
Какие насадки на болгарку бывают: Насадки на болгарку: разнообразие инструментов для УШМ
алмазные чашки, лепестковые круги и другие
Не секрет, что болгарка с успехом применяется в сфере строительства как инструмент для резки различных материалов, шлифовки поверхностей, а также их полировки. Для болгарки разработано множество насадок, которые значительно ускоряют и облегчают рабочий процесс при обработке дерева, металла, камня и бетона. В этой статье мы рассмотрим шлифовальные и полировальные круги для углошлифовальной машины.
Шлифовка бетона
При выполнении строительных работ мастерам часто приходится убирать различные неровности, швы и наплывы на бетонных поверхностях. Чтобы бетонная стена или пол стали гладкими и шлифованными, применяется специальная насадка — алмазная чашка. Они, в свою очередь, имеют несколько разновидностей. В зависимости от вида работ, которые нужно провести по бетону, выбирается и тип насадки. Далее перечислено, какие бывают насадки для обработки бетона и других твердых поверхностей.
Двойной сегмент
Данная насадка широко используется для черновой обработки “дикого” камня, кирпичных и бетонных стен. Режущая часть насадки позволяет устранять различные дефекты на вышеперечисленных поверхностях, а также срезать неравномерные, толстые слои на бетонных стяжках.
Режущая часть насадки позволяет устранять различные дефекты на вышеперечисленных поверхностях, а также срезать неравномерные, толстые слои на бетонных стяжках.
Дельфин
Считается более щадящим инструментом, чем шлиф насадка “Двойной сегмент”. С ее помощью можно более деликатно отшлифовать поверхность. Инструмент имеет небольшой вес, хорошую производительность и износоустойчивость.
Квадрат
Имеет большой вес и предназначается для черновых и при этом высокопроизводительных работ по бетону. Во время работы инструмента происходит не только шлифовка поверхности, но и скалывание материала. Благодаря этому в разы повышается производительность и снижается износ режущих элементов насадки.
Чаще всего шлифовальный диск “Квадрат” применяют, чтобы подготовить поверхность для нанесения на нее разного рода полимерных покрытий. Этот факт объясняется тем, что данная насадка не имеет выраженного шлифовального эффекта. Поверхность после обработки инструментом “Квадрат” остается шероховатой, что увеличивает сцепляемость с полимерными составами.
Поверхность после обработки инструментом “Квадрат” остается шероховатой, что увеличивает сцепляемость с полимерными составами.
Бумеранг
Применяется для выполнения чистовых работ и является самой популярной насадкой, поскольку имеет малый вес и многофункциональность. По производительности “Бумеранг” не уступает двухрядным алмазным фрезам, но работает более “мягко” и устойчиво. Также с помощью данной чашки гораздо легче выровнять плоскости.
Турбо
Насадка отличается своей высокой производительностью, устойчивостью к износу. Ее, в основном, применяют для обработки твердых поверхностей: камня высокой твердости, железобетона и плотного бетона, мрамора и гранита. Также с помощью инструмента “Турбо” можно снимать фаски и кромки на мраморных плитах. Кроме этого, насадка для шлифовки позволяет профессиональным мастерам-каменотесам делать фигурные вырезы при создании памятников из камня.
Тайфун
Применяется для высокоскоростного, грубого и получистового шлифования гранита, камня, мрамора и твердого бетона. Алмазная шлифовальная чашка отличается высокой производительностью и долговечностью. Часто применяется для снятия старых покрытий с бетонных поверхностей.
Алмазная шлифовальная чашка отличается высокой производительностью и долговечностью. Часто применяется для снятия старых покрытий с бетонных поверхностей.
Черепашка
Насадка «Черепашка» применяется для полировки гранита и мрамора и придания поверхности зеркального блеска. Такая абразивная насадка может иметь разный размер зерна, как самый крупный (для грубой шлифовки), так и очень мелкий (для финишной обработки).
Также для полировки мрамора применяются круги из фетра или войлока. Все эти расходники крепятся к основе с помощью липучки.
Шлифовка металла
Чтобы отшлифовать или отполировать металлическую поверхность, для болгарки разработаны специальные абразивные и полировальные круги.
Абразивные шлифкруги предназначены для:
- зачистки деталей;
- шлифовки поверхностей;
- обдирки заготовок;
- удаления ржавчины.
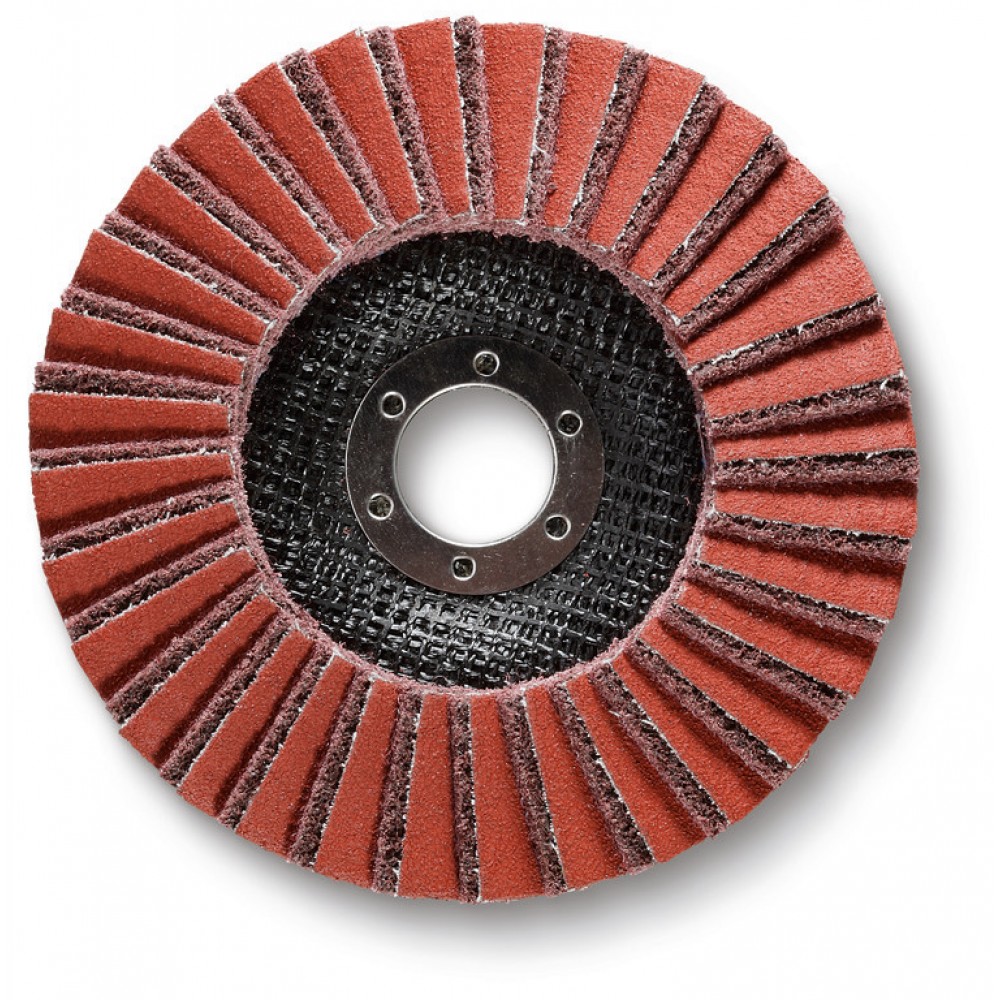
Абразивные круги могут быть лепесткового типа или в виде расходников для специальных насадок. Лепестковый круг изготовлен в виде диска с наклеенными на нем кусочками наждачной бумаги. Зернистость подбирается с учетом требований к обрабатываемой поверхности.
Лепестковый круг изготовлен в виде диска с наклеенными на нем кусочками наждачной бумаги. Зернистость подбирается с учетом требований к обрабатываемой поверхности.
Наждачный лепестковый круг также применяется для обдирки краски с различных поверхностей и для шлифования дерева.
Сменные наждачные круги закрепляются с помощью липучки к основе, которая устанавливается на болгарку.
Также для шлифовки металла часто используются насадки, изготовленные из нейлоновых нитей со специальным покрытием, и называются они Clean and Strip. Эти шлифовочные насадки гибкие, не забиваются, и позволяют производить обработку в труднодоступных местах.
Полировальные насадки предназначены для:
- придания металлической поверхности зеркального блеска;
- придания полировочным покрытиям глянца.
Полировальные и шлифовальные круги также крепятся с помощью липучки к специальной насадке для болгарки.
Вначале, шлифовка металла производится наждачным кругом требуемой зернистости. Далее, если в этом есть необходимость, поверхность можно отполировать. Для этого используют полировочный круг (безабразивный), который может быть тканевым, войлочным или поролоновым. Круги используют с применением полировочных паст, которые наносятся на их поверхность. Обычно безабразивные круги применяются для полировки автомобиля.
Если для обработки кузова машины применяется какой-либо полировальный состав, то перед его нанесением рекомендуется все щели вокруг фар заклеить малярным скотчем.
Шлифовка труб
Для шлифовки труб потребуется приобрести или сделать самому специальную роликовую насадку на болгарку. На следующем фото показано, как это приспособление выглядит.
С помощью данной насадки для болгарки можно быстро зачищать трубы от ржавчины и краски, выравнивать сварные швы. В качестве расходников к этому приспособлению используют ленточную наждачную бумагу. Кроме этого, приспособа может использоваться как насадка для полировки труб из нержавейки. Если на нее одеть ленту из войлока, то труба полируется до зеркального блеска.
Кроме этого, приспособа может использоваться как насадка для полировки труб из нержавейки. Если на нее одеть ленту из войлока, то труба полируется до зеркального блеска.
назначение шлифовальных кругов или дисков, шлифование чашечными шлифкругами диаметров 125 мм
Болгарка относится к универсальному оборудованию, востребованному на строительном рынке. Для угловой шлифовки и полировки дерева на ось инструмента закрепляют заменяемые диски. Шлифовальные и полировочные круги выпускаются во множестве разновидностей и разделяются по типу абразивной поверхности.
Что это такое?
Болгарка или углошлифовальная машина – это инструмент, часто применяемый при строительстве и во время проведения ремонтных работ. Если в доме нужен небольшой ремонт, покупать мощную и дорогостоящую строительную технику нет смысла. А вот такую машину приобрести будет полезно и относительно недорого. Универсальность современного инструмента – его главное достоинство: с помощью УШМ пилят и режут, обтачивают и выравнивают поверхности. Принцип работы болгарки прост: операции совершаются вращающимися насадками.
Если в доме нужен небольшой ремонт, покупать мощную и дорогостоящую строительную технику нет смысла. А вот такую машину приобрести будет полезно и относительно недорого. Универсальность современного инструмента – его главное достоинство: с помощью УШМ пилят и режут, обтачивают и выравнивают поверхности. Принцип работы болгарки прост: операции совершаются вращающимися насадками.
Диски делятся на три вида – заточные, отрезные или шлифовальные (обдирочные). Операции различны по предназначению и сложности, порой одной машиной приходится обрабатывать различные по твердости материалы, как правило, это камень и стальные соединения, а также дерево. Шлифовке подвергают обновляемые и обрабатываемые деревянные детали, окна, полы и мебель.
Насадка на болгарку для шлифовки дерева представляет собой сменный круг, подобный аналогичному для циркулярной пилы. Обдирная фреза для первичной шлифовки изготовлена из прочного металла, имеет зубчики и подбирается по диаметру для каждой УШМ. Размер зубцов определяется толщиной слоя древесины. Имеет значение и форма зуба. Переменные годятся для всех пород дерева, а трапециевидные применяют только для мягких разновидностей. Начерно обрабатывать материал можно и дисками с прямыми зубчиками.
Размер зубцов определяется толщиной слоя древесины. Имеет значение и форма зуба. Переменные годятся для всех пород дерева, а трапециевидные применяют только для мягких разновидностей. Начерно обрабатывать материал можно и дисками с прямыми зубчиками.
Распиливать древесину перед обработкой нужно другими, распилочными фрезами. Они монолитные, изготовленные из высокопрочной листовой стали. Некоторые разновидности выполняют с напылением на зубцах.
Дорогие виды древесины разрезают как вдоль, так и поперек особыми дисками с пометкой «тонкий+». Высокоточная резка необходима при изготовлении мебели и серьезной обработке деревянных изделий.
Разновидности
Шлифование – базовое предназначение УШМ. В случае работы с древесиной – это сложный процесс, требующий от мастера внимательности и умения. Различное по структуре натуральное дерево доводят до совершенного вида качественными и надежными дисками. Обычные алмазные фрезы здесь не подойдут. Для деревообрабатывающей промышленности существуют особые шлифовальные круги.
В случае работы с древесиной – это сложный процесс, требующий от мастера внимательности и умения. Различное по структуре натуральное дерево доводят до совершенного вида качественными и надежными дисками. Обычные алмазные фрезы здесь не подойдут. Для деревообрабатывающей промышленности существуют особые шлифовальные круги.
Скоростная зачистка и шлифовка проходит в два этапа: грубая и точная.
Различают несколько типов шлифовальных кругов для угловой шлифмашинки. В первую очередь осуществляется первоначальная очистка поверхностей. Эту работу выполняет несколько дисков, отличающиеся по форме и размеру.
- Обдирочные. Они предназначены для удаления старой краски и лака с древесины.
 Обычно остатки предыдущего покрытия, не поддающиеся ручной очистке, убирают с окон, подоконников и поверхности пола. На диске закреплена щетина из стальной проволоки для грубой обработки. Упругий ворс размещают или по всему периметру круга, то есть вдоль, или же под углом сегментарно как в обычной щетке. Это зависит от назначения насадки.
Обычно остатки предыдущего покрытия, не поддающиеся ручной очистке, убирают с окон, подоконников и поверхности пола. На диске закреплена щетина из стальной проволоки для грубой обработки. Упругий ворс размещают или по всему периметру круга, то есть вдоль, или же под углом сегментарно как в обычной щетке. Это зависит от назначения насадки. - Кордщетки с проволокой или шипами. Они позволяют выровнять и сгладить поверхность из любого материала. Проволочной щеткой легко снять с металла слой лака или старой краски, ржавчину. Если доски на полу различной высоты, их можно сравнить между собой шиповым кругом. Они различаются по форме и скорости вращения.
- Торцевики. Ими работают послойно, как напильниками, с боками и краями, углами и косыми распилами. Насадки предназначены для шлифовки по краям или выравнивания скосов.
