
Как загнуть арматуру: Как гнуть арматуру самому — Стройка дома от и до
Как гнуть арматуру самому — Стройка дома от и до
Если вы решили собственными руками, что-либо построить, то пред вами обязательно встанет такой вопрос: “Как согнуть арматуру самому?”. Ведь именно арматура является самым используемым материалом при возведении зданий, каркасов, подвальных и подземных сооружений, а так же перегородок. На первый взгляд может показаться, что согнуть арматуру без определённого станка просто невозможно, но на самом деле это не так.
Предлагаю вам поближе ознакомиться со способами сгиба арматуры самому. В наше время существует два самых эффективных способа, которые позволяют согнуть арматуру самому, в домашних условиях. Первый способ это с помощью двух стальных труб, а второй способ это с помощью паяльной лампы.
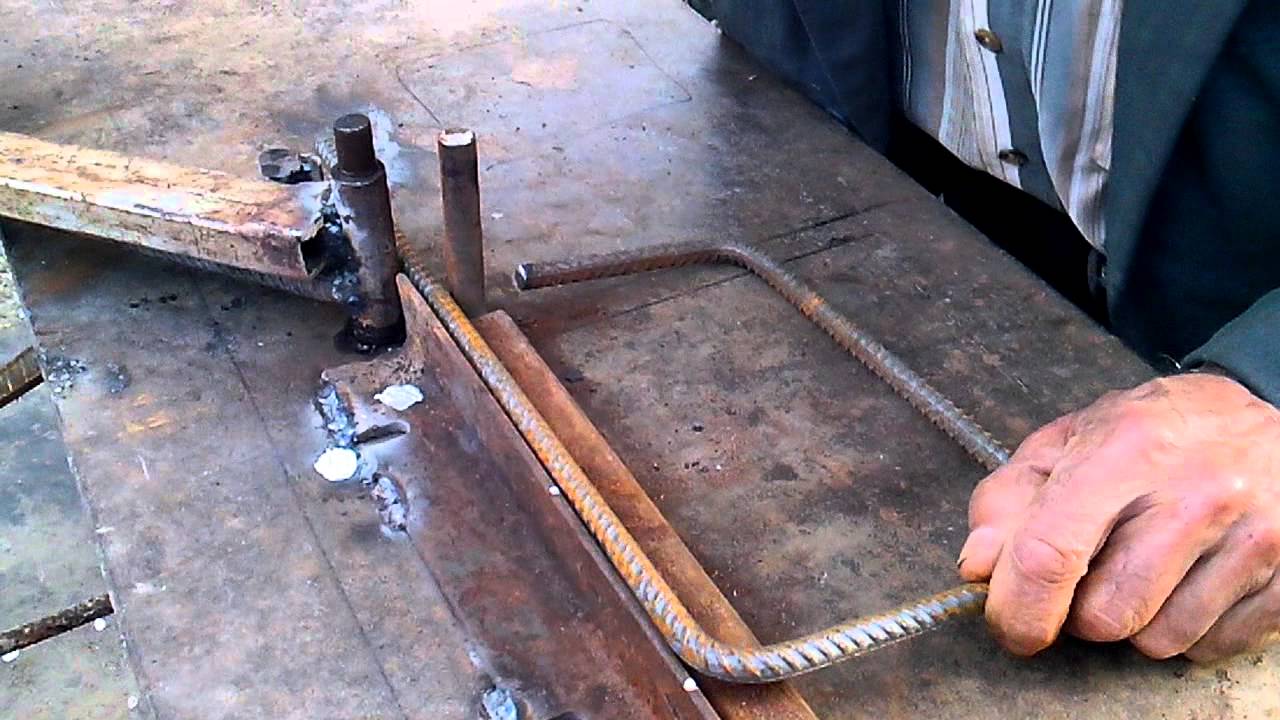
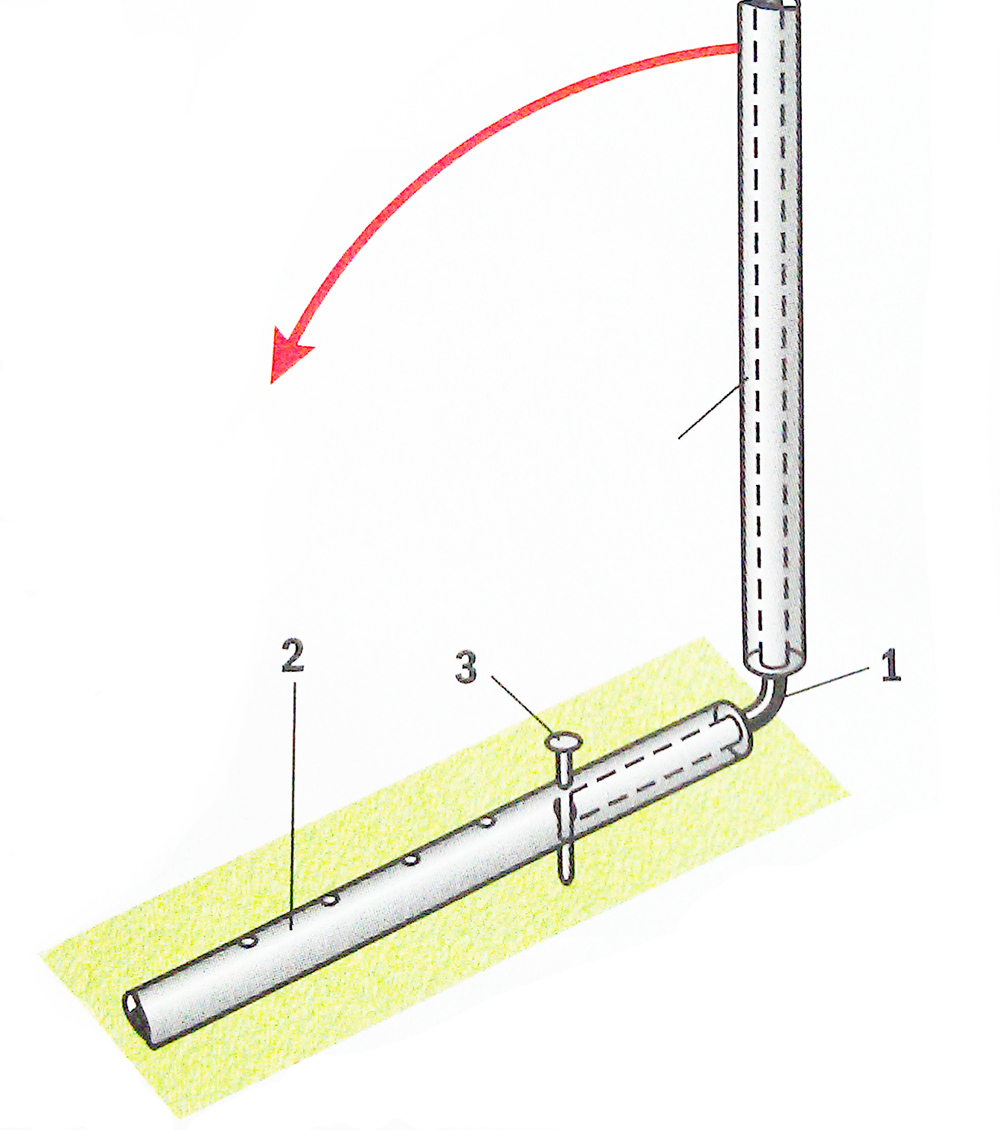
И так давайте рассмотрим первый способ. Для того чтоб согнуть арматуру с помощью этого способа вам понадобится две стальных трубы (чем больше будет длинна таких труб, тем проще будет согнуть арматуру), они обязательно должны быть больше по диаметру чем сгибаемая арматура. Одну из труб необходимо укрепить, самым лёгким способ укрепить её, является просто на просто закопать трубу в землю, таким образом, чтоб она была полностью неподвижна. После того как укрепили одну из стальных труб, мы должны вставить арматуру в закрепленную трубу и вторую трубу одеть сверху. Именно благодаря второй, незакреплённой трубе мы будем сгибать нашу арматуру. Её мы будем использовать в качестве своеобразного рычага, чтоб придать арматуре нужную кривизну.
