
Плоская деталь применяемая в строительстве: Ответы к игру Угадай слова. Уровень 7-37 — Monwall
Различие болтового и винтового соединения. Чем отличаются обычные болты от высокопрочных
Винты, шурупы, саморезы, болты и гайки — все это объединено под одним названием «строительный крепеж» или, по-другому, «метизы». Основная их задача — скреплять различные части промышленных и бытовых конструкций. В зависимости от специфики производства и назначения, все крепежные изделия имеют свои особенности.
Самой распространенной деталью среди всех соединительных элементов, имеющих резьбу, является винт. С него и стоит начать отличительную характеристику всех резьбовых метизов, чтобы понять, чем отличается винт от болта и шурупа.
Как выглядит винт и чем отличается от болта
В принципе, винт — это маленький болтик, но, как правило, головка у него не многогранная, как у болта, а имеет шлиц (резцовое отверстие) под отвертку. Поскольку и болты бывают с резьбой на головке, особенно если они маленьких размеров, есть и ещё одно различие, по которому можно понять, чем отличается болт от винта. В то время как главным фиксатором болта является гайка, его собрат — винтик — фиксируется внутри детали по специально предусмотренной на скрепляемой детали резьбе без дополнительных крепежных элементов. Если на конце крепежного элемента нет гайки, значит, перед нами винт.
В то время как главным фиксатором болта является гайка, его собрат — винтик — фиксируется внутри детали по специально предусмотренной на скрепляемой детали резьбе без дополнительных крепежных элементов. Если на конце крепежного элемента нет гайки, значит, перед нами винт.
Благодаря перечисленному, винт может быть использован в тех местах, где доступ с обратной стороны закрыт. Например, крышки и заглушки в различных конструкциях, механизмах, бытовых и промышленных изделиях.
Винты изготавливают из самых разнообразных металлов: в основном из стали, но для электрооборудования их штампуют из бронзы, меди, латуни, когда к ним предъявляется требование не просто скреплять детали, но и хорошо проводить ток.
Как выглядит головка у винта
У винтов головки бывают разнообразных форм:
- цилиндрические;
- полусферические;
- в виде усеченного конуса.
И даже не всегда можно понять, чем отличается болт от винта, потому, что головка у последнего может быть и многогранной, что преимущественно бывает у винтов больших размеров, применяемых в машиностроении.
Сечения на головках (шлицы) бывают полными, для плоских отверток, и неполными, для крестовых. Но сейчас часто изготавливают универсальные головки с полным сечением, дополненные крестовиной.
Что такое саморез и чем отличается от винта
Саморез — это разновидность винта, но с заостренным концом и более острой резьбой. Его основная задача — проделать резьбу внутри скрепляемой детали. Самым распространенным изделием такого плана у строителей является черный саморез.
Изготавливают саморезы для скрепления изделий из различных материалов, но в основном их делят на два вида:
- для работы по дереву;
- для работы по металлу.
Главное отличие — частота резьбы.
Чем отличается шуруп от самореза
Заостренный наконечник самореза закаливают в процессе изготовления, чтобы придать ему большую прочность, по сравнению с шурупом. В этом их главное различие, поскольку при стягивании деталей шурупами предусматривают насверленное отверстие, а при использовании самореза отверстие пробивает сам крепеж.
Но сам по себе шуруп — это разновидность винта. А разница между ними — в более широком шаге резьбы и заостренном кончике. Часто шуруп используется с дюбелями, для соединения с твердыми, но крошащимися материалами, такими как бетон, кирпич, газосиликат.
Как выглядит болт и чем отличается от винта
Как упоминалось выше, чтобы четко разграничивать, чем отличается болт от винта, определение каждого из них должно производиться по методу крепления. Так, в качестве фиксирующего элемента у болта используется гайка, а винт непосредственно закручивается вглубь скрепляемых деталей и имеет встречную резьбу во второй из них. Гайки должны иметь такой же размер резьбового отверстия, что и болты, иначе они не подойдут.
Всегда можно уточнить, какая конструкция бывает у болтов с шестигранной головкой, и определить, чем отличается винт от болта, по ГОСТу 7805-70. Именно этот документ регулирует производство названных деталей и их качественные и количественные характеристики.
Чаще всего изготавливаются универсальные болты с полной резьбой, но бывают и варианты с неполной — для скрепления плоских деталей большой толщины. По принципу крепления также можно понять, чем отличается болт от винта. Ведь при использовании болта, всегда его второй конец выходит из скрепляемой детали и фиксируется гайкой, тогда как у винта он прячется внутри детали. При рассмотрении конструктивных особенностей уже упоминалось, чем отличается болт от винта, и именно по этому различию болты предназначены для соединения двух плоских деталей, а винты — для плоской детали с изделиями любой толщины.
Болты к тому же при скреплении с гайкой под воздействием вибраций или при соединении деревянных деталей имеют свойство саморазвинчиваться. Чтобы предотвратить это, надевают на болт контргайку (вторую вслед за первой) или используют самоконтрящиеся гайки.
Чтобы не повредить болтом мягкий материал, такой как дерево или пластмасса, и чтобы крепеж под воздействием нагрузок не продавил мягкий материал, под головку болта кладут шайбу. Для более надежных соединений используют две шайбы, помещая вторую под гайку.
Для более надежных соединений используют две шайбы, помещая вторую под гайку.
Шпилька как разновидность болта
Шпилька — это стержень, на который нанесена резьба либо по всей длине, либо на её концах. Фиксируется она так же, как и болт, гайками. Шляпка — единственное, чем болт отличается от шпильки. От винта же их отличает именно способ фиксации непосредственно между конструкциями.
Используют шпильки в основном для крепления подвесных воздуховодов, потолков и других конструкций. Средняя длина этой детали — 5 см, но в промышленности можно встретить такой крепеж и длиной до 2 метров.
Вопрос о разнице между винтом и болтом достаточно часто поднимается в интернет как среди специалистов, так и полных дилетантов в этой сфере. Но однозначного ответа не дано и сегодня.
Постараемся сделать анализ и все-таки найти эти «неуловимые» отличия между винтом и болтом.
Межгосударственный стандарт ГОСТ 27017-86 «Изделия крепежные. Термины и определения», который бы должен вносить полную ясность в данный вопрос, к сожалению ее не вносит. Согласно стандарта, болт это крепежное изделие состоящее из стержня и головки, которое формирует соединение при помощи гайки или отверстия в одной из скрепляемых деталей. По тому же стандарту, винт — крепежное изделия для создания соединения, включающее стержень и конструктивный элемент для передачи крутящего момента. Отдельно в примечании подчеркивается, что этот конструктивный элемент может быть головкой со шлицем, с накаткой или, при отсутствии головки, шлицем в торце стержня. Большая советская энциклопедия (сайт http://dic.academic.ru/) дает еще более расплывчатое понятие о болте. По ней болт это крепежная деталь с резьбой на одном конце и четырех- или шестигранной головкой на другом. Интересно также трактуется понятие «винт» в российской версии Википедии. По ней это крепежное изделие для соединения деталей в одной из которых есть внутренняя резьба или без нее.
Согласно стандарта, болт это крепежное изделие состоящее из стержня и головки, которое формирует соединение при помощи гайки или отверстия в одной из скрепляемых деталей. По тому же стандарту, винт — крепежное изделия для создания соединения, включающее стержень и конструктивный элемент для передачи крутящего момента. Отдельно в примечании подчеркивается, что этот конструктивный элемент может быть головкой со шлицем, с накаткой или, при отсутствии головки, шлицем в торце стержня. Большая советская энциклопедия (сайт http://dic.academic.ru/) дает еще более расплывчатое понятие о болте. По ней болт это крепежная деталь с резьбой на одном конце и четырех- или шестигранной головкой на другом. Интересно также трактуется понятие «винт» в российской версии Википедии. По ней это крепежное изделие для соединения деталей в одной из которых есть внутренняя резьба или без нее.
Соберем все вышеперечисленные трактования и попробуем найти существенную разницу между этими двумя видами крепежных изделий. Главное, на что нужно обратить внимание это:
Главное, на что нужно обратить внимание это:
используется ли в крепежном соединении , какая форма головки для передачи крутящего момента.
Диапазон размеров болтов, винтов: болт М6, болт М8, болт М10, болт М12, болт М16, болт М20, болт М24, болт М27, болт М30, болт М36, болт М42, болт М48, болт М52.
Если отталкиваться от определений ГОСТа то, ответным крепежным изделием для гайки (независимо от формы головки) всегда будет болт. Крепежное изделие с шестигранной головкой соединяющее детали, если в одной или обеих есть внутренняя резьба, — это болт. То же самое, но без внутренней резьбы в детали и не с шестигранной головкой — это винт.
Многие специалисты машиностроительной отрасли склоняются к тому, что винт, и болт определяются по ответному крепежу. Крепежное изделие с наружной резьбой и головкой плюс гайка — это болт. Такое же изделие плюс деталь — это винт.
Но все равно полной ясности в данном вопросе нет. Если в составе резьбового соединения работает гайка и крепежное изделие с наружной резьбой и потайной головкой с крестообразным шлицем. Это крепежное изделие винт или болт?
Это крепежное изделие винт или болт?
Да, есть вопросы к органам стандартизации.
Болты и винты являются незаменимыми деталями в соединениях машинных механизмов, необходимыми инструментами в строительстве и производстве мебели. Применяются они для крепежа и соединения различных конструкций. Но в чем же их отличие? Когда следует использовать болт, а когда – винт? Определим, в чем заключается их особенности.
Определение
Болт
– это крепежная деталь, применяемая для соединения различных разъемных механизмов машин и строительных сооружений. Он имеет вид стержня, на одном конце которого частично резьба, на другом – четырех- или шестигранная головка. Болты отличаются по конструкции в зависимости от назначения соединения.
Винт
– это металлический крепежный инструмент, применяемый для соединения разъемных деталей машин, механизмов и сборки мебели. Он имеет цилиндрическую, иногда коническую форму с винтовыми лопастями. Винты изготавливаются из углеродистой, низколегированной или специальной стали, латуни и других веществ.
Сравнение
Итак, винт от болта отличается способом соединения. Винт и болт используют на разных схемах нагружения. Расчет болта идет на срез (большая нагрузка приходится на место, перпендикулярное соединяемым деталям). Расчет винта идет на нераскрытие стыка (основная нагрузка приходится на место, расположенное вдоль или параллельно оси скрепляемых деталей).
По конструкции винт очень похож на болт. Тем не менее, их основное различие заключается в применении: болт проходит через соединяемые детали насквозь, на него накручивается гайка, а винт при помощи отвертки вкручивается в одну из соединяемых деталей, имеющую резьбу.
Винт можно затянуть либо выкрутить с помощью отвертки или торцевого ключа, вставленного в прорезь его головки. Болт затягивается гаечным ключом или гайкой. Поэтому и головки имеют различные прорези. Болт не может вращаться в результате соединения двух деталей, как некоторые разновидности винтов, используемые в подвижных, перемещающихся машинных механизмах.
Головку винта при вкручивании часто углубляют в соединяемую деталь, при болтовом соединении она остается на поверхности. Само понятие винта, как геометрической фигуры, соответствует слову «резьба». Ради примера можно привести ходовой винт в привычном всем домкрате и токарном станке. Болт же обозначает «стержень». Винты, в отличие от болтов, часто изготавливают очень маленького размера. К примеру, распространены винты для скрепления часового механизма и других микрогабаритных устройств. Болтовое соединение разъединяют путем срезания болта, а винтовое – срезанием резьбы винта.
Выводы сайт
- Различие в способе соединения: винтовое и болтовое;
- Болтовое соединение осуществляется при помощи гайки, а винтовое – резьбы;
- Различны методы закрепления в детали;
- Винт может вращаться в некоторых соединениях, болт всегда статичен;
- Винт иногда углубляют в деталь, болт нет;
- У винта резьба по всей поверхности, у болта – частично;
- Винты могут быть мелкими, болты – нет;
- Различие в способе разъединения конструкции.

Без таких крепежных элементов, как винты и болты, не обойтись в любом строительстве. Для крепления всевозможных строительных конструкций применяются они повсеместно. Но как же понять, где применять болт, а где винт? В первую очередь для этого необходимо знать, что же собой представляют данные крепежи.
Болтом и винтом называют металлическое крепежное изделие, фиксирующее и соединяющее детали в одной точке. Их можно использовать не только в строительстве, но и в производстве товаров, они несут ответственность за соединение различных механизмов и конструкций. Интересно, между болтом и винтом разница в чем? Ведь внешне эти изделия очень похожи — сделаны в виде металлического стержня с резьбой и (чаще всего) головкой.
Отличие болта и винта по ГОСТ
Стандарт межгосударственный ГОСТ 27017-86 «Изделия крепежные. Термины и определения», в принципе, должен вносить ясность в то, в чем разница болта и винта. Для этого необходимо поконкретней узнать о характеристиках каждого из креплений, основываясь на стандарте.
Что такое болт
С английского «болт» переводится как «стержень». Согласно ГОСТ 27017-86:
Болт — это крепежное изделие в форме стержня с наружной резьбой на одном конце, с головкой на другом, образующее соединение при помощи гайки или резьбового отверстия в одном из соединяемых изделий.
Обычно шестигранную верхушку имеет болт, хотя можно встретить и с четырехгранной. Болт, как правило, закрепляется с помощью называют крепежное изделие, имеющее внутреннюю резьбу. При работе с болтами также часто используют шайбы. Шайба, в свою очередь, — изделие круглой формы, которое подкладывается под головку болта или под гайку, что позволяет увеличить опорную поверхность или предотвратить их самоотвинчивание.
Что такое винт
От немецкого gewinde происходит слово «винт», означает оно «нарезка, резьба».
По определению ГОСТ 27017-86:
Винт — это крепежное изделие для образования соединения или фиксации, выполненное в форме стержня с наружной резьбой на одном конце и конструктивным элементом для передачи крутящего момента на другом.

Головка со шлицем для передачи крутящего момента может быть конструктивным элементом.
Двумя числами маркируют каждый винт, например, 4×30. Первое число информирует о диаметре винта под головкой, измеряется в миллиметрах, второе — длина участка винта (мм). У винтов машиностроительных или метрических, которые используются для металла, диаметр стержня по длине постоянен. Винт может быть вкручен в резьбовое отверстие, просверленное в металле, или же может быть пропущен в пакете скрепляемых деталей в сквозное отверстие, после на его конец надевается плоская или пружинная шайба и навинчивается гайка так, что детали между собой крепко сжимаются.
Гайка обозначается буквой М и маркируется цифрой (от М1 до М68). Цифрой обозначается диаметр винта, на который будет навинчена, предназначенная для него, гайка: например, гайка с маркировкой М4 подойдет только к винту диаметром 4 миллиметра. Хотя бывает и так, что даже если их диаметр совпадает, гайка не всегда может быть накручена на винт. Это может произойти из-за того, что они имеют разный профиль резьбы и шаг.
Это может произойти из-за того, что они имеют разный профиль резьбы и шаг.
Отличия
И все же, в чем разница болта и винта? К основным отличиям можно отнести:
А что тогда такое саморез и шуруп?
Популярными металлическими крепежами, кроме болта и винта, являются шурупы и саморезы. Вкручиваться они могут в детали, не имеющие подготовленной резьбы. Что отличает их от болтов и винтов?
Саморез (самонарезающий винт — это полное его название) является разновидностью винта. Его отличие заключается в том, что он в соединяемых металлических или пластмассовых изделиях образует в отверстии одного из них специальную резьбу.
Шуруп же является отдельным крепежным изделием, имеющим форму стержня. С одной стороны у него наружная резьба с головкой, а с другой — резьбовой конический конец, который называется буравчик. При образовании соединений в пластмассовом или деревянном изделиях, он служит для нарезания резьбы.
Определив, в чем разница болта, винта и других крепежных элементов, будет легче понять, что и в каких случаях лучше всего будет применить.
Отличия и понятия болта, гайки, шурупа, винта.
Существует огромное количество крепежных элементов, которые используются в строительстве. Их основное назначение — соединять детали, а также держать конструкцию целостной. Среди крепежных элементов различают шайбы, гайки, винты, болты, а также шурупы, саморезы. Все эти изделия отличаются друг от друга не только внешним видом, но и назначением.
Что такое винт, шуруп, саморез, болт, шайба и гайка, как выглядит, для чего предназначен?
Шайба — это крепежное изделие, которое является вспомогательным и подкладывается под головку гайки. Основное назначение такого изделия — увеличить площадь давления, а также препятствовать разрушению других крепежных элементов. Кроме того, шайба препятствует развинчиванию крепления и делает его более устойчивым к разного рода механическим воздействиям.
Шуруп — крепежный элемент, который является разновидностью винта, отличается от него тем, что имеет толстый стержень, наружную резьбу, а также заостренный кончик. Это способствует более легкому и простому вхождению в твердую поверхность. А именно в дерево или бетон. Чаще всего для шурупов проделывают специальные отверстия, которые наполняют относительно мягким материалом. Обычно это дерево.
Это способствует более легкому и простому вхождению в твердую поверхность. А именно в дерево или бетон. Чаще всего для шурупов проделывают специальные отверстия, которые наполняют относительно мягким материалом. Обычно это дерево.
Винт — тоже крепежное изделие, разновидностью которого является саморез или шуруп. Основная особенность крепежного элемента в том, что это стержень с наружной резьбой и достаточно большой головкой для ввинчивания. Чаще всего на головке делают специальные отверстия, чтобы винты можно было закручивать при помощи отвертки. Или делают специальные насечки, чтобы ввинчивать изделия при помощи специального ключа.
Болт — крепежное изделие, которая представляет собой цилиндр с достаточно высокой шестигранной головкой. Чаще всего работает вместе с гайкой в паре, и используется с целью соединения некоторых деталей.
Гайка — крепежное изделие, внутри которого находится резьба, используется в комплекте с винтом или болтом. Обычно гайки изготавливаются шестигранной формы, для того чтобы можно было их крепить при помощи ключа.
Обычно гайки изготавливаются шестигранной формы, для того чтобы можно было их крепить при помощи ключа.
Чем отличается болт от винта: сравнение, фото
Винт и болт внешне очень похожи друг на друга, и многие их могут спутать. Но они используются в абсолютно разных отраслях. Дело в том, что имеется особенность в конструкции, из-за этого в основном болт используется для того, чтобы скреплять детали с использованием гайки. То есть с одной стороны будет болт, посредине будет какая-то деталь. С другой стороны будет гайка, которая все это будет скреплять.
Винт отличается от болта тем, что не используется вместе с гайкой, а чаще всего применяется отдельно. То есть в самой детали есть резьба, в которую вкручивается винт. Таким образом осуществляется соединение, то есть дополнительные гайки под винт не используются.
Чем отличается шуруп от болта и винта: сравнение, фото
Шуруп отличается от винта и болта тем, что имеет более редкую резьбу и заостренный кончик. Используется без гайки и шайбы. Чаще всего его поверхность является самонарезающейся, то есть при прикладывании определенного усилия, саморез можно ввинтить в деревянную поверхность, без нарезания предварительной резьбы. Винты и болты не используются для этих целей, потому как нет у них заостренного кончика и они не обладают самонарезающейся характеристикой.
Используется без гайки и шайбы. Чаще всего его поверхность является самонарезающейся, то есть при прикладывании определенного усилия, саморез можно ввинтить в деревянную поверхность, без нарезания предварительной резьбы. Винты и болты не используются для этих целей, потому как нет у них заостренного кончика и они не обладают самонарезающейся характеристикой.
Чем отличается шуруп от самореза: сравнение, фото
Собственно саморез является разновидностью шурупа, но отличается некоторыми признаками. Дело в том, что технология изготовления саморезов несколько сложнее. Так как для изготовления применяются более твердые, прочные материалы, которые могут при определенном усилии разрушать поверхность. Например, саморез можно вкрутить без изготовления отдельного отверстия, достаточно приложить усилия. Ввинчивается от определенной силы. Таким образом саморез плотно войдет в поверхность дерева или другого материала. Для того чтобы ввести шуруп, необходимо предварительно сделать отверстие на поверхности.
То есть сам по себе шуруп без изготовления дополнительного отверстия ввинтить нельзя. Так как материал достаточно хрупкий и не такой прочный край. Они не такие острые, поэтому винтить без дополнительного отверстия достаточно затруднительно. Кроме того, шуруп имеет не такую большую высоту и меньше шаг резьбы. При этом кончик самореза более острый, нежели у шурупа.
Чем отличается гайка от болта: сравнение, фото
Гайка отличается от болта тем, что это два крепежных элемента, которые используются в паре. То есть у гайки есть внутренняя резьба, у болта наружная. Соответственно гайка накручивается на болт. Таким образом осуществляется соединение элементов конструкции.
Чем отличается гайка от шайбы: сравнение, фото
Гайка от шайбы тоже существенно отличается. Дело в том, что внутри у гайки имеется резьба. Шайба — это элемент, который обычно используется для уплотнения соединения между болтом и гайкой. То есть вкладывается непосредственно перед накручиванием гайки. Это способствует улучшению соединения. При этом сводится к минимуму возможность раскручивания, развинчивания гайки и ее удаление с поверхности болта. Шайбы бывают разными, как плоскими, так и фигурными. Их еще называют гроверами. Дополнительное давление улучшает сцепление болта и гайки и делает соединение деталей более надежным.
Это способствует улучшению соединения. При этом сводится к минимуму возможность раскручивания, развинчивания гайки и ее удаление с поверхности болта. Шайбы бывают разными, как плоскими, так и фигурными. Их еще называют гроверами. Дополнительное давление улучшает сцепление болта и гайки и делает соединение деталей более надежным.
Как видите, существует множество крепежных элементов и деталей, которые используются для соединения узлов, механизмов и конструкций. Они имеют большое количество отличий и используются в каждом конкретном случае.
ВИДЕО: Отличия болтов, шурупов и винтов
Техника выполнения сварных швов покрытым электродом
Техника выполнения сварных швов
Под техникой выполнения сварных швов понимают выбор режимов сварки и приемы манипулирования электродом.
Возбуждение электрической дуги
Зажигание дуги является одной из основных операций сварочного процесса. Зажигание производится каждый раз до начала процесса сварки, повторное возбуждение дуги — в процессе сварки при ее обрыве.
Возбуждение сварочной дуги производится путем касания торцом электрода поверхности свариваемого изделия с быстрым последующим отводом торца электрода от поверхности изделия. При этом если зазор не слишком велик, происходит мгновенное появление тока и установление столба дуги. Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию («прилипнет»).
Отрывать «прилипший» электрод следует резким поворачиванием его вправо и влево. Возбуждение дуги может производиться либо серией возвратно-поступательных движений с легким прикосновением к поверхности свариваемого металла и последующим отводом от поверхности изделия на 2-4 мм, либо путем царапающих движений торцом электрода по поверхности изделия, которые напоминают чирканье спички. Используйте наиболее удобный для вас способ.
После возбуждения дуги электрод должен выдерживаться некоторое время Точке начала наплавки, пока не сформируется сварной шов и не произойдет расплавление основного металла. Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и спокойно. Она. обеспечивает получение высококачественного шва, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но слишком короткая дуга может вызывать «прилипание» электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество оксидов.
Если во время сварки по какой-либо причине сварочная дуга погаснет, то применяется специальная техника повторного зажигания дуги, обеспечивающая начало сварки с хорошим сплавлением и внешним видом. При повторном зажигании дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
При повторном зажигании дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
Положение и перемещение электрода при сварке. В процессе сварки электроду сообщаются следующие движения:
- поступательное по оси электрода в сторону сварочной ванны, при этом для сохранения постоянства длины дуги скорость движения должна соответствовать скорости плавления электрода;
- перемещение вдоль линии свариваемого шва, которое называют скоростью сварки; скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов;
- перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.

При слишком большой скорости сварки наплавленные валики получаются узкими, с малой выпуклостью, с крупными чешуйками. При слишком медленной скорости перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный по форме, с наплывами по краям.
Положение электрода при сварке должно соответствовать рис. 2. Сварка осуществляется в направлении как слева направо, так и справа налево, от себя и на себя.
Рис. 2. Угол наклона электрода: а — в горизонтальной плоскости; б- в вертикальной плоскости.
В конце шва нельзя резко обрывать сварочную дугу и оставлять на поверхности металла кратер, являющийся концентратором напряжений и зоной с повышенным содержанием вредных примесей. Во избежание образования кратера необходимо прекратить перемещение электрода, т. е. произвести задержку на 1-2c, затем сместиться назад на 5 мм и быстрым движением вверх и назад оборвать дугу.
При неправильном завершении сварки в месте окончания шва, где погасла дуга, всегда образуется глубокий кратер. Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Сварной шов, образованный в результате двух движений торца электрода (поступательного и вдоль линии шва), называют «ниточным». Его ширина при оптимальной скорости сварки составляет (0,8-1,5)dэ. Ниточным швом заполняют корень шва, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
Для наплавки валика без поперечных колебаний электрода необходимо возбудить дугу, растянуть ее и некоторое время удержать на одном месте для прогрева основного металла. Затем постепенно уменьшать длину дугового промежутка, пока не образуется сварочная ванна соответствующего размера. Она должна хорошо сплавиться с основным металлом до того момента, когда начнется поступательное движение электрода в направлении сварки. При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика.