 Обычно остатки предыдущего покрытия, не поддающиеся ручной очистке, убирают с окон, подоконников и поверхности пола. На диске закреплена щетина из стальной проволоки для грубой обработки. Упругий ворс размещают или по всему периметру круга, то есть вдоль, или же под углом сегментарно как в обычной щетке. Это зависит от назначения насадки.
Обычно остатки предыдущего покрытия, не поддающиеся ручной очистке, убирают с окон, подоконников и поверхности пола. На диске закреплена щетина из стальной проволоки для грубой обработки. Упругий ворс размещают или по всему периметру круга, то есть вдоль, или же под углом сегментарно как в обычной щетке. Это зависит от назначения насадки.При обдирочных работах шлифмашинкой слой древесины остается неповрежденным, снимается только декоративное покрытие. Это свойство болгарки незаменимо при реставрации изделий. Удалив предыдущее красочное оформление, можно на свежую и гладкую панель наносить другое. При этом мебель изменит внешний вид и будет выглядеть новой. Щеткой выполняют браширование или искусственное состаривание материала. Для этого мягкие волокна удаляют, и на натуральной древесине проступают кольца и текстура. Морилка подчеркивает рельефные переходы.
Это свойство болгарки незаменимо при реставрации изделий. Удалив предыдущее красочное оформление, можно на свежую и гладкую панель наносить другое. При этом мебель изменит внешний вид и будет выглядеть новой. Щеткой выполняют браширование или искусственное состаривание материала. Для этого мягкие волокна удаляют, и на натуральной древесине проступают кольца и текстура. Морилка подчеркивает рельефные переходы.
На следующем этапе обработки придают поверхности гладкость. Здесь специалисты советуют использовать полировочные круги. Они бывают губчатые, из войлока и грубой ткани, со сменной наждачной бумагой. Ткань и войлок закрепляют для работы при помощи липучек. Насадки продают в наборах по пять штук для удобства смены. Наждачная бумага выбирается средней или мелкой степени зернистости. Марка обычно указывается на упаковке.
Крупнозернистой бумагой можно снять даже старую краску, среднее зерно подойдет для зачистки мелких повреждений и снятия небольшого слоя.
 Абсолютную гладкость придает поверхности мелкозернистый материал.
Абсолютную гладкость придает поверхности мелкозернистый материал.Важна и конструкция насадки. Доводочные или финишные круги разделяют на лепестковые, твердые и подвижные. Применение лепесткового круга позволяет добиться абсолютно гладкой поверхности. На диске размещается в качестве абразива несколько слоев наждака внахлест подобно чешуе рыбы. Такое расположение абразивного материала снижает степень изнашивания. До идеального состояния изделия доводит такая современная насадка, как чашечный круг. Чаша выполняет незначительное текстурирование, легко проникает в стыки. На ней укреплен ворс из синтетического материала или гофрированной проволоки.
Нейлоновая щетка для дерева состоит из большого количества мелких ворсинок. Ее применяют при финишной полировке. Насадка в виде чаши позволяет мастеру отшлифовать наиболее труднодоступные места на детали. Щетка удаляет заусенцы и мелкие загрязнения, шлифует лак. Торцевые щетки изготавливают из полимерабразива, цилиндрические – из латунированной и стальной проволоки.
Ее применяют при финишной полировке. Насадка в виде чаши позволяет мастеру отшлифовать наиболее труднодоступные места на детали. Щетка удаляет заусенцы и мелкие загрязнения, шлифует лак. Торцевые щетки изготавливают из полимерабразива, цилиндрические – из латунированной и стальной проволоки.
На строительном рынке продаются современные шлифовальные разновидности кругов с абразивом из трех компонентов: оксида алюминия, нейлона и полимерных материалов.
Советы по выбору
Насадки приобретают с учетом строго определенной скорости при вращении, соответствие между машиной и дисками для нее должно быть абсолютным. Выпускается несколько типоразмеров кругов – от 115 до 230 мм. Диаметр вала – 22,2 мм. Меньший диск несложно установить на болгарку с большим размером, при этом используются специальные переходники. Насадка закрепляется гаечным соединением, шпилька со стандартной резьбой М14.
Насадка закрепляется гаечным соединением, шпилька со стандартной резьбой М14.
Чтобы правильно выбрать диск, специалисты рекомендуют обратить внимание на несколько параметров.
- Толщина. Считается, что более плотные круги эксплуатируются дольше.
- Основной диаметр. Чем он больше, тем быстрее происходит шлифование. Крупные круги более надежны и служат дольше. Мастера отдают предпочтение универсальным кругам с диаметром 125 мм. В этом случае легко удерживать машинку одной рукой для совершения точных операций. Максимальный размер 230 мм применяют редко при работе с древесиной. Натуральное дерево неоднородно, поэтому лучше прибегать к постепенной и мягкой шлифовке. Для ремонта подойдут и диски 150 мм, иногда даже 180 мм.
- Тип сегмента. Грубые абразивы приобретают для первичной обработки, мягкие – для финишной доводки деталей. Обычно в быту для обработки больших поверхностей нужны как жесткие обдирочные, так и полировочные круги.

Как использовать?
Болгарка имеет несложное техническое устройство. Она снабжена электродвигателем, соединенным с угловым редуктором. Он обеспечивает вращение вала с высокой скоростью до 1000 оборотов в минуту (при работе с деревом такая скорость является оптимальной). Мощные модели требуют трехфазного источника питания, для бытового использования подойдет стандартный источник питания с напряжением в 220 В. Работать с инструментом приходится с единственной точкой опоры, держа болгарку на весу. Перекос может приводить к рывку, по этому начинающему мастеру нужно приобретать серьезные навыки для работы.
Правильно работать с машинкой позволит соблюдение техники безопасности, а именно:
- невнимательность в этом деле недопустима;
- для того чтобы исключить травматизм при использовании УШМ, с диска защитный кожух не удаляют;
- не работают с древесиной, используя сильную подачу;
- перед началом операций обязательно надевают очки и плотные перчатки; руки защищают длинными рукавами, одежда не должна быть легкой, поскольку на тело могут попадать искры;
- в процессе работы важно делать перерывы, чтобы руки не уставали и машина не соскальзывала.

Удобно работать с инструментом, у которого есть опорная ручка. Наиболее безопасны те болгарки, которые снабжены цепью от бензопилы. Если неожиданно машинку заклинивает, диск продолжает вращение, что позволяет до минимума снизить риск получить травму. Важно также плавно перемещать машину по поверхности пола, не допуская вибрации. Перед началом работы следует еще раз убедиться, что круг надежно и точно закреплен на оси.
Начинать осваивать инструмент лучше фрезами с маленькими зубцами. Чем мельче зубчики, тем проще и безопаснее выполнение операций. В процессе работы любой диск изнашивается, изменяется диаметр круга, нужна замена. Меняют диски при переходе с одного вида обработки на другой в процессе шлифовки.
Случается и так, что диск треснул или кожух сломан. Обязательно нужно снять и поменять такой диск, дальнейшая работа опасна.
Стоит придерживаться следующей пошаговой инструкции:
- отсоединить инструмент от сети, прекратить вращение вала нажатием блокирующей кнопки, только после этого разрешается откручивать диск и снимать его;
- открутить удерживающую гайку – стопор снимают при помощи ключа, если гайка слишком сильно затянута на диске, понадобится газовый ключ, который нагревают и охлаждают перед применением, а оставшуюся часть диска вырезают ножовкой;
- произвести съем негодного диска;
- надеть новый и закрепить его стопорной гайкой, прочно зафиксировать резьбу на точно установленном диске, после этого можно продолжать работу.
Подробнее смотрите в следующем видео.
разновидности отрезных кругов и пильных дисков для УШМ, особенности насадок диаметром 125 мм по камню
Болгарка считается универсальным инструментом, поскольку можно заменить насадку, и агрегат уже подходит для решения иной задачи. Диски отличаются не только по назначению, но и по размерам, материалам, которые используются при изготовлении.
Диски отличаются не только по назначению, но и по размерам, материалам, которые используются при изготовлении.
Особенности и назначение
Насадки на УШМ помогают пользователю работать не только по древесине, но и обрабатывать металлические изделия, отрезать стекло, подходят для браширования. Их можно классифицировать по типу использования, габаритам, форме. Любая насадка, которая применяется в конструкции УШМ, имеет свой цвет, это своего рода маркировка, которая указывает на назначение изделия.
Например, диск с синей краской используется для металла. Пользователю стоит помнить, что подобное изделие ставят на инструменте, который оснащен дополнительно возможностью регулировки оборотов, другой для использования не подходит.
Диаметр снаружи и толщина круга – основные параметры, по которым дифференцируют диски.
Выпускается изделие в трех вариантах:
- небольшое;
- среднее;
- большое.

Самыми востребованными считаются 125 мм. Меньше всего распространены круги диаметром 150 и 80 мм.
Те насадки, которые используют для обработки бетонного покрытия и каменного, изготавливаются исключительно из карбида кремния, поскольку именно этот материал обеспечивает необходимую эффективность. Однако для резки кирпича красного цвета эта насадка не используется, лучше брать с алмазным напылением.
Что касается обработки древесины, то она может быть грубой или нет.
Для первого варианта используют диски-рубанки, посредством которых можно быстро обтесать бревно или деревянный столб. Использовать подобную насадку можно только на инструменте, который оснащен второй ручкой. Можно убрать защитный кожух, поскольку разрушение насадки маловероятно из-за цельной конструкции диска.
Использовать подобную насадку можно только на инструменте, который оснащен второй ручкой. Можно убрать защитный кожух, поскольку разрушение насадки маловероятно из-за цельной конструкции диска.
Если необходимо убрать кору, стоит использовать диск для обдирки, который прекрасно заменяет обычный и более привычный ручной инструмент – топор. Им можно дополнительно распиливать не слишком толстые доски.
Для более качественной обработки деревянных заготовок применяют абразивные диски, но для этого оператор должен обладать навыком и умением.
Нередко для работы с описываемым материалом используют фрезы, необходимые для распиливания, отделки кромки, вырезания чаши.
 Если берется подобная насадка, то удалять кожух, предназначенный для дополнительной защиты оператора, нельзя, а скорость, с которой вращается диск, должна быть той, что указана производителем.
Если берется подобная насадка, то удалять кожух, предназначенный для дополнительной защиты оператора, нельзя, а скорость, с которой вращается диск, должна быть той, что указана производителем.Кроме всего прочего, болгарка — инструмент, используемый в качестве шлифовального агрегата.
Если это первичная обработка, то применяют кордовые щетки, поскольку они быстро выравнивают поверхность. Торцы обрабатывают соответствующими торцевыми дисками.
Насадки лепесткового типа всегда применяют в количестве нескольких изделий, поскольку потребуется отдельно брать для различных, выполняемых операций.
Начинают работать диском, на котором находится крупный абразив, затем зерно должно быть все меньше и меньше по размеру.
 Использовать шлифовочные диски можно при подготовке основания перед покраской, циклования, обработки краев.
Использовать шлифовочные диски можно при подготовке основания перед покраской, циклования, обработки краев.Чтобы отполировать древесину, используют и соответствующие диски, рабочее основание которых производится из различных, более мягких материалов, к примеру, губки, шкурки.
Диски, которые устанавливают на пилы циркулярного типа, использовать на болгарке запрещено, поскольку кромка не выдерживает нагрузки, а зубья разлетаются.
Какие бывают?
Если классифицировать диски по материалу, что применялся производителем при изготовлении, то они бывают:
- алмазные;
- «черепашка»;
- твердосплавный;
- с абразивом;
- зачистной.

У алмазных отрезных кругов в основе сталь, на которую наносится особое напыление. Универсальность дисков сделала их востребованными на рынке.
Насадка, которую называют «черепашкой», тоже обладает алмазным напылением, но в ее основе гибкая резина, отличающаяся особой прочностью. Насадка имеет рифленую структуру, цепляются они с помощью липучки. Если говорить о конструктивных особенностях насадки, то это круг в форме тарелки с нанесенным на поверхность клеем особого качества.
При выполнении поставленной задачи применяется специализированная бумага, на которой также есть слой клея, за счет чего и достигается необходимый уровень фиксации. Тарелка обладает разной толщиной, в зависимости от модели. Производитель делает ее как твердой, так и мягкой.
Производитель делает ее как твердой, так и мягкой.
Специалисты не советуют использовать жесткие во время шлифовки или полировки, поскольку неосторожность приводит к появлению вмятины.
В момент эксплуатации круга на липучке пользователю необходимо понимать, что при движении он развивает большую скорость, поэтому нагревается. Поэтому изделия с отверстиями предпочтительнее, поскольку они лучше охлаждаются. Требуется и постоянно контролировать степень износа насадки, иначе пользователь будет работать основанием.
Для изготовления твердосплавных дисков применяют особые сплавы, которые формируют прочное соединение. На крае есть припой, который состоит из высокоуглеродистой стали с молибденом, никелем, хромом. Абразивные изделия производятся из латексной бумаги, поскольку она характеризуется как материал с высокой плотностью и устойчивостью к воде. В конструкции имеется армированная сетка, на которую и наносится абразивное покрытие.
В конструкции имеется армированная сетка, на которую и наносится абразивное покрытие.
Иногда у кругов полимерная основа. У зачистных дисков есть металлическая проволока, за счет нее происходит удаление краски, лака или ржавчины с поверхности.
Виды дисков служат для:
- разрезания материала;
- полировки и шлифовки;
- обдирки;
- фрезерования.
Диски для качественного среза используются гораздо чаще, они выпускаются на рынок различных типов. Если это круг по металлу, то размер его диаметра обычно 115-230 мм, есть в продаже и 125 мм. От того, какой диаметр у насадки, варьируется и толщина изделия, как правило, она составляет от 1 до 3,2 мм.
Недорогие диски для резки обычно около 2,5 мм, шлифовальные зачистные обладают большей толщиной около 6 мм. Посадочный диаметр всегда 22,2 мм.
Абразивные имеют более широкое применение, они разрезают и отшлифовывают не только камень, но и металл. В сравнении с ними алмазные обладают лучшей производительностью, поскольку быстрее разрезают материал, более того, они обладают высоким уровнем безопасности.
В сравнении с ними алмазные обладают лучшей производительностью, поскольку быстрее разрезают материал, более того, они обладают высоким уровнем безопасности.
Насадки, основное назначение которых – обработка поверхности из камня, по параметрам мало чем отличаются от тех, что применяют при необходимости разрезать металл, однако, на них наносится иной абразив.
Изделия по дереву выглядят как пилы, работать ими опасно, поэтому стоит быть особенно осторожным. Использовать лучше всего те диски, у которых мелкие зубья, а не большая подача. Параллельно лучше всего применять особое крепление для дистанционной фиксации элемента.