Одну из труб необходимо укрепить, самым лёгким способ укрепить её, является просто на просто закопать трубу в землю, таким образом, чтоб она была полностью неподвижна. После того как укрепили одну из стальных труб, мы должны вставить арматуру в закрепленную трубу и вторую трубу одеть сверху. Именно благодаря второй, незакреплённой трубе мы будем сгибать нашу арматуру. Её мы будем использовать в качестве своеобразного рычага, чтоб придать арматуре нужную кривизну.
Теперь давайте рассмотрим второй способ. Чтоб согнуть арматуру при помощи паяльной лампы нам понадобится непосредственно сама паяльная лампа и молоток. В этом случае необходимо закрепить саму арматуру, для того чтоб было удобней её сгибать, но это не обязательно. Далее мы просто берем и раскаляем место сгиба и загибаем арматуру при помощь молотка в нужную сторону.
И так теперь вы знаете, как гнуть арматуру самостоятельно, и можете браться за стройку, не боясь встречи с данной проблемой. Ведь мы убедились, что в этом ничего сложного в принципе нет. Хочу дать вам один небольшой совет, если вы не обладаете большой физической силой, то лучше использовать второй метод, так как в первом случаи все-таки требуется применение физической силы, а вот со вторым методом сгиба арматуры, сможет справиться даже ребенок. А все потому, что раскаленный металл поддается сгибу намного проще, чем не раскаленный. Удачи вам в сгибе арматуры.
Хочу дать вам один небольшой совет, если вы не обладаете большой физической силой, то лучше использовать второй метод, так как в первом случаи все-таки требуется применение физической силы, а вот со вторым методом сгиба арматуры, сможет справиться даже ребенок. А все потому, что раскаленный металл поддается сгибу намного проще, чем не раскаленный. Удачи вам в сгибе арматуры.
Можно ли согнуть стеклопластиковую арматуру?
Можно ли согнуть композитную арматуру?
Готовая к использованию стеклопластиковая арматура, как и все армирующие элементы из композитных материалов, не подвергается сгибу в условиях строительной площадки. Гнутая стеклопластиковая арматура после снятия напряжения с композитного прутка не сохраняет требуемую форму и выпрямляется до исходного состояния. После отвердевания композита, который является связующим для волокон стеклопластика арматурного стержня, невозможно размягчить с последующим затвердеванием и сохранением всех свойств. Можно только полностью разрушить структуру материала, который становится непригодным к использованию.
Сформированный в заводских условиях арматурный стержень из композитных материалов может быть согнут на время. Но после снятия нагрузки гнутые элементы из стеклопластиковой арматуры самостоятельно выпрямляются и ведут себя как пружина. Сварка композитных армирующих материалов также исключается. Для соединения отдельных элементов можно использовать специальные клеевые составы.
На практике сгибание и соединение арматуры решается значительно проще. При необходимости использования гнутых элементов можно оформить их изготовление у производителя. По предварительной договоренности и при наличии чертежей гнутая композитная арматура любого размера и формы выполняется непосредственно на этапах производства армирующих элементов.
Помимо этого возможно использование гибридных каркасов, которые выполнены из стальных и композитных прутков. Применение такого каркаса не является редкостью в малоэтажном строительстве и при армировании бетонных изделий.
Очень часто на разных этапах строительства и производства стоит цель приварить гнутые элементы из стеклопластиковой арматуры к конструкции или выполнить преднапряжение композитных прутков. В этом случае единственным вариантом является использование композитной арматуры с предварительно установленными стальными наконечниками.
В этом случае единственным вариантом является использование композитной арматуры с предварительно установленными стальными наконечниками.
Стальной наконечник крепится к концам прутков двумя основными способами:
- При помощи специальных цанговых зажимов;
- С использованием химических анкеров.
Наконечники устанавливаются на композитные стержни необходимой длины в заводских условиях, после договоренности с производителями композитной арматуры.
Как сделать универсальный арматурогиб
Гнуть арматуру, пользуясь непредназначенными для этого средствами, тяжело физически, затратно по времени, неточно и небезопасно. При наличии некоторых слесарных навыков можно сделать модифицируемый арматурогиб, предназначенный для гнутья любой арматуру, легко, быстро и безопасно.
Понадобится
Для изготовления вариативного арматурогиба нужны следующие материалы и изделия:
- один большой и два маленьких шариковых подшипников;
- круглые трубы разного диаметра;
- равнополочный уголок;
- трубы квадратные и прямоугольные;
- обломок лемеха;
- болты с гайками;
- арматура;
- металлический лист;
- металлическая пластина.

Работать придется болгаркой, ленточно-маятниковой пилой, сваркой, ключами и отверткой, а также пользоваться тисками и струбциной.
Процесс изготовления модифицируемого арматурогиба
От трубы отрезаем кольцо шириной, равной высоте внешнего кольца подшипника. Зажимаем его в тиски и вырезаем поперечную пластину.
Помещаем подшипник в разрезанное кольцо, сдавливаем его струбциной и завариваем концы.
Отрезаем от уголка два равных фрагмента, обхватываем ими конец квадратной трубы и слегка прихватываем с торца.
Скругляем углы, чтобы они вошли во внутреннее кольцо подшипника, и привариваем их друг к другу.
Удаляем защитные кольца с подшипника. Вытаскиваем из уголков квадратную трубу и довариваем уголки к кольцу. Убеждаемся, что квадратная труба свободно входит и перемещается по уголкам, а подшипник легко вращается.
Отрезаем шесть равных по длине втулок от круглой трубы. Упираем их торцами в ровную поверхность, прижимаем друг к другу и свариваем между собой с двух сторон.
Отрезаем от прямоугольной трубы отрезок нужной длины. Укладываем его плашмя на две пластины так, чтобы его торец упирался в центр кольца подшипника. Обойму из шести втулок вертикально прижимаем к профильной трубе так, чтобы крайняя втулка упиралась в подшипник. В таком положении свариваем эти детали, а также кольцевой корпус с наружным кольцом подшипника.
Из обломка лемеха вырезаем две одинаковые Г-образные пластины и привариваем их по бокам двух квадратных труб, уложенных друг на друга. При этом просвет между вертикальными элементами Г-образных пластин не должен быть затенен.