Она должна хорошо сплавиться с основным металлом до того момента, когда начнется поступательное движение электрода в направлении сварки. При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика.
При наплавке валиков на обратной полярности некоторые электроды имеют склонность к образованию подрезов. Для предотвращения проявления этой тенденции не следует перемещать сварочную дугу, располагающуюся за кратером, пока не будет наплавлено достаточное количество металла, чтобы сварной шов получил требуемый размер и подрез был заполнен наплавленным металлом.
Поперечные колебания электрода по определенной траектории, совершаемые с постоянной частотой и амплитудой и совмещенные с перемещением вдоль шва, позволяют получить сварной шов требуемой ширины. Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Широкие швы (1,5-5)d3 получают с помощью поперечных колебаний, изображенных на рис. 3.
Широкие швы (1,5-5)d3 получают с помощью поперечных колебаний, изображенных на рис. 3.
Рис. 3. Основные способы поперечных движений торца электрода
Для выполнения уширенного валика необходимо установить электрод в положение, показанное на рис. 4. При этом следует иметь в виду, что поперечные колебания совершаются электрододержателем, положение электрода в любой точке шва строго параллельно его первоначальному положению. Угол наклона электрода в вертикальной и горизонтальной плоскости не должен изменяться при колебательных движениях по поверхности шва.
Рис. 4. Положение электрода при наплавке валиков с поперечными колебаниями
Колебания электрода должны производиться с амплитудой, не превышающей три диаметра используемого электрода. Во время процесса формирования валика расплавленный слой должен поддерживаться в расплавленном состоянии. Если перемещать электрод слишком далеко и задерживать его возвращение, то возможны охлаждение и кристаллизация металла сварочной ванны. Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид.
Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид.
При сварке необходимо внимательно наблюдать за сварочной ванной, следить за ее шириной и глубиной проплавления, при этом не перемещать электрод слишком быстро. В конце каждого перемещения на мгновение останавливать электрод. Амплитуда поперечных колебаний должна быть немного меньше требуемой ширины наплавляемого валика.
При сварке на прямой полярности, как правило, не возникает проблем с подрезами. При сварке на обратной полярности могут возникнуть проблемы с появлением подрезов. Проблему подрезов можно преодолеть путем более длительной выдержки сварочной дуги в крайних точках поперечных перемещений, а также путем выполнения данных перемещений с амплитудой, не превышающей требуемую для получения нужной ширины наплавленного валика.
Выпуклость сварного шва будет меньше, чем при сварке на прямой полярности, проплавление будет более глубоким. Шлака будет несколько меньше, он будет менее текучим и будет закристаллизовываться немного быстрее, чем при сварке на прямой полярности.
На вертикальной поверхности узкие горизонтальные валики наплавляются, как правило, на обратной полярности, при этом сварочный ток не должен быть слишком большим.
Сварка должна производиться на короткой дуге. При сварке следует уделять внимание тому, чтобы металл сварочной ванны не вытекал вниз или не образовывал наплыв на нижней кромке. Для этого необходимо совершать возвратно-поступательные движения электродом в направлении оси сварного шва. Каждый новый валик должен перекрывать ранее наплавленный соседний с ним валик не менее чем на 45-55%. Для предотвращения образования подрезов необходимо производить колебания электрода в пределах выпуклости сварного валика.В большинстве случаев выполнение сварки в вертикальном положении производится снизу вверх, особенно для ответственных стыков. Данная техника сварки широко используется при строительстве трубопроводов высокого давления, в кораблестроении, при сооружении сосудов высокого давления и при строительных работах.
Наплавка узких валиков на поверхность, находящуюся в вертикальном положении, при сварке снизу вверх производится на обратной полярности сварочного тока, при этом сварочный ток не должен иметь слишком высокое значение. Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Рис. 5. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении снизу вверх
Подобный тип перемещений электрода позволяет наплавленному металлу кристаллизоваться, образуя ступеньку, на которую наплавляется следующая порция электродного металла. Некоторые сварщики предпочитают поддерживать постоянную сварочную ванну, которую они медленно выводят снизу вверх, применяя при этом небольшие колебательные движения электродом. Данный способ ведения процесса сварки приводит к наплавке валика с большой выпуклостью, а также к появлению вероятности трещин металла сварного шва.
Методика выполнения сварки с продольными колебаниями электрода позволяет получить более плоский с невысокой выпуклостью сварной шов, а также уменьшает опасность возникновения шлаковых включений.
Сварка в вертикальном положении сверху вниз достаточно редко встречается в промышленности, особенно при обычных работах. Область применения данного способа ведения сварочного процесса обычно ограничивается сварочными работами при строительстве магистральных трубопроводов и при сварке тонколистового проката. При наплавке на плоскую поверхность данный способ ведения сварки приводит к получению не очень глубокого проплавления, существует также опасность появления шлаковых включений.
Наплавка узких валиков в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 6.
Рис. 6. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении сверху вниз.
В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Сварка с поперечными колебаниями электрода в вертикальном положении очень часто применяется при сооружении трубопроводов высокого давления, сосудов высокого давления, при сварке судовых конструкций, а также при изготовлении металлоконструкций. Данная техника сварки очень часто применяется для сварки многопроходных швов в разделку, а также угловых швов, находящихся вертикальном положении.
Наплавку валиков с поперечными колебаниями электрода в вертикальном положении, как правило, выполняют снизу вверх на обратной полярности сварочного тока. Сварка на прямой полярности в данном положении используется крайне редко. Еще реже производится сварка в положении сверху вниз.
При наплавке валиков с поперечными колебаниями электрода в вертикальном положении сварочный ток не должен быть слишком велик, однако он должен быть достаточным для хорошего проплавления. Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
В нижней части соединения наплавляется полка шириной не более 12 мм, при этом смешение электрода от оси сварного шва не должно превышать 3 мм. Перемещение электрода должно производиться по траектории (рис. 7б). Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 7. Положение электрода при наплавке валиков в вертикальном положении снизу вверх с поперечными колебаниями электрода (а) и траектория движения электрода (б).
Сварку можно также производит путем поддержания постоянного перемещения сварочной ванны, при этом нужно быть очень осторожным, чтобы не допустить вытекания расплавленного металла сварочной ванны. При соблюдении этого условия перемещение электрода вверх может производиться по любой из сторон сварного соединения, при этом необходимо производить <растяжение> сварочной дуги, но не допускать ее обрыва. Нельзя держать сварочную дугу слишком долго вне кратера — это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
Нельзя держать сварочную дугу слишком долго вне кратера — это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
При наплавке валиков на прямой полярности, сварочный ток должен быть несколько выше, чем при сварке на обратной полярности. Поскольку при сварке на прямой полярности выше производительность наплавки, а также больше количество шлака, скорость перемещения электрода должна быть выше. Подрезы не составляют сколь-нибудь значительной проблемы, поэтому отпадает необходимость задержки электрода на боковых поверхностях свариваемых кромок.
Наплавка валиков в вертикальном положении с поперечными колебаниями электрода в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 8. В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 8. Положение электрода при наплавке валиков в вертикальном положении сверху вниз с поперечными колебаниями электрода (а) и траектория движения электрода (б)
Несмотря на то, что в настоящее время в промышленности взят курс на полное исключение сварки в потолочном положении за счет соответствующего позиционирования, на сегодняшний день каждый сварщик должен уметь вести сварочные работы в этом пространственном положении. Сварка в потолочном положении распространена при строительстве трубопроводов, в судостроении и при строительно-монтажных работах.
Рис. 9. Положение электрода при наплавке узких валиков в потолочном положении
Наплавка узких валиков в потолочном положении может производиться как на обратной, так и на прямой полярности. Величина сварочного тока при обратной полярности такая же, как при сварке в вертикальном положении. При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
Во время процесса сварки на обратной полярности необходимо поддерживать короткую дугу, сварочная ванна не должна быть слишком сильно перегрета. При сварке на прямой полярности длина дуги должна быть несколько длиннее. Небольшие колебания электрода вперед-назад относительно направления сварки служат для предварительного подогрева сварного шва, кроме того, они способствуют предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. Некоторые сварщики при сварке на прямой полярности предпочитают перемещать электрод во время сварки очень маленькими участками, при этом необходимо обращать внимание на опасность получения сварного шва с большой выпуклостью, а также на образование толстой корки шлака. При сварке на прямой полярности опасность появления подрезов практически исключена.
Во многих случаях при выполнении сварных соединений в потолочном положении, возникает необходимость в наплавке валиков с поперечными колебаниями электрода. Это значительно сложнее, чем наплавка узких валиков.
Наплавка валиков с поперечными колебаниями электрода в потолочном положении, производится на обратной полярности. Величина сварочного тока не должна быть слишком большой. Положение электрода должно соответствовать изображенному на рис. 10а. Большое значение имеет поддержание короткой дуги, а также стабильности дугового промежутка по всей ширине наплавляемого валика.
Наплавку можно производит путем перемещения всей сварочной ванны, однако при этом необходимо быть очень осторожным, чтобы не допустить приобретения расплавленным металлом сварочной ванны слишком высокой текучести, что, в конечном счете, приведет к вытеканию сварочной ванны. Если данное препятствие будет устранено, то электрод можно перемещать вперед вдоль любой из свариваемых кромок (рис. 106). При этом допускается удлинение дуги, без ее обрыва.
106). При этом допускается удлинение дуги, без ее обрыва.
Нельзя допускать, чтобы сварочная дуга находилась в кратере больше времени, чем необходимо для его полной заварки. Электрод должен быстро перемещаться поперек лицевой стороны сварного шва, с тем, чтобы не допустить избыточного перегрева металла, наплавленного в средней части сварного шва.
При сварке в потолочном положении могут возникнуть проблемы, связанные с подрезами. Они решаются с помощью задержек электрода на боковых кромках соединения. Рекомендуется не превышать ширины сварного шва свыше 20 мм.
Рис. 10. Положение электрода при наплавке валиков с поперечными колебаниями электрода в потолочном положении (а) и траектория перемещения электрода (б)
Сварка торцевого соединения в нижнем положении
Торцевые соединения широко применяются в конструкциях сосудов, не подвергаемых воздействию высокого давления. Торцевые соединения — это очень экономичные соединения, но они не выдерживают значительных растягивающих или изгибающих нагрузок. Для выполнения данного соединения требуется мало электродов, поскольку доля наплавленного металла в металле сварного шва мала. Выполнение сварки торцевого соединения не представляет каких-либо затруднений и может производиться в широком диапазоне сварочных режимов, как на прямой полярности, так и на обратной.
Во время сварки для полного охвата всей поверхности соединения рекомендуется производить небольшие поперечные колебания электрода. Однако следует помнить об опасности увлечения такими колебаниями. При излишне широких колебаниях электрода металл начнет свешиваться с краев соединения. Следует быть внимательным при расплавлении обеих кромок и при обеспечении хорошего проплавления.
Сварка стыкового соединения без скоса кромок в нижнем положении
Данный тип сварного соединения широко используется в промышленности для конструкций обычного назначения. При двухсторонней сварке металла, толщина которого не превышает 6 мм, данное соединение будет весьма прочным. Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Сварка стыкового соединения без скоса кромок для обеспечения повышенного тепловложения, производится на обратной полярности. При сварке необходимо обеспечивать возвратно-поступательные перемещения электрода вдоль оси шва. Это будет приводить к предварительному подогреву металла перед сварным швом, сведет к минимуму риск получения прожога и обеспечит вытеснение расплавленного шлака на поверхность сварочной ванны, что исключит вероятность образования неметаллических шлаковых включений в металле сварного шва.
В процессе сварки особенно важно поддержание постоянства скорости и равномерности перемещения электрода вдоль оси шва, а также величины зазора между электродом и изделием (длины дуги). При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
Слишком длинная дуга приводит к ухудшению внешнего вида шва, к ухудшению проплавления, к избыточному разбрызгиванию и низким показателям механических свойств металла сварного шва.
Сварка в нижнем положении таврового соединения (сварка в «лодочку») однопроходным угловым швом
При образовании углового шва во избежание непровара свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45° — сварка «в лодочку» (рис. 11а), а при наклоне под углом 30 или 60° — в несимметричную «одочку» (рис. 116). Сварка производится на повышенных значениях сварочного тока, как на прямой, так и на обратной полярности тока. Сварка на обратной полярности производится короткой дугой, при этом возможно появление подрезов. Положение электрода при сварке должно соответствовать изображенному на рис. 11в
11в
Рис. 11. Положение электрода при сварке «в лодочку»: a — сварка в симметричную «лодочку»; б — сварка в несимметричную ; в — пространственное положение электрода
При начале процесса сварки электрод должен быть выведен на кромку свариваемой пластины. После подогрева кромки пластины растянутой дугой начинается наложение сварного шва требуемой ширины и глубины проплавления. При этом производятся небольшие возвратно-поступательные перемещения электродом в направлении оси сварного шва. Это обеспечивает предварительный подогрев корневой части сварного шва и предотвращает подтекание расплавленного шлака перед головной частью сварочной ванны.
Электрод должен направляться непосредственно в корень сварного шва, нельзя допускать, чтобы сварочная дуга вышла на поверхность пластины за пределами области формирования сварного шва. Не допускается наплавка слишком большого количества металла за один проход.
Сварка в нижнем положении таврового соединения (сварка в «лодочку») многопроходным угловым швом.
Очень часто при сварке таврового соединения в нижней) положении необходимо производить многопроходную сварку. Однопроходные угловые швы должны иметь катеты, которые превышают диаметр используемого электрода не более чем на 1,5-3,0 мм. При многопроходной сварке угловых швов число слоев определяют, исходя из диаметра электрода, при этом толщина каждого слоя не должна превышать (0,8-1,2)dэ.
Поскольку тавровое соединение в нижнем положении образует кромки, подобно стыковому соединению со скосом кромок, сварка может выполняться с использованием техники сварки с поперечными колебаниями электрода, при этом ширина шва не должна превышать (1,5-5)dэ. Если слой сварного шва превышает допустимую ширину шва, то наплавка каждого слоя производится необходимым количеством валиков.
При сварке данного соединения первый проход выполняется электродом толщиной 4-6 мм без поперечных колебаний. Последующие проходы выполняются электродами меньшего диаметра. При сварке этих проходов необходимо применять поперечные колебания электрода, при этом амплитуда колебаний электрода не должна превышать допустимой ширины шва.
При сварке на обратной полярности поддерживается несколько меньшая длина дуги, чем на прямой полярности. При этом необходимо тщательно контролировать процесс сварки, с тем, чтобы избежать появления возможных подрезов. Для этого можно применять задержки электрода в крайних точках амплитуды поперечных колебаний электрода при одновременном тщательном контроле ширины сварного шва и амплитуды поперечных колебаний электрода.
Перед наплавкой каждого слоя или валика необходимо тщательно очищать от шлака поверхность сварного шва, в противном случае неизбежно появление шлаковых включений. В начале и при возобновлении сварки необходимо тщательно заваривать кратеры сварных валиков.
Сварка углового соединения с наружным углом в нижнем положении
Угловые соединения с наружными угловыми швами встречаются намного реже, чем стыковые, нахлесточные и тавровые соединения. Это соединение является в высшей степени технологичным, поскольку его очень просто подготовить к сварке, а параметры режима сварки напоминают применяемые при сварке стыковых соединений со скосом кромок.
Для обеспечения максимальной прочности в сварном соединении необходимо получить проплавление с обратной стороны. Добавление внутреннего углового шва к наружному значительно повышает прочность всего углового соединения. Как уже отмечалось, стоимость подготовки подобного соединения весьма невелика, однако при сварке подобных соединений из металла большой толщины значительную величину затрат составит стоимость электродов.
Сварку углового соединения с наружным углом в нижнем положении выполняют на обратной полярности. При сварке данного соединения положение электрода должно соответствовать изображенному на рис. 12. При первом проходе используется техника сварки, применяемая при наложении узкого шва, без поперечных колебаний. Значение сварочного тока не должно быть слишком большим. Сварной шов при первом проходе должен обеспечить полное проплавление обратной стороны соединения и хорошее сплавление с обеими пластинами. Большое значение для достижения этой цели имеет поддержание короткой дуги.
Рис. 12. Положение электрода при сварке углового соединения с наружным углом в нижнем положении
При выполнении второго, третьего и последующих проходов сварочный ток следует установить на повышенный режим. При выполнении данных проходов используется техника поперечных колебаний электрода. Третий проход должен производиться с более широкой амплитудой колебаний, чем второй. Техника выполнения второго и последующих проходов аналогична выполнению данных проходов при сварке в «лодочку» многопроходным угловым швом.
Во время сварки необходимо следить за ограничением ширины поперечных колебаний электрода. Для устранения подрезов рекомендуется производить кратковременную остановку электрода в крайних точках траектории поперечных колебаний. Удостоверьтесь в том, что достигается хорошее сплавление с ранее наложенными слоями и с обеими поверхностями пластины. Последний проход не должен иметь слишком большую высоту. После каждого прохода необходимо тщательно очистить наплавленный металл от шлаковой корки.
Сварка стыкового соединения со скосом кромок на подкладке в нижнем положении
Данный тип сварного соединения достаточно часто применяется при сварке трубопроводов, сосудов высокого давления и корабельных конструкций.
Сварка данного соединения производится на обратной полярности. Для первого прохода устанавливается невысокое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 13. Сварка производится узким валиком без поперечных колебаний электрода. Во время сварки необходимо следить за тем, чтобы обеспечить хорошее сплавление с подкладкой и поверхностями разделки в корневой части соединения. Поверхность шва должна быть максимально плоской.
Рис. 13. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в нижнем положении
Второй, третий и последующие проходы могут производиться при повышенных значениях сварочного тока. Перемещение вдоль оси шва не должно быть слишком быстрым, иначе поверхность шва будет неровной, с крупными чешуйками, могут появиться поры. Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Сварка стыкового соединения со скосом кромок в нижнем положении
Данный вид соединения часто встречается при сварке трубопроводов, а также при сварке ответственных соединений.
Сварка данного соединения производится на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 14.
Рис. 14. Положение электрода при сварке стыкового соединения со скосом кромок в нижнем положении
На рис. 15а показан порядок наложения слоев/валиков при сварке стыкового соединения со скосом кромок в нижнем положении. Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость.
Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость.
Рис. 15. Сварка стыкового соединения со скосом кромок в нижнем положении: a — порядок наложения слоев; б — траектория движения электрода при выполнении последнего прохода; в — сварное соединение
Второй и последующие проходы производятся при повышенных значениях сварочного тока и электродами большего диаметра. Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Заключительный проход выполняется тем же типом электрода, что и предыдущие. Техника выполнения такая же, и при выполнении второго и последующих проходов, за исключением того, что при заключительном проходе амплитуда поперечных колебаний электрода будет больше. Для контроля за шириной облицовочного шва необходимо использовать скошенные кромки стыкового соединения. Поверхность облицовочного шва должна быть слегка выпуклой.
Сварка нахлесточного соединения в нижнем положении
Данный тип соединения широко используется в промышленности, в частности в резервуарах, строительных и судовых конструкциях. Нахлесточное соединение очень экономично, оно не требует каких-либо значительных затрат на подготовку и сборку. Максимальная прочность нахлесточного соединения достигается при его двухсторонней сварке угловым швом.
Сварка данного соединения производится как на прямой, так и на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 16.
Рис. 16. Сварка нахлесточного соединения в нижнем положении: a — подготовка соединения к сварке; б — положение электрода при сварке однопроходным швом равных толщин; в — положение электрода при втором и третьем проходе при выполнении многопроходного шва; г — положение электрода при сварке разных толщин
Для сварки нахлесточного соединения в нижнем положении на прямой полярности требуется поддержание очень короткой дуги, а на обратной полярности — еще более короткой. Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Абсолютно необходимым для получения качественного соединения является полное проплавление в корне шва и хорошее сплавление с обеими поверхностями двух пластин. При сварке на прямой полярности верхняя кромка верхней пластины имеет тенденцию к прожогу, поэтому при сварке следует постоянно опасаться как недозаполнения наплавленного валика, так и того, что сварочная дуга недостаточно коротка. Подрезы появляются очень редко.
При сварке на обратной полярности следует обратить внимание на поддержание более короткой дуги, а также на устранение возможного подреза, как на плоской поверхности пластины, так и вдоль верхней кромки верхней пластины. Для уменьшения вероятности появления подрезов, перемещение дуги должно быть ограничено размерами сварного шва.
Для уменьшения вероятности появления подрезов, перемещение дуги должно быть ограничено размерами сварного шва.
Сварка нахлесточного соединения в горизонтальном положении
Сварка нахлесточного соединения в горизонтальном положении однопроходным угловым швом на прямой полярности часто применяется в конструкциях резервуаров и строительных конструкциях.
При сварке данного соединения сварочный ток не должен быть слишком большим. Электрод необходимо направлять в корень шва. Положение электрода во время сварки должно соответствовать изображенному на рис. 17. Сварку лучше всего производить с небольшими возвратно-поступательными перемещениями электрода в направлении оси сварного шва, можно также применять незначительные поперечные колебания электрода. Сварочная ванна не должна быть слишком перегрета, ибо это приводит к появлению трещин в металле сварного шва.
Рис. 17. Положение электрода при сварке нахлесточного соединения в горизонтальном положении
При сварке следует обращать особое внимание на перемещения электрода, с тем, чтобы не допустить появления прожогов кромки пластины, а также на то, чтобы сварочная дуга не контактировала с поверхностью вертикальной пластины вне пределов сварного шва, в противном случае неизбежно появление подрезов.
Сварка таврового соединения в нижнем положении
Большую долю швов, выполняемых на практике сварщиком, составляют угловые швы, выполняемые в нижнем положении. Технология сварки может включать как однопроходную, так и многопроходную сварку всеми типами электродов. Несмотря на то, что электроды, предназначенные для сварки на обратной полярности, не являются лучшим типом электродов для выполнения однопроходных угловых швов, использование этих электродов в подобных целях является достаточно распространенной практикой.
При сварке таврового соединения в нижнем положении на прямой полярности сварочный ток должен быть достаточным для получения обширной сварочной ванны. При сварке на обратной полярности сварочный ток должен быть несколько меньше. Положение электрода при сварке на прямой полярности должно соответствовать изображенному на рис. 18а, на обратной полярности — рис. 18б.
Рис. 18. Положение электрода при сварке таврового соединения в нижнем положении: a — на прямой полярности; б — на обратной полярности
Электрод должен быть направлен в корень сварного соединения. При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны.
При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны.
Однако некоторые сварщики предпочитают использовать при этом небольшие возвратно-поступательные перемещения электрода в направлении оси шва. Это может оказать положительное влияние в виде предварительного подогрева свариваемых кромок и корневой части соединения, находящихся перед движущимся электродом, улучшит формирование наплавленного металла на вертикальной плоскости пластины, а также будет способствовать предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. При сварке на прямой полярности подрезы никогда не являются проблемой. Сварка на обратной полярности требует обеспечения повышенных мер по исключению подрезов.
Сварка таврового соединения в нижнем положении многопроходным швом
Крупные угловые швы очень часто выполняются путем многократного наложения узких валиков без поперечных колебаний электрода. В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока.
В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока.
При выполнении данного соединения сварочный ток устанавливается таким же, как и при сварке узким однопроходным швом. Положение электрода будет изменяться в зависимости от последовательности наложения слоев (рис. 19а). Перемещение электрода аналогично перемещению при сварке однопроходным швом. Расположение или раскладка валиков по сторонам должны производиться таким образом, чтобы облицовочный слой точно соответствовал заданному размеру катета углового шва. Порядок наложения слоев показан на рис. 19б.
Рис. 19. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении (а) и порядок наложения слоев (б)
Техника выполнения облицовочного слоя достаточно сложна. Сварочный ток не должен быть слишком мал. Положение электрода должно соответствовать изображенному на рис. 20а. Чешуйки укладываются в диагональной плоскости. Наложение капель металла производится только при движении электрода вниз. Перемещение электрода вверх должно производиться быстро, на максимально растянутой дуге, но без обрыва дуги.
Сварочный ток не должен быть слишком мал. Положение электрода должно соответствовать изображенному на рис. 20а. Чешуйки укладываются в диагональной плоскости. Наложение капель металла производится только при движении электрода вниз. Перемещение электрода вверх должно производиться быстро, на максимально растянутой дуге, но без обрыва дуги.
Рис. 20. Положение электрода при выполнении облицовочного слоя (а) и траектория колебательных движений электрода (б)
Указателями ширины перемещения электрода при сварке облицовочного слоя могут служить две параллельные кромки ранее выполненных сварных валиков. Для предотвращения появления подрезов необходимо проводить задержки электрода на верхней и нижней кромках сварного шва. Необходимо помнить, что при многопроходной сварке требуется тщательная очистка от шлаковой корки каждого наложенного слоя.
При сварке на обратной полярности могут возникнуть значительные затруднения, связанные с появлением подрезов. Избавиться от этих проблем можно всеми ранее описанными способами.