Стандартные режущие диски обладают небольшой толщиной, они недорогие. Алмазные покрыты с одной стороны особым напылением, универсальные, поскольку ими можно распиливать любой материал, поэтому дорого стоят и обладают большим весом, чем остальные. Поставляются в продажу такие абразивные насадки с двумя или одним кольцом нанесенного абразива. Они могут создавать сплошную прорезь или с поперечными прорезями.
Алмазные покрыты с одной стороны особым напылением, универсальные, поскольку ими можно распиливать любой материал, поэтому дорого стоят и обладают большим весом, чем остальные. Поставляются в продажу такие абразивные насадки с двумя или одним кольцом нанесенного абразива. Они могут создавать сплошную прорезь или с поперечными прорезями.
Неопытному покупателю с первого взгляда сложно понять, для чего именно можно использовать то или иное изделие, поэтому стоит ознакомиться с данными, указанными на упаковке.
На рынке также можно найти много вариантов войлочных дисков:
- с губкой;
- с материей;
- с наждачкой;
- коралловый;
- с войлоком;
- с возможностью сменить шлиф-шкурку.
Чтобы применять подобное приспособление, используют дополнительно шлифовальную пасту, в составе которой находится мелкий абразив. Нередко необходимы для работы шлифовальные диски из карбида вольфрама, которые являются более дешевым эквивалентом к дискам, изготавливаемым из диаманта, поэтому и срок их эксплуатации значительно ниже.
Очень важно, чтобы пользователь обратил внимание на качество абразива, который используется в конструкции. Качество обработанной поверхности имеет прямую зависимость от этого показателя.
Если необходима грубая зачистка, тогда стоит использовать изделия с наждачным абразивом 40-80. Есть в продаже и изделия с показателем абразива до 3000, которые мало чем отличаются от обычной бумаги. Они стоят дороже и позволяют добиться полировки высшего качества.
Фибровые изделия изготавливаются из тонких и гибких волокон, скрепленных специальной смолой. Их нужно использовать с подкладкой. Обладают такие диски большим спектром применения, быстро сменяются на оборудовании. Они создают необходимую зону давления на материал, легко распиливают его, поставляются по доступной цене. С ними можно работать на разных скоростях.
Они создают необходимую зону давления на материал, легко распиливают его, поставляются по доступной цене. С ними можно работать на разных скоростях.
Для удаления краски, ржавчины идеально подходит нейлоновая сетка. Однако, она может слишком сильно воздействовать на металл и снять его более допустимой толщины, в этом случае используются специальные губки, которые не повреждают алюминий, поэтому их использование возможно на стеклоткани.
Обдирочные или еще такие диски называют заточными, тоже бывают разными:
- с алмазным покрытием;
- с абразивом;
- с витой проволокой.
Чтобы хорошо обработать поверхность из камня или металла, необходимо брать насадку с витой проволокой.
Конструкция такого изделия очень проста, в ней предусмотрено две чашки, а между ними зажата стальная щетка, составленная из проволоки определенного диаметра. Диски абразивного типа для заточки используются для придания остроты разным инструментам, а также для зачистки сварного шва. В середине имеется отверстие, толщина изделия от 5 мм.
Диски абразивного типа для заточки используются для придания остроты разным инструментам, а также для зачистки сварного шва. В середине имеется отверстие, толщина изделия от 5 мм.
Алмазные для обдирки очень похожи на предыдущий вариант, за исключением того, что в них используется только одна часть, где располагается рабочая кромка. При работе с таким изделием есть ограничения — металлические заготовки и поверхности не должны обрабатываться, только каменные и бетонные. Есть и другие насадки, о которых нельзя не упомянуть.
Для первичной обработки дерева, грубой и неаккуратной зачистки берут:
- рубанок;
- диск для обдирки.
Насадка диск-рубанок позволяет полностью заменить ручной инструмент, благодаря чему время на выполнение поставленной задачи существенно сокращается. Изделие просто незаменимо, если необходимо провести черновую обработку, что очень ценится при строительстве срубов или подготовке деревянных столбов.
Во время работы требуется, чтобы пользователь был одет в защитную одежду, в том числе очки на глазах, никаких голых рук и ног, поскольку щепа может отлетать с высокой скоростью.
Обдирочные диски применяются как альтернатива плотницкому топору. Иногда ими распиливают материал, только срез получается широким, с большим количеством опилок.
Описываемый инструмент применяется и для фрезерования, когда используются фрезы. Первые присутствуют на рынке в богатом ассортименте, имеют различия по размеру абразивного зерна. Немного отличий такая насадка имеет, если сравнивать ее с рашпилем, только скорость реализации задачи главное отличие.
Если есть достаточный опыт, то можно посредством изделия провести чистовую обработку. Фрезы поступают в продажу специально изготовленными для работы с древесиной.
Отличаются насадки:
- формой;
- габаритами зубьев;
- расположением острых концов на кромке.

Главная сфера применения такого изделия – формирование чаши, выборка паза, выравнивание кромки. Можно ими производить и распил небольшой заготовки с соответствующим сечением.
Особое внимание стоит обратить на шлифовальные круги. Они выступают в качестве универсального помощника. Сменить такое приспособление проще простого, делают это по мере необходимости, когда становится заметен существенный износ рабочей поверхности, при этом насадка остается. Используют для шлифовки дерева, циклевки, зачистки или обработки краев.
Что касается лепестковых дисков, то они очень похожи по принципу использования на «черепашек», единственный существенный недостаток – такая насадка одноразовая, поэтому стоимость обработки древесины вырастает в разы.
Выглядит такой диск, как небольшая тарелка, на которую наклеивали в несколько слоев наждачную бумагу. Зернистость может отличаться, в зависимости от модели, которую выбрал пользователь.
Чаще всего такие насадки используют для грубой обработки не только дерева, но и металла, поэтому и размер абразива – от 40 до 100.
Если рассматривать более подробно недостатки этого типа насадок, то при большом количестве оборотов диск быстро изнашивается, забивается, особенно если используется мелкозернистое изделие. Такой круг лучше всего использовать для снятия слоя краски, к примеру, на кузове машины, чтобы быть уверенным, что металл не удастся сильно повредить.
Если хочется увеличить срок службы изделия, тогда стоит работать при небольших оборотах и тщательно контролировать степень давления, иначе на поверхности могут образоваться вмятины.
Металлические щетки также используются в качестве насадки на описываемый тип инструмента. На рынке предлагают много модификаций, которые отличаются по толщине используемой проволоки. Используют для очистки разных изделий, в том числе удаляют ржавчину, лаковый слой или окалины от сварки.
Если рассматривать изделия по типу используемой проволоки, тогда они могут быть следующими.
- Плоские из гофрированной стали. Применяются для грубой обработки металлической поверхности, как правило, диаметр проволоки находится в промежутке от 0,3 до 0,4 мм.
- Витые. Главное отличие в том, что проволока в конструкции витая и собрана в пучок, хотя изготавливается все так же из стали. В результате в такой конструкции щетка обладает особой прочностью, жесткостью и устойчивостью к износу. С помощью насадки можно быстро снять толстый слой краски, обработать большую по площади поверхность.
- Латунированные: Используются тогда, когда от человека требуется особая аккуратность. Они не подходят для полировки, но благодаря тому, что используется мягкая и тонкая проволока, поверхность будет качественно очищена, без образования грубых неровностей. Нередко насадка используется при обработке древесины, но только черновой.
- Чашеобразные. Изготавливаются из витой проволоки, но диаметр 0,7-0,8 мм. Можно применять при большом усилии, позволяют быстро снять краску и ржавчину. В продаже есть насадки не только для обработки дерева и металла, но и камня, в том числе шлифовки гранита или мрамора. Как правило, это алмазные чаши, которые поставляются разных габаритов. Режущая часть находится на внешней поверхности, отсюда и высокая эффективность.

Если пользователь хочет более мягкую обработку, тогда рекомендуют использовать вариант турбо, где режущая часть стоит веером по краю, отсюда и более высокое качество обработки.
 Стоит помнить, что для работы с такой насадкой потребуется мощный инструмент с максимальной частотой оборотов.
Стоит помнить, что для работы с такой насадкой потребуется мощный инструмент с максимальной частотой оборотов.Модели
В последнее время Китай в качестве производителя занимает лидирующие позиции в разных отраслях, в том числе изготавливает недорогие изделия для описываемого инструмента. В отличие от немецких товаров, что отличаются и большей стоимостью, и повышенным качеством, китайские агрегаты позволяют решать обычные задачи, при этом не обладают большим сроком годности, что вполне компенсируется доступностью.
Из всех представленных на современном рынке моделей выделим несколько.
- DEWALT DW4523 4-1 / 2-Inch на 1/4 дюйма. Имеет в конструкции низкую систему замка. Встраиваемая сетка позволяет выполнять торцевую работу с одним восьмым лезвием. Модель имеет 3 листа стеклоткани, которые делают привлекательным эксплуатационным сроком. Отличается высокой концентрацией абразива и плавно идущим колесом.

- P80 ½ BAOSTC 4. Имеет на поверхности окись циркония. Обладает высокой производительностью и сроком службы. Изготавливается с затыловкой стеклоткани. Шток во время работы извлекается быстро, нет большого шума в момент использования. Пользователей привлекает небольшая цена.
- SandBlaster 3M 9677 4-1/2. Изделия для заточки, в том числе лезвия косилки. Благодаря высокому качеству прослужит долго, правда, потребуется к диску адаптер. Они прекрасно подходят для отделки различных поверхностей. Используется, когда необходимо зашкурить металл или когда необходимо, чтобы полированная поверхность выглядела идеальной. Обладает высокой прочностью, работает как обычный диск из волокна, но имеет улучшенную конструкцию.
- DEWALT DW8061B5 4-Inch. Обладает высокой производительностью, имеет тонкую конструкцию режущей кромки и два полных листа стеклоткани. На поверхности находится алюминиевая окись.
 Обладает высокой производительностью, имеет тонкую конструкцию режущей кромки и два полных листа стеклоткани. На поверхности находится алюминиевая окись.
Обладает высокой производительностью, имеет тонкую конструкцию режущей кромки и два полных листа стеклоткани. На поверхности находится алюминиевая окись.Изделие подходит для работы с любым типом нержавеющей стали.
Советы по выбору
Большинство насадок на такой инструмент, как болгарка, являются универсальными. Их основная сфера использования – резка и полировка. Если инструмент используется профессионально, то необходимо, чтобы и диски к нему были соответствующими.
Перед покупкой на большую или маленькую болгарку необходимо установить вид диска, который соответствует поставленной задаче. Размер имеет немаловажное значение, а вместе с ним принимается во внимание и мощность мотора в конструкции болгарки.
Наиболее популярные на 115 и 230 миллиметров. Бывают такие ситуации, когда рабочий использует для пневматического инструмента малый размер диска. Такие ручные агрегаты позволяют повысить точность, которая крайне необходима при выполнении ряда задач.
Не на последнем месте при выборе комфорт, а он во многом зависит от веса и размера.
Если не планируется использовать электроинструмент для большой стройки, тогда стоит подбирать болгарку и диски на нее меньшего диаметра.
Таким агрегатом и работать удобнее, и в руку он ложится лучше, вибрация передается не так сильно, поэтому можно удерживать дольше по времени.
При выборе диска не всегда стоит выбирать дешевый вариант, поскольку в будущем можно переплатить дважды. Алмазные более дорогие, но и позволяют делать прямой, чистый срез даже после нескольких использований. Они также имеют гораздо больше срок годности, чем абразивный. Некоторым его стоимость может показаться неподъемной, однако, удается сэкономить, если посмотреть в долгосрочной перспективе.
Они также имеют гораздо больше срок годности, чем абразивный. Некоторым его стоимость может показаться неподъемной, однако, удается сэкономить, если посмотреть в долгосрочной перспективе.
Главной отличительной чертой качественного диска является абразивный материал, который нанесен.
Диски для зашкуривания стали производиться в 70-х годах прошлого века, со временем они стали более совершенными и обладают большим сроком эксплуатации. Используют их не только по металлу, но и по дереву. Когда дело доходит до обработки древесины, ничто не работает лучше, чем абразивные насадки. На них частицы карбида, которые работают на всех типах дерева. Эти весьма острые, конические зубы обеспечивают превосходное поверхностное удаление слоя, при этом остаются простыми в использовании и ими можно управлять, чтобы контролировать угол болгарки.
Есть в продаже изделия, которые очень со стороны похожи на бензопилу. Изготавливаются они из стали, зубья хорошо затачиваются. В момент использования от человека требуется максимум осторожности. В момент приобретения диска очень важно, чтобы диаметр с внешней стороны был не больше установленного максимального значения, которое допускает производитель болгарки. В качестве примера можно взять инструмент, у которого порог допустимого значения диаметра 125 мм.
Изготавливаются они из стали, зубья хорошо затачиваются. В момент использования от человека требуется максимум осторожности. В момент приобретения диска очень важно, чтобы диаметр с внешней стороны был не больше установленного максимального значения, которое допускает производитель болгарки. В качестве примера можно взять инструмент, у которого порог допустимого значения диаметра 125 мм.
Пользователь не должен ставить насадку с диаметром 230 мм, поскольку:
- превышается скорость движения режущего края, в результате чего он разрушается и может просто разлететься на части, нанеся травмы пользователю;
- инструмент с небольшими габаритами просто не потянет по мощности работы с таким приспособлением;
- даже если диск большего диаметра и ставится на оборудование, потребуется убрать защиту, а это прямое нарушение правил, продиктованных требованиями безопасности.
Посадочный диаметр на современных агрегатах составляет 22,2 мм.
Если у пользователя устаревшая модель, то для использования современных дисков потребуется приобрести переходник или адаптер.
На любом абразивном круге имеется особая маркировка, которая упрощает процесс выбора пользователю.
Она указывает на:
- диаметр;
- толщину;
- размер посадочного места;
- максимальную скорость оборотов;
- материалы, которые могут обрабатываться при помощи такой насадки.
Как использовать?
Существует несколько правил, как стоит использовать диски, чтобы не только правильно выполнить задачу, но и при этом не пострадать.
- Перед включением болгарки, независимо от того, какая насадка применяется оператором, стоит посмотреть элемент на наличие дефектов. Трещины, отсутствующие фрагменты или другие повреждения на диске представляют собой потенциальную опасность. Никогда не используют поврежденный диск, поскольку он потенциально может вырвать и выбросить фрагмент материала с высокой скоростью в сторону человека.