В квадрат из двух уголков внутри подшипника вставляем узел из двух профильных труб и Г-образных пластин. Концы труб зажимаем в тиски.
Во вторую от подшипника втулку снизу вставляем болт, на который сверху надеваем два маленьких подшипника, и затягиваем гайкой.
В прямоугольную трубу вставляем рычаг. Между элементами Г-образных пластин помещаем конец арматуры, поворачиваем рычаг против часовой стрелки и сгибаем арматуру на заданный угол или даже в петлю.
Вставляем в квадрат из двух уголков квадратную трубу с боковым отверстием, а в ближнюю к подшипнику втулку – болт с отрезком круглой трубы, затягиваемую гайкой.
На верхний конец надеваем узел из горизонтально расположенного отрезка прямоугольной трубы и четырех пластин, приваренных к трубе снизу, образующих квадратный паз.
В горизонтальную трубу вставляем рычаг, а в отверстие вертикальной квадратной трубы – круглый пруток. Вращая рычаг по часовой стрелке, из прямого прутка делаем квадратную пружину со скругленными углами.
Если на квадратную вертикальную трубу надеть отрезок круглой с отверстием внизу и, совместив их, вставить арматуру и начать вращать рычаг, то получим круглую пружину.
Чтобы выполнить сгиб с изменяющейся кривизной, берем круглый диск, вырезанный из металлического листа. К нему привариваем с одной стороны изогнутою пластину с изменяемым радиусом кривизны, с другой – к отверстию в центре отрезок круглой трубы и в обхват нее еще и квадратную.
К центру стержня под углом привариваем небольшую, но прочную пластину, к торцу – горизонтально отрезок прямоугольной трубы. Стержень вставляем в отверстие в центре диска. Диск с изогнутой пластиной закрепляем в подшипнике.
В дальнюю от большого подшипника втулку с помощью болта и гайки закрепляем соосно два маленьких подшипника. Между началом фигурной пластины на диске и пластиной на стержне помещаем конец круглого или ограненного прутка и начинаем вращать диск с помощью рычага.
В результате стержень, упираясь в наружное кольцо подшипника, начнет изгибаться по форме, заданной фигурной пластиной, приваренной к диску.
Смотрите видео
Гнутье арматуры своими руками. Как гнуть арматуру самому
Любая основательная стройка требует работ с металлом. Гибка арматуры должна производиться с соблюдением технологии – от этого зависит надежность возводимым конструкций и зданий.
Гибка арматуры должна производиться с соблюдением технологии – от этого зависит надежность возводимым конструкций и зданий.
1
Для чего и как гнуть арматуру – памятка начинающим строителям
Основное – армирование бетона, который подвержен разрушению нагрузками изгибающего характера. В железобетонных конструкциях растягивающие и сжимающие усилия берет на себя металлический пруток. Возвести достаточно надежный, прочный фундамент любого дома практически невозможно без арматурного каркаса.
В тоже время, армирование углов и различных примыканий перекрестием прямых прутков является грубым нарушением технологии, ослабляющем конструкцию, что может привести к расслоению бетона. В угловых связках требуется укладка изогнутой арматуры с перехлестом на каждую сторону минимум 80 см. Гибка прутков также необходима для изготовления различных соединительных элементов, работающих на растяжение (к примеру, стандартный крюк, лапка, другое).
Как гнуть арматуру, чтобы она при этом сохранила свои прочностные характеристики, знает далеко не каждый. Стеклопластиковую согнуть невозможно, поэтому подобной обработке подвергают только стальную. Разрешается сгибать арматурные стержни исключительно механическим способом, не допуская острых углов в месте изгиба. Закругления требуется делать плавными – оптимальный радиус составляет 10–15 диаметров арматуры.
Стеклопластиковую согнуть невозможно, поэтому подобной обработке подвергают только стальную. Разрешается сгибать арматурные стержни исключительно механическим способом, не допуская острых углов в месте изгиба. Закругления требуется делать плавными – оптимальный радиус составляет 10–15 диаметров арматуры.
Следует знать, что арматура А3 в холодном состоянии гнется без потери прочности на угол 90° (так называемый прямой). Ее прочностные показатели снижаются приблизительно на 10 % при угле в 180°.
В настоящее время очень распространены как минимум 2 недопустимых способа сгибания арматуры:
- место, где будет выполняться гибка, надпиливают посредством отрезной угловой машинки или подобным инструментом;
- место сгиба греют паяльной лампой (сваркой, автогеном, на костре).
После подобных «подготовительных» работ используют подручный инструмент для гибки арматуры (молотки, кувалды, трубы и так далее). Очевидно, что оба приема ослабляют стержни в разы, а это может повлечь их разрушение под влиянием нагрузок. Все виды арматуры требуется гнуть в холодном состоянии без нарушения их целостности, если иное не указано проектировщиком.
Все виды арматуры требуется гнуть в холодном состоянии без нарушения их целостности, если иное не указано проектировщиком.
2
Устройства для гибки арматурных прутков
За историю развития технологий строительства и металлообработки человечество изобрело далеко не одно приспособление для гибки арматуры. Принцип действия у всех одинаков, а отличие состоит в конструкциях оборудования и диаметре сгибаемой арматуры, зависящих от модели.
Деталь, подвергаемую изменению, фиксируют между центральным и упорным роликом (валом) устройства. Третьим роликом (гибочным) металл изгибают в нужную сторону на требуемый угол. Закругление можно делать как по часовой стрелке, так и против. Препятствием для деформации вдоль всей длины служит упорный вал, не позволяющий провернуться или сдвинуться незадействованной части заготовки.
Основных вариантов оборудования два:
- ручные модели;
- с механическим приводом.
Приводные станки, кроме специальных, действуют по одной схеме. Рабочим органом является диск, который насажен на вертикальный вал и вращается в горизонтальной плоскости. На диске установлены изгибающий и центральные пальцы – между ними закладывают арматуру. Упорный ролик закреплен на стойке – арматура упирается в него при вращении диска и изгибается вокруг центральной втулки под действием изгибающего пальца, который двигается по наружной поверхности прута.
Рабочим органом является диск, который насажен на вертикальный вал и вращается в горизонтальной плоскости. На диске установлены изгибающий и центральные пальцы – между ними закладывают арматуру. Упорный ролик закреплен на стойке – арматура упирается в него при вращении диска и изгибается вокруг центральной втулки под действием изгибающего пальца, который двигается по наружной поверхности прута.
Станки отличаются по мощности, производительности и подразделяются на 3 группы в зависимости от назначения:
- для легкой арматуры – диаметр прутков 3–20 мм;
- тяжелой – 20–40 мм;
- сверхтяжелой – 40–90 мм.
Подобное устройство для гибки арматуры способно согнуть несколько прутков одновременно. Выпускается также оборудование для диаметров 3–90 мм. Если необходимо изготовить сложную конструкцию с переменными углами сгиба, то лучше всего подойдет гидравлический станок. Он позволяет гнуть прутки более качественно, без образования на поверхности заготовки изломов и складок, сопровождающих напряжение металла. На таком станке можно выполнить изгиб под углом до 180°.
На таком станке можно выполнить изгиб под углом до 180°.