Сварка таврового соединения в нижнем положении многопроходным швом с применением поперечных колебаний электрода
На практике довольно часто встречаются случаи, когда необходимо производить сварку угловых швов большого сечения в нижнем положении. Обычно для этого используют многопроходную сварку с применением техники поперечных колебаний электрода. Наиболее часто такие швы встречаются при судостроительных и монтажных работах.
Сварка данного типа соединения производится на обратной полярности. Сварочный ток устанавливается большим. Положение электрода должно соответствовать изображенному на рис. 21. Первый проход выполняется так же, как и в случае обычной однопроходной сварки угловых швов. Поверхность первого валика должна быть максимально плоской.
Рис. 21. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении с применением поперечных колебаний электрода
Второй шов накладывается с поперечными колебаниями электрода поверх первого. Электрод должен направляться на вертикальную пластину, с тем, чтобы обеспечить перенос металла с электрода на эту поверхность. Поперечные колебания электрода не должны выходить за пределы требуемой ширины выполняемого шва. В противном случае возможно появление подрезов. Необходимо обеспечить хорошее сплавление накладываемых швов с поверхностью ранее наплавленных слоев и с поверхностью свариваемой пластины.
Электрод должен направляться на вертикальную пластину, с тем, чтобы обеспечить перенос металла с электрода на эту поверхность. Поперечные колебания электрода не должны выходить за пределы требуемой ширины выполняемого шва. В противном случае возможно появление подрезов. Необходимо обеспечить хорошее сплавление накладываемых швов с поверхностью ранее наплавленных слоев и с поверхностью свариваемой пластины.
Сварка стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, резервуаров, а также при судостроительных работах.
Сварка производится на обратной полярности как узкими валиками без поперечных колебаний, так и с поперечными колебаниями электрода. Первый проход выполняется на повышенных значениях сварочного тока без поперечных колебаний электрода. Положение электрода должно соответствовать изображенному на рис. 22. При сварке необходимо обеспечить гарантированное сплавление с подкладкой, а также с кромками корневой части соединения.
Рис. 22. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Второй и все последующие проходы могут выполняться с еще большими значениями сварочного тока. Положение электрода при сварке узкими валиками без поперечных колебаний электрода должно соответствовать изображенному на рис. 22. Очень важно, чтобы все швы имели хорошее сплавление с поверхностью ранее наложенных слоев, а также с поверхностью кромок разделки. Необходимо следить за предотвращением появления подрезов.
Сварка стыкового соединения со скосом кромок в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, а также ответственных стыковых соединений. При выполнении некоторых работ иногда предъявляются требования к тому, чтобы данные швы выполнялись с поперечными колебаниями электрода, однако в большинстве случаев применяется сварка узкими валиками без поперечных колебаний электрода.
Сварка производится на обратной полярности. Сварочный ток при первом проходе не должен быть слишком велик. Положение электрода при сварке узкими валиками без поперечных колебаний должно соответствовать рис. 23, а при сварке с поперечными колебаниями — рис. 24а.
Рис. 23. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: узкими валиками без поперечных колебаний электрода.
При сварке необходимо поддерживать короткий дуговой промежуток, заставляя электродный металл наплавляться непосредственно в зазоре корневой части соединения. При сварке можно использовать возвратно-поступательные перемещения электрода. При перемещениях вперед нельзя допускать, чтобы сварочная дуга обрывалась.
Необходимо во время таких перемещений обеспечить предварительный подогрев металла перед наплавляемым швом. Одновременно следует следить за тем, чтобы расплавленный металл сварочной ванны достаточно быстро застывал и не стекал на нижнюю пластину. На обратной стороне соединения должно быть полное проплавление.
На обратной стороне соединения должно быть полное проплавление.
Для второго и последующих проходов сварочный ток может быть значительно увеличен. Можно использовать сварку узкими валиками, без поперечных колебаний. можно также использовать сварку с поперечными колебаниями электрода (рис. 24б). Важно обеспечить гарантированное сплавление всех проходов с поверхностью всех предшествующих проходов, а также с поверхностями свариваемых пластин. Во время сварки необходимо следить за появлением подрезов.
Рис. 24. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: a — сварка с поперечными колебаниями электрода; б — пример поперечных движений торца электрода
Сварка стыкового соединения со скосом одной кромки в горизонтальном положении
Наиболее часто, при выполнении стыковых соединений в горизонтальном положении скашивают кромку только у верхнего листа. Дугу возбуждают на горизонтальной кромке нижнего листа, перемещают затем на скошенную кромку верхнего листа. Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев.
Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев.
Сварка нахлесточного соединения в вертикальном положении снизу вверх. При выполнении ответственных сварочных работ с использованием нахлесточных соединений, находящихся в вертикальном положении, как правило, сварку производят снизу вверх. Такая сварка имеет место при выполнении сварочных работ в судостроении, при изготовлении сосудов высокого давления, а также при изготовлении металлоконструкций.
При сварке небольших толщин, а также для выполнения первых проходов в многопроходных сварных швах, выполняемых при сварке нахлесточных соединений, применяются однопроходные угловые швы. При выполнении данных швов необходимо установить не очень большое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 25.
Рис. 25. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх
На нижней части соединения образуется полка из наплавленного металла, имеющая размеры, соответствующие размерам сварного шва. Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы.
Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы.
Для выполнения сварных швов нахлесточных соединений большой толщины применяется многопроходная или однопроходная сварка с поперечными перемещениями электрода. При многопроходной сварке первый проход выполняется узким валиком без поперечных перемещений электрода. При выполнении второго прохода сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26а. При этом, сохраняя электрод над поверхностью сварочной ванны, нужно перемещать ее вверх, одновременно сдвигая сварочную ванну в стороны, поочередно то влево, то вправо.
Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26а. При этом, сохраняя электрод над поверхностью сварочной ванны, нужно перемещать ее вверх, одновременно сдвигая сварочную ванну в стороны, поочередно то влево, то вправо.
Рис. 26. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх многопроходным угловым швом (а) и однопроходным угловым швом с поперечным перемещением электрода (б)
Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва. Кратковременные остановки в крайних точках поперечных колебаний предотвратят появление подрезов, но нужно быть крайне осторожным, чтобы при этом кромка верхней пластины не прожигалась.
Сварку нахлесточного соединения можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26б. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Отличие заключается в том, что электрод необходимо располагать под большим углом к нижней пластине и задержки перемещения выполнять только на нижней пластине.
26б. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Отличие заключается в том, что электрод необходимо располагать под большим углом к нижней пластине и задержки перемещения выполнять только на нижней пластине.
Сварка таврового соединения в вертикальном положении однопроходным угловым швом
Сварка данного соединения часто встречается в производственной практике. Сварка вертикальных стыков чаще всего производится снизу вверх, хотя встречаются и случаи, когда необходимо выполнять сварку сверху вниз. Выбор количества проходов определяется назначением данного соединения, а также толщиной свариваемых пластин.
При выполнении сварки таврового соединения в вертикальном положении однопроходным угловым швом без поперечных перемещений электрода сварочный ток должен быть достаточно большим, с тем, чтобы обеспечить хорошее проплавление в корневой части соединения, а также с поверхностями пластин. Положение электрода должно приблизительно соответствовать изображенному на рис. 27.
27.
Рис. 27. Положение электрода при сварке таврового соединения в вертикальном положении однопроходным угловым швом
Сварка производится на обратной полярности с колебаниями электрода вверх-вниз. В момент переноса электродного металла необходимо поддерживать короткую дугу, при перемещении электрода вверх дугу следует растянуть, однако при этом не допускать обрыва дуги. Необходимо периодически производить отвод электрода от сварочной ванны, с тем, чтобы избежать перегрева свариваемого металла и последующего его растрескивания или вытекания сварочной ванны. Вместе с тем необходимо удерживать сварочную ванну на одном месте, вплоть до момента, пока не будет получено требуемое проплавление, сплавление со свариваемыми кромками и образование сварного шва требуемого контура без подрезов.
Сварку таврового соединения в вертикальном положении можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. выполняется без поперечных перемещений электрода или в некоторых случаях с небольшими поперечными колебаниями (рис. 29б).Положение электрода при втором проходе должно соответствовать изображенному на рис. 30. Сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками.
выполняется без поперечных перемещений электрода или в некоторых случаях с небольшими поперечными колебаниями (рис. 29б).Положение электрода при втором проходе должно соответствовать изображенному на рис. 30. Сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками.
Рис. 30. Положение электрода при сварке таврового соединения в вертикальном положении многопроходным
Во время сварки необходимо сохранять электрод над поверхностью сварочной ванны, перемещать сварочную ванну вверх, одновременно сдвигая ее в стороны, поочередно то влево, то вправо. Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва, а кратковременные остановки электрода в крайних точках поперечных перемещений предотвратят появление подрезов. Во время сварки необходимо поддерживать короткую дугу, но избегать касания электрода с расплавленным металлом сварочной ванны.
При использовании электрода большого диаметра необходимо увеличить сварочный ток. Положение электрода при сварке третьего прохода аналогично второму проходу. При применении электрода большого диаметра и при увеличении сварочного тока желательно ускорять перемещение электрода вверх при достижении сварочной ванной крайней точки траектории поперечных колебаний. При этом необходимо обращать внимание на продолжение горения дуги во время всех этих перемещений. При перемещении дуги вверх ее необходимо растягивать. После достаточного охлаждения сварочной ванны электрод возвращается к кратеру, и производится наплавка дополнительного металла.
Во время сварки необходимо поддерживать постоянство ширины траектории поперечных колебаний, следить за тем, чтобы она не превышала ширину законченного шва.
Сварка стыкового соединения со скосом кромок на подкладке в вертикальном положении
Данный тип соединения довольно часто встречается при строительстве трубопроводов, сосудов высокого давления, а также в судовых конструкциях. Сварка производится на обратной полярности снизу вверх.
Сварка производится на обратной полярности снизу вверх.
Первый проход. Сварочный ток должен быть большим. Положение электрода должно соответствовать изображенному на рис. 31. При сварке используется техника наплавки узких валиков, без поперечных колебаний, в вертикальном положении. Шов должен иметь хорошее сплавление с подкладкой и с поверхностями обеих кромок в своей корневой части.
При сварке необходимо следить за тем, чтобы лицевая поверхность шва была максимально плоской. Если в сварном соединении зазор в корне очень широк, то необходимо сделать два или три прохода, чтобы выполнить подварочный шов. В процессе сварки необходимо обращать внимание на то, чтобы все наложенные слои имели хорошее сплавление друг с другом.
Рис. 31. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в вертикальном положении
Второй проход. Сварочный ток не должен быть слишком велик. При выполнении шва используется техника сварки с поперечными колебаниями электрода. В качестве направляющих, по которым можно определять ширину этих поперечных колебаний, используются кромки ранее наплавленных валиков. При выполнении сварки необходимо следить за тем, чтобы поверхность сварного шва была плоской, избегать появления подрезов. Сварной шов не должен образовывать острые кромки, поскольку в таких кромках могут образовываться зашлаковки.
В качестве направляющих, по которым можно определять ширину этих поперечных колебаний, используются кромки ранее наплавленных валиков. При выполнении сварки необходимо следить за тем, чтобы поверхность сварного шва была плоской, избегать появления подрезов. Сварной шов не должен образовывать острые кромки, поскольку в таких кромках могут образовываться зашлаковки.
Третий проход. Величина сварочного тока должна быть такой, чтобы обеспечивалось как хорошее проплавление и сплавление, так и малая выпуклость сварного шва. Поперечные колебания электрода не должны выходить за пределы скошенных кромок разделки. Во избежание появления подрезов необходима задержка электрода в крайних точках траектории поперечных колебаний. Для предотвращения появления излишней выпуклости сварного шва скорость сварки должна быть достаточно большой.
Сварка стыкового соединения без скоса кромок в вертикальном положении
Сварка данного соединения производится снизу вверх на обратной полярности многопроходным швом. Техника сварки корневого прохода с большим зазором в стыковом соединении без скоса кромок достаточно сложна.
Техника сварки корневого прохода с большим зазором в стыковом соединении без скоса кромок достаточно сложна.
Первый проход. Сварочный ток должен быть не слишком большим, но вместе с тем он должен быть достаточным для гарантированного проплавления корневой части соединения и образования на обратной стороне стыка достаточной выпуклости. Положение электрода должно соответствовать изображенному на рис. 32. При сварке первого прохода используется техника сварки узкими валиками без поперечных колебаний электрода; Необходимо добиваться получения на обратной стороне корня шва небольшой выпуклости.
Рис. 32. Положение электрода при сварке стыкового соединения без скоса кромок в вертикальном положении
Второй проход. Значение сварочного тока и положение электрода практически не отличаются от аналогичных показателей при сварке первого прохода. Нельзя производить поперечные колебания со слишком большой амплитудой. Скорость перемещения электрода должна быть такой, чтобы не возникала избыточная выпуклость шва и не образовывались подрезы.
Сварка соединения с наружным угловым швом
Данные сварные соединения часто встречаются на практике. Сварка производится на обратной полярности снизу вверх с использованием техники поперечных колебаний электрода, кроме того, благодаря тому, что свариваемые кромки не скошены, в данном случае достаточнонеглубокое проплавление.
Первый проход. Сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 33. Используется техника выполнения корневого прохода с возвратно-поступательными перемещениями электрода.
Рис. 33. Положение электрода при сварке соединения с наружным угловым швом в вертикальном положении
Второй и третий проходы. Сварочный ток необходимо увеличить по сравнению с первым проходом. Во время сварки необходимо следить за обеспечением хорошего сплавления с ранее наплавленными слоями, а также со свариваемыми кромками основного металла, обращать внимание на возможность появления подрезов. Лицевая поверхность швов должна быть плоской.
Четвертый проход. Значение сварочного тока и положение электрода аналогичны использовавшимся при сварке предыдущих проходов. При сварке использовать технику поперечных колебаний электрода. Лицевая поверхность шва должна иметь небольшую выпуклость. В качестве границы шва использовать кромки пластин.
Рис. 34. Сварка стыкового соединения со скосом кромок в вертикальном положении (а) и траектория движения электрода (б)
Сварка стыкового соединения со скосом кромок
Данные сварные соединения очень часто встречаются при сварке труб и ответственных стыковых соединений. Сварка производится на обратной полярности снизу вверх многопроходным швом с поперечными колебаниями электрода.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 34а. Используется техника сварки корневого шва, при которой применяются колебания электрода вверх-вниз. Допускается выполнять сварку с небольшими поперечными перемещениями электрода (рис. 34б).
34б).
Перемещения электрода вверх должны производиться на расстояние, не превышающее 50 мм. Необходимо следить, чтобы при этих перемещениях не происходил обрыв дуги. Необходимо обеспечить полное проплавление по всей обратной стороне соединения. Лицевая поверхность шва должна быть максимально плоской.
Второй и третий проходы. Сварочный ток может быть увеличен. Положение электрода аналогично использовавшемуся при сварке первого прохода. Используется техника сварки с поперечными колебаниями электрода. На рис. 34б показана траектория движения электрода. Для получения однородного по качеству и внешнему виду сварного шва следует поддерживать постоянство продольных и поперечных перемещений электрода.
Поперечные перемещения электрода должны производиться быстро, с тем, чтобы предотвратить появление избыточной выпуклости в центральной части сварного шва. На протяжении всего времени сварки необходимо поддерживать короткую дугу, следить за тем, чтобы перемещения электрода оставались в пределах ширины сварного шва.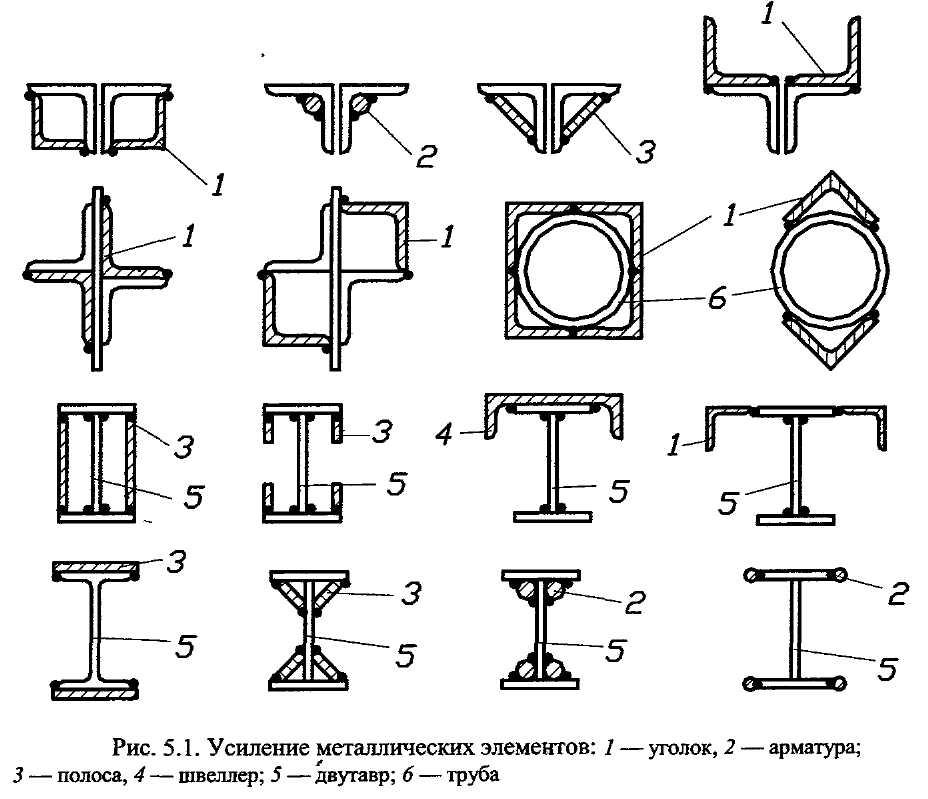 Для предотвращения появления подрезов применять остановки электрода в крайних точках траектории их перемещения.
Для предотвращения появления подрезов применять остановки электрода в крайних точках траектории их перемещения.
В некоторых случаях сварку стыкового соединения со скосом кромок можно производить сверху вниз (рис. 35а) или однопроходным швом с поперечными колебаниями (рис. 356). Техника выполнения однопроходным швом аналогична выполнению второго и третьего прохода при многопроходной сварке.
Рис. 35. Сварка стыкового соединения со скосом кромок сверху вниз (а) и траектория перемещения электрода при однопроходной сварке с поперечными колебаниями (б)
Сварка таврового соединения в потолочном положении однопроходным угловым швом
Данное сварное соединение и положение при сварке очень часто встречается в судостроении и при изготовлении металлоконструкций.
Сварка таврового соединения в потолочном положении однопроходным угловым швом производится на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 36а. Во время сварки используются возвратно-поступательные перемещения электрода. При наплавке металла необходимо поддерживать короткую дугу. При перемещении вперед дуга не должна обрываться.
36а. Во время сварки используются возвратно-поступательные перемещения электрода. При наплавке металла необходимо поддерживать короткую дугу. При перемещении вперед дуга не должна обрываться.
Рис. 36. Положение электрода при сварке таврового соединения в потолочном положении однопроходным угловым швом
Во время сварки нужно уделять особое внимание обеспечению хорошего сплавления и проплавления в корневой части соединения, а также с боковыми кромками. Нельзя допускать подтекания шлака в головную часть сварочной ванны, для предотвращения появления избыточной высоты и выпуклости сварного шва не допускать перегрева сварочной ванны.
Сварка таврового соединения в потолочном положении многопроходным угловым швом.
При необходимости выполнения сварки угловым швом в потолочном положении больше чем за один проход применяется техника сварки без поперечных колебаний электрода. Сварку выполняют на обратной полярности, при этом сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 37а.
Положение электрода должно соответствовать изображенному на рис. 37а.
Рис. 37. Положение электрода при сварке таврового соединения в потолочном положении многопроходным угловым швом (а) и порядок наложения слоев (б)
Последовательность наложения слоев приведена на рис. 37б. У сварщиков, имеющих малый опыт, могут возникнуть некоторые сложности с соблюдением правильных пропорций швов. Однако с опытом эти трудности будут преодолены. Каждый проход должен иметь хорошее сплавление со смежными валиками и с поверхностью свариваемых кромок. Лицевая поверхность каждого прохода должна быть максимально плоской.
Сварка нахлесточного соединения однопроходным угловым швом в потолочном положении
Данное сварное соединение и положение при сварке очень часто встречается при сооружении резервуара и в судостроении. Из-за габаритов и характерных особенностей этих объектов их кантовка для проведения сварки не целесообразна. Большинство подобных работ выполняется на обратной полярности, однако имеются также случаи, когда необходимо сваривать нахлесточное соединение в потолочном положении и на прямой полярности.
Величина сварочного тока при сварке на обратной полярности не должна быть слишком большой. При сварке на прямой полярности величина сварочного тока должна быть несколько выше, чем при сварке аналогичного соединения на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 38.
Рис. 38. Положение электрода при сварке нахлесточного соединения однопроходным угловым
При сварке можно применять колебательные перемещения электрода в направлении сварки. При перемещении электрода вперед необходимо следить, чтобы не произошло обрыва сварочной дуги. Такие перемещения электрода служат для предварительного подогрева кромок перед наплавкой на них электродного металла и способствуют предотвращению перегрева сварочной ванны, тем самым препятствуют образованию наплывов и избыточной выпуклости. Кроме того, такие перемещения электрода и сварочной дуги вызывают оттеснение шлака в хвостовую часть сварочной ванны. При сварке нельзя допускать выхода сварочной дуги на поверхность верхней пластины, и следует следить, чтобы сварочная дуга при своих перемещениях не выходила за границы наружной поверхности сварного шва.
При сварке на прямой полярности несколько затруднен контроль за шлаком. Сварной шов имеет тенденцию к образованию избыточной выпуклости, а также к вытеканию сварочной ванны на вертикальную поверхность кромки пластины. Подрезы не встречаются.
Сварка таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении
Сварщику в своей практике не раз приходится встречаться с необходимостью выполнения в потолочном положении угловых швов большого сечения электродами большого диаметра.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 39а. Длина сварочной дуги должна быть небольшой, при сварке необходимо использовать поперечные колебания электрода (рис. 39б). Перемещения электрода должны производиться быстрыми скользящими движениями, в то же время необходимо следить за тем, чтобы при этом не происходило значительное увеличение длины дуги.
Во время проведения сварки нужно обращать внимание на поддержание стабильного горения сварочной дуги, не допускать ее обрыва.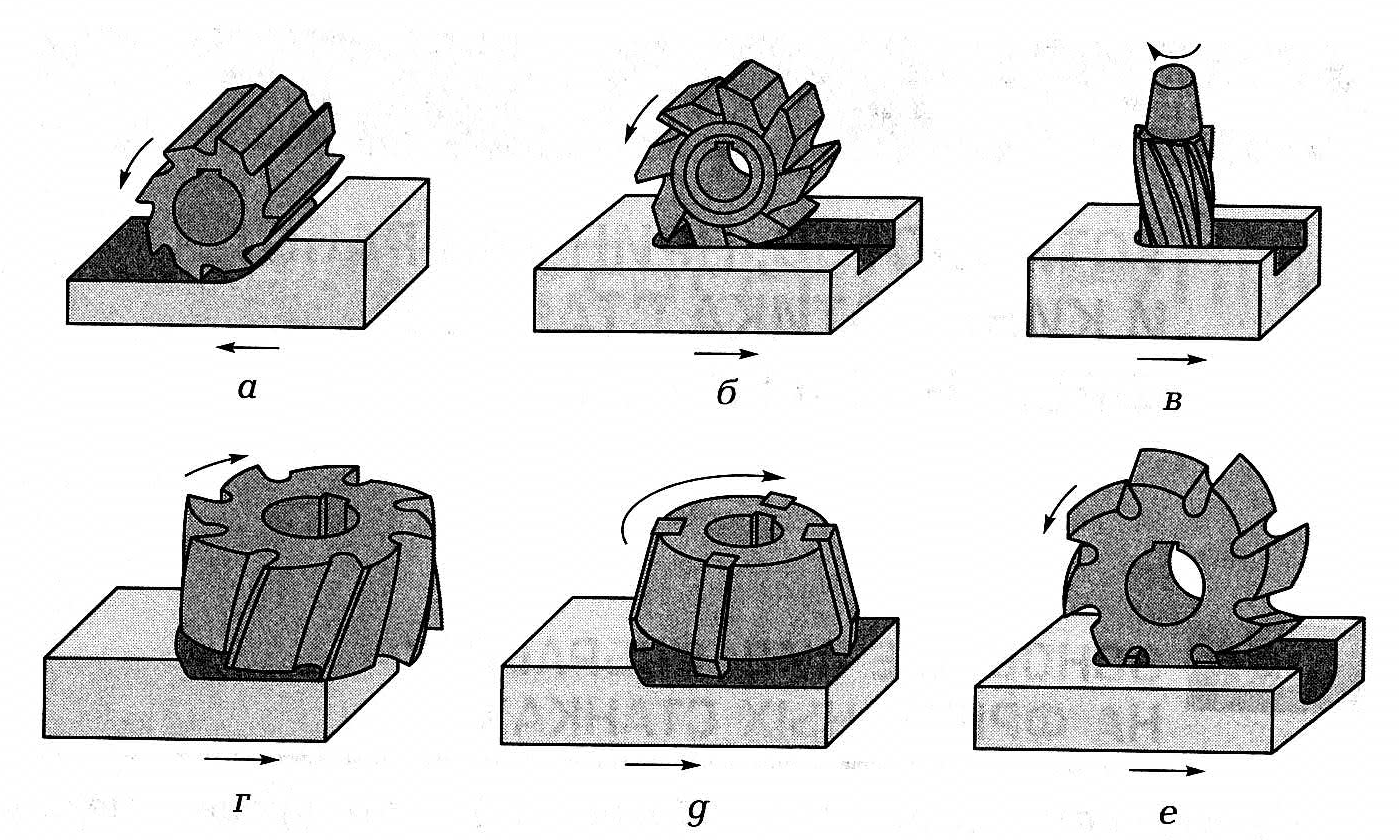 После кристаллизации кратера возвратиться к нему и переварить кратер. Это способствует предотвращению перегрева сварочной ванны и появлению трещин в металле сварного шва. Происходит предварительный подогрев корневой части сварного шва до того, как на него будет наплавлен электродный металл. Кроме того, такая техника сварки приводит к оттеснению шлака в верхнюю часть наплавленного металла. Улучшается возможность для контроля за наплавленным металлом и сварочной дугой, предотвращается появление подрезов, наплывов и избыточной выпуклости сварного шва, улучшается внешний вид поверхности сварного шва, она становится более однородной.