- Никогда не используют режущий диск для шлифования, поскольку изделие тонкое и не предназначено, чтобы выдержать боковое давление, в отличие от дисков, используемых специально для этой цели. Они могут сгибаться и разрушаться. Если воздействовать боковыми гранями на материал, это утончит диск, перегрузит его и потенциально может привести к тому, что он просто разлетится на мелкие кусочки.
 Никогда не используют поврежденный диск, поскольку он потенциально может вырвать и выбросить фрагмент материала с высокой скоростью в сторону человека.
Никогда не используют поврежденный диск, поскольку он потенциально может вырвать и выбросить фрагмент материала с высокой скоростью в сторону человека.- Диски не должны использоваться на скорости вращения, большей, чем та, для которой они были разработаны. На поверхности есть отметка, указывающая на максимальную частоту вращения. Чем больше диск, тем меньше максимальная скорость его вращения.
- Перед работой стоит убедиться, что гайка фланца затянута плотно, а сам диск установлен правильно.
- Не используют насадку, если прошел срок годности. Материал страдает от влаги и времени, теряет свои первоначальные качества, что приводит к размягчению связующей смолы и ослаблению конструкции.
- «Полость» на вдавленном центральном диске должна быть обращена наружу.
 Материал страдает от влаги и времени, теряет свои первоначальные качества, что приводит к размягчению связующей смолы и ослаблению конструкции.
Материал страдает от влаги и времени, теряет свои первоначальные качества, что приводит к размягчению связующей смолы и ослаблению конструкции.- Если нужно отрезать нержавеющую сталь, то используют насадку, сделанную из трудного абразивного материала. Более тонкие доступны для резки металла и используются для металлопрофиля. Они рассекают материал быстро, с меньше трением, не повреждения защитное покрытие. Однако они также быстрее изнашиваются. Алмазные можно использовать для резки кирпича, камня, бетона, шифера и плитки.
- Самый лучший способ отрезать металл, сперва промаркировать линию среза, используя отметку типа Tippex. Затем прорезают сначала хребты, а затем впадины. Лучший способ избежать отката – резать гребни со спины, потянув болгарку к себе, а затем порезать углубления от себя. Листы для металлопрофиля настолько тонкие, что диск может отклониться и попасть краем, тогда он просто лопнет. В любом случае давление должно быть минимальным, чтобы уменьшить вероятность развития подобной ситуации.
 В любом случае давление должно быть минимальным, чтобы уменьшить вероятность развития подобной ситуации.
В любом случае давление должно быть минимальным, чтобы уменьшить вероятность развития подобной ситуации.Тонкие диски, используемые для нержавеющей стали, лучше всего подходят для минимизации трения и предотвращения горения лакокрасочного покрытия.
Подробнее смотрите далее.
Насадки для болгарки, шлифовальная насадка для болгарки
Болгарка, она же УШМ (углошлифовальная машина) – многофункциональный инструмент. Разнообразие работ определяется большим количеством типов насадки для болгарки. О применении насадки для болгарки можно посмотреть в данном видео:
Сегодня существует множество разновидностей насадок на болгарку, но основные типы сводятся к шлифовочным, полировочным и предназначенным для очистки от ржавчины. Обработке поддаются дерево, металл, камень и многие другие материалы. Основой любой насадки для болгарки служит площадка диаметром 125 мм (может быть и больше), к которой на специальной липучке крепятся разные диски.
Можно использовать диски наждачной бумаги, которые позволяют легко шлифовать дерево и металл, подбирая нужную зернистость дисков. Специальные полировальные насадки на болгарку, также крепящиеся на липучке, сделаны из войлока. Этими кругами можно полировать пластик, оргстекло, металл, мрамор и прочее. Для полировки металла на фетровый круг надо предварительно нанести пасту ГОИ.
Существует шлифовальная насадка для болгарки из овечьей шерсти, они используются для тонкой полировки, придания зеркального блеска.
Деревянные поверхности предпочтительно шлифовать лепестковыми кругами. Называются они так, потому что диск состоит из нескольких слоёв наждачной бумаги, наложенных друг на друга по окружности, как лепестки.
Размеры таких дисков отличаются разнообразием, на небольшие устройства существуют диски размером 115 мм, а для больших УШМ есть круги диаметром 230 мм.
Ржавые металлические поверхности подвергаются обработке при помощи специально разработанных для болгарки корщёток. Они выполнены из проволоки и могут быть дисковыми или чашечными. Корщётка – это шлифовальная насадка для болгарки, которая без труда снимает ржавчину, а также обдирает старую краску с железа (например, в автосервисе).
Полировка каменных поверхностей проводится профессиональными насадками, так называемыми «черепашками». Это алмазные гибкие шлифовальные диски, предназначенные для обработки гранита и мрамора, а также керамогранита. Работа «черепашками» требует малых оборотов круга болгарки, поэтому необходим электроинструмент с регулировкой. Вообще говоря, любую полировку лучше проводить болгаркой, обладающей функцией регулирования числа оборотов.
Вообще говоря, любую полировку лучше проводить болгаркой, обладающей функцией регулирования числа оборотов.
Как видно, разнообразие насадок для болгарки действительно приличное, поэтому любому хозяину можно выбрать такую, с которой работа будет быстрой, лёгкой и эффективной.
Правильный выбор дисков для болгарки, особенности и сферы применения отрезных кругов
К выбору данного элемента нужно отнестись ответственно, ведь именно от него зависит конечный результат.
Насадки предназначаются для резки, шлифовки, полировки, зачистки металла и других материалов. Сейчас предлагается большой выбор дисков для болгарки, поэтому иногда принять правильное решение бывает сложно даже профессионалам. Чтобы приобрести качественный диск для УШМ, следует учитывать множество нюансов и важных особенностей.
Разновидности сменных насадок для болгарки
В зависимости от функционала насадки для УШМ бывают следующими:
- Отрезными. Они представляют собой круги, которые отличаются методом резки и типом конструкции. Такие элементы можно отнести к наиболее распространенным, ведь с их помощью можно осуществлять резку материалов, обладающих любой плотностью и происхождением.
- Полировальными и шлифовальными. Данные элементы применяются для устранения неровностей и придания деталям зеркальной гладкости.
- Заточными и обдирочными. Такие насадки предназначаются для заточки инструмента и удаления из поверхности деталей ржавчины, краски и т.д.
 Они представляют собой круги, которые отличаются методом резки и типом конструкции. Такие элементы можно отнести к наиболее распространенным, ведь с их помощью можно осуществлять резку материалов, обладающих любой плотностью и происхождением.
Они представляют собой круги, которые отличаются методом резки и типом конструкции. Такие элементы можно отнести к наиболее распространенным, ведь с их помощью можно осуществлять резку материалов, обладающих любой плотностью и происхождением.
Особенности и сферы применения отрезных кругов
Во время покупки отрезных кругов важно учитывать свойства материала, распиливание которого планируется. Они бывают следующими:
- Для распила металла. Такие элементы предназначаются для работы с металлическими изделиями. Чтобы сделать правильный выбор, рекомендуется обратить внимание на их толщину и внешний диаметр. Самыми маленькими считаются отрезные диски диаметром 125 мм, а большими — 230 мм. Толщина данных элементов может составлять 1—3.2 мм. Толщина отрезного диска зависит от его внешнего диаметра. Чем он больше, тем изделие толще. Что касается насадок небольших размеров, то их толщина может быть любой. Такие показатели напрямую связаны со скоростью вращения.
- Для работы с камнем. Эти насадки по своему типу конструкции и способу применения практически ничем не отличаются от предыдущих. Единственное их отличие заключается в используемых абразивных материалах.
- Для распила дерева. Такие элементы имеют круглую форму и острые зубцы. Внимание! Во время обработки дерева этими насадками нужно быть предельно осторожным. В противном случае человек может серьезно травмироваться. Заклинивание насадки приводит к выскальзыванию УШМ из рук работника.
Чтобы избежать неприятных ситуаций, человеку необходимо строго соблюдать следующие правила:
- запрещается снятие защитного кожуха;
- сменный элемент должен состоять из мелких зубцов;
- применение мощной подачи запрещается, ведь это может привести к заклиниванию элемента;
- для распила крупногабаритной древесины мощной УШМ необходимо использовать специальную оснастку.

Алмазными дисками. Эти элементы можно отнести к универсальным. Они предназначаются для обработки материалов разной степени твердости. Алмазные диски идеально подходят для работы с камнем, железобетоном, кафелем или керамогранитом. Для этих материалов используются насадки разных конфигураций. Они могут быть с режущими секторами или сплошной режущей кромкой. Насадки также отличаются величиной напыления. Они бывают с крупным или мелким напылением. К примеру, алмазные диски для работы с бетоном обладают разделенной на сектора режущей кромкой и мелким напылением. Что касается сменных элементов для резки камня, то они имеют форму сплошного круга.
Определить назначение алмазного диска по внешнему виду крайне сложно, поэтому перед его покупкой необходимо внимательно изучить информацию, указанную на упаковке.
Особенности полировальных и шлифовальных насадок
Полировальные и шлифовальные насадки предназначаются для придания изделиям зеркальной поверхности и устранения неровностей. Они бывают следующими:
Они бывают следующими:
- матерчатыми;
- войлочными;
- губчатыми;
- с наждачной бумагой.
Для качественной обработки деталей рекомендуется дополнительно применять мелкоабразивные пасты.
Мелкоабразивные шлифовальные круги используются для грубой шлифовки поверхности. Для полировки изделия применяется войлочная или матерчатая насадка.
Свойства и разновидности обдирочных, заточных насадок
Такие элементы пригодятся в том случае, если возникает необходимость заточить инструмент или избавить поверхность деталей от ржавчины, краски. К самым распространенным из них можно отнести следующие:
- Заточные расходники. Данные насадки идеально подходят для грубой обработки изделий из металла. С их помощью можно осуществлять заточку инструмента или же зачистку сварных швов. Большим спросом пользуются заточные расходники с небольшим диаметром. Они подходят для маленьких УШМ.
- Витые шарошки. Такие элементы состоят из чашечек и щеток из стальной проволоки. Без них крайне сложно обойтись в тех случаях, если возникает необходимость удалить давно засохшую краску или цементный раствор.
- Алмазные расходники. От всех остальных алмазные расходники отличаются тем, что во время проведения работ используется только периферийная часть насадки. На нее, в свою очередь, наносится алмазное напыление. Алмазные расходники идеально подходят для обдирки камня, бетона. С их помощью также можно снимать бетонную стяжку.
 Без них крайне сложно обойтись в тех случаях, если возникает необходимость удалить давно засохшую краску или цементный раствор.
Без них крайне сложно обойтись в тех случаях, если возникает необходимость удалить давно засохшую краску или цементный раствор.
Что учитывать при покупке диска?
Чтобы правильно подобрать диск, необходимо изучить информацию, которая указывается на его лицевой стороне. Очень важную роль играет сфера применения насадки. Кроме того, на ее лицевой стороне указываются диаметр, максимальные обороты, срок эксплуатации элемента. Внимание! Во время покупки насадки важно учитывать ее срок годности. Нельзя использовать просроченные диски.
Размер отрезного круга наносится на внешнюю сторону элемента. Он включает три основных параметра, которые разделяются знаком «X». Для проведения расчета габаритов дисков необходимо обратить внимание на внешний и посадочный диаметр, толщину. Чтобы насадка подошла для болгарки, при покупке важно учесть ее внешний диаметр.
Для проведения расчета габаритов дисков необходимо обратить внимание на внешний и посадочный диаметр, толщину. Чтобы насадка подошла для болгарки, при покупке важно учесть ее внешний диаметр.
Чем тоньше круг, тем легче осуществляется резка изделия. К недостатку такой насадки можно отнести то, что она может быстро сломаться. Этот элемент идеально подходит для болгарок, обладающих невысокой мощностью.
Спецификацию диска помогает определить четырехзначный код. Во время покупки данного элемента важно обращать внимание на его сферы применения.
Элементы для резки алюминиевых конструкций
Поскольку алюминий характеризуется мягкостью и вязкостью, отрезные диски истираются довольно быстро. Это может привести к их заклиниванию. После обработки алюминия такие насадки не предназначаются для резки стали.
Алюминий не имеет свойства искрить, но во время его обработки выделяется мелкая стружка. Избежать ее попадания в глаза помогают защитные очки.
Чтобы алюминиевый сплав был качественно обработан, рекомендуется соблюдать такие правила:
- наносить керосин на рабочий шов;
- правильно выбирать насадку;
- соблюдать правила пожарной безопасности.

Для резки алюминия рекомендуется выбирать круги диаметром 125 мм.
Внимание! Для безопасной и качественной обработки металлов необходимо подробно ознакомиться со всеми сменными элементами для УШМ. Таким образом человеку удастся подобрать подходящую по всем критериям насадку.
Рекомендуем
Диски для болгарки и их назначение — гайд по 5 основным видам
С болгаркой можно резать, точить, шлифовать самые разные материалы и поверхности. Но для каждого из них нужен подходящий диск. О том, какие бывают круги для УШМ и для чего они нужны — в этом гайде. Тут также есть инструкция по замене насадки и советы, которые помогут справиться с заклиниванием аксессуара.
Что такое диск для болгарки
Он представляют собой насадку для УШМ. Нужный вариант подбирается по размеру (диаметру) и материалу в зависимости от задачи.