Ручные гибочные инструменты выпускают разных видов, в том числе переносные. Они достаточно просты в применении и доступны по цене. Для работы с прутками можно приобрести как специальный станок, так и трубогиб. Устанавливают этот инструмент на верстаках. Большинство устройств предназначено для сгибания прутков диаметром не более 14 мм. Такие станки вполне подходят для частного строительства, но непригодны при больших объемах работ.
Выбор оборудования для гибки определяется диаметром арматуры и объемом работ. Прежде чем приступить к обработке металла, следует учесть, что разные части прутка подвергаются различным напряжениям, внешняя – растяжению, а внутренняя – сжатию. Неправильный выбор станка или его неграмотное применение могут привести к появлению не только складок и изломов, но и к повреждению арматуры.
Поэтому необходимо точное определение всех размеров заготовки, соответствующая настройка оборудования и правильная фиксация в нем прутка.
3
Самодельные устройства для сгибания – это может каждый!
Для гибки арматуры можно изготовить самостоятельно. Вариантов исполнения много, но все они похожи на заводской ручной станок. К металлической станине или плите приваривают упорный штырь или уголок. Затем устанавливают поворотную металлическую плат
Арматурогиб — станок для гибки арматуры своими руками
При выполнении строительных мероприятий, связанных с усилением фундаментных оснований и армированием перекрытий, возникает потребность в гнутье стальных прутков. Арматурные стержни также изгибают для сооружения теплиц и изготовления стальных конструкций. Для этого используется самодельное и профессиональное оборудование. Планируя изготовить станок для гибки арматуры своими руками, чертежи можно разработать самому или купить. Остановимся детально на конструкции, изучим технологию. Подробно рассмотрим, как сделать ручной станок для гибки арматуры своими руками.
Станок для гнутья арматуры – классификация и конструкция
Станок для изгиба арматуры – это оборудование, позволяющее придать арматурному металлопрокату необходимую конфигурацию.
Самодельный станок для изгиба арматуры
Устройства делятся на типы в зависимости от следующих критериев:
- конструктивных особенностей;
- типа привода;
- диаметра сгибаемого стержня.
Станок для загибания арматуры бывает следующих типов:
- механическое устройство с ручным приложением усилий;
- механизированное оборудование с питанием от электрической сети.
Принцип работы оборудования для деформации арматуры заключается в сгибании стального стержня, зафиксированного между роликоопорами путем приложения усилий со стороны упорного ролика. Специальные станки позволяют изгибать металлические пруты под необходимым радиусом.
Оборудование с ручным приводом отличается рядом преимуществ:
- простым принципом работы, напоминающим функционирование трубогиба;
- уменьшенной массой изгибающего механизма, составляющей от 12 до 20 кг;
- мобильностью, позволяющей, при необходимости, быстро переносить оборудование;
- малым объемом затрат, позволяющим изготовить станок для гнутья арматуры своими руками.

Станок для гибки арматуры ручной Stalex DR-16
Механизированное оборудование с электрическим приводом применяется на промышленных предприятиях при серийном изготовлении гнутых элементов. Промышленный арматурогиб отличается следующими моментами:
- увеличенной производительностью, позволяющей за одну минуту загнуть 5-6 арматурных элементов;
- возможностью изгибать промышленный арматурный металлопрокат с увеличенным диаметром;
- повышенной до 5 кВт мощностью электроприводной станции, позволяющей прилагать значительные усилия;
- возможностью работы в автоматическом режиме с дистанционным управлением, а также на ручном управлении;
- стационарной конструкцией, предусматривающей эксплуатацию оборудования на месте установки без перемещения;
- увеличенной до 0,5 т массой, затрудняющей транспортировку без применения грузоподъемных приспособлений;
- достаточно высокой стоимостью, позволяющей приобрести устройство только с целью промышленного применения.
В условиях промышленных предприятий часто совмещают процесс рубки с деформацией арматурного металлопроката. Для этого используют специальное оборудование. В конструкции таких агрегатов применяется:
- мощный гидравлический привод;
- электромеханические системы;
- электромагнитные механизмы.
Станок для гибки арматуры с концевиком ТСС GW 40A
В зависимости от диаметра металла, который необходимо деформировать, гибочные устройства делятся на следующие группы:
- облегченные, осуществляющие изгиб прутьев диаметром до 2 см;
- средние, изгибающие металлические стержни сечением до 4 см;
- тяжелые, предназначены для загибания заготовок диаметром до 9 см.
Улучшенное качество изгиба обеспечивают гидравлические устройства. При деформации металла не происходит растрескивание, а также образование складок, являющихся источником внутренних напряжений.
Какой инструмент для гибки арматуры предлагается на рынке
На рынке предлагаются бытовые, а также промышленные модели специального гибочного оборудования. Заслуживает внимания ручной арматурогиб модели Afacan, предлагаемый в следующих модификациях:
Заслуживает внимания ручной арматурогиб модели Afacan, предлагаемый в следующих модификациях:
- Afacan 10E. Работает со стержнями сечением 0,6–1,2 см;
- Afacan 12E. Изгибает прокат диаметром 1–1,2 см;
- Afacan 16РТ. Деформирует прутки диаметром до 1,6 см.
Предлагаются также ручные универсальные гибщики, предназначенные для загибания арматурных стержней диаметром 0,6–2 см.
Ручные станки для гибки арматуры Afacan
Имеется возможность приобрести или арендовать следующие виды промышленных установок для гнутья:
- СГА-1. При установленной мощности привода 3 кВт легко деформирует стержни диаметром до 3,2 см, обеспечивая их изгиб на 160 градусов;
- GW-40. Конструкция устройства с трехкиловатным приводом позволяет изгибать на 180 градусов металлопрокат, диаметр которого достигает 4 см;
- Г-40. Кинематика устройства, оснащенного ступенчатым передаточным механизмом, позволяет многократно деформировать пруток сечением до 3,2 см;
- Г-50. Это промышленная установка, укомплектованная приводной станцией мощностью 4 кВт, деформирует арматурные прутки диаметром до 5 см.
 Это промышленная установка, укомплектованная приводной станцией мощностью 4 кВт, деформирует арматурные прутки диаметром до 5 см.
Это промышленная установка, укомплектованная приводной станцией мощностью 4 кВт, деформирует арматурные прутки диаметром до 5 см.Принимая решение о приобретении гибочного оборудования, проконсультируйтесь со специалистами. Они дадут профессиональный совет, помогут правильно подобрать устройство в зависимости от поставленных задач.
Гибка арматуры своими руками – нюансы технологии
До начала работ необходимо подготовить заготовки требуемых размеров. Процесс ручной гибки происходит по простому алгоритму:
- Стержень устанавливается на посадочную площадку и выставляется между фиксирующими опорами.
- Определяется центр участка, который будет деформироваться под воздействием прилагаемых усилий.
- Приводной рычаг вручную поворачиваться относительно оси, воздействуя на зажатый пруток.
- Арматурный прокат деформируется на необходимый угол в процессе приложения усилий к рычагу.
- Изогнутая деталь, соответствующая по конфигурации требованиям документации, извлекается.

Станок для гибки арматуры Г50 ВПК
Конструкция оборудования позволяет производить деформацию зажатого стержня в любом направлении. Для безопасности и удобства выполнения работ важно надежно закрепить гибочный механизм на устойчивой поверхности.