После кристаллизации кратера возвратиться к нему и переварить кратер. Это способствует предотвращению перегрева сварочной ванны и появлению трещин в металле сварного шва. Происходит предварительный подогрев корневой части сварного шва до того, как на него будет наплавлен электродный металл. Кроме того, такая техника сварки приводит к оттеснению шлака в верхнюю часть наплавленного металла. Улучшается возможность для контроля за наплавленным металлом и сварочной дугой, предотвращается появление подрезов, наплывов и избыточной выпуклости сварного шва, улучшается внешний вид поверхности сварного шва, она становится более однородной.
Рис. 39. Положение электрода при сварке таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении (а) и траектория движения электрода (б)
Второй проход. Второй проход выполняется так же, как и первый, с тем только отличием, что за второй проход наплавляется большее количество электродного металла. Выполнение второго прохода, как правило, вызывает у сварщиков большие сложности, чем первого.
Сварка стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении.
Данный тип сварного соединения и условия проведения сварки часто встречаются при сварке труб и резервуаров, когда сварка выполняется на кольцевых подкладках.
Первый проход. Сварка производится на обратной полярности. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 40. Для обеспечения хорошего переноса металла необходимо поддержание короткой дуги. Перемещения электрода должны носить скользящий характер. Необходимо обращать внимание на обеспечение гарантированного сплавления в области подкладки и между кромками в корневой части соединения. Лицевая поверхность сварного шва по возможности должна иметь минимальную выпуклость.
Второй и последующие проходы. Сварочный ток остается по-прежнему большим. Сварка производится с использованием техники скользящих перемещений электрода, без поперечных его перемещений. Если металл начинает перегреваться, необходимо удлинить дугу и переместить электрод вперед, пока кратер с перегретой сварочной ванной не остынет.
Если металл начинает перегреваться, необходимо удлинить дугу и переместить электрод вперед, пока кратер с перегретой сварочной ванной не остынет.
Рис. 40. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении и порядок наложения слоев
Необходимо обеспечить гарантированное сплавление как с поверхностями ранее наплавленных валиков, так и со стенками разделки. Следует обращать внимание на безусловную необходимость очистки от шлака поверхности шва после каждого прохода.
Сварка стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Подобное соединение в таком пространственном положении встречается крайне редко. Выполнить качественно такой сварной шов весьма трудно, для этого необходима определенная тренировка. Сварка производится на обратной полярности.
Первый проход. Сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 41. Сварочная дуга должна быть короткой. Для обеспечения полного проплавления с обратной стороны электрод должен все время находиться в зазоре между свариваемыми кромками. Кроме того, такое положение электрода обеспечивает сплавление с корневыми кромками свариваемых пластин. При сварке используются возвратно-поступательные перемещения электрода.
41. Сварочная дуга должна быть короткой. Для обеспечения полного проплавления с обратной стороны электрод должен все время находиться в зазоре между свариваемыми кромками. Кроме того, такое положение электрода обеспечивает сплавление с корневыми кромками свариваемых пластин. При сварке используются возвратно-поступательные перемещения электрода.
Рис. 41. Положение электрода при сварке стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Второй проход. Сварочный ток не должен быть слишком большим. При сварке необходимо поддерживать короткую дугу и производить небольшие колебательные перемещения электрода, выполняемые легкими скольжениями, следить за тем, чтобы поперечные колебания электрода не имели слишком большой ширины.
Сварка стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Данный тип сварного соединения и условия, в которых она выполняется, часто встречается при сварке труб и металлоконструкций из листового проката.
Сварка стыкового соединения со скосом кромок многопроходным швом производится на обратной полярности с поперечными колебаниями электрода. Сварочный ток при первом проходе не должен быть слишком большим, но при этом должен обеспечивать гарантированное проплавление с обратной стороны. Положение электрода должно соответствовать изображенному на рис. 42. Выполнение первого, корневого, прохода аналогично сварке первого прохода в ранее рассмотренных соединениях. Лицевая поверхность сварного шва должна быть плоской. С обратной стороны должен образовываться небольшой валик.
Рис. 42. Положение электрода при сварке стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Второй и последующие проходы. Сварочный ток должен быть несколько больше, чем при первом проходе. Применяется техника сварки с поперечными колебаниями электрода. Перемещения электрода в поперечном направлении должны производиться быстрыми движениями, с тем чтобы в центральной части сварного шва не получалась слишком большая выпуклость. Кроме того, траектория поперечных перемещений электрода не должна выходить за пределы ширины сварного шва.
Кроме того, траектория поперечных перемещений электрода не должна выходить за пределы ширины сварного шва.
Для предотвращения появления подрезов используется задержка электрода в крайних точках траектории поперечных колебаний. Необходимо помнить, что подрезы появляются в результате «вылизывания» дугой металла на поверхности пластины с последующим ненаплавлением электродного металла на это место.
пластиковые окна, двери, балконные блоки
А
Специальная технология выполнения высотных работ на промышленных и других объектах, при которой рабочее место достигается при помощи подъема или спуска по веревке. А также с использованием других альпинистских методов передвижения и страховки.
Художественный стиль эпохи Наполеона I, характеризующийся стремлением к монументальности и порядку художественных форм. Опирался на классицизм конца XVIII века.
Опирался на классицизм конца XVIII века.
окно с одинарным остеклением, открывающееся поднятием рамы отвесно вверх и фиксированием её в этом положении. Типичное английское окно имеет переплёт из некрупных квадратов.
крепежная деталь, предназначенная для соединения различных строительных изделий и конструкций, а также крепления оборудования. Термин анкер применяется также
в смысле «промежуточная деталь» (анкерная связь, анкерная плита).
(ит. агсо, лат. arcus — дуга, изгиб) Криволинейное перекрытие проема в стене; пространства между двумя опорами или конструкция, несущая свод. Опорные части А. называются пятами,
расстояние между ними называется пролетом А., центральный клинообразный камень — замком. Расстояние между пятой и замком называется стрелой подъема. Впервые Арки каменные появились
Впервые Арки каменные появились
в архитектуре Древнего Востока. Далее широкое применение получили в архитектуре античного Рима.
Стальной (как правило, оцинкованный) усилительный элемент, находящийся внутри ПВХ-профиля и необходимый для придания жесткости оконной конструкции
Часть здания в виде многосветного пространства, как правило, развитого по вертикали, с поэтажными галереями, на которые выходят помещения различного назначения. Атриум, развитый
по горизонтали в виде многосветного прохода, может быть назван пассажем
К алфавитному указателю
Б
Горизонтальная несущая конструкция зданий и сооружений, имеющая опору в двух или более точках. Балка, перекрывающая один пролет и имеющая две опоры, называется разрезной. Балка,
Балка,
перекрывающая несколько пролетов и имеющая несколько опор, называется неразрезной многопролетной.
(ит. balcone, позднелат. balcus — балка; нем. Balkon) Открытая сверху и с боков, выступающая за пределы стены площадка, имеющая ограждение. Характерна для фасада здания,
но устраивается и в интерьере. Снаружи выполняются как одиночные, так и многоквартирные балконы, или же вдоль всего фасада, т.н. ленточные.
Светопрозрачная конструкция, предназначенная для обеспечения сообщения внутреннего помещения с балконом (лоджией), естественного освещения помещения и защиты от атмосферных и шумовых
воздействий. Балконный блок состоит из сборочных единиц: коробки, дверного полотна и, в отдельных случаях, фрамуги.
Ограждение крыш, лестниц, галерей, балконов в виде перил с невысокими фигурными стойками (балясинами).
Фигурная стойка-опора, несущая поручень ограждений лестниц, балконов, галерей, звонниц
Художественный стиль, господствовавший в Западной Европе с конца XVI века до середины XVIII. Нашел отражение при создании садов и парков Франции, Италии и других стран,
включая Россию. Характерны декоративная пышность, пластичность, а иногда и вычурность композиции, стремление придать природным материалам (растительности, воде, рельефу)
архитектурные формы (боскеты, фонтаны, террасы, подпорные стены и т. д.). Барочные композиции частично сохранились в Летнем саду, в Пушкине, Петродворце и др.
Система, в которой отсутствуют ригели, и перекрытия в общем случае работают как плиты, опертые на отдельные опоры в виде колонн.
К алфавитному указателю
В
Погонажное изделие из древесины фрезерованная тонкая доска (в паз, гребень, в четверть). Используется для обшивки стен и потолков. Экологически чистый материал.
Теплоизоляционный материал в виде слабо уплотненной массы стекловидных волокон. Получают из силикатных расплавов на основе доменных шлаков, а также из смесей
осадочных (мергель, доломит, известняк) и изверженных (диабаз, базальт, порфирит и т. д.) горных пород.
Навесные фасадные покрытия, которые состоят из материалов облицовки (панелей, плит или листовых материалов) и несущей конструкции, и крепятся к стене таким образом,
чтобы между защитно-декоративным покрытием и стеной оставался воздушный промежуток. Помимо вентиляции, обеспечивают высокую тепло- и звукоизоляцию зданий
Помимо вентиляции, обеспечивают высокую тепло- и звукоизоляцию зданий
Пристроенное к дому в 1 или 2 этаже помещение, открытое с одной или нескольких сторон, обязательно имеющее крышу и служащее в теплое время года общей комнатой. Часто В. устраивались
как проходное помещение в сад, служа сообщением между ним и комнатами. Иногда наружные стороны веранды (все или частично) закрывают окнами.
Вставленная в оконный или дверной проем, либо в самостоятельную раму декоративная композиция, выполненная из кусков (в большинстве случаев разноцветного) стекла. В современной
архитектуре витраж обширное остекление фасада крупноразмерными стеклами, закрепленными в металлических рамах.
К алфавитному указателю
Г
Материалы и изделия на основе полимеров, которые наносят или устанавливают в зазоры между сборными элементами с целью защиты стыковых соединений от проникания воздуха и (или) атмосферной влаги.
Свойство капилярно-пористого материала поглощать водяной пар из окружающей воздушной среды.
Обработка фасадов специальными химическими составами (гидрофобизаторами), для увеличения их морозостойкости, повышения теплоизоляционных свойств, защиты от появления высолов и плесени,
а также в качестве грунта для фасадных красок
Представляет собой лист, состоящий из двух слоев строительной бумаги(картона) и гипсового сердечника. Из общей массы листа примерно 93% приходится на двуводный гипс, 6% — на картон,
1% массы образован за счет влаги, крахмала и органического поверхностно-активного вешества.
Профиль, который выполняет прочностную функцию в качестве составной части оконных, балконных и дверных конструкций (профили коробок, створок, импостов и некоторые другие).
К алфавитному указателю
Д
Изделие, служащее для фиксирования или ограничения движения дверей (окон) в определенном положении
Система украшений сооружения — фасада или интерьера. Может быть как простой (напр., одноцветная покраска, однородная фактурная обработка поверхности и т.д.), так и сложной (сочетание
орнамента и изображения, скульптуры и росписи, различных по фактуре и текстуре материалов). Д. — одно из средств зрительного объединения зданий или предметов в ансамбль.
Вертикальные элементы несущей системы, обеспечивающие восприятие горизонтальных нагрузок и передачу их на фундаменты; кроме того, диафрагмы жесткости воспринимают вертикальные нагрузки,
непосредственно к ним приложенные, от ригелей, плит перекрытий, лестниц, инженерного оборудования и др.
Тонкая полая рамка между стеклами стеклопакета, идущая по его периметру. Толщина спейсера позволяет варьировать толщину стеклопакета. Дистанционные рамки выпускаются разных размеров
с шагом 2 мм. Внутри спейсера находится специальное вещество влагопоглотитель. Дистанционные рамки обычно изготавливают из алюминия. С точки зрения теплопроводности оптимальны появившиеся
в последнее время легкие пластиковые рамки.
Профиль, который не выполняет прочностную функцию в качестве составной части оконных, дверных и балконных конструкций (соединительные, расширительные и штульповые профили, штапики,
отливы, наличники, декоративные накладки, детали декоративных переплетов и др.)
Изделие, служащее для обеспечения автоматического закрывания дверей с дополнительным торможением перед полным закрыванием двери
Крепежное изделие. Предназначен для закрепления в твердых сплошных стеновых или потолочных материалах. Принцип крепления: трение, возникающее за счет распора дюбеля при установке
Предназначен для закрепления в твердых сплошных стеновых или потолочных материалах. Принцип крепления: трение, возникающее за счет распора дюбеля при установке
в него шурупа или винта, создающее удерживающую силу.
К алфавитному указателю
И
Изделие, как правило, металлическое, устанавливаемое в строительные конструкции или в элементы строительных конструкций при их изготовлении, предназначенное для обеспечения совместной
работы этих конструкций (элементов) с другими строительными конструкциями (элементами), а также для крепления к строительным конструкциям технологического, инженерного оборудования и коммуникаций.
Изделие, как правило, металлическое, предназначенное для скрепления между собой элементов строительной конструкции или их составных частей (болт, шпилька, костыль и т. п.).
п.).
Изделие, как правило, металлическое, предназначенное для соединения (через закладные изделия или непосредственно) строительных конструкций или их элементов в процессе выполнения строительных и монтажных работ.
Элемент строительной конструкции (или конструкция в целом), изготовленный вне места его применения (панель стены, балка стропильная, плита перекрытия, марш лестничный, звено воздуховода,
кольцо колодца, доска подоконная, кабина санитарно-техническая и другие элементы и конструкции, поставляемые для использования в строительстве в готовом виде).
1. Завершающая часть колонны или стены, имеющая вид полочки или фигурного карниза, являющаяся опорой для вышерасположенной арки. Перемычка над оконным или дверным проемом того же назначения.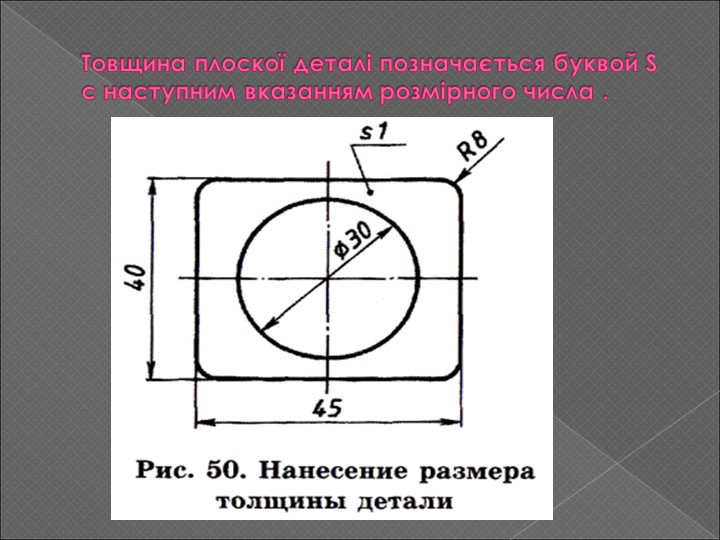
2. Импост – элемент оконного блока, представляющий собой горизонтальную или вертикальную перекладину и использующийся для разбиения конструкции окна на части. В двустворчатых окнах импостная
система обеспечивает независимость створок друг от друга, в отличие от безымпостной системы, когда створка с механизмами открывания-закрывания фиксирует и вторую.
Перемещение воздуха через материал и неплотности ограждающих конструкций вследствие ветрового и гравитационного напоров, формируемых разностью температур и давлений воздуха снаружи и внутри помещений.
К алфавитному указателю
К
Полые отсеки внутри оконного профиля, разделённые перегородками. Камера может состоять из дополнительных подкамер. Камеры и подкамеры профиля могут выполнять различные функции: для установки
армирующего профиля, в качестве каналов самовентиляции и другие. При одинаковой ширине профиля количество камер в нем практически не влияет на тепло- звукоизоляцию.
При одинаковой ширине профиля количество камер в нем практически не влияет на тепло- звукоизоляцию.
Часть здания, сооружения определенного функционального назначения, состоящая из элементов, взаимно связанных в процессе выполнения строительных и монтажных работ. Строительная конструкция
выполняет в здании (сооружении) несущие, ограждающие или другие функции, либо совмещает некоторые из них (фундамент, стена, перекрытие, лестница, пол, воздуховод, санитарно-технический узел,
колодец, резервуар и т.д.).
Область примыкания по периметру створки окна, образованная резиновым уплотнителем и пластиком для ПВХ-окон. Бывает 2,3 и 4 контура уплотнения. Двух контуров уплотнения достаточно для
практически полной герметичности окна.
сборочная единица оконного или дверного блока рамочной конструкции, предназначенная для навески створок или полотен, неподвижно закрепляемая к стенкам оконного или дверного проема.
К алфавитному указателю
Л
Специальная полимерная пленка, толщиной до 1 мм. Отличается высокой декоративностью, износостойкостью и повышенной температуро- и водостойкостью. Применяется как поверхностный слой
в покрытиях пола и в декоративно-отделочных плитах. Слоистый пластик на основе ПВХ-смолы. Наносится на поверхность ДСП под давлением, имитирует текстуру природного камня (мрамор, гранит,
габбро и т.д.), древесных пород (бук, дуб, груша, орех, красное и чёрное дерево и др.). Отличается повышенной температуростойкостью, малой истираемостью.
Помещение, открытое с одной или нескольких сторон. Обычно выполняет функции балкона, галереи или террасы, углубленных в тело здания.
(от лат. lux -свет) Чердачное окно.
Подвесная конструкция с рабочим местом, перемещаемым по высоте.
К алфавитному указателю
М
Оконный блок, устанавливаемый в конструкцию кровли под заданным углом к горизонтальной плоскости.
Вязко-пластичная масса, получаемая смешиванием органических вяжущих веществ с тонкодисперсными наполнителями и специальными добавками, обладающими клеящей способностью.
Пластиковое окно и окна из профиля ПВХ со стальным металлическим каркасом внутри — основой всей конструкции. Профиль в таких окнах с внешней стороны сделан из пластика.
Промежуток между монтируемыми конструкциями.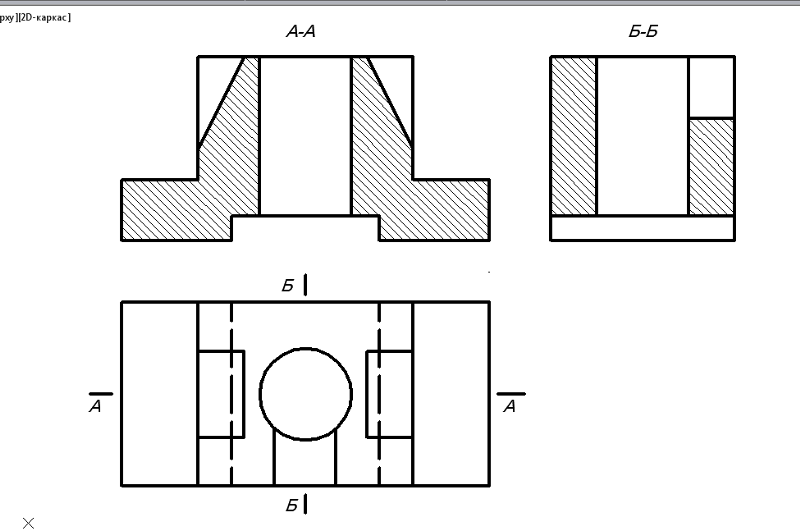 Например, между стеной оконного проема и рамой оконного блока. Заполняется тепло-, гидроизоляционными и т.п. материалами, в дальнейшем
Например, между стеной оконного проема и рамой оконного блока. Заполняется тепло-, гидроизоляционными и т.п. материалами, в дальнейшем
подвергается отделке путем выполнения откосов.
К алфавитному указателю
Н
Изделие, укрепленное на поверхности двери или окна
Деревянная (пластиковая) профилированная рамка, обрамляющая дверной или оконный проемы.
Конструкция, воспринимающая внешние нагрузки и передающая их другим конструкциям или основанию.
К алфавитному указателю
О
Элемент стеновой или кровельной конструкции, предназначенный для сообщения внутренних помещений с окружающим пространством, естественного освещения помещений, их вентиляции,
защиты от атмосферных, шумовых воздействий и состоящий из оконного проема с откосами, оконного блока, системы уплотнения монтажных швов, подоконной доски, деталей слива и облицовок.
Неподвижная часть конструкции, которая монтируется в оконный проем.
Часть окна, которая крепится к раме и может открываться-закрываться различными способами. Оконная рама может быть разделена на части неподвижной вертикальной или горизонтальной
перекладиной, называемой импостом. Существуют варианты рам без импоста, то есть створки имеют взаимодополняющий профиль и защелкиваются друг на друга при закрывании. Такие окна
носят название окна со штульпом.
Светопрозрачная конструкция, предназначенная для естественного освещения помещения, его вентиляции и защиты от атмосферных и шумовых воздействий. Оконный блок состоит из сборочных
единиц: коробки и створчатых элементов, встроенных систем проветривания, и может включать в себя ряд дополнительных элементов: жалюзи, ставни и др. .
.
Проем в стене (кровле) для монтажа одного или нескольких оконных блоков, конструкция которого предусматривает также установку монтажного уплотнения, откосов, сливов, подоконной доски.
Устройства для защиты монтажного соединения от атмосферного воздействия, дождя, снега, наледи. Оконные отливы монтируются с наружной стороны в стыке окна со стеной. Отливы
изготавливаются из оцинкованного металла или пластика
К алфавитному указателю
П
Небольшая балка, применяемая для перекрытия дверных, оконных и т. п. проемов.
Изделие, служащее для соединения дверей и окон с коробками и обеспечивающее открывание и закрывание дверей, окон, фрамуг и форточек.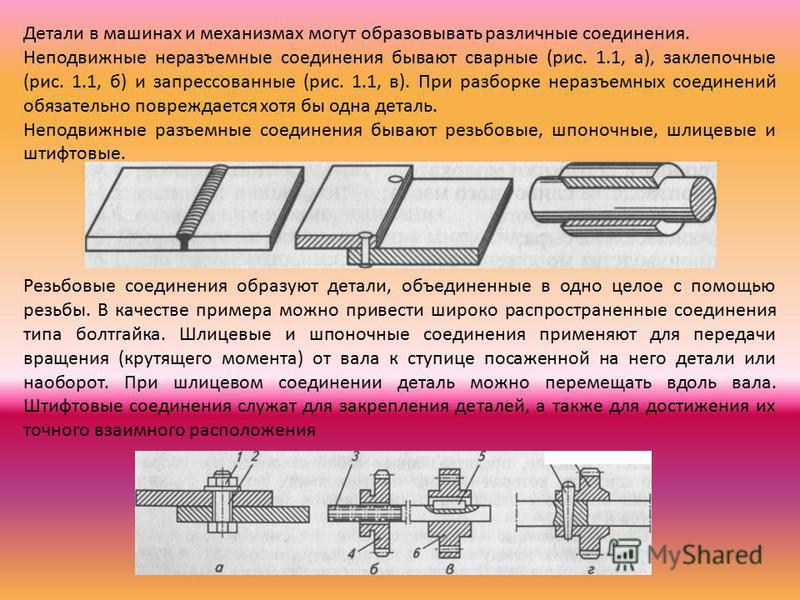
Работы, выполняемые подрядчиком, в состав которых входят строительные, монтажные работы, работы по ремонту зданий и сооружений, а также другие виды работ согласно договору на строительство
Крепится к рамному профилю в нижней части окна, предназначен для установки под рамой окна подоконника и водоотлива. Помогает избежать попадания воды в монтажный шов.