Узнайте: Как выбрать болгарку для домашнего использования — 10 основных критериев
Сортировка по назначению
Исходя из типа работ, диски для болгарок делят на пять видов.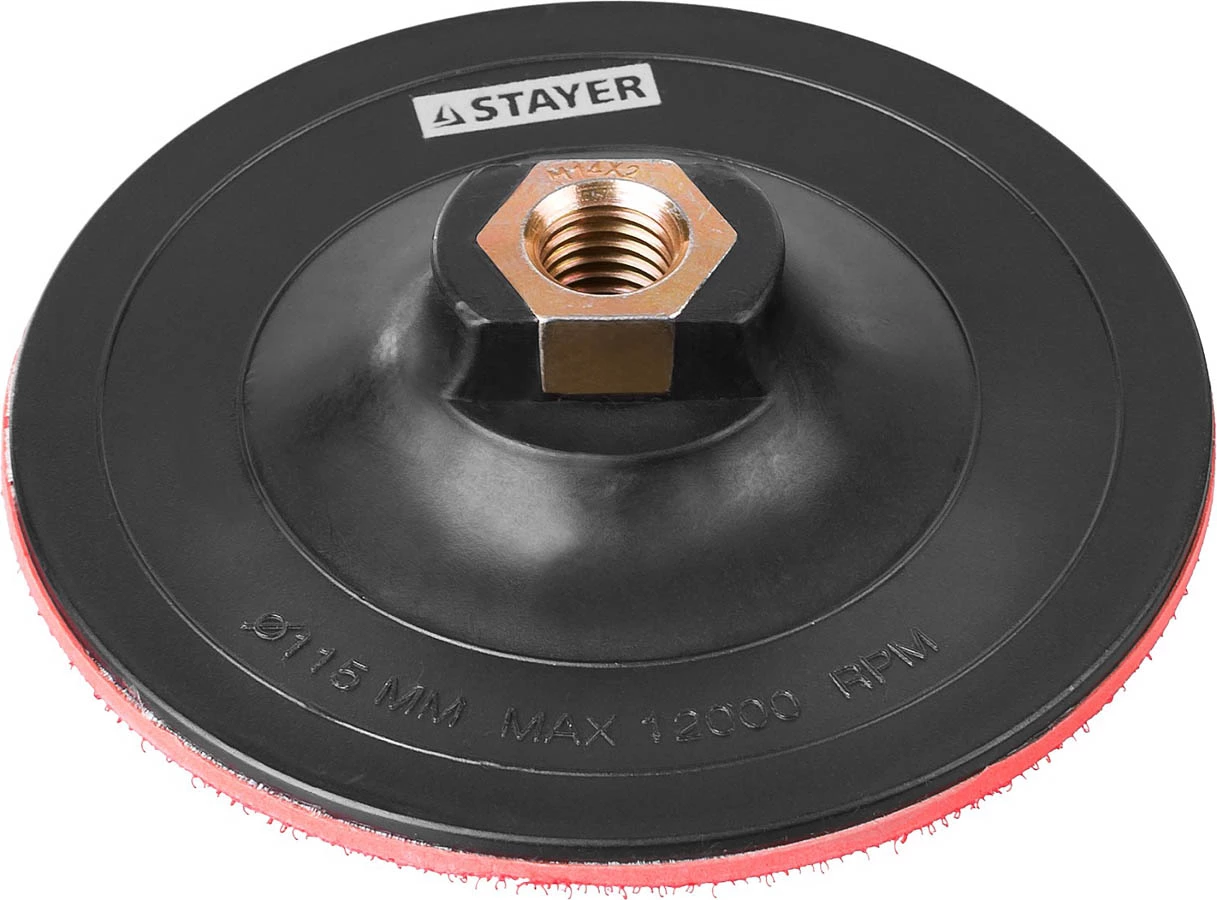 Ниже — краткое описание каждого из них.
Ниже — краткое описание каждого из них.
Отрезные
Эти насадки отличаются небольшой толщиной (от 1 до 3,2 мм) и оснащены режущей кромкой.
Обдирочные и зачистные
Рабочая часть кругов выглядит как два скрепленных друг с другом диска или выполнена в форме чашки. Кромка же часто выглядит как щетка или проволока. Такие круги нужны, чтобы снять с поверхности ржавчину, лак или краску. Это — отличный вариант для выполнения ремонтных работ, связанных с кузовной частью авто. Обдирочные насадки также помогут счистить штукатурку, избавиться от следов бетона.
Шлифовальные и полировальные
Применяются при циклевке паркета, черновой и окончательной обработке. Видов шлифовальных насадок бывает много: у каждой насадки — свое предназначение и материал, который подходит для определенного типа поверхности. Подробнее об этом можно прочитать в соответствующем разделе.
Фрезеровочные
Они делятся на два вида: круги и фрезы. Первый вариант сбоку напоминает рашпиль. Его используют для грубых работ с деревом. Фрезы же используют, чтобы создавать пазы, углубления, обрабатывать торцы, кромки. С их помощью также можно распиливать небольшие заготовки.
Его используют для грубых работ с деревом. Фрезы же используют, чтобы создавать пазы, углубления, обрабатывать торцы, кромки. С их помощью также можно распиливать небольшие заготовки.
Заточные
Классические круги, которые также используют в точильных станках. Они имеют не такую толщину, как отрезные: сечение их равно не менее 5 мм. С помощью таких насадок можно не только затачивать инструменты, но и счищать сварочные швы. Подойдут они и для грубой шлифовки металлических поверхностей.
Читайте также: Как выбрать перфоратор: 5 советов для правильного выбора
Классификация по материалу
В зависимости от назначения различается и материал насадок на болгарку. Каждый вид имеет характеристики, которые делают его наиболее подходящим для определенных работ. Арсенал шлифовальных и полировальных кругов довольно внушителен.
Отрезные диски на УШМ тоже делятся на несколько разновидностей, в зависимости от материала:
- Для работы по металлу — варианты из стали с абразивной поверхностью из глиноземного или электрорунда.
- Работа с камнем проводится при помощи режущего элемента, выполненного из карбид-кремниевым абразивом. Они бывают цельными и разбитыми на сегменты. Первый вариант используют для доломита, известняка, а второй — для плитки и других твердых поверхностей.
- Для дерева используются пильные круги. Они отличаются формой зубчиков. Так, есть переменно-скошенные и прямые модели. Первые универсальны, вторые же предназначены для хвои и прочего мягкого дерева. Также есть зубчики в форме трапеции. Они подходят для среднего и высокого в плане плотности материала.

Отдельно стоит поговорить об алмазных аксессуарах. Их делают из стали с вкраплением алмазной крошки. Особенность таких кругов — повышенная износостойкость.
Пригодится: Как выбрать аккумуляторный шуруповерт: 6 советов и рейтинг из 5 крутых моделей
Как сменить диск на болгарке
Круги для УШМ — по сути, расходники. Со временем они изнашиваются, и тогда необходимо заменить износившуюся насадку новой.
Как это сделать:
- Убедиться, что инструмент не подключен к источнику питания и обесточить в случае необходимости.
- Зафиксировать шпиндель, используя кнопку блокировки на фронтальной части корпуса.
- Вставить ключ.
- Одной рукой надо придерживать фиксатор, а другой — крутить гайку, пока она не поддастся. После этого ее можно снять.
- Установить новую насадку и проделать те же действия в обратном порядке, чтобы надежно еее закрепить.
Примечание: диск всегда устанавливается наружу стороной, на которой написана его маркировка.
Интересно: Какой из 2 типов перфораторов лучше – вертикальный или горизонтальный?
Что делать, если диск заклинило
Такие случаи — не редкость при работе с материалами повышенной прочности и внушительной толщины. Решить задачу можно разными способами.
- Использовать пару газовых ключей. Стоит действовать уверенно, но аккуратно, чтобы не сломать стопор. Нужно выломать остатки круга, чтобы получить доступ к нижнему фланцу. Для этого можно воспользоваться плоскогубцами. После необходимо зажать ключами верхний и нижний крепеж, после чего повернуть их в разных направлениях.
- Разобрать редуктор. Метод используется, если фиксатор пришел в негодность. Тут тоже надо выломать остатки диска. Затем надо снять крепежную деталь и крышку. Теперь нужно закрепить вал, воспользовавшись тисками. Между их губками нужно положить прокладки, сделанные из алюминия. Потом с помощью ключа понадобится открутить крепеж.
- Стесать круг. Вынуть торчащие части диска, как написано выше. Потом — взять лист металла в тиски (его толщина должна соответствовать кругу), включить болгарку и о торец листа сточить остатки абразива.
 Стоит действовать уверенно, но аккуратно, чтобы не сломать стопор. Нужно выломать остатки круга, чтобы получить доступ к нижнему фланцу. Для этого можно воспользоваться плоскогубцами. После необходимо зажать ключами верхний и нижний крепеж, после чего повернуть их в разных направлениях.
Стоит действовать уверенно, но аккуратно, чтобы не сломать стопор. Нужно выломать остатки круга, чтобы получить доступ к нижнему фланцу. Для этого можно воспользоваться плоскогубцами. После необходимо зажать ключами верхний и нижний крепеж, после чего повернуть их в разных направлениях.
Совет: чтобы насадку не заклинило, можно разместить между нею и гайкой кусочек картона.
- Прогреть гайку. Для этого понадобится паяльная лампа. Также можно взять строительный фен или же воспользоваться газовой горелкой типа 44E118. Прогретый фланец, как правило, без проблем откручивается комплектным ключом. Но тут стоит помнить о безопасности: лучше надеть перчатки, чтобы случайно не коснуться горячей детали.
- Воспользоваться смазкой типа WD-40. Нужно хорошенько полить место, где соединяются вал и фланец. Подождать минут пять, пока вещество проникнет вглубь материала, а потом попробовать открутить крепежный элемент.
- Постучать в середину гайки. Для этого используют перфоратор в ударном режиме и с насадкой типа зубило. Стопор во время работы должен быть активирован. Хватит и пары движений, чтобы снять крепеж.
- Разрезать деталь ножовкой. Кнопку стопора при этом необходимо удерживать.
Полезно: Электрорубанок: как выбрать инструмент для дома — 6 основных критериев
Зная, какие бывают болгарочные диски, нетрудно подыскать подходящий. Вооружившись нужными кругами, можно выполнять самые разные работы, связанные со стройкой, ремонтом.
Вооружившись нужными кругами, можно выполнять самые разные работы, связанные со стройкой, ремонтом.
Насадки на болгарку
Выполнить некоторые виды работ при помощи стандартных кругов для болгарки достаточно сложно, а порой и просто невозможно. Так, обычными шлифовальными дисками нельзя отполировать любую поверхность, удалить ржавчину или краску не повредив самого изделия. В этом случае необходимо применять специальные насадки на болгарку, которые в зависимости от своего назначения могут иметь различную конструкцию.
Содержание:
Насадки с липучкой
Подобные приспособления применяются для черновой шлифовки и чистовой полировки изделий из различных металлов, древесины. Конструктивно такая насадка представляет собой диск тарельчатой формы, поверхность которого покрыта клеящим составом, липучкой. Для работы с таким устройством применяется специальная шлифовальная бумага, тыльная поверхность которой также обработана липучкой. Благодаря этому достигается надежная фиксация абразивного материала на основе.
Благодаря этому достигается надежная фиксация абразивного материала на основе.
Тарелка насадки может иметь различную толщину, быть жесткой или мягкой. Следует сказать о том, что применение жестких моделей при шлифовке или полировке не рекомендуется. Дело в том, что любое неосторожное движение краем круга приведет к появлению борозд на обрабатываемой поверхности. Поэтому для выполнения тонких чистовых работ лучше применять насадки с мягкой основой.
Большое значение имеет и выбор абразивного материала, от величины зерна материала будет зависеть качество поверхности после обработки. Для грубой зачистки применяется наждачка с зерном 40-80, последующая шлифовка и полировка выполняется с постоянным уменьшением зернистости. В продаже можно найти такие материалы с показателем до 2000-3000, такая бумага на ощупь практически не отличается от обычной, применяется при необходимости получения поверхности наивысшего качества.
Выбирая круги для насадки с липучкой, следует обратить внимание на следующий момент. В связи с тем, что болгарка развивает достаточно большую скорость вращения (число оборотов у некоторых моделей достигает 10-12 тысяч), поверхность круга значительно нагревается, вплоть до самовозгорания. Производители рекомендуют применять наждачные круги с рядом отверстий, считается, что такой элемент лучше охлаждается при работе. Именно из-за большой скорости стирания наждачной бумаги следует постоянно контролировать ее состояние, в противном случае, особенно у новичков в шлифовальном деле, в ход идет поверхность основного диска. Поэтому, выбирая наждачную бумагу, предпочтение стоит отдавать более толстым ее видам.
В связи с тем, что болгарка развивает достаточно большую скорость вращения (число оборотов у некоторых моделей достигает 10-12 тысяч), поверхность круга значительно нагревается, вплоть до самовозгорания. Производители рекомендуют применять наждачные круги с рядом отверстий, считается, что такой элемент лучше охлаждается при работе. Именно из-за большой скорости стирания наждачной бумаги следует постоянно контролировать ее состояние, в противном случае, особенно у новичков в шлифовальном деле, в ход идет поверхность основного диска. Поэтому, выбирая наждачную бумагу, предпочтение стоит отдавать более толстым ее видам.
Лепестковый диск
Данная насадка работает по тому же принципу, что и вышеописанная, основным ее недостатком является то, что она одноразовая, а это существенно увеличивает стоимость обработки.
Лепестковый диск представляет собой тарельчатую основу, на которую веером наклеены сегменты наждачной бумаги. Зернистость материала может быть различность, но в основном все лепестковые круги применяются для достаточно грубой обработки дерева или металла (зернистость 40-100).
К недостаткам можно отнести и то, что при большом числе оборотов диск очень быстро забивается, особенно это касается мелкозернистых материалов. Именно поэтому такая насадка редко применяется для удаления краски. Для продления срока службы круга необходимо выполнять работы на несколько пониженной частоте вращения. Кроме того, следует контролировать прилагаемые усилия, особенно при обработке древесины, любое лишнее нажатие приводит к образованию на поверхности ям и круговых борозд.
Металлические щетки
В продаже можно встретить много различных модификаций данной насадки. В зависимости от толщины проволоки и других конструктивных особенностей она может применяться для обработки различных материалов. С ее помощью можно удалять ржавчину, сварочную окалину, старые лакокрасочные покрытия.
- Плоские щетки из стальной гофрированной проволоки могут использоваться для грубой очистки металлических поверхностей. Обычно диаметр применяемой проволоки не превышает 0,3-0,4 мм.
- Для этой же цели применяют и так называемые витые дисковые щетки. Их основное отличие заключается в том, что стальная проволока свита в пучки, это придает насадке большую жесткость и устойчивость к истиранию. Такое приспособление позволяет эффективно очищать даже большие по площади поверхности с наименьшими трудозатратами.
- Щетки из латунированной проволоки могут применяться для более тонких работ. Конечно, отполировать поверхность ей не получиться, но благодаря мягкости применяемой проволоки, диаметр которой обычно не превышает 0,3 мм, можно добиться достаточной чистоты. Такие насадки могут использоваться и в черновой обработке деревянных изделий.
- Чаще всего в продаже можно встретить чашеобразные стальные щетки из свитой проволоки (диаметр 0,7-0,8 мм). Такие насадки могут использоваться с приложением значительных усилий. С их помощью легко удаляются как краска, так и ржавчина.

Насадки для обработки каменных поверхностей
Шлифовка камня, гранита, мрамора выполняется при помощи алмазных чаш. Они отличаются размерами, вполне можно найти насадку диаметром от 125 до 230 мм. Для грубой обработки, когда требуется снять значительный слой материала (1-2 см), применяют двухрядные алмазные чаши. Режущие сегменты расположены по внешнему краю приспособления в два ряда, это обеспечивает высокую эффективность работы.