Выполнение гибочных операций на механизированных устройствах с приводом требует ознакомления с принципами работы оборудования и специальной подготовки. До начала работ следует тщательно изучить руководство по эксплуатации, а также требования техники безопасности. Конструкция многих агрегатов с гидравлическим или электромеханическим приводом предусматривает подачу команд путем нажатия на педаль. При этом заготовки подаются в рабочую зону руками.
Порядок работы на промышленном гибочном оборудовании:
- Установите гибочный ролик необходимого диаметра, соответствующий размеру сечения металлопроката.
- Настройте механизм устройства на требуемый угол загиба, находящийся в интервале от 0 до 180 градусов.
- Расположите пруток в посадочной площадке рабочего ролика, зафиксируйте его на опорных стойках.
- Нажмите на педаль включения агрегата и произведите деформацию прутка до необходимой конфигурации.
Прекратите нажимать педаль, когда заготовка приобретет требуемую форму. Затем извлеките ее из рабочего механизма. Важно соблюдать правила безопасности, не допускать попадания пальцев или одежды в зону вращения роликов.
Гибка арматуры своими руками
Как устроен гибочный ручной станок для арматуры
Конструкция самодельного гибочного устройства несложная. Малогабаритное приспособление для гибки арматуры включает следующие части:
- рабочий стол, выполненный в виде стальной пластины толщиной 6–8 мм;
- зафиксированные на основе упоры, которые ограничивают перемещение стержня;
- поворотный рычаг с прижимным роликом, деформирующим стальные прутки.
Возможна также простая конструкция, состоящая из автомобильного домкрата, к которому прикреплен пуансон, и вертикальной стойки с закрепленными на ней подвижными опорами. Этот вариант устройства является переносным. Механизм позволяет легко изогнуть арматурный стержень, который касается подвижных роликов и изгибается при перемещении домкратного штока.
Этот вариант устройства является переносным. Механизм позволяет легко изогнуть арматурный стержень, который касается подвижных роликов и изгибается при перемещении домкратного штока.
Собираем приспособление для гибки арматуры своими руками
Приняв решение собрать простое приспособление для гибки арматуры своими руками, чертежи можно заменить обычными эскизами. В них важно предусмотреть конструктивные особенности устройства, а также габаритные и присоединительные размеры. Рассмотрим, как изготовить арматурогиб ручной своими руками. Для выполнения работ подготовьте следующие материалы:
- стальной швеллер с толщиной стенки 6 мм и длиной 0,8–1 м для металлоконструкции;
- две стальные петли от ворот цилиндрической формы диаметром 3–4 см и длиной 10 см;
- уголок с размером полки 2,2–3,2 см, прямоугольный профиль 4х2 см и пруток диаметром 1,2 см для сборки пуансона и корпусных элементов.
Приспособление для гибки арматуры своими руками
Потребуется также оборудование:
- автомобильный подъемник – домкрат, способный развивать усилие до 2–2,5 тонн;
- электросварочный аппарат с электродами;
- болгарка, укомплектованная кругом по металлу;
- линейка и чертилка для разметки;
- молоток и уровень.

Собирайте станок для гибки арматуры своими руками, соблюдая последовательность операций:
- Произведите разметку и нарежьте 5-сантиметровые заготовки, используя арматуру, профиль прямоугольного сечения и уголок.
- Соберите пуансон, вварив в прямоугольный профиль арматурные отрезки и соединив конструкцию в верхней плоскости с уголком.
- Подсоедините к штоку домкрата упорную пластину из швеллера, зафиксируйте ее в нижней плоскости пуансона.
- Сварите несущую раму т-образной конфигурации, используя прямоугольный профиль и швеллер.
- В нижней части металлоконструкции приварите ограничители, обеспечивающие фиксированное положение домкрата.
- Приварите к боковым поверхностям вертикальной стойки уголки на одном уровне, проверьте правильность расположения.
- Соедините электросваркой неподвижную часть петли с уголком и вертикальной стойкой, обеспечив свободное вращение подвижной части.
Собирая гибочный станок для арматуры своими руками, обратите внимание на расстояние между верхним уровнем пуансона и нижней частью подвижных цилиндров (петель). Интервал должен соответствовать размерам арматурного прутка, который планируется изгибать. Используя этот принцип, можно также изготовить ручной станок для гибки проволоки увеличенного диаметра. Существуют различные конструкции устройств, в которых процесс изгиба можно осуществить без использования домкрата, применяя обычный рычаг с роликом.
Подводим итоги
Определившись с конструкцией устройства, можно самостоятельно изготовить гибочный механизм, предназначенный для придания стальным пруткам необходимой формы. Важно ответственно подойти к разработке документации. Следует использовать проверенные чертежи, по которым изготавливалось гибочное оборудование, или самостоятельно создать эскиз натурного образца. Для домашних умельцев предоставляется широкое поле деятельности. Результат – самостоятельно изготовленное гибочное устройство, применение которого позволит сэкономить денежные средства.
Для домашних умельцев предоставляется широкое поле деятельности. Результат – самостоятельно изготовленное гибочное устройство, применение которого позволит сэкономить денежные средства.
Stop Motion Арматура для бедняков
| В ответ на ответ № 3 Привет, Праммавен! Спасибо за комплименты! Я использую нейлоновые контргайки в качестве Этот мой дизайн не идеален, но он отлично работает Цитата |
 На сборку MKIII у меня ушло около 6 часов, и в конце
На сборку MKIII у меня ушло около 6 часов, и в конце Я попросил своих студентов обратиться к местному оборудованию и специальности Nuts
Я попросил своих студентов обратиться к местному оборудованию и специальности Nuts Делать
ДелатьАрматура с шаровой головкой для покадровой анимации
Это полная арматура гуманоидной фигуры с шаром и гнездом.
Это один фут высотой, что составляет 1/6 шкалы.Это равняется человеку ростом шесть футов.
На этом изображении следует отметить модульную конструкцию арматуры. Вы можете видеть, что он состоит из множества частей, которые можно разбирать и собирать различными способами. Итак, если вы хотите сделать собаку, вы можете просто собрать ее заново.
Это крупный план тазовой части арматуры. Это дает вам действительно хорошее представление о фактической настройке шара и гнезда.Посмотрите, как каждый шар сидит в гнезде.
Это здорово, но настоящий секрет настройки шара и гнезда заключается в том, что все части плавно перемещаются. Таким образом вы можете имитировать движения человека. Шарик и гнездо позволяют перемещать конечности и другие части тела, а якорь останется в своем новом положении.
Натяжения достаточно, чтобы все оставалось на месте. Но здесь не так много напряжения, чтобы нельзя было свободно перемещать вещи.
На этом рисунке показано, как достигается это натяжение. Вы используете небольшой гаечный ключ, чтобы затянуть суставы. Очень легко добиться нужного натяжения, чтобы все двигалось плавно, но оставалось в любом положении, которое вы установили.
Вы используете небольшой гаечный ключ, чтобы затянуть суставы. Очень легко добиться нужного натяжения, чтобы все двигалось плавно, но оставалось в любом положении, которое вы установили.
Обычно, когда я делаю такую арматуру, я больше напрягаю ноги, чем руки. Ноги должны выдерживать больший вес и просто быть сильнее.