Вид синтетического полимера, который вот уже много лет составляет достойную конкуренцию природным материалам за счет заранее заданных потребительских свойств. ПВХ не
подвержен разрушению и коррозии, устойчив к атмосферному воздействию, абсолютно безвреден. Из этого же материала изготовлен Ваш электрический чайник, корпус Вашего телевизора
и многие другие окружающие Вас предметы. Всё внутреннее пространство ПВХ-профиля заполнено поперечными перемычками которые служат ребрами жесткости. Эти перегородки образуют
Всё внутреннее пространство ПВХ-профиля заполнено поперечными перемычками которые служат ребрами жесткости. Эти перегородки образуют
множество отсеков, заполненных воздухом. Именно эти воздушные камеры определяют изолирующие свойства профиля. Кроме того, камеры армируются металлическим усилением, которое
повышает сопротивляемость изделия статическим нагрузкам.
Крепится к рамному профилю в нижней части окна, предназначен для установки под рамой окна подоконника и водоотлива. Помогает избежать попадания воды в монтажный шов.
Открывающаяся сборочная рамочная единица балконного блока, включающая светопрозрачное заполнение и, как правило, нижнюю глухую часть, выполненную в виде щитовой или филенчатой конструкции.
Сборочная единица балконного дверного блока рамочной конструкции, включающая светопрозрачное заполнение и, как правило, нижнюю глухую часть, выполненную в виде щитовой или филенчатой конструкции
Изделие, врезанное в дверь или окно и выступающее над их поверхностью.
Главный дверной проем
Набор (комплект) главных и доборных профилей, образующих законченную конструктивную систему оконных (дверных) блоков, отраженную в технической документации на ее изготовление, монтаж и эксплуатацию.
К алфавитному указателю
Р
Плоская или пространственная стержневая часть несущей системы, элементы которой соединяются жесткими, шарнирными или упруго-податливыми узлами.
Используется для создания основной конструкции (рамы), обычно идет по контуру всего окна.
Сборочная единица оконного блока, состоящая из брусков (профилей), соединенных между собой посредством жестких угловых связей: на шипах и клее, сварке, механических связях (винтовых, на зубчатых
пластинах, путем опрессовки) и др.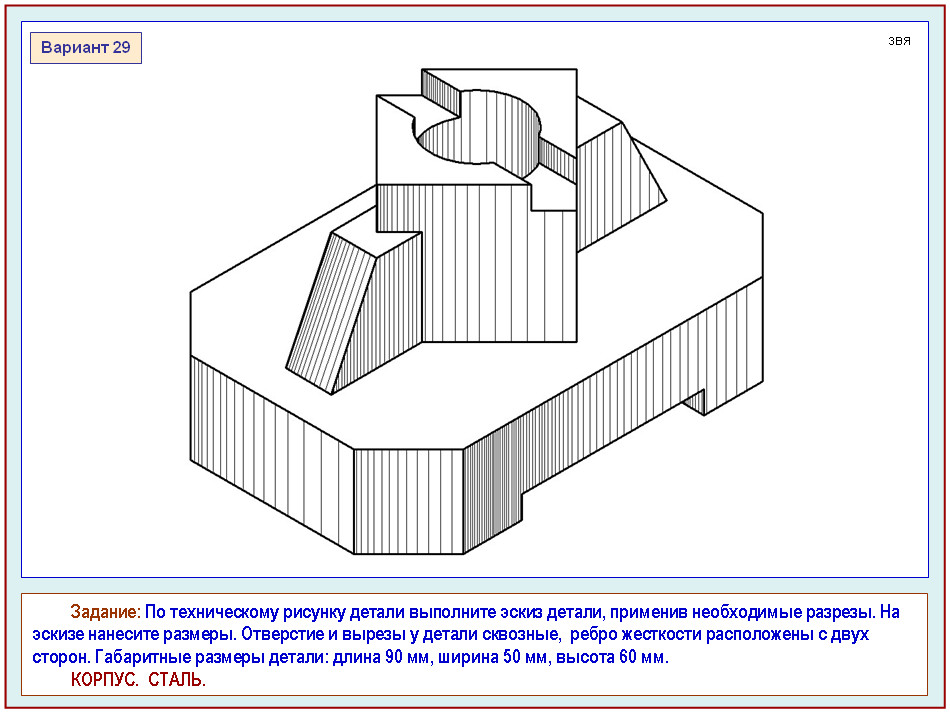
Горизонтальные элементы несущей системы, воспринимающие вертикальные нагрузки, передаваемые на них преимущественно плитами перекрытия и распорками, а также, непосредственно к ним
приложенные, и передающие их колоннам. В связевой системе ригели кроме восприятия вертикальных нагрузок участвуют в работе перекрытий на горизонтальные нагрузки, воспринимая растягивающие
и сжимающие усилия, возникающие в перекрытиях при изгибе в своей плоскости.
Защитные жалюзи, сворачивающиеся в рулон. Применяются для защиты окон, дверей, балконов, гаражей, витрин киосков от взлома.
К алфавитному указателю
С
Высушенный на воздухе кирпич, приготовленный из смеси глины, песка и соломы. Применяется как строительный материал в безлесных местностях.
Саморегулирующаяся вентиляция, система ограниченного воздухообмена через системы камер, профилей или встроенные в оконные блоки саморегулирующиеся клапаны с целью регулирования
влажности воздуха в помещении и предотвращения выпадения конденсата на внутренних поверхностях окон..
Винт, образующий специальную резьбу в отверстии одного из соединяемых пластмассовых или металлических изделий
Строительная конструкция, предназначенная для обеспечения естественного освещения внутренних помещений здания или сооружения.
Современные светопрозрачные фасады представляют собой двухъярусную модель, включающую в себя нижний, технический модуль с инженерным оборудованием для отопления, охлаждения и вентиляции,
и верхний модуль, полностью или частично светопрозрачный с системами открывания, защиты от солнца и фотогальваническими элементами для выработки энергии.
Покрытие, состоящее из несущих конструкций и ограждения из светопропускающих элементов или из самонесущих светопропускающих элементов. Светопропускающее покрытие может иметь различную
форму: плоскую, в том числе наклонную, сводчатую, купольную, складчатую и др. Предел огнестойкости светопропускающих элементов не нормируется
Сокращение от «Строительные нормы и правила». Свод инструкций по производству строительно-ремонтных работ. Включает в себя и раздел по высотным работам.
В основе стационарной перегородки лежит каркас из деревянных, алюминиевых, стальных или ПВХ-профилей, на которые крепятся панели. Главная особенность таких конструкций
заключается в том, что они крепятся и к полу и к потолку, после чего их конфигурация уже не может изменяться.
Сборочная единица оконного блока рамочной конструкции со светопрозрачным наполнением, соединенная с коробкой, как правило, посредством шарнирной или скользящей связи. Неоткрывающаяся
створка закрепляется в коробке неподвижно.
В него запрессовывается отожженная, хромированная или никелированная стальная проволока, которая служит каркасом, удерживающим мелкие осколки стекла при его.
Стекло, которое прошло специальную термическую или химическую обработку для повышения его прочности. Процесс закаливания стекла состоит из двух стадий: нагревание и последующее быстрое
охлаждение его с помощью наддува воздуха. Охлаждение поверхностных слоев приводит к их быстрому отвердению, в то время как внутренний слой стекла тянет за собой поверхностные слои,
что вызывает в них напряжения сжатия. Внутренний слой при этом подвергается растяжению, так как поверхность уже успела отвердеть. В результате этого в стекле образуется система
Внутренний слой при этом подвергается растяжению, так как поверхность уже успела отвердеть. В результате этого в стекле образуется система
напряжений (внешние слои сильно сжаты, внутренние растянуты), которая обеспечивает стеклу высокую по сравнению с обычным стеклом механическую и термическую прочность. При разрушении
закаленное стекло распадается на мелкие осколки, не имеющие острых граней.
Это сложная конструкция, состоящая их нескольких (двух и более) стёкол, соединённых между собой ламинирующим слоем. В качестве ламинированного слоя может использоваться поливиниловая плёнка или жидкая смола.
Изделие, состоящее из двух или нескольких листов стекла, соединенных по периметру металлической рамкой (обоймой). Замкнутые полости между стеклами заполнены осушенным воздухом.
К алфавитному указателю
Т
многослойное стекло из двух или нескольких листов, соединенных между собой склеивающей полимерной плёнкой. В зависимости от количества слоёв и толщины каждого из них, различают триплекс
В зависимости от количества слоёв и толщины каждого из них, различают триплекс
нескольких типов. Ударостойкое стекло, согласно требованиям ГОСТ Р 51136-98, выдерживает удар шара массой 4, 11 кг, падающего с высоты от 3,5 до 9,5 м. Устойчивый к пробиванию триплекс
имеет три класса защиты: 1 — выдерживает от 30 до 50 ударов лезвием топора массой 2 кг. Стекло 2-го класса защиты выдерживает от 50 до 70, а 3-го — свыше 71 удара. Ударопрочные стекла при
остеклении как вертикальных, так и горизонтальных поверхностей, например, крыш.
К алфавитному указателю
У
Упругие прокладки трубчатого или более сложного сечения, идущие по всему периметру окна, между рамой и створками и защищающие от холодного воздуха, шума и влаги.
прибор для проверки горизонтальности плоскости.
К алфавитному указателю
Ф
Расстояние между створкой и коробкой, устанавливаемое исходя из условий нормального функционирования запорных оконных приборов.
Вспомогательный материал, применяемый в каком-либо производстве. в оконном производстве это ручки, петли, замки, механизмы открывания створок.
Позволяет, как открывать створку поворотом вокруг вертикальной оси, так и откидывать (наклонять) створку, причём всё это регулируется определённым положением ручки.
Самая сложная, предполагает открытие створки в трёх режимах наклон, параллельное выставление и сдвиг. Лишено недостатков сдвижной фурнитуры.
Предоставляет единственный режим поворота створки вокруг вертикальной оси.
Применяется для складывающихся перегородок и внутренних межкомнатных дверей большой площади.
Обеспечивает режим сдвига створки в сторону (удобно при остеклении балконов). При этом следует учитывать, что использование окон со сдвижной фурнитурой допускается только для помещений
с пониженными требованиями к теплоизоляции, т. к. применяемое в конструкции щёточное уплотнение воздухопроницаемо.
К алфавитному указателю
Х
Форма организации строительных работ, при которой работы выполняются собственными силами застройщика, без привлечения сторонних подрядных организаций.
К алфавитному указателю
Ш
Декоративная рамка для крепления стеклопакета в раме. На штапике обычно имеется паз, куда вставляется дополнительный (не контурный) уплотнитель из специальной оконной резины.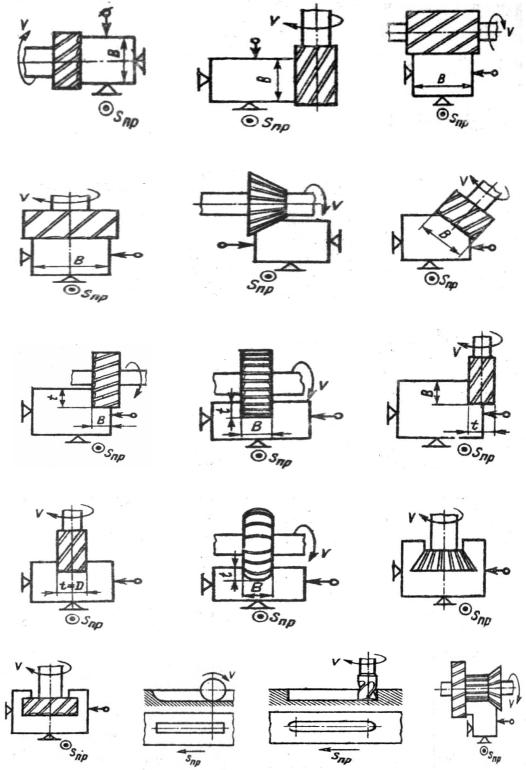
Плоские выемки в стене, сделанные для укрепления каких-либо деталей или конструкций, связанных с ней.
«Ложный импост». Профиль для двустворчатых окон с откидным открыванием. Служит для соединения двух створок, при этом одна из них является зависимой от другой при открывании. Эту створку можно открыть,
лишь после открывания основной, оборудованной ручкой и запирающей фурнитурой. Створка без ручки не может быть поворотно-откидной.
К алфавитному указателю
Я
Пространственная плотность светового потока, отнесенная к единице площади проекции светящей поверхности на плоскость, перпендикулярную заданному направлении, единица измерения — кандела на квадратный метр (кд/м2).
К алфавитному указателю
Квартиры — Типы и методы
СТРОИТЕЛЬСТВО
Квартира представляет собой легкий деревянный каркас, обтянутый живописным полотном или фанерой. Квартиры используются для обеспечения легкого и легкого перемещения и перенастройки фона на сцену. В квартиры иногда встроены окна или двери, чтобы обеспечить дополнительную гибкость для использования в реалистичных условиях. Маскирующие плоскости используются, чтобы скрыть области, которые дизайнер не хочет показывать зрителям, или предоставить актерам выход, или место для хранения реквизита.
Квартиры используются для обеспечения легкого и легкого перемещения и перенастройки фона на сцену. В квартиры иногда встроены окна или двери, чтобы обеспечить дополнительную гибкость для использования в реалистичных условиях. Маскирующие плоскости используются, чтобы скрыть области, которые дизайнер не хочет показывать зрителям, или предоставить актерам выход, или место для хранения реквизита.
(Великобритания) Плоская часть поддерживается распоркой сцены и грузом распорки, соединенными с плоскостью с помощью винтовой проушины. ДВП
иногда используется из-за его более низкой стоимости, но он излишне тяжелый и со временем потеряет свою форму. В большинстве театров есть ряд плоских площадок стандартного размера, обшитых фанерой или тканью и многократно используемых повторно. Фанеру или ткань можно заменить по мере износа, сохраняя раму в целости на долгие годы.
Работа с плоскостями
Перемещение их по сцене
Кроссовки
следует перевозить в полностью вертикальном положении, так как это проще всего (и безопаснее). По одному человеку с каждой стороны квартиры, с одной рукой вверху и одной рукой внизу. Человек с другой стороны должен отражать эту позицию. Квартиру нужно приподнять всего на дюйм от пола.
По одному человеку с каждой стороны квартиры, с одной рукой вверху и одной рукой внизу. Человек с другой стороны должен отражать эту позицию. Квартиру нужно приподнять всего на дюйм от пола.
Если квартиру необходимо уложить на пол (для восстановления или покраски и т. д.), квартира должна начинаться в вертикальном положении. Один человек (или два, если он большой) должен «опереть» квартиру (т. е. поставить ногу на нижнюю перекладину квартиры и на пол, чтобы квартира не соскользнула или не поднялась). Затем два человека должны поддерживать квартиру, пока они спускают ее на пол.Это включает в себя медленную ходьбу назад, поддерживая плоскость, и хождение руками все выше и выше по плоскости по мере ее опускания.
Опорные пластины
Домкрат: (США) Шарнирная скоба. В открытом положении он держит квартиру или другой элемент декораций. Домкрат Tip — это комбинация домкрата и колесиков, позволяющая поддерживать или катить декорации. Когда он находится в положении, он наклонен в вертикальное положение. При перекатывании откидывается назад.
При перекатывании откидывается назад.
Скоба сцены: (Великобритания) Деревянная или металлическая растяжка с двойным крюком на одном конце и металлической ножкой на другом конце, на которую можно надевать груз расчалки.Скоба удерживает плоскую стойку и не должна использоваться на плоскостях высотой более 10 футов, поскольку она не обеспечивает такой большой поддержки, как французская скоба.
Винтовая проушина: Металлическое кольцо с резьбой, привинчиваемое к задней части плоскости для крепления скобы столика. [справа]
Французская скоба: Деревянная прямоугольно-треугольная скоба, которая шарнирно крепится к плоскости (используя штифтовые петли для быстрого снятия). Обеспечивает более прочную опору, чем опора сцены, но занимает больше места при хранении. Его следует использовать для больших квартир, так как он обеспечивает более эффективную поддержку вертикального направления квартиры.
Brace Weight: Также известен как сценический груз. Груз из тяжелого металла, используемый для поддержки квартиры с помощью распорки сцены. Легкая брезентовая квартира может также потребовать дополнительного веса на нижней направляющей квартиры, чтобы надежно удерживать ее на полу.
Груз из тяжелого металла, используемый для поддержки квартиры с помощью распорки сцены. Легкая брезентовая квартира может также потребовать дополнительного веса на нижней направляющей квартиры, чтобы надежно удерживать ее на полу.
Соединение плоских поверхностей
Шип: Металлическая скоба, используемая для привязывания веревки или направления веревки по плоскости.
Throw Line: Веревка, используемая для скрепления соседних плоскостей вместе с помощью зажимов.
Петли со штифтами: Могут быть привинчены к соседним граням для надежного соединения.Чтобы снять декорации, просто удалите булавки.
Ремни с храповым механизмом: Хотя следует соблюдать осторожность, чтобы не перетянуть их, эти ремни можно использовать на плоской обуви с тканевым покрытием, чтобы прочно скрепить их [фото ниже]
Плавающие пластины
Техника установки квартир в горизонтальное положение на полу сцены путем снятия грузов и распорок, обеспечения чистоты зоны и того, что люди надевают защитные очки, если есть опасность летящей пыли, затем подпирания квартир сзади и осторожно толкая их / позволяя им упасть, чтобы они были смягчены давлением воздуха и безопасно приземлились на палубу. Перед этим необходимо подмести сцену, чтобы убедиться, что плоскости не повреждены случайными винтами и что они не покрыты опилками.
Перед этим необходимо подмести сцену, чтобы убедиться, что плоскости не повреждены случайными винтами и что они не покрыты опилками.
Известный как Deixar caure на каталонском языке, souffler un decor на французском языке, Op de wind на голландском языке.
Компоненты квартиры
Все структурные части квартиры, показанной ниже, изготовлены из древесины 3″ x 1″ (75 мм x 25 мм).
- Рейка – горизонтальная рейка в плоскости, образующая верх или низ плоскости.Рейка на всю ширину квартиры.
- Стойка – боковая или вертикальная часть внутри квартиры, которая находится между поручнями квартиры.
- Порог – нижняя планка флэт.
- Тумблер – опора посередине квартиры, расположенная между стойками . Особенно важно для брезентовых квартир, где примерно через каждые 75 см (2 фута 6 дюймов) должен быть рычаг, чтобы обеспечить структурную прочность квартиры.
- Keystone — небольшой кусок фанеры (толщиной около ¾ дюйма или 19 мм), который соединяет замки со стойками.
- Угловой блок – треугольный кусок фанеры (как указано выше), который соединяет поручни и опоры.
- Угловая скоба – используется для крепления между поручнем и опорой вверху и внизу одной стороны квартиры.
- Покрытие
Можно использовать любую ткань. Муслин обеспечивает очень дешевое и легкое покрытие для коротких показов.Холст следует использовать для более тяжелых условий эксплуатации и для плоских вещей (например, черных маскирующих квартир), которые, вероятно, останутся на складе без изменений в течение длительного периода.

СКОРО – СХЕМА, ПОКАЗЫВАЮЩАЯ ЧАСТИ КВАРТИРЫ
Типы квартир / Термины квартир:
- Книжка-книжка
Две плоскости, соединенные петлями на вертикальном крае, чтобы стоять отдельно и обычно использоваться в качестве подложки для дверного или оконного проема. Их всегда следует «запускать» откидным краем вперед, чтобы они не раскрылись.Книжные полки свободно стоящие при открытии под углом, что позволяет быстро устанавливать и компактно хранить. Подтяжки и гири всегда следует использовать, если они используются там, где их могут ударить, или если вокруг находятся дети или молодые люди, или если книжная полка открыта более чем на 90 градусов. «Бронирование» описывает действие по открытию или закрытию книжной квартиры. - Broadway Flat
Брезентовая квартира, обычно используемая на театральных представлениях. Гораздо легче и компактнее при хранении по сравнению с Hollywood Flat (см. ниже). - Выставочная квартира
- Флиппер
Узкий плоский шарнирно соединен с более широким. - Французская квартира
Живописная квартира, которая устанавливается на место, обычно с французскими скобами. Состоит из ряда квартир, скрепленных между собой рейками. Также известен как француз. - Hollywood Flat / TV Flat
Hollywood — это деревянная квартира (для каркаса используется древесина 3″ x 1″ по краю, обшитая фанерой) с гораздо более широким краем, чем обычно.Голливудские квартиры в основном используются в кино/телевизионном бизнесе. Более толстый край придает плоскости дополнительную устойчивость, ее можно легко закрепить на соседних плоскостях, и она больше похожа на настоящую стену на камеру. - Плоский маскирующий элемент
Часть сплошного декора, используемая для того, чтобы зрители не видели закулисные (или нежелательные) области. - Periaktoi
(греч.) Термин для трехсторонних квартир, установленных на вращающемся основании. Используется в рядах для производства легко заменяемых подложек. Иногда неофициально известный как Tobelerones (или Tobes) из-за сходства с треугольной формой плитки шоколада. - Портал
Арка, состоящая из крыльев/ножек и бордюра. Также декоративное обрамление, колонны и фронтоны или филигрань или другое, обрамляющее сцену.
На голландском языке portaalbrug (портальный мост) представляет собой портал для тяжелых условий эксплуатации, состоящий из горизонтального моста с установленной под ним световой балкой, а также двух вертикальных опор. - Профиль
Фасонный декоративный элемент, добавленный к краю плоскости вместо прямого края. Также известен как вырез. - Возврат
Плоскости, соединенные с кромкой DS квартир комплекта или узла, которые «возвращаются» в крылья. Они помогают маскировать, а также не дают краям DS набора выглядеть необработанными. - Откос
Отвод, который находится под прямым углом к плоскости и предполагает толщину окна, стены, дверного проема и т. д. - Утюг для подоконника
Кусок плоского железа, привинченный к нижней направляющей двери, который скрепляет ее и предотвращает деформацию. Невидимый для зрителей. - Тизер
Бордюр, обычно черный, установленный за авансценой и связанный с мучителями, образующий внутреннюю рамку сцены, а также маскирующий световые балки и верхние части флайбауна. (Известен в США как Valance ) - Tormentors
Узкие маскирующие плоские поверхности, примыкающие и обычно расположенные под прямым углом к арке авансцены. Названы так потому, что они мешают людям в боксах заглянуть за их пределы, в секреты кулис, где могут быть (например) танцоры, разогревающиеся, или актеры, переодевающиеся в костюмы.Используется в дополнение к тизеру, первой границе за аркой авансцены. - Крылья
Плиты, закрывающие входы по бокам сцены (крылья).
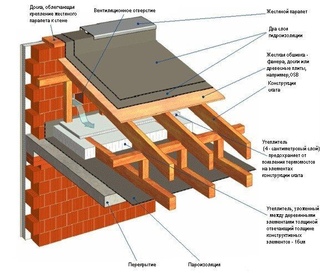 Их всегда следует «запускать» откидным краем вперед, чтобы они не раскрылись.Книжные полки свободно стоящие при открытии под углом, что позволяет быстро устанавливать и компактно хранить. Подтяжки и гири всегда следует использовать, если они используются там, где их могут ударить, или если вокруг находятся дети или молодые люди, или если книжная полка открыта более чем на 90 градусов. «Бронирование» описывает действие по открытию или закрытию книжной квартиры.
Их всегда следует «запускать» откидным краем вперед, чтобы они не раскрылись.Книжные полки свободно стоящие при открытии под углом, что позволяет быстро устанавливать и компактно хранить. Подтяжки и гири всегда следует использовать, если они используются там, где их могут ударить, или если вокруг находятся дети или молодые люди, или если книжная полка открыта более чем на 90 градусов. «Бронирование» описывает действие по открытию или закрытию книжной квартиры. Также известен как француз.
Также известен как француз.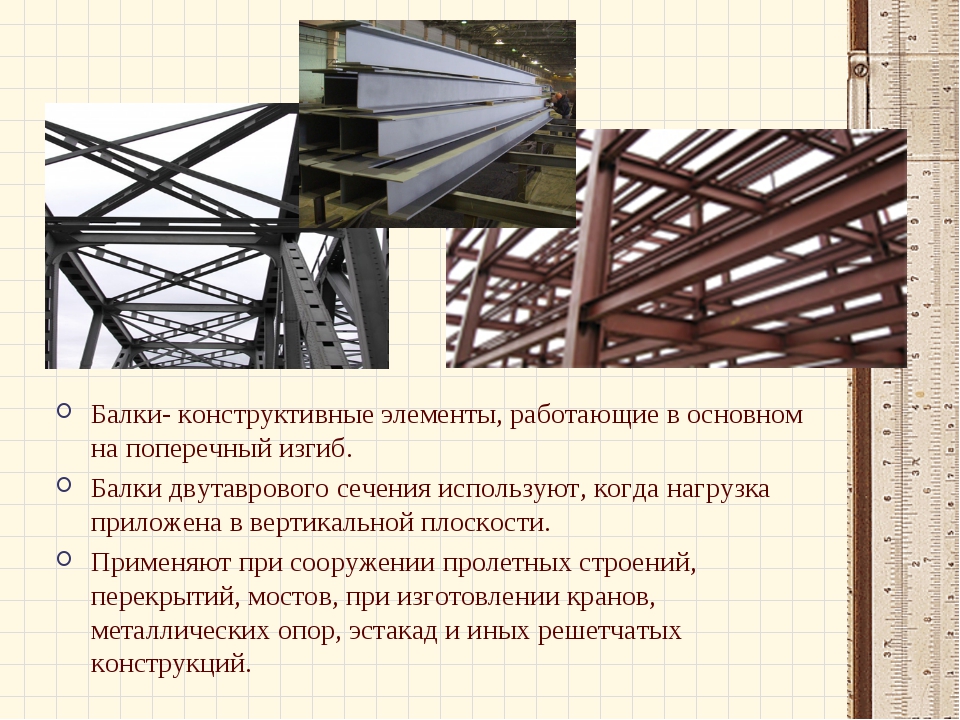 Также декоративное обрамление, колонны и фронтоны или филигрань или другое, обрамляющее сцену.