Они отличаются размерами, вполне можно найти насадку диаметром от 125 до 230 мм. Для грубой обработки, когда требуется снять значительный слой материала (1-2 см), применяют двухрядные алмазные чаши. Режущие сегменты расположены по внешнему краю приспособления в два ряда, это обеспечивает высокую эффективность работы.
Более мягкого эффекта можно добиться, применяя алмазную чашу турбо. Ее режущие элементы расположены по кромке веером, это позволяет выполнить шлифовку более высокого качества. Все работы по шлифовке камня должны выполняться достаточно мощными болгарками (не менее 1,2-1,5 кВт), при этом частота оборотов должна быть максимальной.
Отдельно стоят приспособления для полировки гранита, мрамора. Такие насадки, их еще называют черепашками, представляют собой гибкий круг с алмазным напылением. От величины зерна напыления напрямую зависит качество получаемой поверхности. Если для полировки мрамора может применяться насадка с зернистостью 800, то для гранита она применяется только для черновой обработки. Окончательная полировка этого материала осуществляется при зернистости 1200-1500 и выше.
Окончательная полировка этого материала осуществляется при зернистости 1200-1500 и выше.
Все работы по полировке должны выполняться маломощной болгаркой с регулятором количества оборотов.
Самодельные приспособления для болгарок
На этом возможности обычной болгарки не исчерпываются, благодаря многим умельцам постоянно появляются приспособления, способные облегчить работу с ней и увеличить область применения. И хоть такие приспособления и насадки не идут в серийное производство, они пользуются заслуженным спросом.
- Чаще всего болгарку переделывают под штроборез. Для этого увеличивается ширина защитного кожуха, и изготавливается опорная плита. Такой инструмент можно использовать как с одним диском, так и с двумя, правда при этом необходимо модернизировать и узел крепления. Усовершенствованный чехол с опорой легко снимается при необходимости, и болгарку можно использовать по прямому назначению.
- Иногда приходится выполнять работы по зачистке труднодоступных поверхностей. Умельцы для этих целей придумали специальную насадку, способную вынести диск небольшого диаметра за габариты инструмента. Вращение передается от основного привода при помощи своеобразной ременной передачи (применяются резиновые пассики). Резать таким приспособлением конечно нельзя, а вот с удалением окалины со сварочного шва она справиться вполне.
 Умельцы для этих целей придумали специальную насадку, способную вынести диск небольшого диаметра за габариты инструмента. Вращение передается от основного привода при помощи своеобразной ременной передачи (применяются резиновые пассики). Резать таким приспособлением конечно нельзя, а вот с удалением окалины со сварочного шва она справиться вполне.
Умельцы для этих целей придумали специальную насадку, способную вынести диск небольшого диаметра за габариты инструмента. Вращение передается от основного привода при помощи своеобразной ременной передачи (применяются резиновые пассики). Резать таким приспособлением конечно нельзя, а вот с удалением окалины со сварочного шва она справиться вполне.
Выполняя работы с различными насадками для болгарок, не стоит забывать о мерах безопасности, особенно это касается самодельных устройств.
Применение насадок позволяет использовать такой, казалось бы, грубый инструмент для выполнения целого ряда технологических процессов.
Эффективное охлаждение и смазка — Доктор Кул — ANCA
Новости E-Sharp
Ноябрь 2013
Насадки на форсунки СОЖ
Скромная форсунка для охлаждающей жидкости может оказать большее влияние на процесс шлифования, чем вы думаете.
В этой статье д-р Джон А. Вебстер исследует роль охлаждающей жидкости в поиске качественной обработки поверхности и микронной точности.
Форсунки
— это признанный способ подачи охлаждающей жидкости в процесс шлифования для контроля температуры детали, поддержания круга в чистоте и открытия для схода стружки, обеспечения действия противозадирных присадок в охлаждающей жидкости и вымывания стружки из зоны резания. области и в систему фильтров.
Пластмассовые модульные насадки хорошо работают при низком давлении (2 бар), но могут смещаться при более высоком давлении, что обеспечивает лучшее измельчение. Их легко наводить, но их нужно размещать близко из-за рассредоточенной геометрии реактивного сопла.
Жесткие металлические трубы, такие как медь и сталь, более жесткие, но также дают рассредоточенные струи, которые увлекают воздух в охлаждающую жидкость, если только конец не обжат аккуратно или к концу не прикреплен наконечник сопла. Их наведение и повторное наведение требует частых изгибов, что в конечном итоге приводит к их перелому.
Сопла когерентной струи очень эффективны
За последние 20 лет автор продемонстрировал, что лазероподобные когерентные струйные сопла более эффективны, чем модульные пластиковые и жесткие трубчатые сопла, особенно при шлифовании, когда большая часть тепла уходит на деталь, а не на стружку.При скорости вращения колеса 6000 футов в минуту или выше пограничный слой воздуха, движущийся вместе с поверхностью колеса, будет препятствовать смачиванию поверхности колеса охлаждающей жидкостью низкого давления. Более высокая энергия удара, связанная с когерентными струями, и их способность соответствовать скорости круга удаляет пограничный слой, очищает круг и позволяет кругу транспортировать охлаждающую жидкость через зону шлифования.
Эта система двухструйных форсунок показана установленной на шлифовальном станке ANCA TX7.Круглое сопло нацелено на
.
угол колеса и плоское сопло ОД колеса. 2 внешних колеса смазаны круглой смазкой
.
поворотные сопла на кольцевых коллекторах
Когерентные струйные сопла в медицинской и аэрокосмической промышленности
Производитель медицинского инструмента, использующий шлифовальную машину ANCA TX7, испытывает в пять раз меньший износ углов круга, отсутствие заусенцев и ожогов от клейкого нержавеющего материала, отсутствие повреждений сопла из-за большего расстояния от круга, более легкое наведение струи и 40% увеличение производительности за счет установки когерентных струйных форсунок .
При шлифовании хорошо зарекомендовавшая себя модель расхода для эффективного охлаждения процесса составляет от 1,5 до 2 галлонов в минуту на мощность шпинделя, т. е. цикл мощностью 5 л.с. требует от 7 до 10 галлонов в минуту целенаправленного расхода, направленного на процесс. Производитель аэрокосмических компонентов, производящий лопасти турбин, мог управлять только пятью машинами в ячейке из 10 из центральной системы, поскольку отверстия сопла постепенно увеличивались с годами, чтобы контролировать пригорание при шлифовании.
Каждый станок был оснащен восемью открытыми трубками диаметром 10 мм для охлаждения двух шлифовальных кругов на одном шпинделе.После демонтажа оригинальных сопел и замены их пятью круглыми когерентными форсунками диаметром 4,5 мм интервал правки увеличился вдвое, качество поверхности улучшилось, мощность шлифования снизилась на 40 %, скорость потока уменьшилась на 66 %, проблема прижога исчезла, и все десять машины могут запускаться из центральной системы.
Крупный план коллектора охлаждающей жидкости TX7, оснащенного системой рифленых форсунок, соответствующей углу колеса
Преимущества когерентных струйных систем
Производитель, использующий когерентные струи, сделал следующие комментарии относительно их преимуществ.«Жесткость системы когерентных струй и зазор от колеса являются для нас ключевым преимуществом, поскольку нам не нужны когерентные струи почти так близко к зоне контакта/шлифования. «Наш опыт показывает, что срок службы круга, частота правки и чистота поверхности выше при использовании когерентной струйной системы по сравнению как с медью, так и с Loclines. Возможность направить точную струю точно в нужное положение позволяет нам фактически использовать меньше банок/форсунок охлаждающей жидкости, в отличие от старого стиля меди/Locline, при этом повышая производительность колеса.
Сравнение форсунки с когерентной струей и форсунки с открытой трубой с водой под давлением 120 фунтов на кв. дюйм
дюйм
Другие требования, поощряющие использование когерентных струйных форсунок
Чтобы поощрять операторов станков к использованию когерентных струйных сопел, важно интегрировать в конструкцию высокую степень регулируемости, а также высокую жесткость. Этого можно добиться установкой насадок с шарнирными соединениями, которые блокируются после прицеливания.Предварительно припаянные круглые и плоские трубки сопла можно согнуть очень близко к кончику сопла с помощью специальных трубогибов, а затем закрепить на коллекторе или трубном фитинге с помощью разъемных цанг.
Это обеспечивает осевую и поворотную регулировку при направлении струи, в отличие от обычных компрессионных фитингов, которые постоянно вгрызаются в трубку. Используя комбинацию плоских и круглых насадок, даже сложный профиль колеса может быть полностью покрыт охлаждающей жидкостью с использованием доступных степеней свободы, перечисленных выше.
Вставные круглые и плоские насадки могут крепиться к медным трубкам.
Они идеально подходят для таких машин, как MX5, в которых в основном используются медные трубки
Дополнительные преимущества улучшенного применения охлаждающей жидкости:
· Шлифовальные круги с более длительным сроком службы и более твердой маркой для лучшего удержания формы и предотвращения теплового повреждения
· Лучшая целостность поверхности благодаря прямому охлаждению процесса, а не закалке горячей детали перед следующим проходом
· Снижение скорости потока и энергии перекачки, связанное с более эффективным потоком, а также меньшее индексирование фильтрующего материала
· Более жесткие форсунки без риска смещения струи, что позволяет работать без оператора
· Меньшая нагрузка на круг (или инструменты) стружкой, образовавшейся при предыдущих оборотах, что обеспечивает более постоянную мощность и усилия шпинделя, что приводит к лучшей геометрии деталей
Автор, д. Джон Вебстер в течение 20 лет изучал теоретические и практические аспекты процесса измельчения в университетах Коннектикута и Великобритании. После шести лет реализации своих стратегий в области СОЖ в Saint-Gobain он запустил Cool-Grind Technologies в 2004 году. Технические статьи, касающиеся применения СОЖ, можно загрузить с его веб-сайта www.cool-grind.com.
Джон Вебстер в течение 20 лет изучал теоретические и практические аспекты процесса измельчения в университетах Коннектикута и Великобритании. После шести лет реализации своих стратегий в области СОЖ в Saint-Gobain он запустил Cool-Grind Technologies в 2004 году. Технические статьи, касающиеся применения СОЖ, можно загрузить с его веб-сайта www.cool-grind.com.
12 ноября 2013 г.
Шлифовка топливных форсунок
Отверстия топливных форсунок отшлифованы до гладкой поверхности с помощью крошечных колес, вставленных в узкое отверстие с помощью непропорционально длинных игл.Проблемы прогиба, возникающие из-за этой относительно нестабильной конфигурации, затрудняют соблюдение все более жестких допусков на конусность и цилиндричность без ущерба для других важных характеристик процесса. (например, чистота поверхности, время цикла и/или срок службы круга). Новая технология 3D-абразивов от Meister Abrasives может значительно улучшить эти проблемы.
Необходимость достижения большей экономии топлива требует все более жестких допусков на форму отверстий топливных форсунок.Однако очень трудно добиться жестких допусков на диаметр отверстия топливной форсунки, поскольку эти форсунки имеют очень большое отношение длины к диаметру, и их необходимо шлифовать с помощью крошечных колесиков, выступающих из длинных игл, которые легко отклоняются. Эта относительно нестабильная конфигурация очень затрудняет шлифование отверстий топливных форсунок и предотвращение сужения в одном или другом направлении, а также поддержание цилиндричности в очень узких полосах.
Производители испробовали несколько традиционных решений этой проблемы и отвергли их:
- Использование более острых колес, что достигается более агрессивной заправкой.Однако это часто приводит к получению более шероховатой поверхности, которую можно улучшить только за счет замедления процесса шлифования, что совершенно неприемлемо в производственной среде, работающей круглосуточно и без выходных.
- Использование более мягких шлифовальных кругов обеспечит лучшие допуски по обработке и форме. Однако эти колеса будут выходить из строя быстрее, увеличивая затраты и снижая производительность.
- Использование абразивных кругов с очень мелкими ячейками может обеспечить желаемую чистоту и допуски на форму, но мелкозернистые круги с обычной связкой не могут работать с современными материалами для сопел на полной производительности без пригорания или нагрузки.

3D-решение для абразивных технологий
Новая инновационная трехмерная технология абразивных материалов Meister Abrasives была разработана как ответ на вышеизложенные проблемы. «3D-технология позволяет закреплять мельчайшие зерна CBN или алмаза в самых открытых самозатачивающихся связующих матрицах из когда-либо созданных», — сказал представитель компании. «Он идеально подходит для случаев, когда процессы шлифования затруднены из-за твердых материалов, которые должны быть отшлифованы до микроточной формы, чистовой обработки и постоянно ужесточающихся геометрических допусков, и где для минимизации прогиба необходимы низкие усилия шлифования.
До внедрения 3D-технологии производитель должен был уменьшить пористость круга (его ажурность) по мере уменьшения размеров зерен для финишного шлифования. Новая 3D-технология устраняет это ограничение, позволяя включать частицы размером от 10 до 50 микрон в матрицы с размером пор до 500 микрон.
Новая 3D-структура круга направлена на снижение усилий в процессе шлифования, которые в противном случае могли бы отклонить пиноль или исказить детали с тонкими стенками.Чтобы компенсировать такие силы, производителям часто приходилось шлифовать менее агрессивно для более длительных циклов. При использовании 3D-абразивной технологии коррекция компенсации, которую обеспечивает шлифовальный станок с ЧПУ для оптимизации отверстия, требует значительно меньших значений. Пользователи могут шлифовать с меньшим усилием, но без необходимости снижать другие настройки процесса шлифования.
Сравнение
Чтобы проверить жизнеспособность новой абразивной технологии для улучшения допусков формы топливных форсунок без ущерба для других важных переменных, компания Meister Abrasives провела лабораторное исследование, сравнивая существующий процесс шлифовки форсунок с тем, в котором была изменена только одна переменная — сам шлифовальный круг.
Испытания проводились с использованием текущего стандартного круга Vit-CBN, а затем с кругом 3D Vit-CBN. Тип CBN, размер зерна, концентрация, твердость круга и хвостовик оставались постоянными. Идентичные условия процесса, включая параметры измельчения и правки, также поддерживались постоянными. Все было то же самое, кроме технологии склеивания.
Было достигнуто 7-кратное улучшение конусности и 7-кратного улучшения цилиндричности практически без изменения требуемой точности обработки поверхности.«В этом приложении 3D Abrasives значительно превзошли лучшие из доступных технологий абразивов для шлифовки форсунок топливных форсунок, не жертвуя ничем», — сказал представитель.