После того, как вы построили арматуру и у вас есть необходимое натяжение, вы можете начинать обшивать корпус лентой и пеной.Моя фигура имеет несколько нестандартных дополнений, таких как голова и руки. Туловище — это просто обивка, а ноги — немного поролона с тесьмой.
Это дополнение к одежде, чтобы фигура была похожа на обычного человека.
Одна вещь, о которой следует подумать, когда вы конкретизируете арматуру, — это постараться сохранить доступ ко всем различным винтам, потому что со временем, пока вы делаете анимацию, все будет ослабевать. Вам нужно немного подкрутить эти винты, чтобы сохранить хорошее натяжение.
Вам нужно немного подкрутить эти винты, чтобы сохранить хорошее натяжение.
И начнем. Наша арматура завершена, одета и готова к использованию в покадровой анимации.
Хотите посмотреть анимацию с этим персонажем? У меня также есть целая куча руководств по созданию анимации.
Набор фигурок ModiBot Mo — черный
- Modibot Mo поставляется с 19 взаимосвязанными частями, одной фигуркой ModiBot Mo в разобранном виде с 14 сверхгибкими точками шарнирного сочленения.
- Объединяйте несколько наборов для настройки и создания новых фигур.
- Создайте и откройте для себя огромное количество деталей, напечатанных на 3D-принтере, в магазине Shapeways BotShop.
- Цвета: оранжевый, черный, белый, зеленый цитрусовый, зеленый цвет армии, синий, голубой лед, красный, розовый, серый, коричневый, фиолетовый и желтый.
- Высота в сборе 5 дюймов.

Арматурный провод Jack Richeson 1/16 дюйма (.063) 32 ‘, цельный
Арматурная проволока создает структуру, которая удерживает скульптуру вместе и обеспечивает основу для работы.
Арматура Джека Ричсона 12 дюймов
- Легкий и очень гибкий
- Не окрашивает и не вызывает коррозии
- Подходит для печей и печей
Обработка якоря с остановкой: руководство по строительству
Демонстрирует конструкцию арматуры марионеток с остановкой движения и технические аспекты того, как придать металлу желаемую форму. В нем описываются мельница и токарный станок, два основных инструмента, используемых при создании арматуры, и то, как анатомический состав марионетки определяет дизайн.
В нем описываются мельница и токарный станок, два основных инструмента, используемых при создании арматуры, и то, как анатомический состав марионетки определяет дизайн.
Учебное пособие по выпечке Toolbag | Marmoset
Джо Уилсон.
Это руководство познакомит вас с пекарем Marmoset Toolbag. От технических до художественных — проследите, как мы проливаем свет на многочисленные темы, чтобы вы могли быстро и легко решать общие проблемы и оптимизировать свой художественный контент для получения потрясающе свежей выпечки.
В этом разделе описаны все самые лучшие и самые интересные кнопки, ползунки и функции, которые могут предложить инструменты для выпечки Toolbag. Прочтите ниже, чтобы узнать, где их найти, чем они занимаются и как использовать их возможности для приготовления потрясающих выпеканий.
О Бейкере
Toolbag использует мощность вашего графического процессора (видеокарты) для создания сверхбыстрых запеканий. Инструменты для выпечки Toolbag не только быстрые, но и умные! При внесении корректировок в локальные области вашего меша, он будет повторно создавать только затронутые области, что приводит к почти мгновенному обновлению предварительно просматриваемого результата. Пекарь был разработан с учетом потребностей художников, а такие инструменты, как группы запекания, смещение и перекос, а также предварительный просмотр в реальном времени, объединяются для создания исключительно интуитивно понятного и эффективного рабочего процесса выпечки.
Пекарь был разработан с учетом потребностей художников, а такие инструменты, как группы запекания, смещение и перекос, а также предварительный просмотр в реальном времени, объединяются для создания исключительно интуитивно понятного и эффективного рабочего процесса выпечки.
Мощный графический процессор
Toolbag способен обрабатывать сетки с очень высоким разрешением, вплоть до миллионов полигонов при использовании с современными видеокартами. В Toolbag нет ограничений по полигонам, однако производительность зависит от конкретного графического процессора, который вы используете.
Начало работы
Просмотрите видео, чтобы познакомиться с рабочим процессом выпечки Toolbag, и прочитайте ниже подробное объяснение некоторых ключевых функций.
Верхняя штанга
Ряд полезных кнопок находится на верхней панели свойств объекта Baker . Кнопка Bake запекает ваши результаты и сохраняет их на диск, а справа находится кнопка New Bake Group . Кнопки H, и L переключают видимость для всех слотов High и Low соответственно. Кнопка P создает материал предварительного просмотра, который применяется к вашему низкополигональному объекту (объектам), с автоматически назначаемыми временными картами, так что вы можете быстро просмотреть запекание.При включении большего количества выходов не забудьте снова нажать кнопку предварительного просмотра материала, чтобы увидеть дополнительные карты.
Кнопка Bake запекает ваши результаты и сохраняет их на диск, а справа находится кнопка New Bake Group . Кнопки H, и L переключают видимость для всех слотов High и Low соответственно. Кнопка P создает материал предварительного просмотра, который применяется к вашему низкополигональному объекту (объектам), с автоматически назначаемыми временными картами, так что вы можете быстро просмотреть запекание.При включении большего количества выходов не забудьте снова нажать кнопку предварительного просмотра материала, чтобы увидеть дополнительные карты.
Настройки геометрии
Вы можете найти различные глобальные настройки сетки на вкладке Geometry . Использовать скрытые сетки определяет, будут ли объекты, скрытые в контуре, вносить вклад в запеченный результат. При включении Ignore Transforms будет предполагать, что все сетки расположены на 0,0,0. Это может быть полезно, если вы хотите отодвинуть низкополигональные сетки в сторону для предварительного просмотра, сохранив при этом полную функциональность запекания. Smooth Cage определяет, следует ли усреднять нормали клетки или использовать нормали вершин low poly для направления проекции. Ignore Back Faces гарантирует, что грани высокополигональной сетки, которые направлены от пекаря, не будут записаны. Quick Loader также находится здесь, и его можно использовать, нажав значок дерева папок.
Это может быть полезно, если вы хотите отодвинуть низкополигональные сетки в сторону для предварительного просмотра, сохранив при этом полную функциональность запекания. Smooth Cage определяет, следует ли усреднять нормали клетки или использовать нормали вершин low poly для направления проекции. Ignore Back Faces гарантирует, что грани высокополигональной сетки, которые направлены от пекаря, не будут записаны. Quick Loader также находится здесь, и его можно использовать, нажав значок дерева папок.
Настройки вывода
Установите разрешение с помощью параметра Размер . Поддерживаются изображения размером до 8192 × 8192 пикселей. Samples определяет качество сглаживания. Формат определяет битовую глубину или степень точности сохранения файла. Чем выше битовая глубина, тем больше файлы. Опция Multi-Layer PSD сохранит ваши выходные данные в однослойном PSD. Выходные данные свойств материала, такие как альбедо, блеск и блеск, будут сохранены в группах слоев с автоматическими масками слоев для каждого высокополигонального материала.