Также декоративное обрамление, колонны и фронтоны или филигрань или другое, обрамляющее сцену. 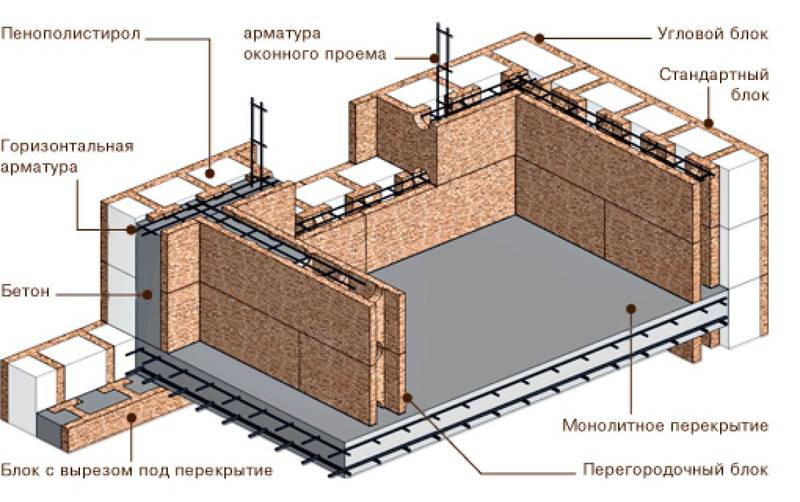 Невидимый для зрителей.
Невидимый для зрителей.Методы строительства и материалы
Строительство маскировочной квартиры (голливудский стиль)
Скоро
Обшивка Плоский
Холст/ткань
Доступен широкий выбор сценических холстов или тканей.Все ткани, используемые на сцене, должны быть огнестойкими, поэтому убедитесь, что вы используете как минимум прочную огнестойкую ткань (DFR). Он был обработан огнезащитными химикатами во время производства, и его можно мыть (один или два раза) без потери огнезащитных свойств. Лучше всего подходит ткань
с огнестойкими свойствами (IFR), так как она не требует обработки.
JD McDougall — поставщик сценической ткани в Великобритании.
ДВП/мазонит
- Самый дешевый вариант (но НЕ лучший вариант)
- Может изгибаться/изгибаться
- Легко повредить – недолговечен
- Сравнительно тяжелый (лист толщиной 3 мм из 2. Мазонит 4 м x 1,2 м весит 9,53 кг)
 Мазонит 4 м x 1,2 м весит 9,53 кг)
Мазонит 4 м x 1,2 м весит 9,53 кг)Фанера
- Дороже оргалита
- Более прочный
- Более легкий вес (лист толщиной 3 мм из коммерческой фанеры размером 2,4 м x 1,2 м весит 7,4 кг)
Другие древесные материалы, такие как МДФ, не подходят для строительства квартир.
Трубка и драпировка
Хотя система труб и драпировок не основана на плоскостях, ее можно использовать для создания скрытой области (например, крылья в многоцелевом пространстве) или стендов в выставочном контексте.
Трубы вертикальных лесов в основаниях тяжелых стрел (например, ловушки для резервуаров) или телескопические стойки используются для удержания горизонтальных перекладин лесов, к которым прикреплены драпировки.
Этот метод идеален, когда пространство ограничено и где маскирование должно соответствовать пространству определенной ширины.
Комплект плоских деталей
Frameset
Эта система с плоскими панелями, изготовленная компанией Frameset в Великобритании, состоит из складных алюминиевых рам с тканевым покрытием, которые можно собрать без инструментов за считанные минуты и сложить в сумку для транспортировки или хранения. Очень подходит для небольших гастрольных шоу, учебных заведений с ограниченным пространством для хранения и выставок. В базовой каркасной системе можно использовать множество различных цветов и рисунков ткани.
Очень подходит для небольших гастрольных шоу, учебных заведений с ограниченным пространством для хранения и выставок. В базовой каркасной системе можно использовать множество различных цветов и рисунков ткани.
[Написано Джоном Примроузом. Первая версия опубликована в ноябре 2016 г. Последнее обновление: 3 ноября 2021 г.]
Ключевые слова: Бродвейские квартиры, Голливудские квартиры, Пейзажные квартиры, Живописные квартиры, Театральные квартиры, Плоские декорации, стандартная плоская рама, квартиры следует носить в полностью вертикальном положении, так как это наиболее безопасно. , рельсы, стойки, подоконники, кнопки, замковые камни, угловые блоки, угловые распорки, покрытия, накладки, плоское покрытие с лауаном, связывание квартир вместе, связывание квартир вместе, крепление квартир вместе
, рельсы, стойки, подоконники, кнопки, замковые камни, угловые блоки, угловые распорки, покрытия, накладки, плоское покрытие с лауаном, связывание квартир вместе, связывание квартир вместе, крепление квартир вместе
строительные материалы — синонимы и родственные слова
Родственные слова
саман
существительное
земля, смешанная с соломой, используемая для изготовления кирпичей для строительства домов здание)
асбест
сущ.
трудновоспламеняющееся вещество, использовавшееся в прошлом в строительных материалах.Теперь известно, что он вызывает рак, и его больше не используют.
битум
сущ.
черное липкое вещество из нефти, используемое для строительства дорог и покрытия крыш
обшивка
сущ. большой светлый кирпич из цемента и золы, который используется в строительстве
коричневый камень
сущ.
вид красно-коричневого камня, часто используемый для строительства
герметик
сущ. сущ.
сущ.
серый порошок, используемый в строительстве, который становится очень твердым при смешивании с песком и водой вещество, используемое в строительстве, изготовленное путем смешивания цемента, песка, мелких камней и воды
влажный слой
существительное
британский слой пластического материала, встроенный в нижнюю часть стен здания, чтобы предотвратить проникновение влаги в стены из-под земли
мазок
сущ.
смесь влажной глины и соломы (=высушенные стебли растений), используемый для изготовления стен, особенно в прошлом
настил
сущ.
в основном британская древесина, используемая для изготовления этого пола
гипсокартон
сущ. здания
половая доска
сущ.
длинная деревянная доска, являющаяся частью деревянного пола
стекловата
сущ. который уменьшает количество тепла, холода, шума или электричества, которые могут пройти через что-либо
планка
существительное
длинный тонкий кусок дерева, используемый в строительстве g
известь
сущ.
белое вещество, используемое для изготовления цемента и для помощи растениям в росте
известняк
сущ. гладкий камень, используемый для строительства и изготовления статуй.Мрамор обычно белого цвета с темными линиями неправильной формы
раствор
сущ.
вещество, используемое в строительстве для соединения кирпичей или камней, получаемое путем смешивания песка, воды и извести
паркет
сущ.
пол из деревянные блоки, образующие узор
мощение
сущ.
кирпичи, каменные блоки или бетон, используемые для покрытия участка земли
галька
сущ.
трубы
существительное
длинная труба, из которой можно сделать трубы меньшего размера
гипсокартон
существительное
британский гипсокартон мебель и т.д., изготовленный из тонких слоев дерева, скрепленных вместе с помощью клея
, указывающий
существительное
цемент или раствор между камнями или кирпичами в стене
сборный
прилагательное
уже сделанный в правильную форму для использования для строительства конструкции
каменная плитка
сущ.
толстая плитка для полов со слегка шероховатой поверхностью
железобетон
сущ.
бетон с металлическими стержнями внутри для придания прочности
штукатурка
сущ. песчаник
сущ.
разновидность бледно-желтого камня, используемого в строительстве, сделанного из песка, затвердевшего за многие годы
галька
сущ. сланец
сущ.
единый плоский кусок сланца, который используется вместе с другими для покрытия крыши
камень
сущ.
t твердое вещество, из которого состоят горные породы, часто используется для строительства
Английская версия тезауруса строительных материалов
Строительные материалы, мебель и товары для ландшафтного дизайна
Нам было поручено создать две публикации, посвященные некоторым изделиям из древесины, производимым в Северной Каролине.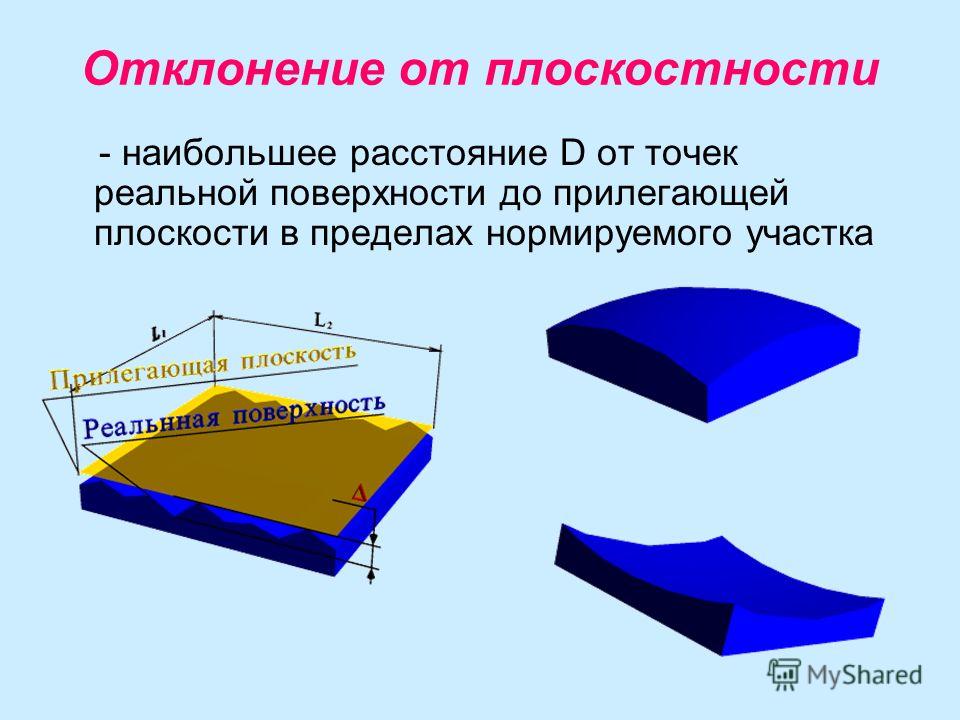 Эта публикация посвящена строительным материалам и предметам интерьера, а AG-854 Товары для рукоделия и специальные товары содержит информацию о принадлежностях для декоративно-прикладного искусства и специальных товарах. Наша цель — информировать владельцев земель, ферм и лесов о потенциальных продуктах, которые они могут производить из любой древесины, которой они владеют или выращивают на своей земле.
Эта публикация посвящена строительным материалам и предметам интерьера, а AG-854 Товары для рукоделия и специальные товары содержит информацию о принадлежностях для декоративно-прикладного искусства и специальных товарах. Наша цель — информировать владельцев земель, ферм и лесов о потенциальных продуктах, которые они могут производить из любой древесины, которой они владеют или выращивают на своей земле.
Черепица кедровая
Тип продукта: Строительный материал
Описание: Кедровая черепица представляет собой тонкую плитку из кедровой древесины, которая используется в качестве кровельной черепицы или даже в качестве сайдинга в домах.Они требуют большого ухода и содержания, чтобы предотвратить гниение и распад. Кедровая черепица дорогая, потому что ее нельзя изготовить дешево, а кедровая древесина очень высокого качества.
Применение: Покрывает крышу дома для защиты от непогоды
Рынки: Магазины товаров для дома, кровельные компании
Характеристики: Мягкая древесина темного цвета. Сырье = твердая древесина. Размер = от 3 до 12 дюймов x 16 дюймов и легкий вес.
Производственные процессы: Как правило, деревянная черепица изготавливается из сердцевины западного красного кедра, красного дерева, сосны или кипариса для повышения устойчивости к гниению.
Требования к качеству сырья: Высокий
Фасонные пиломатериалы — два на четыре, четыре на четыре и другие размеры
Тип продукта: Конструкция
Описание: Фасонные пиломатериалы – это строительный продукт, который в основном используется в жилищном строительстве.Это универсальный строительный продукт, который также может использоваться во многих типах строительства.
Применение: Строительство конструкций
Рынки: Магазины товаров для дома
Характеристики: Мягкая древесина светлого или темного цвета. Сырье = бревна. Размер = 2 дюйма x 4 дюйма, 4 дюйма x 4 дюйма и т. д. с различной длиной и весом.
Сырье = бревна. Размер = 2 дюйма x 4 дюйма, 4 дюйма x 4 дюйма и т. д. с различной длиной и весом.
Производственные процессы : Бревна окорываются и подаются на ленточнопильный станок для распила на доски различных размеров в зависимости от ширины бревна.Пиломатериалы сортируются, сушатся и сортируются после резки.
Требования к качеству сырья: От низкого до среднего
Паркетный пол
Тип продукта: Строительный материал
Описание: Массивные полы из твердой древесины состоят из цельных кусков переплетенных между собой досок из твердой древесины. Блокирующиеся доски устанавливаются в любом здании в качестве напольного покрытия и ценятся как за эстетическую ценность полов, так и за их денежную стоимость.
Применение: Используется в качестве напольного покрытия в любом здании
Рынки: Магазины товаров для дома и дистрибьюторы напольных покрытий
Характеристики: Мягкая или твердая древесина, светлого или темного цвета. Сырье = деревянные доски разных размеров.
Сырье = деревянные доски разных размеров.
Производственные процессы: Неинженерный пол из массивной древесины изготавливается из деревянных досок.
Требования к качеству сырья: От низкого до среднего
Фонарные столбы
Тип продукта: Товар гражданского назначения
Описание: Деревянные столбы, установленные вдоль городских улиц или других дорог для размещения осветительных приборов, чтобы люди могли видеть и чувствовать себя в большей безопасности при ходьбе ночью
Применение: Удерживает фонари или линии электропередач на городских улицах и дорогах.
Рынки: Лесопильные заводы, производители гражданских товаров, магазины товаров для дома
Характеристики: Мягкая древесина, обычно более темного цвета. Сырье = деревянные бревна. Размер = от 12 до 20 футов и очень тяжелый.
Производственные процессы: Ветки и кора отделяются непосредственно от бревна, а бревно обрабатывается химическими веществами, чтобы сохранить его и придать ему долговечность.
Требования к качеству сырья: Высокий
Поддоны
Тип продукта: Конструкция/вес, защитная оболочка, опора
Описание: Поддоны представляют собой плоские конструкции, используемые для транспортировки товаров и обеспечения их устойчивости.Их часто используют для различных поделок.
Применение: Перевозка грузов (обычно строительство), проекты «сделай сам»
Рынки сбыта: Магазины товаров для дома, производственные предприятия
Характеристики: Мягкая или твердая древесина, обычно более светлого цвета. Сырье = деревянные балки и доски. Размер = 40 дюймов x 48 дюймов (в среднем) и тяжелый.
Производственные процессы: Поддоны бывают разных типов и стилей, но большинство поддонов дешево изготавливаются из твердой древесины.Куски дерева вырезаются до нужных размеров, укладываются слоями по желаемому рисунку и соединяются гвоздями.
Требования к качеству сырья: От низкого до среднего
ДСП/OSB
Тип продукта: Конструкция
Описание: ДСП – это строительный материал, обычно используемый в жилищном строительстве, но также известный как универсальный строительный материал для многих типов строительства. Ориентированно-стружечная плита (OSB) состоит из прядей, склеенных и спрессованных между собой.ДСП состоит из мелких частиц.
Ориентированно-стружечная плита (OSB) состоит из прядей, склеенных и спрессованных между собой.ДСП состоит из мелких частиц.
Применение: Строительные материалы, структурные и неструктурные применения.
Рынки: Магазины товаров для дома
Характеристики: Как хвойная, так и лиственная древесина, обычно светлого цвета. Сырье = щепа или опилки. Размер = разные размеры, довольно тяжелые.
Производственные процессы: Древесина нарезается на частицы или пряди и смешивается со смолой, ориентируется в направлениях, указанных в стандарте на продукцию, укладывается в маты глубиной от 3 до 8 дюймов, прессуется при 400°F и 1300 psi, охлаждается, и обрезать до нужной длины и толщины панели.
Требования к качеству сырья: От низкого до среднего
Фанера
Тип продукта: Конструкция
Описание: Фанера — это строительный материал, обычно используемый при строительстве домов, но также известный как универсальный строительный материал, который можно использовать во многих типах строительства.
Применение: Строительство и мебель
Рынки: Магазины товаров для дома
Характеристики: И хвойная, и твердая древесина, или и та, и другая, сочетание темного и светлого цвета.Сырье = шпон. Размер = разные размеры и довольно тяжелый.
Производственные процессы: Центральный слой из шпона, древесностружечной плиты или цельного пиломатериала, шпон в сочетании с клеем образует слои с обеих сторон.
Требования к качеству сырья: От среднего до высокого
Перила
Тип продукта: Строительный материал
Описание: Перила используются вокруг лестниц или настила в качестве меры безопасности.Обычно это тонкий кусок дерева, который помещают между стойками настила или вдоль лестницы, чтобы за что-то держаться. Перила могут быть изготовлены из различных пород дерева и различного качества.
Применение: В первую очередь используется в качестве средства безопасности в домах и любых зданиях или местах, где они необходимы
Рынки сбыта: Магазин товаров для дома
Характеристики: Твердая или мягкая древесина светлого или темного цвета. Сырье = твердая древесина.Размер = любая длина, не легкая и не тяжелая.
Сырье = твердая древесина.Размер = любая длина, не легкая и не тяжелая.
Производственные процессы: Вырезанные и профилированные деревянные балки объединяются для создания перил, которые можно использовать в таких местах, как лестницы или настилы.
Требования к качеству сырья: Среда
Сайдинг
Тип продукта: Строительный материал
Описание: Деревянный сайдинг не так распространен в современном строительстве, как это было до создания синтетических материалов.Деревянный сайдинг также можно увидеть внутри домов в качестве декоративного акцента в более современном строительстве. Наружный деревянный сайдинг требует химической обработки для предотвращения гниения и гниения, но все большую популярность набирает деревянный сайдинг, который используется для создания декоративных внутренних стен.
Применение: Покрывает внешнюю часть дома, чтобы защитить его от непогоды и придать ему эстетический вид
Рынки: Магазины товаров для дома
Характеристики: Твердая или мягкая древесина светлого или темного цвета.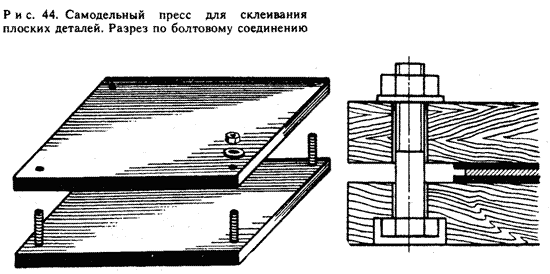 Сырье = твердая древесина. Размер = 10 дюймов x 12 футов и довольно легкий.
Сырье = твердая древесина. Размер = 10 дюймов x 12 футов и довольно легкий.
Производственные процессы: Древесноволокнистый материал (целлюлоза) смешивается с портландцементом, песком и «другими компонентами».
Требования к качеству сырья: Высокий
Оконные рамы
Тип продукта: Строительный материал
Описание: Оконные рамы — это конструктивная часть окна, которая определяет его форму и удерживает стеклянную или пластиковую часть на месте.
Применение: Обеспечивает место в стене для размещения окна
Рынки: Магазины товаров для дома
Характеристики: Твердая или мягкая древесина светлого или темного цвета. Сырье = твердая древесина. Размер = варьируется и довольно тяжелый.
Производственные процессы: Массивная древесина или композит разрезаются на небольшие доски и балки, которые склеиваются в слои.
Требования к качеству сырья: Среда
Пиломатериалы мерные.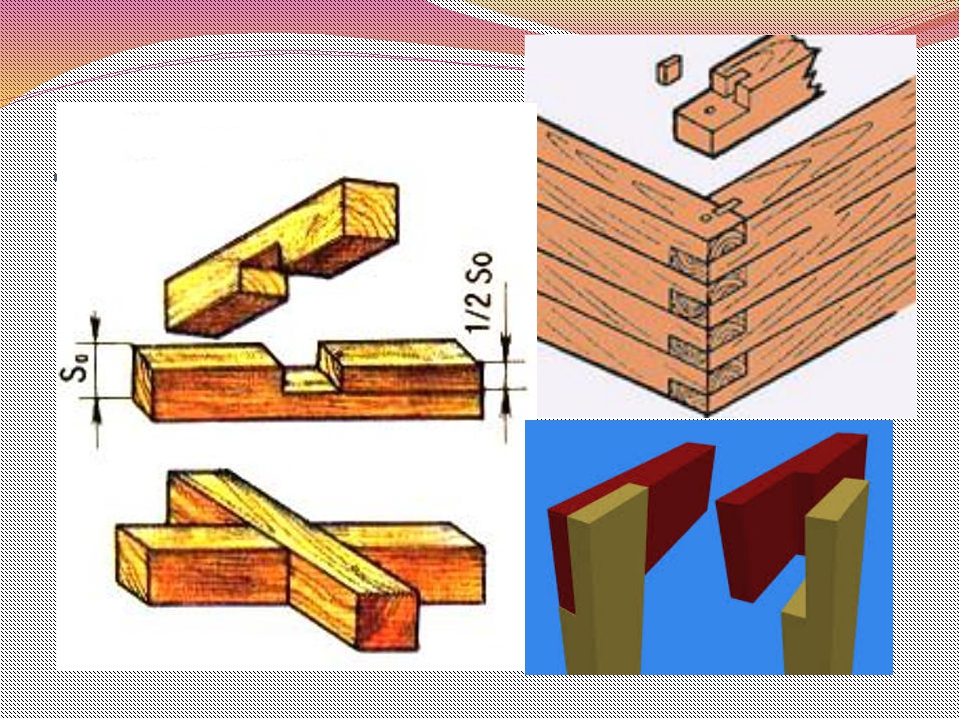
Световой столб.
Поддон.
ДСП.
Перила.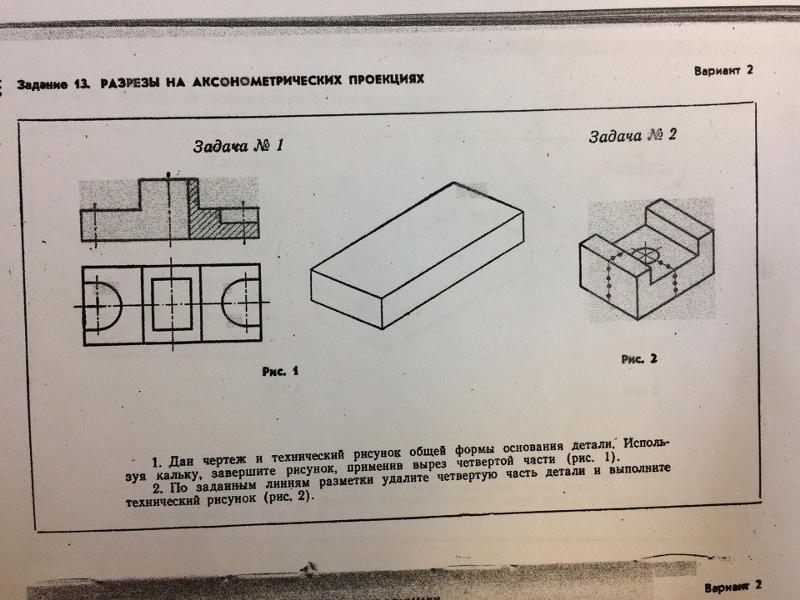
Каркас кровати
Тип продукта: Мебель
Описание: Каркас кровати поддерживает матрас и вес человека, спящего в кровати.Каркасы кроватей бывают разных стилей и качества в зависимости от используемого материала и производственного процесса. Каркасы кроватей могут быть декоративными или простыми в зависимости от покупателя, и они продаются в большинстве магазинов товаров для дома.
Применение: Несущая часть кровати, удерживающая пружинный блок, матрас и спящих на нем людей
Рынки: Магазины матрасов, магазины товаров для дома
Характеристики: Твердая или мягкая древесина светлого или темного цвета. Сырье = твердая древесина. Размер = от 55 дюймов x 75 дюймов до 80 дюймов x 80 дюймов, очень тяжелый.