Инженеры Meister связывают успех этого продукта с чрезвычайно открытыми порами круга, которые пропускают больше охлаждающей жидкости, смывая больше материала при каждом обороте шлифовального круга. Свободный поток охлаждающей жидкости также снижает температуру детали, чтобы ограничить возможность возгорания. Крошечные абразивные зерна, выступающие из сотовой связующей матрицы круга, обеспечивают более острые резы, но силы шлифования снижаются, поскольку сама матрица и деталь имеют минимальный поверхностный контакт.Уменьшение сил, вызывающих отклонение шлифовальных игл и подпрыгивание твердых кругов, является ключом к минимизации нежелательных отклонений конусности и цилиндричности в этом приложении.
Крошечные абразивные зерна, выступающие из сотовой связующей матрицы круга, обеспечивают более острые резы, но силы шлифования снижаются, поскольку сама матрица и деталь имеют минимальный поверхностный контакт.Уменьшение сил, вызывающих отклонение шлифовальных игл и подпрыгивание твердых кругов, является ключом к минимизации нежелательных отклонений конусности и цилиндричности в этом приложении.
В этом исследовании не предпринимались попытки отрегулировать параметры шлифования для достижения другого баланса результатов, например, пожертвовав некоторыми улучшениями конусности для получения более быстрых циклов и большей производительности. Эти соображения, конечно, должны быть частью стандартного протокола разработки процесса измельчения.
Существует множество других областей применения шлифовальных материалов, в которых технология 3D-абразивов находится на рассмотрении для увеличения производительности шлифования за пределы ограничений современных передовых решений.
Meister Abrasives — международный производитель промышленных абразивных изделий, предлагающий суперабразивные шлифовальные круги, инструменты для правки, вспомогательное оборудование и техническую поддержку, чтобы предоставить клиентам оптимизированные решения для высокоточного шлифования.
Для получения дополнительной информации обращайтесь:
Meister Abrasives USA, Inc.
201 Цепь привода
Северный Кингстаун, Род-Айленд 02852
401-294-2530
sales@meister-sbrasives-usa.com
www.meister-abrasives-usa.com
DL-GR7300. Станок для заточки игл форсунок с индикаторами скорости
GR7300 Станок для заточки игл сопла.
Станок DL-GR3500 предназначен для заточки игл форсунок и других тел вращения.
Машина управляется ШИМ регуляторами.
Скорость вращения шпинделя и обрабатываемого корпуса регулируется поворотными ручками, расположенными на панели управления.
Регулировка яркости с помощью поворотной ручки, расположенной в верхней части панели управления. На панели управления имеется выключатель общего питания станка
и по три выключателя питания каждого электродвигателя соответствующего привода и нижней подсветки.
На задней стороне машины имеется разъем для кабеля питания 220В, две розетки 220В и розетка 12В для подключения монитора.
На лицевой стороне машины находится разъем 12 Вольт для подключения силового кабеля двигателя к приводу тел вращения.
КОМПЛЕКТ ПОСТАВКИ
- Шлифовальный станок с шлифовальным кругом 400
- Ведущий шкив с внутренним диаметром 3 мм
- Ведущий шкив с внутренним диаметром 4 мм
- Ведущий шкив с внутренним диаметром 7 мм
- Ручка для ремонта шлифовального круга с держателем
- Кабель питания 220 В
- Руководство
Технические характеристики
Максимальная скорость вращения шпинделя 7300 об/мин
Максимальная скорость затачиваемого тела 1000 об/мин (*2000)
Напряжение питания основного двигателя 36 В.
Напряжение питания электропривода – 12 В.
Круг шлифовальный – мелкозернистый электрокорунд
* Специальный заказ
Шлифовальный станок DL-GR7300 можно использовать вместе с набором микроскопа DL-UNI20025 или набором DL-UNI20030
, которые включают: цифровой микроскоп, держатель, осветитель и монитор. Эти комплекты НЕ входят в комплект поставки GR7300!
DL-GR1080 Комплект для измерения угла
Комплект поставки:
1.Угломер
2. Кронштейн
3. Вал NG31249
4. Набор болтов М4 (3шт)
Технические данные:
1. Диапазон измерения: 0-360 градусов
2. Разрешение: 0,1 градуса
3. Точность: +- 0,2 градуса
4. Погрешность: 0,1 градуса
5. Батарея: 3 В CR20032
Батарея: 3 В CR20032
6. Срок службы батареи: 1 год
DL-GR1090 Комплект для измерения углов высокой точности
Комплект поставки:
1.Транспортир цифровой
2. Кронштейн транспортира
3. Вал NG50205
4. Набор винтов М4 (2шт)
Технические детали:
1. Диапазон измерения: 0-360 град.
2. Разрешение: 0,005 град (10 сек)
3. Точность: +- 0,2 град
4. Погрешность: 0,08 град (±30 сек)
5. Диапазон рабочих температур: 0 ÷ 40°С
6 , Батарея: 3 В CR20032
7. Срок службы батареи: 1 год
Две строки одновременно отображают значение измерения
в градусах (верхняя строка
) и в секундах (нижняя строка)
DL-NG31263
Калибр для установки угла 60 градусов (приобретается отдельно)
DL-UNI20025 Промышленный микроскоп с монитором, удлиненной стойкой и подсветкой
Микроскоп имеет четкое изображение и высокое разрешение
Технические характеристики:
1. Кратность увеличения микроскопа: 8х-130х
Кратность увеличения микроскопа: 8х-130х
2. Рабочее расстояние: 50-200 мм
3. Подключение к монитору через порты: HDMI/VGA
4. Размер микроскопа (ширина х длина): 40мм х 115 мм
Комплект поставки:
1. DL-UNI20016 Микроскоп электронный промышленный с блоком питания
.
2. DL-UNI20019 Держатель для микроскопа
3. DL-UNI20018 Диодная лампа для микроскопа.
4. DL-UNI20021 Монитор
5. DL-UNI20022 Держатель монитора диаметром 25 мм
ВНИМАНИЕ! Все оборудование, входящее в комплект поставки, продается
и по отдельности!
1.Подключение к монитору через порты: VGA; HDMI
2. Сенсор: Panasonic 1/3 дюйма 14 Мп
3. Формат изображения: jpg, png, tiff
4. Разрешение изображения: 1280×1024 (для HDMI), 1280×1024 (для USB)
5. Формат видео: MP4
6 Разрешение видео: 720pHD/1280×1024
7. Частота кадров: 60FPS
8. Баланс белого: Авто
9. Свет: Авто
10. Язык меню: английский
13.Рабочее расстояние: 55–130 мм
14. Поле зрения: 2,4 мм-32 мм
Поле зрения: 2,4 мм-32 мм
15.Соединение объектива с электронным блоком >резьбовое F25
16.Питание: 5В, 2А
17.Размер электронного блока: 70х50х50 мм
18.Размер объектива: 115 мм (Д) * 40 мм (диаметр)
19. Вес электронного блока: 210 г
20. Масса объектива: 208 г
Комплект поставки:
1. DL-UNI20016 Микроскоп электронный промышленный с блоком питания
.
2. DL-UNI20019 Держатель для микроскопа
3. DL-UNI20018 Диодная лампа для микроскопа.
4. DL-UNI20021 Монитор
5. DL-UNI20022 Держатель монитора диаметром 25 мм
ВНИМАНИЕ! Все оборудование, входящее в комплект поставки, продается
и по отдельности!
DL-UNI20030 Промышленный микроскоп с монитором, удлиненной стойкой и подсветкой
Технические характеристики:
1. Сенсор: Panasonic 1/3 дюйма, 14 Мп
2. Формат изображения: jpg, png, tiff
3. Разрешение изображения: 4320*3240 (для HDMI), 1080*1920 (для USB)
4. Формат видео: MP4
Формат видео: MP4
5.Разрешение видео USB: 1920*1080
6. Кадр в секунду: 60FPS
7. Баланс белого: Авто
8. Свет: Авто
9. Язык меню: английский
10. Увеличение: 8-100X
11. Регулировка фокуса: объектив
12.Рабочее расстояние: 55 мм-130 мм
13.Поле зрения: 2,4 мм-32 мм
14.Соединение объектива с электронным блоком>резьбовое F25
15.Питание: 5В, 2А
16. Размер электронного блока: 70х50х50 мм
17. Размер объектива: 115 мм (Д) * 40 мм (диаметр)
18. Вес электронного блока: 210 г
19.Вес объектива: 208 г
20.Разъемы: USB/HDMI
Комплект поставки:
1. DL-UNI20016 Микроскоп электронный промышленный с блоком питания.
2. DL-UNI20019 Держатель для микроскопа
3. DL-UNI20018 Диодная лампа для микроскопа.
4. DL-UNI20021 Монитор
5. DL-UNI20022 Держатель монитора диаметром 25 мм
ВНИМАНИЕ! Все оборудование, входящее в комплект поставки, продается также отдельно!
DL-UNI20200 Сетка шлифовального круга 400
DL-UNI20201 Сетка шлифовального круга 200
DL-UNI20202 Сетка шлифовального круга 100
DL-UNI20203 Коническая решетка шлифовального круга 320
DL-UNI20204 Коническая решетка шлифовального круга 230
DL-GR1050 Держатель шлифовального круга
DL-GR60007 Алмазный карандаш для правки шлифовальных кругов (стандарт)
DL-GR60008 Алмазный карандаш для правки шлифовальных кругов (усиленный)
DL-GR1060 Вал для балансировочного шлифовального круга
DL-GR1070 Балансировка delice
ВНИМАНИЕ! В комплект поставки шлифовального станка GR7300 не входит балансировочное приспособление, держатель и вал!
DL- NG50196 Съемник шлифовального круга
DL-CR50209 Цанговый держатель пьезоинжекторного клапана BOSCH для восстановления
DL-NG31253 Держатель клапана для пьезофорсунки BOSCH для шлифовки
DL-NG31263 60 угловой калибр (для станков GR-7300/7400/7500)
DL-NG50260 Устройство для правки шлифовального круга под углом
Аддитивное проектирование открывает новые возможности в измельчении
Шлифовку заготовок с точностью до десятых долей микрона по праву можно назвать искусством.Практика этого искусства требует идеальной регулировки и настройки каждого параметра процесса, включая вибрацию, выделение тепла, шум, управление, программное обеспечение, а также смазочно-охлаждающие жидкости, которые часто называют «жидким инструментом» процесса шлифования.
Чтобы лучше манипулировать жидкостным инструментом, швейцарский производитель шлифовальных станков Studer выпустил новую изготовленную на 3D-принтере форсунку SmartJet собственной разработки, которая предназначена для оптимального распределения нужного количества охлаждающей жидкости в правильном потоке. скорость и давление в нужном месте во время процесса измельчения.
«Точное шлифование требует большого опыта, правильных настроек параметров и оптимизации во многих областях, включая охлаждение», — говорит Сандро Боттаццо, главный специалист Studer. «Тепло, выделяемое в процессе шлифования, имеет решающее значение для качества заготовки. Относительно высокие эффекты трения при абразивной обработке вызывают тепловыделение, которое может привести к термическому повреждению поверхностного слоя обрабатываемой детали; Поэтому охлаждение и смазка играют решающую роль при шлифовании.
Помимо основной задачи по охлаждению процесса шлифования, смазочно-охлаждающая жидкость может также выполнять другие задачи внутри станка, например, очищать шлифовальный круг от остатков обработки, вымывать стружку из станка или гасить струю искры.
Для подачи смазочно-охлаждающей жидкости точно в то место в станке, где она необходима, используются форсунки для смазочно-охлаждающей жидкости. В то время как направление, скорость потока и выходная скорость смазочно-охлаждающей жидкости задаются форсункой и параметрами подачи, которые необходимо точно координировать, конструкция самой форсунки не сильно изменилась за эти годы.
Сопло, напечатанное на 3D-принтере, для оптимального охлаждения
Компания Studer приняла этот вызов. Новое сопло SmartJet разработано и произведено компанией Irpd AG со штаб-квартирой в Санкт-Галлене, Швейцария. Irpd AG специализируется на производстве промышленных прототипов из металла или пластика, начиная с производства небольших серий сложных деталей. «В 2015 году United Grinding Group подписала соглашение о сотрудничестве с принадлежащей университету компанией Inspire AG для создания совместного предприятия, которое специализируется на аддитивных производственных процессах, — объясняет Боттаццо.«Есть две причины для этого совместного предприятия; во-первых, мы видим огромный потенциал в технологии AM, и нам необходимо использовать знания и опыт AM в нашей компании. Вторая причина для создания совместного предприятия заключается в том, чтобы иметь опыт и средства для оптимизации нашей собственной конструкции машин и производственного процесса, чтобы производить наши машины еще более эффективно, создавая более простые в установке детали, которые более эффективны, требуют меньше обслуживания и обеспечивают производительность.
Новое сопло SmartJet разработано и произведено компанией Irpd AG со штаб-квартирой в Санкт-Галлене, Швейцария. Irpd AG специализируется на производстве промышленных прототипов из металла или пластика, начиная с производства небольших серий сложных деталей. «В 2015 году United Grinding Group подписала соглашение о сотрудничестве с принадлежащей университету компанией Inspire AG для создания совместного предприятия, которое специализируется на аддитивных производственных процессах, — объясняет Боттаццо.«Есть две причины для этого совместного предприятия; во-первых, мы видим огромный потенциал в технологии AM, и нам необходимо использовать знания и опыт AM в нашей компании. Вторая причина для создания совместного предприятия заключается в том, чтобы иметь опыт и средства для оптимизации нашей собственной конструкции машин и производственного процесса, чтобы производить наши машины еще более эффективно, создавая более простые в установке детали, которые более эффективны, требуют меньше обслуживания и обеспечивают производительность. преимущества для наших клиентов.
преимущества для наших клиентов.
Каждое сопло SmartJet разработано в соответствии с индивидуальной заготовкой клиента и соответствующим шлифовальным кругом, чтобы обеспечить конформное охлаждение рядом с заготовкой и шлифовальным кругом. Сопло может быть изготовлено из пластика, например полиамида, или металла с использованием процессов SLA и SLM, в зависимости от потребностей заказчика.
«Индивидуальные форсунки охлаждающей жидкости дают возможность охлаждать деталь/колесо именно там, где это необходимо, и, таким образом, минимизировать количество циркулирующей охлаждающей жидкости, что приводит к снижению неблагоприятного воздействия на окружающую среду и снижению затрат.