Выходные данные свойств материала, такие как альбедо, блеск и блеск, будут сохранены в группах слоев с автоматическими масками слоев для каждого высокополигонального материала.
Padding определяет, насколько далеко запеченное содержимое должно выходить за границы UV.Наш алгоритм заполнения предназначен для обеспечения достаточного заполнения, чтобы избежать проблем с MIP-отображением, и автоматически подстраивается под ваше разрешение, поэтому нет явной опции значения пикселя. Умеренного значения должно хватить для большинства случаев, а крайнее значение должно заполнить большую часть пустого пространства в УФ-макете.
Группы выпечки
Группы запекания — это специальные папки, в которых есть прорези для высокополигональных и низкополигональных сеток, которые можно использовать для изоляции различных элементов модели для предотвращения ошибок в точках пересечения.Вы можете использовать столько групп, сколько захотите.
Устройство быстрой загрузки
Quick Loader считывает имена объектов из файла сетки и автоматически настраивает Bake Groups , используя следующие соглашения об именах:
Синтаксис: _ <высокий / низкий> _
определяет имя меша, например mymesh2 или gun_barrel. Все, что находится до
Например, Myobject1_high, Myobject1_high_bolt и Myobject1_low будут добавлены в новую группу запекания под названием Myobject1, а Myobject2_high и Myobject2_low будут добавлены в группу запекания под названием Myobject2.
Проекционные инструменты
Пекарь
Toolbag оснащен инновационными инструментами для управления расстоянием проецирования и направлением клетки путем рисования прямо в окне просмотра.Настройки клетки и перекоса сохраняются для каждой группы выпекания. Если вам нужен больший контроль над определенным объектом или элементом, выделите его в новую группу. Если ваш файл сетки перезагружается, настройки клетки и наклона сохраняются там, где это возможно, поэтому ваши изменения будут сохраняться до тех пор, пока не изменятся UV (в этом случае вы захотите очистить карты).
Смещение
Минимальное и максимальное смещение соответствуют минимальной (черный) и максимальной (белый) точкам расширения карты смещения.Щелкните Paint Offset , чтобы открыть редактор карты смещения. По умолчанию карта смещения имеет ровный серый цвет, чтобы предоставить место для лепки клетки в обоих направлениях.
Перед тем, как начать рисовать, установите ползунки на минимальное и максимальное значения, чтобы ваша высокополигональная сетка полностью поместилась внутри. Это гарантирует, что диапазон карты смещения подходит. После того, как вы установили базовые значения, вы можете нажать Estimate Offset , чтобы вычислить наилучшее предположение на основе формы вашей низкополигональной сетки.
Это гарантирует, что диапазон карты смещения подходит. После того, как вы установили базовые значения, вы можете нажать Estimate Offset , чтобы вычислить наилучшее предположение на основе формы вашей низкополигональной сетки.
Косой
Щелкните Paint Skew , чтобы исправить детали, которые были плохо записаны из-за направления проецирования вне оси. Карты перекоса работают, создавая попиксельное смешение между нормалями граней низкополигональной сетки и нормалями клетки. Наклонная раскраска позволяет массировать направление, чтобы исправить ошибки проекции. Черный цвет соответствует полной коррекции перекоса, а белый — отсутствию коррекции.
Живопись
Карты смещения и перекоса можно рисовать как в 2D, так и в 3D.Инструменты рисования используют горячие клавиши в стиле Photoshop для кисти: [ и ] для размера , Ctrl + [ и ] для Sharpness и 1-0 для Flow . Удерживайте Ctrl , чтобы инвертировать цвет и рисовать в противоположном направлении. 3D-рисование работает только на тех участках вашей модели, где UV-развертка находится в диапазоне 0-1. Карты смещения и перекоса используют фиксированную текстуру 512 × 512.
Удерживайте Ctrl , чтобы инвертировать цвет и рисовать в противоположном направлении. 3D-рисование работает только на тех участках вашей модели, где UV-развертка находится в диапазоне 0-1. Карты смещения и перекоса используют фиксированную текстуру 512 × 512.
Теперь, когда вы познакомились с тонкостями запекания в Toolbag, перейдите к следующему разделу, чтобы узнать больше о различных картах, которые вы можете создавать.
Типы карт
Этот раздел содержит примеры и полезную информацию для каждого из типов вывода изображения.
Площадь
Нормали
На выходе Normals будет запечена карта нормалей касательного пространства. Есть варианты переключения красного (X), зеленого (Y) и синего (Z) каналов, а также настройка переключения дизеринга.
Нормали (Объект)
Выходные данные Normals (Object) запекают карту нормалей пространства объекта. Карты нормалей пространства объектов обычно не используются в играх или фильмах, но являются отличным источником для создания направленных масок для ваших текстур, например, для добавления слоя пыли на верхнюю часть вашего объекта.
Высота
Выходные данные «Высота» запекают карту высоты или смещения. Настройки внутреннего и внешнего расстояния определяют минимальное и максимальное расстояние (в единицах сцены), которое будет записано. Если у вас есть деталь, которая расширяет 2 единицы внутрь и 5 единиц наружу, вы должны установить эти значения на -2 и 5 соответственно. Чтобы гарантировать, что ваша нулевая точка составляет 50%, установите минимальное и максимальное значения пропорционально, например, -5 и 5.
Позиция
Выходная информация Position, также известная как карта градиента, запекает положение вашей сетки в каналах X, Y и Z в каналах RGB изображения.Карта положения также является хорошим источником для создания масок текстуры, например, для создания градиента цвета или насыщенности снизу вверх вашего ресурса.
Кривизна
Выходные данные Curvature запекают карты выпуклости и вогнутости. По умолчанию карта кривизны запекается со стилем оттенков серого, в котором вогнутые детали ярче, а выпуклые формы темнее. Карты кривизны полезны для создания масок для царапин, углублений грязи и других эффектов.
Карты кривизны полезны для создания масок для царапин, углублений грязи и других эффектов.
Вогнутость
Вывод «Вогнутость», также известный как «полость», запекает карту вогнутых поверхностей или трещин и ямок. Карты вогнутости полезны для маскировки окружающего света или создания текстурных эффектов, таких как грязь, пыль и сажа.
Выпуклость
Выходные данные «Вогнутость» печатают карту выпуклых поверхностей или острых краев. Карты выпуклости полезны для создания эффектов текстуры, таких как поцарапанные края.
Толщина
Вывод «Толщина», также известный как «передача», запекает карту на основе толщины высокополигональной сетки.Более тонкие области создают яркие значения, а более толстые — темные.
Изогнутые нормали
Выходные данные Bent Normals генерируют карту нормалей, которая имеет окклюзию окружающей среды, запеченную в векторные данные нормали. Карты Bent Normals можно использовать для моделирования сложного освещения с помощью определенных шейдеров.
Изогнутые нормали (объект)
Выходные данные Bent Normals (Object) запекают карту изогнутых нормалей в пространстве объекта, а не в касательном пространстве.
ОСВЕЩЕНИЕ
Окклюзия окружающей среды
Выход Ambient Occlusion (AO) запекет световую окклюзию от источника high poly.AO можно использовать во многих шейдерах для создания окружающих теней или в качестве источника для создания масок для текстурирования. Карта AO может быть особенно полезна для эффектов пыли или грязи.