Сырье = твердая древесина. Размер = от 55 дюймов x 75 дюймов до 80 дюймов x 80 дюймов, очень тяжелый.
Производственные процессы: Комбинация различных кусков дерева используется для каркаса структурной части кровати. Балки и доски обычно составляют часть кровати, но небольшое количество твердой древесины и шпона можно использовать для изготовления изголовья.
Требования к качеству сырья: От среднего до высокого
Краснодеревщик
Тип продукта: Строительный материал, отделка
Описание: Шкафчик используется для хранения товаров в домах или на предприятиях.Часто встречается на кухнях.
Применение: Может использоваться в любой части дома или других типов зданий для обеспечения места для хранения
Рынки: Мебельные магазины, Магазины товаров для дома
Характеристики: Твердая или мягкая древесина светлого или темного цвета. Сырье = массив дерева, МДФ, ДСП, фанера.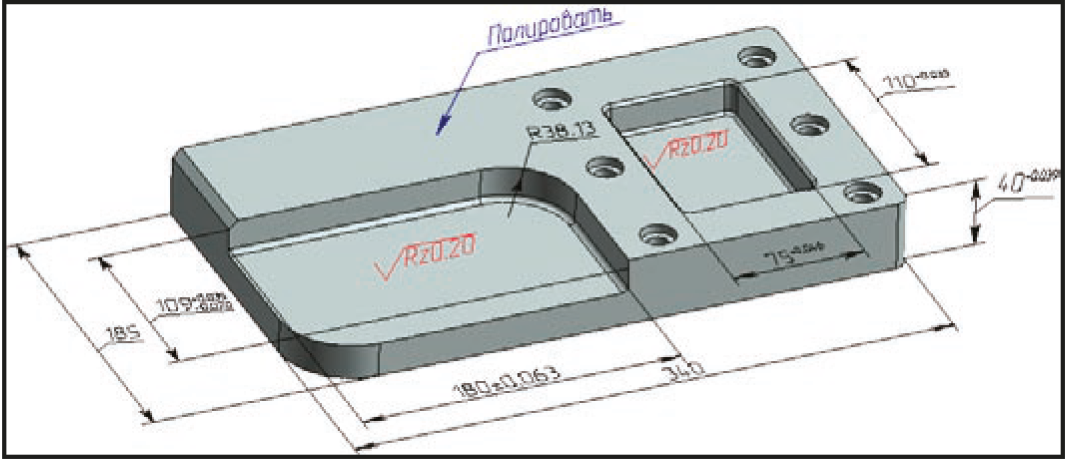 Размер = разного размера и тяжелый.
Размер = разного размера и тяжелый.
Производственные процессы: Массивная древесина, композит или шпон могут быть соединены вместе для изготовления каркаса и наружной обшивки шкафов.
Требования к качеству сырья: От среднего до высокого
Стулья
Тип продукта: Мебель
Описание: Стулья различного качества и стиля могут быть изготовлены из дерева благодаря универсальности и разнообразию пород и цветов древесины. Деревянные стулья могут быть изготовлены в промышленных масштабах или изготовлены на заказ в соответствии с личными предпочтениями. Качество стула зависит от используемой породы дерева и тщательности при его создании.Стулья могут быть изготовлены очень быстро и дешево или изготовлены в соответствии с предпочтениями заказчика.
Применение: Используется в качестве домашней мебели, в основном в кухнях и столовых. Может использоваться в любом месте для сидения.
Рынки сбыта: Магазины товаров для дома, магазины товаров для дома
Характеристики: Лиственная или мягкая древесина, светлого или темного цвета. Сырье = несколько деревянных досок. Размер = разные размеры, довольно тяжелые.
Производственные процессы: Стулья изготавливаются на основе требований заказчика и требований к качеству.Они изготавливаются из отдельных частей, скрепленных клеем. Также можно использовать металлические крепления.
Требования к качеству сырья: Высокий
Обеденный стол
Тип продукта: Мебель
Описание: Древесина может быть использована для изготовления как низкокачественных, дешевых обеденных столов, так и высококачественных, искусно сделанных обеденных столов. Из-за универсальности дерева обеденные столы могут быть изготовлены на заказ в соответствии с потребностями конкретного клиента или их можно производить в промышленных масштабах для продажи в магазинах. Качество обеденного стола зависит от породы дерева, из которого изготовлен стол, и мастерства, вложенного в его производство.
Качество обеденного стола зависит от породы дерева, из которого изготовлен стол, и мастерства, вложенного в его производство.
Применение: Используется в качестве домашней мебели, в основном на кухнях и столовых
Рынки: Магазины товаров для дома, магазины товаров для дома, мебельные магазины
Характеристики: Лиственная или мягкая древесина, светлого или темного цвета. Сырье = несколько деревянных досок. Размер = разные размеры и довольно тяжелый.
Производственные процессы: Обеденные столы изготавливаются на основе требований заказчика и требований к качеству. Когда обеденные столы изготавливаются из дерева, деревянные детали необходимо сначала склеить и обрезать до нужной формы в зависимости от дизайна стола. После того, как основная поверхность стола создана, ножки или опоры соединяются со столом, как правило, с помощью металлической фурнитуры.
Требования к качеству сырья: От низкого до высокого
Двери
Тип продукта: Мебель
Описание: Двери действуют как физические барьеры между комнатами или входами в дом. Они могут быть изготовлены из различных пород дерева в зависимости от размера, цвета или даже характеристик рисунка. Двери могут быть очень богато украшенными и сложными, а могут быть очень тонкими и недорогими.
Они могут быть изготовлены из различных пород дерева в зависимости от размера, цвета или даже характеристик рисунка. Двери могут быть очень богато украшенными и сложными, а могут быть очень тонкими и недорогими.
Применение: Используется в любом здании для обозначения входа или выхода в другую комнату или зону
Рынки: Магазины товаров для дома
Характеристики: Мягкая древесина, твердая древесина или ДСП, светлого или темного цвета. Сырье = деревянные доски.Размер = стандартный размер 36 дюймов x 80 дюймов и тяжелый.
Производственные процессы: Двери могут быть изготовлены либо из кусков массивной древесины, склеенных и отшлифованных, либо они могут иметь сердцевину из древесно-стружечной плиты или массивной древесины и более дешевое внешнее покрытие из шпона.
Требования к качеству сырья: Высокий
Ручки
Тип продукта: Мебель/декор
Описание: Ручки представляют собой деревянные детали, похожие на ручки, которые используются для открывания дверей и ящиков.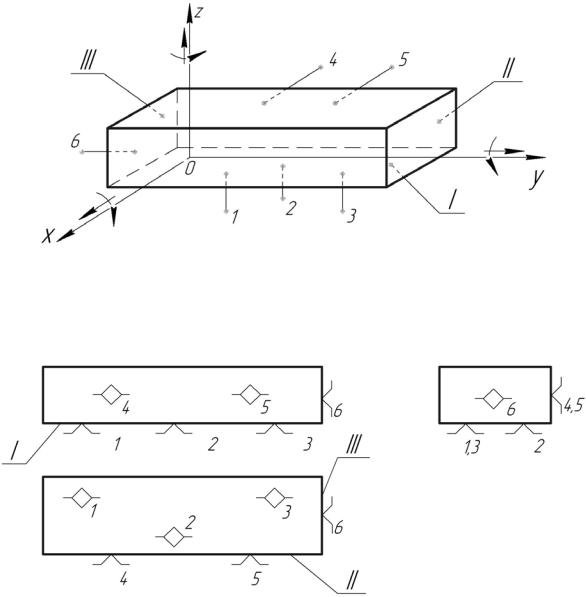
Применение: Используется для открывания дверей и ящиков
Рынки: Магазины товаров для дома, магазины товаров для дома
Характеристики: Твердая или мягкая древесина светлого или темного цвета. Сырье = твердая древесина. Размер = очень маленький и легкий.
Производственные процессы: Деревянные дверные ручки можно дешево изготовить, просто обрезав древесину до желаемой формы.
Требования к качеству сырья: Среда
Стол для пикника
Тип продукта: Наружная мебель
Описание: Столы для пикника — это уличная мебель, используемая для сидения и приема пищи, обычно встречающаяся в общественных парках или зонах отдыха.
Применение: Обеспечивает сидение для людей и место для размещения товаров, обычно продуктов питания
Рынки: Магазины товаров для дома, магазины товаров для активного отдыха
Характеристики: Мягкая или твердая древесина, светлого или темного цвета. Сырье = доски из массива дерева. Размер от 6 до 8 футов, тяжелый.
Сырье = доски из массива дерева. Размер от 6 до 8 футов, тяжелый.
Производственные процессы: Деревянные доски соединяются вместе, образуя зону для сидения и стола, которая возвышается над землей.
Требования к качеству сырья: Среда
Деревянный стол
Тип продукта: Мебель
Описание: Деревянные столы являются обычным предметом интерьера в любом доме, и их можно изготовить в самых разных стилях и размерах.Небольшие столики используются в разных местах как места для размещения ламп и хранения вещей. Качество деревянных столов может варьироваться в зависимости от их стилей.
Применение: Используется в качестве домашней мебели, интерьера
Рынки сбыта: Магазин товаров для дома, магазины товаров для дома, магазины хозяйственных товаров
Характеристики: Древесина лиственных, хвойных пород или ДСП, светлого или темного цвета. Сырье = массив дерева, ДСП, МДФ. Размер = разные размеры, не совсем легкие или тяжелые.
Размер = разные размеры, не совсем легкие или тяжелые.
Производственные процессы: Деревянные столы изготавливаются на основе требований заказчика и требований к качеству. Когда столы создаются из дерева, деревянные части сначала должны быть склеены вместе и обрезаны до нужной формы в зависимости от дизайна стола. После того, как основная поверхность стола создана, ножки или опоры соединяются со столом, как правило, с помощью металлической фурнитуры. Деревянные столы часто имеют выдвижной ящик, который необходимо сделать отдельно от стола.
Требования к качеству сырья: От низкого до высокого
Деревянный поднос
Тип продукта: Мебель и поддержка
Описание: Складные или неразборные деревянные подносы используются для приема пищи или размещения предметов.
Применение: Используется для приема пищи или удерживания предметов
Рынки: Магазины товаров для дома, магазины хозяйственных товаров
Характеристики: Твердая или мягкая древесина светлого или темного цвета. Сырье = массив дерева, фанера, МДФ. Размер = от нескольких дюймов до нескольких футов в высоту с различной шириной, довольно легкий.
Сырье = массив дерева, фанера, МДФ. Размер = от нескольких дюймов до нескольких футов в высоту с различной шириной, довольно легкий.
Производственные процессы: Деревянные подносы просто изготавливаются путем соединения нескольких кусков дерева. Плоский кусок большего размера используется для дна лотка, а дополнительные куски могут быть добавлены для создания края доски.
Требования к качеству сырья: Среда
Шкафы.
Стул.
Дверь.
Деревянный стол.
Деревянный поднос.
Ограждение
Тип продукта: Конструкция, защитная оболочка
Описание: Ограждение изготовлено из деревянных досок, соединенных вместе, чтобы создать разделение между владениями или обеспечить уединение на открытой площадке.
Применение: Разделяет различные объекты и создает барьер конфиденциальности
Рынки: Магазины товаров для дома
Характеристики: Твердая или мягкая древесина светлого или темного цвета. Сырье = твердая древесина. Размер = обычно размером два на четыре и довольно тяжелый.
Производственные процессы: Сборные ограждения могут быть изготовлены из различных пород дерева и в различных стилях. Как правило, деревянные детали нарезаются до одинакового размера и рисунка и соединяются вместе с дополнительным куском дерева, образуя забор.
Требования к качеству сырья: Высокий
Мульча
Тип продукта: Товар для ландшафтного дизайна
Описание: Мульча состоит из коры и древесной стружки, разложенной на открытом воздухе, обычно вокруг деревьев и других растений, для предотвращения эрозии почвы, обеспечения питательными веществами и предотвращения роста сорняков. Это также может быть эстетично.
Это также может быть эстетично.
Применение: Придает эстетическую ценность наружным пространствам и помогает уменьшить эрозию
Рынки сбыта: Магазины товаров для дома, магазины товаров для активного отдыха, садоводческие магазины
Характеристики: Твердая или мягкая древесина, обычно темного цвета.Сырье = твердая древесина. Размер = маленький и легкий.
Производственные процессы: Бревна раскалываются на мелкие кусочки.
Требования к качеству сырья: Низкие
Сосновая солома
Тип продукта: Садоводство
Описание: Сосновая солома — это просто сосновые иголки с сосны, упавшие на землю.
Применение: Может использоваться в ландшафтном дизайне
Рынки: Открытый рынок, садоводство
Характеристики: Сосновая солома производится естественным образом соснами и может быть собрана, светлая (или зеленая). Размер = маленький и легкий.
Размер = маленький и легкий.
Производственные процессы: Сосновая солома встречается в природе.
Требования к качеству сырья: Низкие
Кора дерева
Тип продукта: Садоводство
Описание: Кора дерева – органическое внешнее грубое покрытие деревьев.
Применение: Кору дерева можно использовать в ландшафтном дизайне, ремесленных изделиях и даже в некоторых специальных мебельных изделиях.
Рынки: Магазины ремесел, уличные рынки, садоводческие рынки
Характеристики: Кора деревьев добывается из бревен светлого или темного цвета. Размер = маленькие кусочки, легкие.
Производственные процессы: Кора деревьев естественным образом встречается на внешней стороне деревьев и собирается с бревен. Обычно это побочный продукт обработки журналов.
Требования к качеству сырья: Низкие
Деревянная решетка
Тип продукта: Украшение
Описание: Деревянная решетка представляет собой декоративный деревянный заборообразный материал, обычно используемый снаружи домов или в садах для выращивания винограда.
Применение: Декоративный материал, который можно использовать для выращивания растений
Рынки: Магазины товаров для дома, магазины товаров для активного отдыха
Характеристики: Твердая или мягкая древесина светлого или темного цвета. Сырье = деревянные планки (рейки). Размер = разный размер, но тонкий и легкий.
Производственные процессы: Тонкие куски дерева скрещиваются и склеиваются в виде сетки или переплетения, часто обрабатываются консервантами для повышения долговечности.
Требования к качеству сырья: Низкие
Эта работа поддерживается Законом о расширении возобновляемых ресурсов, финансируемым Национальным институтом продовольствия и сельского хозяйства Министерства сельского хозяйства США. Благодарим компанию Carolina Pottery из Кэри, Северная Каролина, за предоставленную нам возможность оценить некоторые продукты, представленные в этой брошюре.
Для большинства продуктов, представленных в этой брошюре, не существует единого определенного производственного процесса или определенного набора характеристик, если не указано иное (т.т. е. один и тот же продукт может быть изготовлен как из твердой, так и из мягкой древесины, иметь различные цвета и производиться разными способами).
- Обри Грин
Студент, Устойчивые материалы и технологии
Лесные биоматериалы
- Джошуа Месимер
Студент, Устойчивые материалы и технологии
Лесные биоматериалы
- Фредерик Лалейке
Специалист по развитию, изделия из дерева
Лесные биоматериалы
Дата публикации: февр.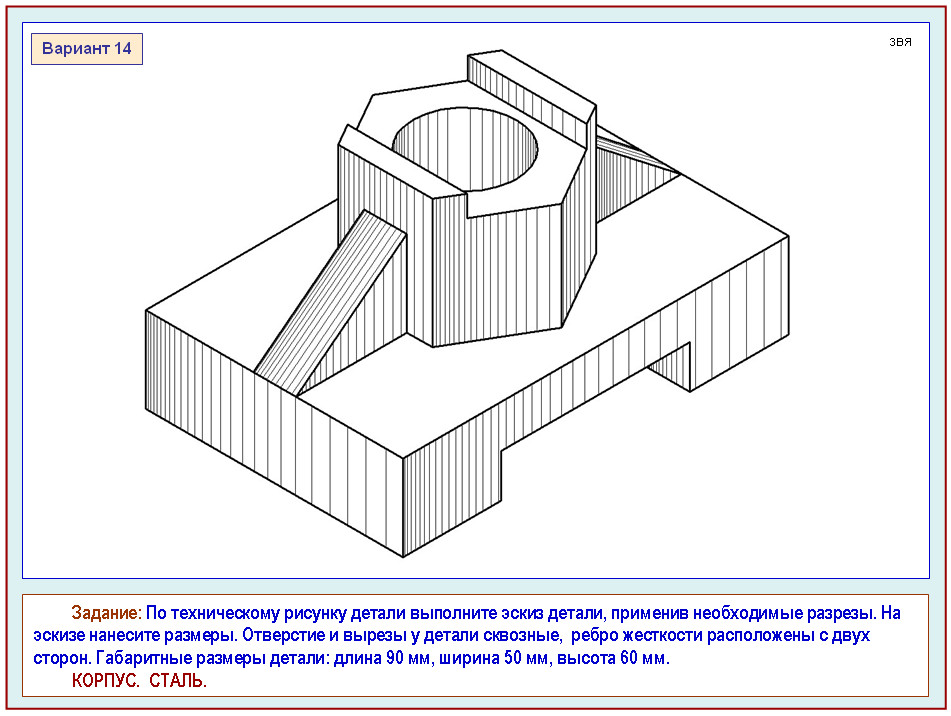 6, 2019
6, 2019
АГ-853
Использование торговых марок в этой публикации не означает одобрения названных продуктов или услуг со стороны Университета штата Северная Каролина или Университета штата Северная Каролина A&T, а также дискриминации по отношению к аналогичным продуктам или услугам, которые не упомянуты.
NC Cooperative Extension запрещает дискриминацию и домогательства независимо от возраста, цвета кожи, инвалидности, семейного и семейного положения, гендерной идентичности, национального происхождения, политических убеждений, расы, религии, пола (включая беременность), сексуальной ориентации и статуса ветерана.
Типы строительных материалов, используемых в строительстве
Вот несколько советов, как сделать так, чтобы ваш онлайн-курс прошел гладко.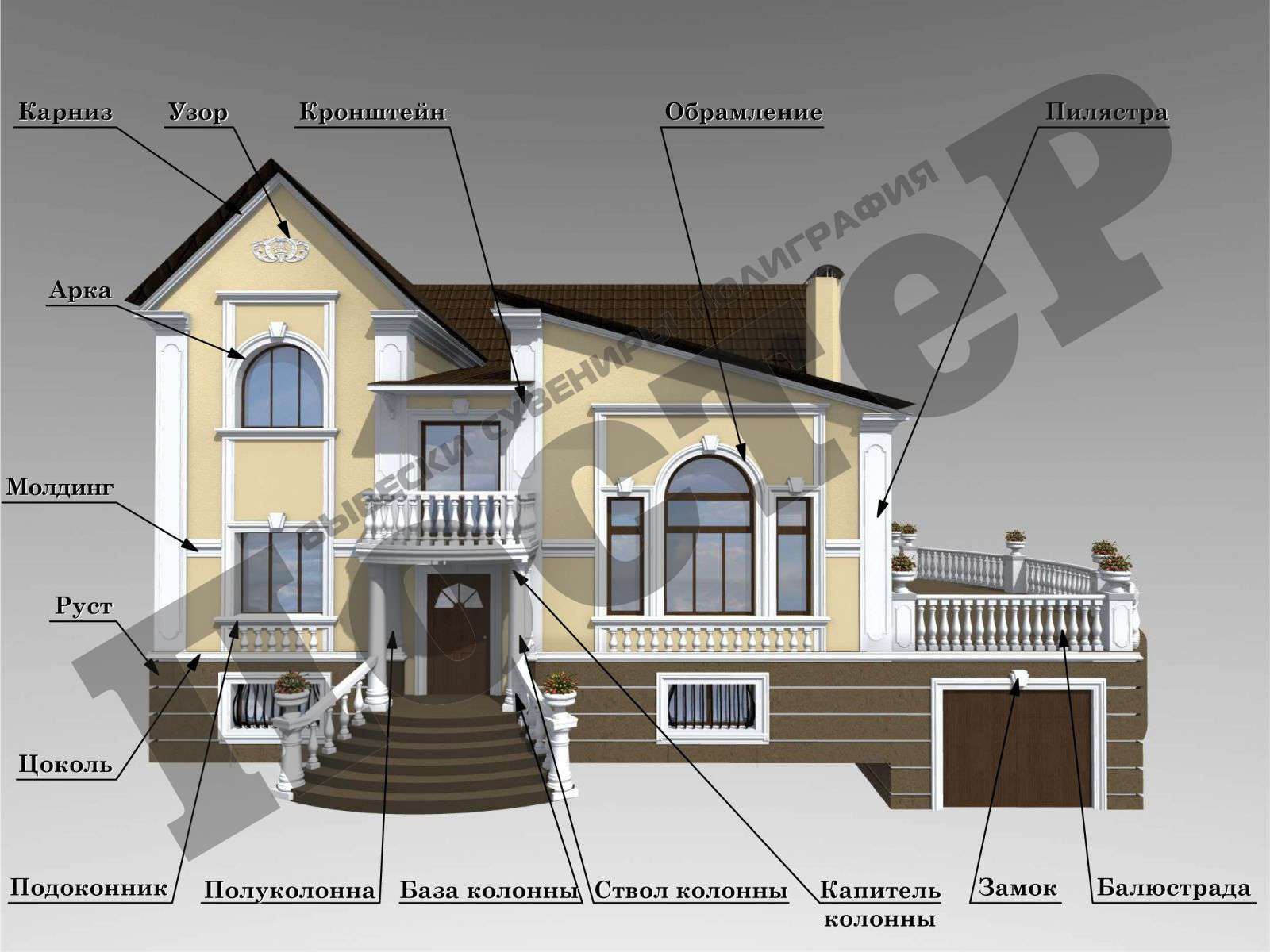
Существует много типов строительных материалов, используемых в строительстве, таких как бетон, сталь, дерево и каменная кладка. Каждый материал имеет различные свойства, такие как вес, прочность, долговечность и стоимость, что делает его подходящим для определенных типов применений. Выбор материалов для строительства основан на стоимости и эффективности сопротивления нагрузкам и напряжениям, действующим на конструкцию.Как инженер-строитель, я работаю со своими клиентами, чтобы выбрать тип материалов, используемых в каждом проекте, в зависимости от размера и назначения здания.
Производство строительных материалов является хорошо зарекомендовавшей себя и стандартизированной отраслью, способной обеспечить надежную поставку высококачественных материалов для наших конструкций. Производство конструкционных строительных материалов подлежит процедурам контроля качества, которые включают проверки и испытания в соответствии с национальными стандарты и научные методы испытаний.
Частью обязанностей инженера-строителя является подготовка спецификаций проекта, включая все строительные материалы и применимые стандарты и положения, которые необходимо соблюдать. Это важная часть любого проекта, определяющая качество и свойства используемых материалов.
Строительные материалы обычно можно разделить на две категории: природные строительные материалы, такие как камень и дерево, и искусственные строительные материалы, такие как бетон и сталь. Обе категории обычно требуют определенного уровня подготовки или обработки перед использованием в структурных приложениях.Ниже приведен список материалов, которые я чаще всего использовал в проектах инженерного консалтинга.
| Тип материала | Образец прочности на сжатие как сила (Ньютон) на единицу площади (мм2) | |
| Сталь | 300 МПа* | |
| Бетон | 25 МПа* | |
| Каменная кладка | 10 МПа* | |
| Дерево | Параллельно волокнам | 5 МПа* |
| Перпендикулярно волокнам | 3. 5 МПа* 5 МПа* | |
*МПа: мегапаскаль или Н/мм2
Бетон:
Бетон представляет собой композитный материал, изготовленный из смеси цемента, заполнителей, таких как песок и щебень, и воды. Свойства бетона зависят от соотношения, используемого при расчете смеси. Таким образом, поставщики бетона обычно предоставляют свойства материалов и результаты испытаний для каждого бетонного участка.
Свежий бетон можно заливать в опалубку, чтобы он мог принимать любую форму, и требуется время, чтобы он затвердел и превратился в камнеподобный материал.Для достижения большей прочности бетону требуется до 7 дней, и необходимо уделять особое внимание отверждению, чтобы избежать растрескивания или снижения емкости. Бетон очень универсален, и я выбираю материал для применений, требующих сочетания прочности и долговечности. Например, бетон является отличным материалом для строительства фундаментов, где вес конструкции встречается с землей. Это требует прочности, чтобы нести нагрузку, а также долговечности, чтобы выдерживать контакт с окружающей почвой.
Это требует прочности, чтобы нести нагрузку, а также долговечности, чтобы выдерживать контакт с окружающей почвой.
Бетон
очень прочен при воздействии сжимающих напряжений, однако он хрупок и имеет ограниченную прочность на растяжение. В сочетании со стальной арматурой железобетон прочнее и больше подходит для широкого спектра конструкций, таких как высокие многоэтажные здания, мосты, дороги, туннели и многие другие области применения.
