналитическая модель. Compos. Часть А Прил. Sci. Manuf. 2014; 64: 185–193. DOI: 10.1016 / j.compositesa.2014.05.007. [CrossRef] [Google Scholar] 55. Ивата А., Иноуэ Т., Науар Н., Буасс П., Ломов С.В. Комбинированное мезомакро-моделирование локальной деформации тканого материала при драпировке.Compos. Часть А Прил. Sci. Manuf. 2019; 118: 267–280. DOI: 10.1016 / j.compositesa.2019.01.004. [CrossRef] [Google Scholar] 56. Буфаида З., Буасс Дж., Андре С., Фарж Л. Механическое исследование композита стеклоткань-термопластическая смола: 3D-ДИК и рентгеновские томографические наблюдения, объясненные численным моделированием на основе спектрального решателя. arXiv. 20161605.00478 [Google Scholar] 57. Билисик К., Кая Г., Оздемир Х., Коркмаз М., Эрдоган Г. Достижения в стекольной науке и технологии. IntechOpen; Лондон, Великобритания: 2018.Применение стекловолокна в композитах 3D-преформ. [Google Scholar] 58. Hufenbach W., Böhm R., Thieme M., Winkler A., Mäder E., Rausch J., Schade M. Полипропилен / стекловолокно, армированное трехмерным текстилем композиты для автомобильной промышленности. Mater. Des. 2011; 32: 1468–1476. DOI: 10.1016 / j.matdes.2010.08.049. [CrossRef] [Google Scholar] 59. Международная организация по стандартизации . Текстильная пряжа из упаковок — определение линейной плотности (массы на единицу длины) методом мотка (ISO 2060: 1994) ISO; Женева, Швейцария: 1995.Немецкая версия EN ISO 2060: 1995. [Google Scholar] 60. Международная организация по стандартизации . Текстильная стекловолоконная пряжа — Определение разрывного усилия и разрывного удлинения ISO 3341: 2000-05. ISO; Женева, Швейцария: 2000. [Google Scholar] 61. Deutsches Institut für Normung. Textilien – Maschenwaren – Bestimmung Der Maschenlänge Und Der Längenbezogenen Garnfeinheit Bei Gestricken. Deutsches Institut für Normung; Берлин, Германия: 2006. Deutsche Fassung EN 14970: 2006. [Google Scholar] 62. Международная организация по стандартизации .Текстиль — Определение толщины текстиля и текстильных изделий ISO 5084: 1996. ISO; Женева, Швейцария: 1996. [Google Scholar] 63. Deutsches Institut für Normung. DIN EN 12127: 1997-12 Текстильные изделия. Определение массы на единицу площади с использованием небольших образцов. Deutsches Institut für Normung; Берлин, Германия: 1997. [Google Scholar] 64. Международная организация по стандартизации . Текстиль — Свойства тканей при растяжении — Часть 1: Определение максимальной силы и удлинения при максимальной силе с использованием метода полосы ISO 13934-1: 2013.ISO; Женева, Швейцария: 2013 г. [CrossRef] [Google Scholar] 65. Ораваттанасрикул С. Ph.D. Тезис. Technische Universität Dresden; Дрезден, Германия: 2006. Experimentelle Analyze der Scherdeformationen Biaxial Verstärkter Mehrlagengestricke. [Google Scholar] 66. Deutsches Institut für Normung. DIN 53362: 2003-10 Испытания пластмассовых пленок и текстильных материалов (за исключением нетканых материалов), тканей с покрытием или без покрытия — определение жесткости методом изгиба в соответствии с кантилевером. Deutsches Institut für Normung; Берлин, Германия: 2003.[Google Scholar] 67. Reumann R.-D., Hempel P., Haase J. Prüfverfahren in der Textil-und Bekleidungstechnik. Springer; Берлин / Гейдельберг, Германия: 2011. Flächengebildeprüfungen; С. 379–491. [CrossRef] [Google Scholar] 68. Буасс П., Хамила Н., Мадео А. Трудности моделирования механического поведения текстильного композитного армирования с использованием стандартной механики сплошной среды Коши. Некоторые возможные средства правовой защиты. Int. J. Solids Struct. 