«Мы сидим с нашими клиентами и обсуждаем их детали и требования, — объясняет Боттаццо. «Когда вы шлифуете заготовки с точностью до десятой доли микрона, вы хотите, чтобы охлаждающая жидкость находилась точно в нужном месте, чтобы обеспечить оптимальное охлаждение. Тепло, выделяемое из-за трения между шлифовальным кругом и соплами подачи детали и в зоне шлифования, является ключом к оптимизации охлаждения и смазки во время шлифования. Нагрев представляет собой серьезную проблему во время шлифования, так как может привести к нестабильной работе шлифовального процессора или, в худшем случае, к повреждению деталей (например,г. шлифовальный прижог) и, таким образом, в лом, так как деталь больше не может выполнять свои требования по нагрузке. Индивидуальные форсунки охлаждающей жидкости дают возможность охлаждать деталь/колесо именно там, где это необходимо, и, таким образом, минимизировать количество циркулирующей охлаждающей жидкости, что приводит к снижению неблагоприятного воздействия на окружающую среду и снижению затрат».
Тепло, выделяемое из-за трения между шлифовальным кругом и соплами подачи детали и в зоне шлифования, является ключом к оптимизации охлаждения и смазки во время шлифования. Нагрев представляет собой серьезную проблему во время шлифования, так как может привести к нестабильной работе шлифовального процессора или, в худшем случае, к повреждению деталей (например,г. шлифовальный прижог) и, таким образом, в лом, так как деталь больше не может выполнять свои требования по нагрузке. Индивидуальные форсунки охлаждающей жидкости дают возможность охлаждать деталь/колесо именно там, где это необходимо, и, таким образом, минимизировать количество циркулирующей охлаждающей жидкости, что приводит к снижению неблагоприятного воздействия на окружающую среду и снижению затрат».
Но сопло — это только часть головоломки, когда речь идет об охлаждении. Прежде чем жидкость попадет в форсунку, она проходит через контур, включающий коллектор гидравлического блока, который направляет поток жидкости в систему, соединяющую клапаны, насосы и исполнительные механизмы. Проходы в обычных коллекторах часто должны располагаться таким образом, чтобы предотвратить пересечение каналов с поперечными отверстиями и обеспечить достаточное количество материала между каналами для обеспечения достаточной прочности. Вспомогательные отверстия, просверленные для соединения внутренних проходов, возможно, придется заглушить, что может привести к утечке в будущем.
Проходы в обычных коллекторах часто должны располагаться таким образом, чтобы предотвратить пересечение каналов с поперечными отверстиями и обеспечить достаточное количество материала между каналами для обеспечения достаточной прочности. Вспомогательные отверстия, просверленные для соединения внутренних проходов, возможно, придется заглушить, что может привести к утечке в будущем.
«Используя технологию AM, при которой лазер с высокой плотностью мощности плавит металлический порошок в однородную деталь, каналы потока можно размещать именно там, где они необходимы, и с оптимальными размером и формой», — объясняет Боттаццо.
Традиционный производственный процесс может привести к резким угловым соединениям между путями потока, что может привести к разделению потока и/или застою, что является основным фактором снижения эффективности. Создавая компонент слоями с помощью 3D-печати, дизайнеры могут задавать конфигурации, которые были бы трудны или невозможны при использовании традиционных методов производства.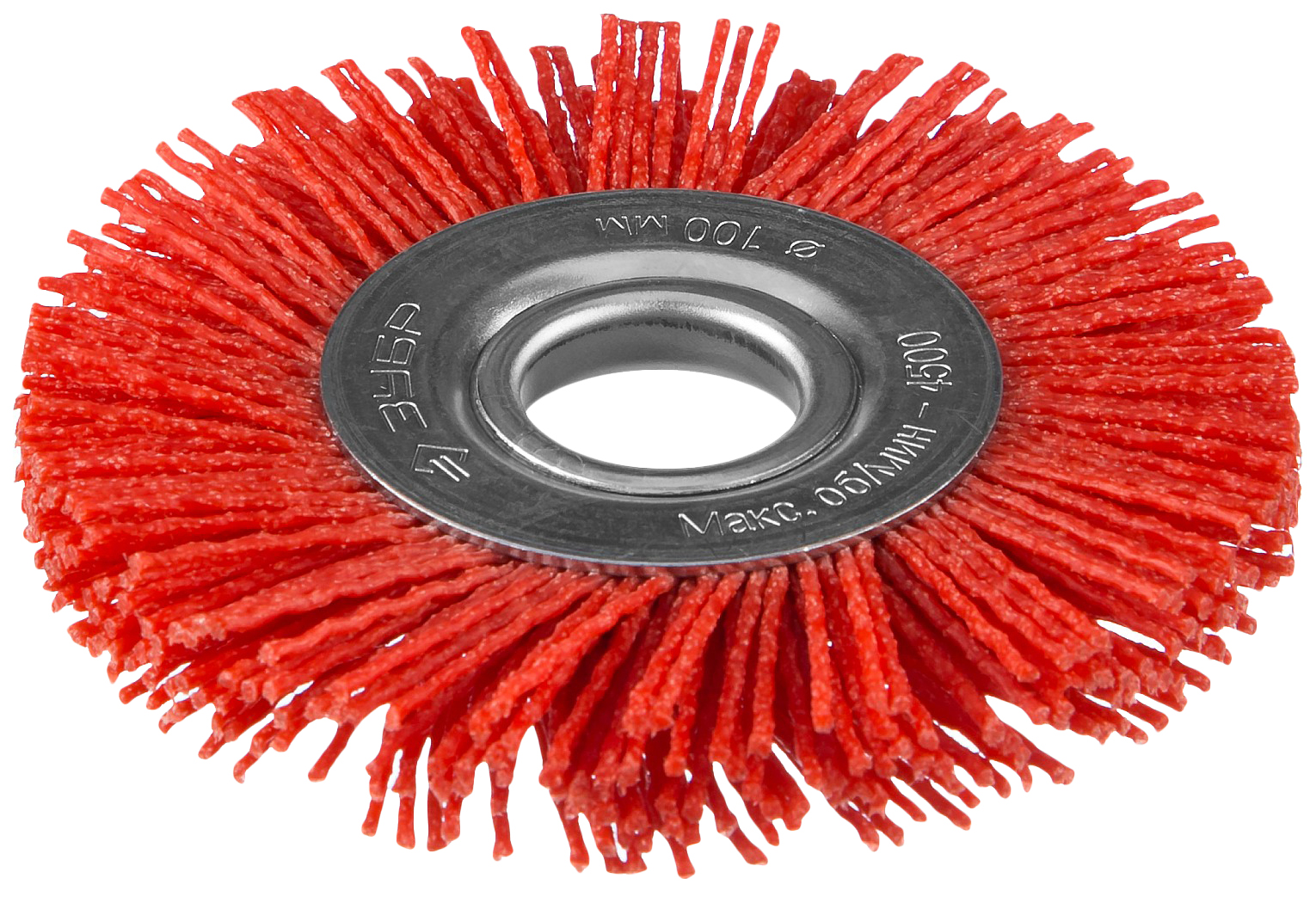
Уменьшенный турбулентный поток
Например, с помощью AM пути потока могут быть сделаны с квадратным поперечным сечением, а не с круглым, что снижает турбулентный поток на 20 процентов при той же ширине канала.Конструкция канала может быть оптимизирована для достижения большего потока в меньшем пространстве. Проходы, соединяющие внутренние каналы, не нужно обрабатывать снаружи коллектора, что устраняет необходимость в заглушках отверстий.
В дополнение к оптимизированным каналам и пропускной способности аддитивный дизайн также упрощает машинное производство. «Гидравлический блок, изготовленный с помощью добавок, более эффективен при транспортировке материалов, хранении и сборке, поскольку мы сократили общее количество деталей с пяти до одной», — говорит Боттаццо.«Раньше сборка блока гидравлического коллектора на наших машинах была довольно сложной. Слесарь должен был войти в машину, чтобы починить блок и подсоединить все гидравлические трубки. Сегодня все, что вам нужно сделать, это вкрутить блок и соединить трубки».
Большинство этих разработок исходят от инженеров Studer — в компании работают шесть инженеров, занимающихся аддитивным производством, — и инженеров из Санкт-Галлена, многие из которых работают с технологиями аддитивного производства уже 20 лет.Эти инженеры «думают аддитивно», говорит Боттаццо, что важно, поскольку многие производители станков еще не обладают этими знаниями. Studer — лишь один из многих клиентов Irpd, которые также предлагают то, что они называют «лизингом кузова», когда клиенты могут нанять персонал, который поможет спроектировать их детали AM или установить правильные параметры на их оборудовании AM.
«Наши форсунки, гидравлический блок и различные крышки станков — это только начало наших усилий по оптимизации конструкции и производства собственных станков с помощью аддитивного производства.Мы постоянно работаем над новыми идеями и проектами».
«Наши форсунки, гидравлический блок и различные крышки станков — это только начало наших усилий по оптимизации конструкции и производства собственных станков с помощью аддитивного производства», — говорит Боттаццо. «Мы постоянно работаем над новыми идеями и проектами».
«Мы постоянно работаем над новыми идеями и проектами».
Четыре бета-клиента в настоящее время используют новые форсунки СОЖ Studer, а новый гидравлический блок теперь интегрирован в новый универсальный круглошлифовальный станок Favorit, который был представлен в этом году на выставке GrindTec в Аугсбурге, Германия.
Главная — Продукты QPM
КПМ
Продукты
Ваш специалист по форсункам охлаждающей жидкости .
Мы производим форсунки для охлаждающей жидкости и сопутствующие принадлежности для использования на токарных станках с ЧПУ, обрабатывающих центрах, шлифовальных станках, винтовых станках, ручных фрезерных станках и различном производственном оборудовании
.
Начиная с 1996 года с нашим оригинальным соплом TurretJet , теперь у нас есть множество
доступных форсунок для охлаждающей жидкости, и многие другие находятся в стадии разработки.
Мы постоянно прислушиваемся к клиентам и работаем с ними, чтобы найти решения
к проблемам с подачей охлаждающей жидкости.Мы можем разработать сопло, которое подходит
ваше конкретное приложение, или вы можете включить один из наших
стандартные насадки.
Нажмите на ссылку на странице «Продукты», чтобы найти форсунки, которые позволят максимально повысить эффективность системы охлаждения вашего станка.
Форсунки охлаждающей жидкости QPM продаются крупными промышленными компаниями по всему миру.
Чтобы узнать цену или разместить заказ, свяжитесь с нами, чтобы узнать имя и номер дистрибьютора в вашем регионе.
ШЛИФОВАЛЬНАЯ МАШИНА ДЛЯ КОРПУСОВ ФОРСУНОК | MGT
| ВМЕСТИМОСТЬ | |||||||||||||||||||||||||||
6 Na
| |||||||||||||||||||||||||||
| 60551 | |||||||||||||||||||||||||||
| колесный слайд (X-AXIS) | |||||||||||||||||||||||||||
6 Na
| |||||||||||||||||||||||||||
 Вес работы
Вес работы9055
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 5
5 7 (5.5KW)
7 (5.5KW) А.
А.
 Высокая точность и высокая эффективность обработки.
Высокая точность и высокая эффективность обработки. Автоматический шлифовальный круг и регулировка правки круга, точная автоматическая компенсация, автоматический возврат, автоматическое измерение и переменная скорость с легкой регулировкой.
Автоматический шлифовальный круг и регулировка правки круга, точная автоматическая компенсация, автоматический возврат, автоматическое измерение и переменная скорость с легкой регулировкой. Оснащен шлифовальными кругами CBN, высокой скоростью, высокой эффективностью, высококачественным шлифованием.
Оснащен шлифовальными кругами CBN, высокой скоростью, высокой эффективностью, высококачественным шлифованием. 1
1 01ММ,
01ММ, 
 Перемещение верстака (ось Z), колесной рамы (ось X) и оси обрезки (Y), соответственно, с помощью приводного винта двигателя оси Z, оси X и оси Y завершено. Ось Z и ось X для выполнения линейной и круговой интерполяции, ось Y для выполнения скошенной обрезки.
Перемещение верстака (ось Z), колесной рамы (ось X) и оси обрезки (Y), соответственно, с помощью приводного винта двигателя оси Z, оси X и оси Y завершено. Ось Z и ось X для выполнения линейной и круговой интерполяции, ось Y для выполнения скошенной обрезки. В направляющей подачи используется антифрикционная направляющая с пластиковой пленкой, что обеспечивает плавность и виброустойчивость при низкоскоростных операциях.
В направляющей подачи используется антифрикционная направляющая с пластиковой пленкой, что обеспечивает плавность и виброустойчивость при низкоскоростных операциях.
 Устройство управляется цифровым серводвигателем, который представляет собой трехосную трехрычажную систему.Он привлек зрелые технологии и идеи отечественной и зарубежной передовой системы числового управления. Он использует 16-битный высокопроизводительный процессор, передовые аппаратные технологии для эффективного повышения надежности системы.
Устройство управляется цифровым серводвигателем, который представляет собой трехосную трехрычажную систему.Он привлек зрелые технологии и идеи отечественной и зарубежной передовой системы числового управления. Он использует 16-битный высокопроизводительный процессор, передовые аппаратные технологии для эффективного повышения надежности системы. Он привлек зрелые технологии и идеи отечественной и зарубежной передовой системы числового управления.Он использует 16-битный высокопроизводительный процессор, передовые аппаратные технологии для эффективного повышения надежности системы. Использование импортной линейной направляющей и двойного живого спиртового винта, что приводит к высокой эффективности обработки и производства, продукции высокой точности, эффективному улучшению качества продукции, хорошей жесткости станка, стабильной работе и высокой точности изготовления.
Он привлек зрелые технологии и идеи отечественной и зарубежной передовой системы числового управления.Он использует 16-битный высокопроизводительный процессор, передовые аппаратные технологии для эффективного повышения надежности системы. Использование импортной линейной направляющей и двойного живого спиртового винта, что приводит к высокой эффективности обработки и производства, продукции высокой точности, эффективному улучшению качества продукции, хорошей жесткости станка, стабильной работе и высокой точности изготовления. 005 мм, конусность: 0,003, округлость: 0,001, Ra0,4
005 мм, конусность: 0,003, округлость: 0,001, Ra0,4
 Шлифовальная каретка, передняя бабка и верстак могут перемещаться под некоторыми углами. Стол и шлифовальная тележка могут иметь гидравлический привод и ручное управление, чтобы адаптироваться к потребностям мастерской, инструментальной мастерской и обслуживания станков. Этот станок используется с крышным наконечником, патроном или пружинным патроном для зажима рабочих частей.
Шлифовальная каретка, передняя бабка и верстак могут перемещаться под некоторыми углами. Стол и шлифовальная тележка могут иметь гидравлический привод и ручное управление, чтобы адаптироваться к потребностям мастерской, инструментальной мастерской и обслуживания станков. Этот станок используется с крышным наконечником, патроном или пружинным патроном для зажима рабочих частей.