Сталь:
Сталь
является одним из самых прочных строительных материалов с превосходной прочностью как на растяжение, так и на сжатие.Благодаря высокому соотношению прочности к весу он идеально подходит для несущих конструкций высотных зданий и крупных промышленных объектов. Конструкционная сталь доступна в стандартных формах, таких как углы, двутавровые балки и С-образные швеллеры. Эти формы могут быть сварены вместе или соединены с помощью высокопрочных болтов для создания конструкций, способных противостоять большим силам и деформациям.
Сталь
является относительно дорогим строительным материалом, поэтому инженер-строитель несет ответственность за выбор экономичных размеров и форм в соответствии с фактическими нагрузками на здание, чтобы избежать чрезмерного проектирования.Из-за более высокой стоимости стали я часто получаю вопросы от наших клиентов, спрашивающих, есть ли способ уменьшить вес и размер некоторых стальных элементов конструкции. Это можно сделать, если уменьшить нагрузки на элементы и/или ввести дополнительные вертикальные опоры. Установка стали занимает меньше времени по сравнению с бетоном и может быть установлена в любой среде.
Дерево:
Древесина использовалась в качестве строительного материала на протяжении тысячелетий и при правильном уходе может прослужить сотни лет.Это легкодоступный и экономически целесообразный природный ресурс с легким весом и хорошо поддающимися обработке свойствами. Он также обеспечивает хорошую изоляцию от холода, что делает его отличным строительным материалом для домов и жилых зданий.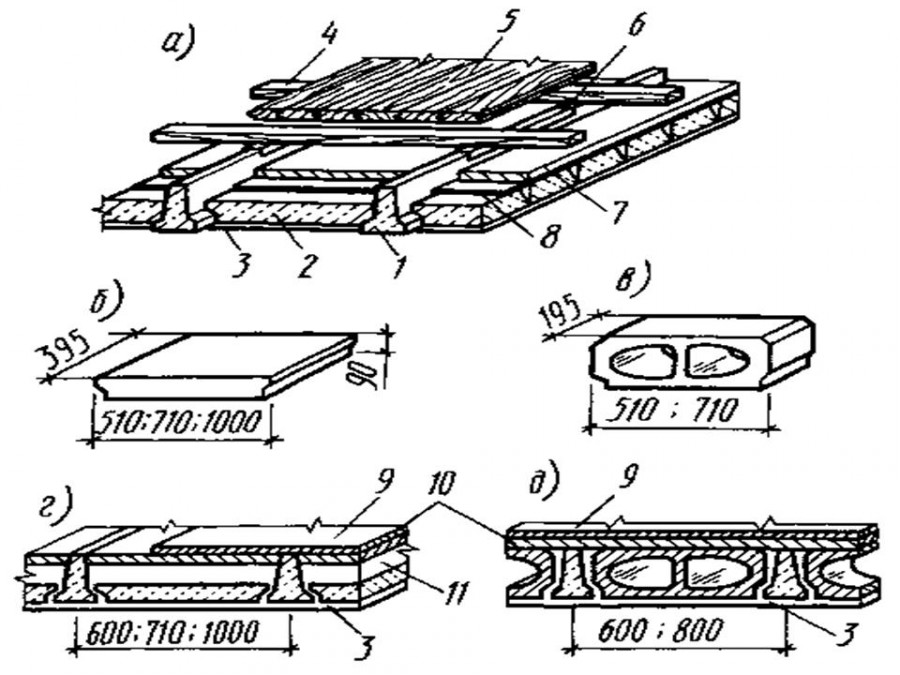
Деревянные детали, используемые в строительстве, строгаются и распиливаются до определенных размеров. Размерные пиломатериалы выпускаются в широко доступных сечениях, таких как 2 «x 4», 2 «x 6» и т. Д. Они обычно используются при строительстве стен и полов.Хотите верьте, хотите нет, но 2”x4” на самом деле 1 ½” в ширину и 3 ½” в высоту. Древесина больших размеров называется древесиной или балками и обычно используется для изготовления каркасов крупных конструкций, таких как мосты и многоэтажные здания. Инженерная древесина — это еще один тип древесины, используемый в строительстве, который состоит из различных форм древесины, склеенных вместе для образования композитного материала, подходящего для конкретных строительных применений. Примерами инженерной древесины являются склеенная ламинированная древесина (клееный брус), фанера и ДВП.
Из-за своего легкого веса древесина не самый подходящий строительный материал для выдерживания более тяжелых нагрузок и не идеален для длинных пролетов. Древесина редко используется для фундаментов и стен подвалов, так как ее необходимо обрабатывать давлением из-за ее контакта с почвой / влагой, что может быть довольно дорого. В деревянном каркасном доме фундамент и стены подвала обычно сооружаются из железобетона.
Древесина редко используется для фундаментов и стен подвалов, так как ее необходимо обрабатывать давлением из-за ее контакта с почвой / влагой, что может быть довольно дорого. В деревянном каркасном доме фундамент и стены подвала обычно сооружаются из железобетона.
Кирпичная кладка:
Каменная кладка — это использование отдельных блоков для возведения конструкций, в которых обычно используется раствор для соединения блоков вместе.Самый распространенный материал, который я использую при проектировании каменных конструкций, — это бетонные блоки, при необходимости с вертикальной стальной арматурой. Каменная кладка устойчива к сжимающим нагрузкам/напряжениям, что делает ее идеальной для строительства несущих стен. Другие материалы для кладки включают кирпич, камень и стеклянные блоки. Каменная кладка — очень прочный и огнестойкий материал, однако он может быть чувствителен к раствору и качеству изготовления.
Увеличение использования кирпичной кладки в качестве несущих стен при проектировании многоэтажных зданий в моем офисе. Структурная система обычно состоит из бетонных полов, поддерживаемых комбинацией кирпичной кладки и железобетонных стен, в зависимости от количества этажей и величины нагрузки на стены. Каменные стены с окнами или проемами нуждаются в горизонтальных балках или перемычках, чтобы перекрыть вес стены над проемом. Кирпичная кладка не так приспособлена к большим проемам в стенах, как бетон или стальной каркас, но может быть экономичным выбором, если размеры каркаса и проемов разумны, а длина сегментов стены не слишком мала.
Структурная система обычно состоит из бетонных полов, поддерживаемых комбинацией кирпичной кладки и железобетонных стен, в зависимости от количества этажей и величины нагрузки на стены. Каменные стены с окнами или проемами нуждаются в горизонтальных балках или перемычках, чтобы перекрыть вес стены над проемом. Кирпичная кладка не так приспособлена к большим проемам в стенах, как бетон или стальной каркас, но может быть экономичным выбором, если размеры каркаса и проемов разумны, а длина сегментов стены не слишком мала.
Несущие каменные стены можно укладывать друг на друга для постройки многоэтажных зданий. Нагрузка на кладку стены первого этажа складывается из всего веса перекрытий над ней. Поэтому стена нижнего этажа должна быть прочнее стен верхнего этажа. Этого можно добиться усилением пустот в нижней кладке стен стальными стержнями и бетонным раствором. Чем больше стальных стержней, тем меньше расстояние между залитыми цементным раствором ядрами, тем прочнее каменная кладка.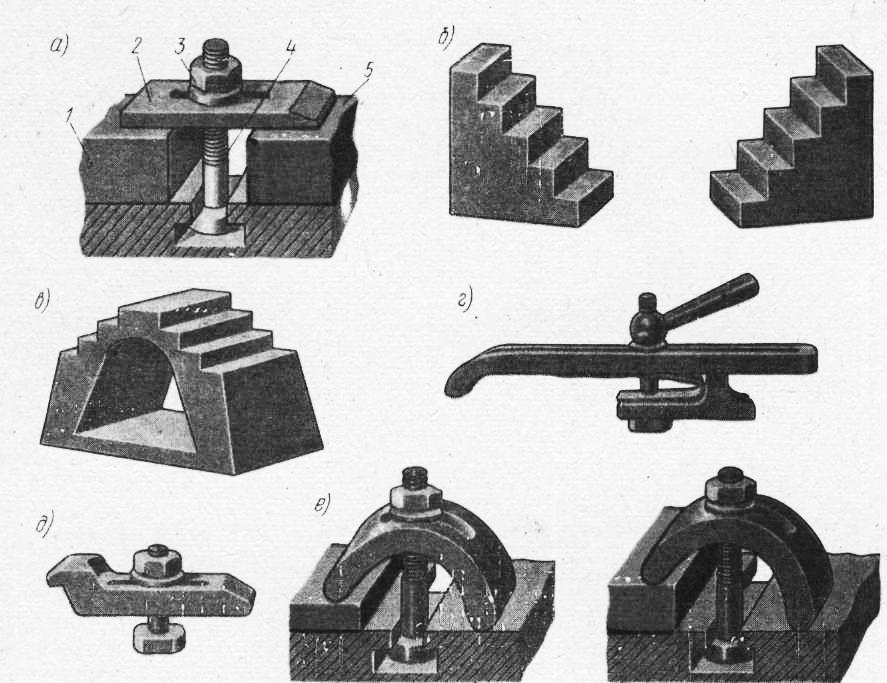 Если несущая каменная стена не доходит до фундамента из-за необходимых проемов, таких как проходы парковки, для поддержки стены над проемом требуются большие бетонные или стальные передаточные балки.
Если несущая каменная стена не доходит до фундамента из-за необходимых проемов, таких как проходы парковки, для поддержки стены над проемом требуются большие бетонные или стальные передаточные балки.
На тему строительных материалов можно осветить гораздо больше, но, надеюсь, это даст вам хорошее представление о каждом из основных материалов и областях применения, которые лучше всего подходят для каждого из них. Если у вас есть какие-либо вопросы по любому из этих материалов, не стесняйтесь оставлять их в разделе комментариев ниже.
Все еще хотите узнать больше об основах проектирования конструкций? Загрузите наше БЕСПЛАТНОЕ полное руководство по основам проектирования конструкций здесь.
Хотите больше? Присоединяйтесь к другим архитекторам, подрядчикам и инженерам в нашем всеобъемлющем онлайн-курсе сегодня!
Мостафа — профессиональный инженер, увлеченный проектированием конструкций. Он работает вместе с Ноем в компании Crosier Kilgour & Partners в качестве проектировщика конструкций и руководителя проекта.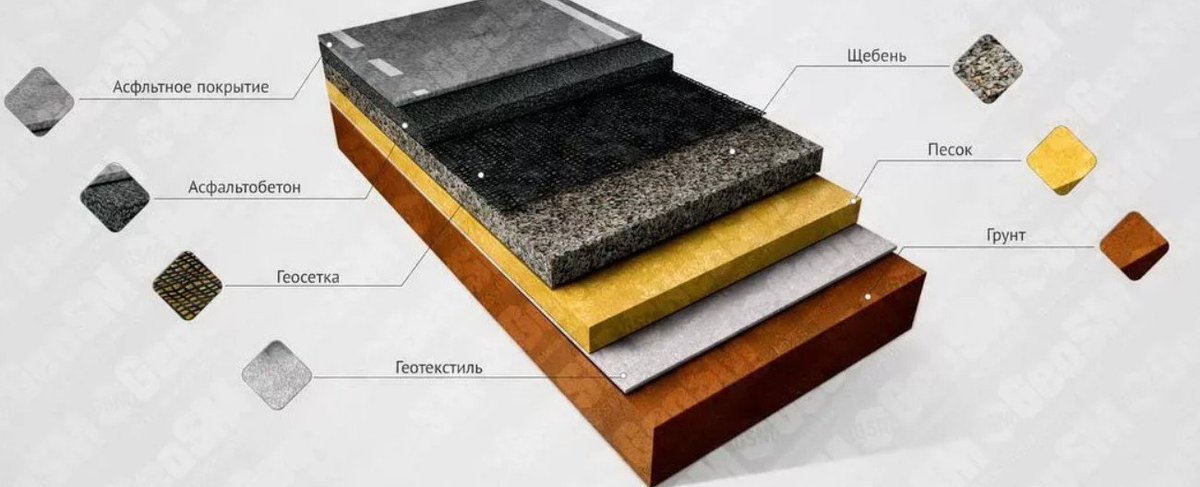 Он получил степень бакалавра и магистра в области инженерии в Каире, Египет, и имеет докторскую степень в Университете Манитобы в Виннипеге, штат Массачусетс, Канада, где он также преподает инженерное дело.Его исследования публикуются в многочисленных рецензируемых журналах и на международных конференциях. Мостафа имеет более чем 14-летний опыт работы в сфере инженерного консалтинга и работал над крупными проектами с архитекторами, владельцами, подрядчиками, другими инженерами и специалистами во многих странах, включая Канаду, Объединенные Арабские Эмираты, Египет и Саудовскую Аравию.
Он получил степень бакалавра и магистра в области инженерии в Каире, Египет, и имеет докторскую степень в Университете Манитобы в Виннипеге, штат Массачусетс, Канада, где он также преподает инженерное дело.Его исследования публикуются в многочисленных рецензируемых журналах и на международных конференциях. Мостафа имеет более чем 14-летний опыт работы в сфере инженерного консалтинга и работал над крупными проектами с архитекторами, владельцами, подрядчиками, другими инженерами и специалистами во многих странах, включая Канаду, Объединенные Арабские Эмираты, Египет и Саудовскую Аравию.
Последние сообщения Мостафы Эль-Моги (посмотреть все)
строительные материалы, строительные материалы, материалы, материалы, используемые в строительстве
Когда земля слишком ровная
Вы, возможно, удивитесь, узнав, что даже несмотря на то, что в Оклахоме много земли кажется плоский, большая часть его не идеально так.На самом деле, мы полагаемся на то, что он не идеально плоский по ряду причин.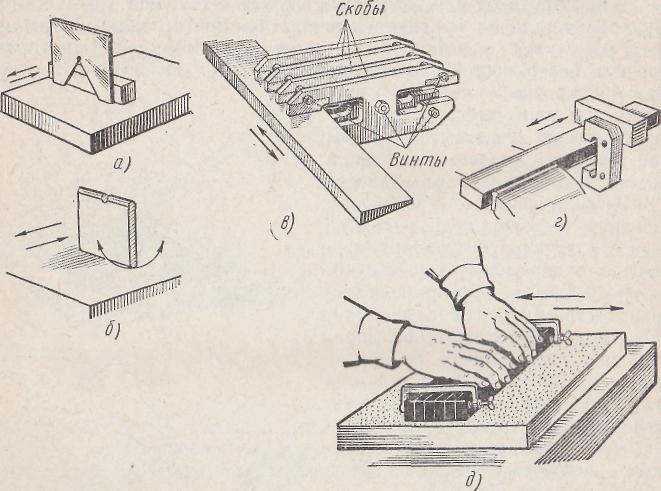 Хотя может показаться, что строительство на равнине вырублено и высушено, в этом сценарии есть одна большая проблема — дренаж.
Хотя может показаться, что строительство на равнине вырублено и высушено, в этом сценарии есть одна большая проблема — дренаж.
Если вы собираетесь строить дом на своей земле, вооружитесь пониманием того, как склоны повлияют на ваше решение. Представьте, что вы выливаете стакан воды на идеально ровный стол. Куда уходит вода? Нигде. Он остается в луже, потому что стол плоский.
Теперь представьте себе дом на идеально ровном участке земли.Когда земля становится влажной, куда уходит вода? Нигде. Это приводит к проблемам с дренажом с двумя видами жидкости: дождевой водой и сточными водами (особенно септическими системами). Давайте начнем с yuckier из двух.
Плоские грунтовые и септические системы
Типичная проверенная анаэробная септическая система состоит из резервуара с двумя трубами. Первый ведет от вашего дома к резервуару. Второй ведет от резервуара к меньшим трубам во дворе. Самые дальние трубы обычно располагаются у поверхности.Конечный продукт очистки сточных вод, вода, фильтруется через эти отверстия и попадает в почву, в то время как твердые вещества поедаются бактериями в резервуаре.
Есть загвоздка. Чем глубже эти трубы, тем менее эффективной становится система, потому что воде труднее фильтроваться в почву на большей глубине. С наклонным двором легко держать эти трубы близко к поверхности, позволяя гравитации делать свое дело. Когда мы говорим об идеально плоском участке земли, о гравитации не может быть и речи.
Так что же происходит, когда земля становится насыщенной? Вода не может должным образом выйти из септической системы, и в конечном итоге ваша септическая система дает сбой. Нельзя смывать туалеты, пока земля не высохнет, что не очень приятно.
Решением здесь является аэробная септическая система. Аэробная система использует компрессор для фильтрации отходов, подобно фильтру для бассейна или аквариума. Посреди ночи выскакивает разбрызгиватель и разбрызгивает отфильтрованную воду по газону.Не требуется гравитация.
Такая ситуация очень редка. Как правило, у вас есть пологий газон, на котором легко работает анаэробная септическая система. Но помните, что когда вы ищете землю для строительства своего дома, необходимо учитывать дренаж.
Но помните, что когда вы ищете землю для строительства своего дома, необходимо учитывать дренаж.
Плоский грунт и дождевая вода
Я могу сказать, у кого из моих клиентов раньше были проблемы с канализацией, потому что они, кажется, одержимы тем, чтобы земля вокруг дома была правильно выровнена.Они имеют право беспокоиться.
При строительстве дома на равнине воде некуда деваться во время дождя, поэтому, как и в примере с таблицей выше, она просто остается вокруг дома. Даже если он не затекает внутрь, он дестабилизирует грунт под фундаментом и может вызвать нежелательное движение. Вы могли видеть следы движения в домах: треснувший кирпич, треснувший гипсокартон и что похуже.
Если вы рассматриваете участок земли для строительства своего дома, позаботьтесь о том, чтобы найти не слишком ровное место с уклоном в пределах 20–30 футов от того места, где будет стоять ваш дом.Это облегчит дренаж и поможет вам лучше спать по ночам.
Для более подробного ознакомления с этапами поиска, оценки и покупки земли для строительства нового дома загрузите наше бесплатное руководство:
Строительство домов может застопориться из-за новой нехватки предложения
Нехватка критически важной части, используемой для строительства подвалов в новых домах, угрожает остановить строительство, нанеся последний удар по отрасли, которая пострадала от растущей ипотеки. цены и дефицит пиломатериалов.
цены и дефицит пиломатериалов.
Плоские стальные опалубочные стяжки, небольшие куски металла, которые соединяют алюминиевые панели, из которых состоят стены, позволяя строителям заливать бетон между ними. импорт и влияние COVID-19 на цепочку поставок.
«Это идеальный шторм событий и факторов, мало чем отличающийся от нехватки других материалов, которые возникают из-за сохраняющихся рекордных темпов жилищного строительства», — сказал Джим Бэти, исполнительный директор Ассоциации бетонных фундаментов, торговой организации для бетонная промышленность.«CFA возглавляет беспрецедентную совместную работу, чтобы предложить как можно больше решений, чтобы обеспечить минимальное нарушение работы рынка, а также обеспечить качество и безопасность строительных рабочих».
4 СПОСОБА СОХРАНИТЬ СВОЙ ДОМ ОТ ЗАЛОГА
Деталь стоит около доллара, но необходима для строительства любого дома с подвалом или подвальным помещением. Квалифицированные строительные бригады могут перейти на утепленную бетонную форму, но немногие обучены этому.
По данным Национальной ассоциации домостроителей, около 24% домов в США, построенных в 2019 году, имели частичный или полный подвал. Четырнадцать процентов имели подполье.
( Предоставлено Kelly Concrete)
ШТАТЫ С САМЫМИ АКТУАЛЬНЫМИ РЫНКАМИ ЖИЛЬЯ
Это может быть «катастрофой», сказал Том Вудс, 55-летний ветеран отрасли и основатель Woods Custom Homes, Blue Springs, Строитель из Миссури. «Если не заливаешь ни подвалов, ни стен, то и домов не построишь.”
Подрядчики сталкиваются с пайкой стенных стяжек из одного поддона в неделю, что позволяет построить около 10 домов среднего размера. Эти запасы могут упасть до нуля в течение следующих нескольких недель.
Нехватка особенно беспокоит, поскольку она возникает в то время, когда погода прогревается, что позволяет строителям начинать заливку фундамента, пока земля оттаивает после зимнего замерзания.
«Нет четкого представления о том, как долго это продлится», — сказал Шон Вудс, президент Ashlar Homes, строителя, который специализируется на домах стоимостью от 250 000 до 350 000 долларов в районе Канзас-Сити.
| Код безопасности | Последнее изменение | Изменение% | ||
|---|---|---|---|---|
| LEN Lennar CORP. | 96,11 | 2,69 | + 2,88% | |
| TOL TOLL BROTHERS INC. | 58,97 | +2,73 | +4,85% | |
| DHI | DR HORTON INC. | 89,22 | +3,17 | +3.68% |
Ни один из трех крупнейших производителей жилья в США, Lennar Corp., Toll Brothers Inc. и D.R. Хортон ответил на запрос FOX Business о комментариях.
В то время как нехватка стяжек для стен является сдерживающим фактором для отрасли в ближайшем будущем, домостроители сталкиваются с нехваткой пиломатериалов, из-за которой цены выросли на 180%, что увеличивает стоимость дома меньшего размера примерно на 30 000 долларов.
Рост цен на пиломатериалы «действительно начинает становиться проблемой», — сказал Джерри Ховард, генеральный директор Национальной ассоциации домостроителей. Он отмечает, что повышение цен привело к потере контрактов и отказу от жилищных проектов.
Он отмечает, что повышение цен привело к потере контрактов и отказу от жилищных проектов.
Нехватка шкафов, бытовой техники и винила для экструзии окон в этом году создала проблемы для строителей, как и 80-процентный скачок цен на медь. Если этого недостаточно, строители теперь сталкиваются с бременем более высоких ипотечных ставок.
Ставка по 30-летней фиксированной ипотеке поднялась до семимесячного максимума в 3,23% за неделю, закончившуюся 27 февраля, по данным Ассоциации ипотечных банкиров. Показатель вырос семь из последних девяти недель, поднявшись с рекордно низкого уровня в 2.85% в декабре.
НАЖМИТЕ ЗДЕСЬ, НАЖМИТЕ НА FOX BUSINESS
Повышение ставок по ипотеке и рост цен на пиломатериалы «снизят пар на горячем рынке жилья», — сказал д-р Лоуренс Юн, главный экономист Национальной ассоциации риэлторов.
В то время как растущие ставки по ипотечным кредитам, более высокая стоимость пиломатериалов и нехватка анкерных стяжек служат для нового строительства, ясно одно: Америке необходимо строить больше, чтобы решить проблему нехватки жилья, с которой столкнулась страна.
«Если у нас не будет достаточного предложения, это просто подтолкнет цены вверх намного быстрее, чем рост доходов людей», — сказал Юн.
Стальной плоский пруток | Калифорнийский стальной сервис
Ваш ведущий поставщик плоских стержней и пластин UM
Являясь одним из ведущих поставщиков стального плоского проката, компания California Steel Services на протяжении многих лет поставляет стальной плоский прокат высшего качества клиентам в западной части Соединенных Штатов; выполнение заказов для предприятий, работающих в строительной, автомобильной и многих других отраслях, используя наши превосходные продукты, широкий спектр услуг и конкурентоспособные цены.
Наш плоский прокат доступен в различных размерах, сортах и отделках в соответствии с вашими требованиями, независимо от того, являетесь ли вы коммерческим или бытовым клиентом. У нас есть инфраструктура для выполнения крупных сложных работ или небольших тиражей, а также услуги быстрой резки, поэтому, если у нас нет на складе именно того, что вам нужно, мы можем нарезать ваш плоский прокат на заказ и быстро отправить вам.
Независимо от того, ищете ли вы большое количество стального плоского проката или отдельные стальные плоские прокаты, вы можете положиться на California Steel Services, которая своевременно и профессионально выполнит ваш заказ.
Использование плоских стержней
Стальной плоский стержень
имеет плоскую поверхность и прямоугольную поверхность, что делает его чрезвычайно универсальным для различных проектов. Плоские стержни доступны в диапазоне ширины и толщины. Толщина стального плоского стержня определяет тип работ, для которых он лучше всего подходит. Меньшие детали обычно используются для работ, где давление и вес будут минимальными, в то время как более крупные и толстые детали используются для поддержки большего веса. Вот четыре основных варианта использования плоского стержня:
- Каркасная конструкция
Сталь Плоские стержни легко режут по длине и просверливают или приваривают для каркаса.Поскольку металлические стержни долговечны и могут выдерживать вес конструкции, их часто используют для этой цели. - Строительная опора
Сталь Плоский стержень является основным материалом для строительных опор. Они обычно используются для опорных скоб, вешалок для лестниц, защелок ворот, воздуховодов, верхних дверей, обогревателей и распорок. - Усовершенствования и дополнения
Стальные плоские стержни используются не только на этапах строительства — их можно использовать после завершения строительства для усиления существующих конструкций.Плоские стержни легко режутся и формируются для установки, замены или поддержки уже установленных материалов. - Промышленные произведения искусства
Сталь Плоские стержни — популярный выбор для промышленных художников и мастеров, которые работают с крупными промышленными объектами, в первую очередь со статуями. Плоские стержни податливы к форме и чрезвычайно прочны после ковки.
Мы гордимся тем, что являемся вашим союзником по стальному плоскому прокату любой ширины, марки и размера.