2018: 55–65. DOI: 10.1016 / j.ijsolstr.2016.12.019. [CrossRef] [Google Scholar] 69.Livermore Software Technology Corporation (LSTC) LS-DYNA Keyword User’s Manual Volume II Модели материалов. Liver-More Software Technology Corporation; Ливермор, Калифорния, США: 2017. [Google Scholar] 70. Чой К.Ф., Ло Т.Ю. Энергетическая модель простого трикотажного полотна. Текст. Res. J. 2003. 73: 739–748. DOI: 10.1177 / 004051750307300813. [CrossRef] [Google Scholar] 71. Livermore Software Technology Corporation (LSTC) LS-DYNA Keyword User’s Manual Volume I. Корпорация Liver-More Software Technology Corporation; Ливермор, Калифорния, США: 2017.[Google Scholar] 72. Livermore Software Technology Corporation (LSTC) Теоретическое руководство. Ливерморская корпорация программных технологий; Ливермор, Калифорния, США: 2015. [Google Scholar] 73. Мустакас Х., Вельхорски Ю., Дурвиль Д. Коллоквиум EUROMECH 602. AMAC; Лион, Франция: 2019. Модель пучка конечной деформации более высокого порядка для моделирования уплотнения текстильных жгутов. [Google Scholar]
Механическое поведение высокоэластичных эластомерных композитов с трикотажным армированием
[1]
Руан, X.П., Чжоу Т.В., Экспериментальные и теоретические исследования упругого поведения трикотажных композитов, Наука и технология композитов, 56, (1996) 1391-1403.
DOI: 10.1016 / s0266-3538 (96) 00097-8
[2]
Хондкер, О.А., Херсберг, И., Леонг, К.Х., Исследование взаимосвязи структуры и свойств вязаных композитов, Журнал композитных материалов, 35, (2001) 489-508.
DOI: 10.1177 / 002199801772662127
[3]
Леонг, К.Х., Рамакришна, С., Хуанг, З.М., Бибо, К.А., Потенциал вязания для инженерных композитов — обзор, Композиты: Часть A, 31, (2000) 197-220.
DOI: 10.1016 / s1359-835x (99) 00067-6
[4]
Рамакришна, С., Майер, Дж., Винтермантел, Э., Леонг, К.В., Биомедицинское применение полимерно-композиционных материалов: обзор, Наука и технология композитов, 61, (2001) 1189-1224.
DOI: 10.1016 / s0266-3538 (00) 00241-4
[5]
Падаки, Н.В., Алагирузами Р., Сугун Б.С. Вязаные преформы для композитных материалов, Журнал промышленного текстиля, 35, (2006) 295-321.
DOI: 10.1177 / 1528083706060784
[6]
Бекисли, Б., Нид, Х.Ф., Механические свойства трикотажных армированных эластомерных композитов, Труды 26-го ежегодного собрания PPS, G02-642 (2010).
[7]
Бекисли, Б., Нид, Х.Ф., Гибкие композиты с трикотажным армированием, Ежегодная техническая конференция SPE, ANTEC, Proceeding No.: PENG-11-2010-0460 (2011).
[8]
Рамакришна, С., Характеристика и моделирование свойств при растяжении композитов, армированных гладкой уточной тканью, Composites Science and Technology, 57, (1997) 1-22.
DOI: 10.1016 / s0266-3538 (96) 00098-x
[9]
Хамада, Х., Рамакришна С., Хуанг З.М., Трикотажные композиты, 3D текстильное армирование в композитных материалах, издательство Woodhead Publishing, гл. 6, (1999) 180-216.
DOI: 10.1533 / 9781845691929.180
[10]
Бекисли, Б., Анализ гибких композитов, армированных трикотажным полотном, и их применение в термоформовании, канд. Диссертация, Университет Лихай, (2010).
[11]
Ву, В.Л., Хамада, Х., Маэкава, З., Компьютерное моделирование деформации уточных трикотажных тканей для композитных материалов, Журнал Текстильного института, 85 (2), (1994) 198-214.
DOI: 10.1080 / 00405009408659020
[12]
Араужо, М., Фангейро, Р., Хонг, Х., Моделирование и моделирование механического поведения уточных трикотажных тканей для технических приложений — Часть III. Журнал исследований AUTEX, 4 (1), (2004) 25-32.
[13]
Делорензи, Х.