Параметр Ray Count определяет качество AO. Больше лучей приведет к более плавному АО, но более медленному запеканию. Значение по умолчанию 256 обеспечивает среднее качество, значения от 512+ — высокое качество, а значения ниже 256 могут быть полезны для быстрого тестового выпечки.
Параметр Floor Occlusion добавляет дополнительную окклюзию в области, обращенные вниз.Окклюзия пола может помочь добавить направленную АО, что обычно наиболее полезно для статических объектов.
Параметр Игнорировать группы будет преобразовывать AO между разными группами запекания. Это помогает заземлить различные части сложных объектов. Если у вас есть определенные элементы, которые можно снимать или анимировать, прицел или магазин на оружии, вы можете переместить эти группы запекания в сторону, чтобы они не принимали группу для группы AO.
Параметр Two-Sided применяет AO к задним боковым граням высокополигональных объектов.Это желательно для точного захвата AO вокруг пересечений объектов, но приведет к появлению теней вокруг плавающей геометрии. Для сложных ресурсов может быть хорошей идеей запечь две карты с включенной и выключенной настройкой и объединить их в редакторе изображений.
Опция Dither добавляет небольшой шум для борьбы с полосатостью изделий. Когда включен дизеринг, обычно можно использовать более низкие лучи для получения превосходной выпечки.
Параметр Исключать при игнорировании групп позволяет отключить Игнорировать группы для определенных групп запекания. Это особенно полезно, если у вас есть движущиеся части, например, пистолет с затвором или магазин, который будет анимирован. Просто включите Исключить при игнорировании групп в настройках Bake Group Low , чтобы убедиться, что AO не передается или не принимается от других групп.
Это особенно полезно, если у вас есть движущиеся части, например, пистолет с затвором или магазин, который будет анимирован. Просто включите Исключить при игнорировании групп в настройках Bake Group Low , чтобы убедиться, что AO не передается или не принимается от других групп.
Рассеянное освещение
Выход Diffuse Lighting запекает освещение и тени от Sky Light и прямые источники света в сцене. Свойства материала определяются материалом (ами), применяемым к высокополигональной сетке (ам).
Зеркальное освещение
Выход Specular Lighting запекает зеркальные отражения и тени от Sky Light и прямых источников света в сцене. Свойства материала определяются материалом (ами), применяемым к высокополигональной сетке (ам). Зеркальное освещение — это эффект, зависящий от камеры, и он не отображается на задней стороне вашей модели.
Комплектное освещение
На выходе Complete Lighting запекаются цвета материала, диффузное освещение, тени и зеркальные отражения вашей сцены. Свойства материала определяются материалом (ами), применяемым к высокополигональной сетке (ам).
Свойства материала определяются материалом (ами), применяемым к высокополигональной сетке (ам).
IDS & МАСКИ
Идентификатор материала
На выходе «Идентификатор материала» запекается уникальный цвет для каждого материала, назначенного вашим высокополигональным объектам. Цвет применяется автоматически, и цвета выбираются так, чтобы они максимально отличались от других цветов. Если вам нужны определенные цвета идентификатора материала, вы можете применить цвета к альбедо материалов вашего высокополигонального объекта и запечь карту Альбедо.
ID группы
На выходе Group ID запекается уникальный цвет для каждой группы материалов.
ID объекта
В выводе Object ID запекается уникальный цвет для каждого материального объекта.
УФ ID
На выходе UV ID запекается уникальный цвет для каждого участка UV.
Каркас
При выводе каркаса запекается карта, представляющая UV-схему низкополигональной сетки.
Альфа
Выход Alpha запекает карту дыр в высокополигональной сетке.
Материал
Альбедо
На выходе Albedo запекается значение альбедо (работает с простым значением цвета, входным изображением или обоими) из высокополигональных материалов.
Зеркальное отражение
На выходе Specular запекается зеркальное значение (это работает с простым значением цвета, входным изображением или обоими) из высокополигональных материалов.
Глянец
На выходе Gloss запекается значение глянца (работает с простым значением цвета, входным изображением или обоими) из высокополигональных материалов.
Альбедо (Металл)
На выходе Albedo запекается цветовая карта, подходящая для использования с рабочим процессом metalness, из высокополигональных материалов.
Шероховатость
Выходные данные «Шероховатость» запекают значение шероховатости из высокополигональных материалов.
Металл
В выводе «Металличность» значение металличности запекается из высокополигональных материалов. Если для ваших материалов нет данных о металличности, содержание металличности будет сгенерировано автоматически.Существует настройка «Порог металличности» для точной настройки этого преобразования, которая не применяется, если исходные материалы используют рабочий процесс металличности.
Vertex Color
Художественные работы Ксавьера Коэльо-Костольного
В выводе Vertex Color будет запекаться цвет вершин или данные polypaint zBrush в изображение.
Прозрачность
Вывод «Прозрачность» запекает карту на основе значений прозрачности, установленных в высокополигональных материалах.
Эмиссионный
Выходной сигнал Emissive запекает карту на основе значений излучения, установленных в высокополигональных материалах.
Теперь, когда у вас есть четкое представление о типах контента, который может создавать Toolbag, переходите к следующему разделу, чтобы узнать больше об основах отображения нормалей и способах устранения распространенных проблем.
Основы выпечки
В этом разделе рассматриваются основные темы, которые вам нужно понять, чтобы начать работу. От основ запекания до более сложных тем, таких как касательные пространства, этот сегмент даст вам прочную основу для дальнейшего развития.
Что такое выпечка?
Запекание — это процесс, который включает в себя перенос свойств материала из исходной сетки в целевую.Как правило, запекание включает в себя проецирование содержимого из сетки с высоким поли (высоким разрешением) в сетку с низким поли (низким разрешением), но это также может означать перенос содержимого из одной сетки в другую с другой топологией или UV. Чтобы запечь, вам нужно убедиться, что у целевого меша есть UV-развертки. Однако для исходного меша UVs не требуются, если только в нем нет материалов с текстурными картами, которые будут способствовать запеканию.
Запекание обычно используется для захвата детализированных поверхностей объектов, которые в противном случае являются слишком плотными или ресурсоемкими для использования непосредственно в играх, фильмах или других типах визуальных средств массовой информации.
Что можно испечь в сумке для инструментов?
Toolbag может запекать массив стандартных типов карт изображений, таких как нормальная, окружающая окклюзия, кривизна, высота и другие. Ознакомьтесь с разделом типов карт, чтобы увидеть полный список поддерживаемых карт и узнать больше о каждом выходе.
Что такое карты нормалей?
В самом общем смысле карта нормалей — это текстура, в которой каждый пиксель представляет нормаль или направление поверхности. Карты нормалей можно использовать для имитации детализированных поверхностей с сетками, имеющими относительно небольшое количество геометрии.Чтобы запечь карту нормалей, детали поверхности из высокополигональной сетки должны быть спроецированы на низкополигональную сетку.
Как работает проекция?
Для запекания текстурных карт геометрия из исходной высокополигональной сетки проецируется (трассировка лучей) на низкополигональную сетку. Лучший способ визуализировать это — представить камеру, смотрящую на хай-поли и фиксирующую направление поверхности для каждого пикселя на карте нормалей.