
Состав клинкера: Клинкер и его химический и минералогический состав
Клинкер и его химический и минералогический состав
Портландцементный клинкер обычно получают в виде спекшихся мелких и более крупных гранул и кусков размером до 10—20 или до 50—60 мм в зависимости от типа печи.
По микроструктуре клинкер, получаемый спеканием, представляет собой сложную тонкозернистую смесь многих кристаллических фаз и небольшого количества стекловидной фазы.
Химический состав клинкера колеблется в сравнительно широких пределах. Главными окислами цементного клинкера являются окись кальция СаО, двуокись кремния Si02, окись алюминия А1203 и окись железа Fe203, суммарное содержание которых достигает обычно 95— 97%. Кроме них в состав клинкера в виде различных соединений в небольших количествах могут входить окись магния MgO, серный ангидрид S03, двуокись титана ТЮ2, окись хрома Сг203, окись марганца Мп203, щелочи Na20 и К20, фосфорный ангидрид P2Os и др.
Обычно содержание этих окислов в клинкере колеблется в следующих пределах (в %):
СаО 63—66 MgO 0,5—5
Si02 21—24 S03 0,3—1
Al2Os 4-8 Na20+K20 . . 0,4—1
. 0,4—1
Fe203 2-4 Ti02+Cr203 . 0,2—0,5
P205 0,1—0,3
Химический анализ клинкера проводят по методике, регламентированной ГОСТ 5382—65. При этом определяют обычно общее процентное содержание окиси кальция, как связанной, так и находящейся в свободном состоянии; двуокиси кремния Si02; полуторных окислов Fe203 и А1203; окиси магния MgO; серного ангидрида S03; окислов щелочных металлов Na20 и K20; P2Os; Mn203; Ti02; Cr203, а также нерастворимого остатка и потерь при прокаливании.
Повышенное содержание окиси кальция (при условии обязательного связывания в химические соединения с кислотными окислами) обусловливает обычно повышенную скорость твердения портландцемента, его высокую конечную прочность, но несколько пониженную водостойкость.
Цементы с повышенным содержанием кремнезема в составе клинкерной части характеризуются пониженной скоростью твердения в начальные сроки при достаточно интенсивном нарастании прочности в длительные сроки; они отличаются повышенными водо- и сульфатостой-костью.
При повышенном количестве А1203, а следовательно, и алюминатов в составе цементов последние приобретают способность к ускоренному твердению в начальные сроки. Цемент при повышенном содержании глинозема характеризуется меньшими водостойкостью, сульфато-стойкостью и морозостойкостью.
Страниц: 1 2 3 4 5 6 7
Самое читаемое
3. Химический и минеральный состав клинкера портландцемента.
Клинкер
получают в печах обжига (1500 ºС) сырьевой
смеси, он представляет собой зерна от
10 до 60 мм. Клинкер оценивают по нескольким
показателям: 1) химический состав
клинкера- содержание в нем отдельных
оксидов.
-64-66%;-21-24%;-4-8%;-2-4%;-до
5%;-до
1%;-до2%;и-до
0.3-0.5%. В процессе обжига, доводимого до
спекания, главные оксиды образуют
силикаты алюминаты и алюмофириты кальция
в виде минералов в виде кристаллической
структуры, а некоторая часть их входит
в стекловидную фазу, 2) минералогический
состав клинкера. Оснавными минералами
Оснавными минералами
клинкера являются: алит, белит,
трехкальцевый алюминат, алюмоферит
кальция. Алит(или)-
самый важный минерал клинкера, определяющий
быстроту твердения, прочность и другие
свойства портландцемента; содержится
в клинкере в количестве 45-60%. Белит(или)-
второй по важности и содержанию (20-30%)
силикатный минерал клинкера. Он медленно
твердеет, но достигает высокой прочности
при длительном твердении портландцемента.
Трехкальцевый алюминат ()—
содержится в количестве 4-12%- самый
активный клинкерный минерал, быстро
взаимодействует с водой. Является
причиной сульфатной коррозии бетона,
поэтому в сульфатостойком цементе
содержаниеограничено 5%. Четырехкальцевый алюмоферит
().
Изменяя минеральный состав цемента
можно варьировать его качество. Цементы
высоких марок и быстротвердеющие
изготовляют с повышенным содержанием
трёхкальциевого селиката (алитовые
цементы). Цементы с высоким содержанием
белита (белитове) медленно твердеют,
однако прочность и нарастает в течение
длительного времени и в возрасте
нескольких лет может оказаться достаточно
высокой.
В
1887 году Ле-Шателье предложил кристаллическую
теорию твердения. В 1893 году Михаэлс
предложил коллоидную теорию твердения.
В 1923 году Байкой предложил свою теорию,
в которую объединил тории Ле-Шателье и
Михаэлиса. По этой теории схватывание
и твердение цементного камня можно
разбить на 3 периода: 1) растворение
минералов до образования насыщенного
раствора, в растворе идёт взаимодействие
образование гидратных соединений; 2)
коллоидация или схватывание, прямое
присоединение воды минералом минуя
раствор, с образование на поверхности
частиц геля или коллоида; 3) образование
кристаллического сростка, сращивание
кристаллов с образованием сростка –
обеспечивает прочность.
4.Тхнология и свойства бетонов с дисперсным армированием.
При
замесе необходимо обеспечивать
равномерное распределение волокон в
смеси. Бетонная смесь с фибрами склонна
к комкованию, а волокна могут спутываться
в «ежи». Подобное явление наблюдается
в тех случаях, когда содержание фибры
превышает 2% по объёму, при слишком
высоком отношение длины волокон к
диаметру (фибра: d=0,3мм, l=25мм), чрезмерно
продолжительным перемешиванием смеси,
а также при высоком содержание крупного
заполнителя (его крупность не должна
превышать 10мм). Для качественного
Для качественного
приготовления фибробетонной смеси
используют различные приёмы: вводят
фибру в последнюю очередь непосредственно
в бетоносмеситель, или смешивают сначала
заполнители и волокна, а затем добавляют
цемент и воду. Вибрирование, главным
образом на виброплощадке, может привести
к ориентации волокон (в некоторых случаях
именно этого и добиваются). Иногда
используют одновременный набрызг
волокна и мелкозернистого бетона.
Эффективность влияния различных видов
волокон на свойства бетона зависит от
соотношения модулей упругостей армирующих
волокон и бетона. При отношение
возможно получение фибробетона с
повышенной прочностью на растяжение и
трещеностойкость. Приповышается ударная прочность, вязкость
бетона и сопротивление материала
истираемости. На способность волокон
останавливать трещеннообразоание
влияют такие факторы как длина волокон,
их содержание в смеси и расстояние между
ними.
Минералогический состав клинкера
Сайт строителя
Химический анализ позволяет установить состав оксидов, входящих в клиикер и цемент. P. X. Богг разработал метод расчета, по которому на основе данных химического анализа может быть рассчитано содержание клинкерных минералов, прежде всего C3S, C2S, С3А и C4AF. Необходимо отметить, что Богг назвал состав клинкера, определенный с помощью этого метода, «потенциальным» (расчетным) составом. Здесь понятие «расчетный» подразумевает возможный, но не фактический состав, и поэтому расчетный состав, найденный по методу Богга, не идентичен фактическому минералогическому составу клинкера.
P. X. Богг разработал метод расчета, по которому на основе данных химического анализа может быть рассчитано содержание клинкерных минералов, прежде всего C3S, C2S, С3А и C4AF. Необходимо отметить, что Богг назвал состав клинкера, определенный с помощью этого метода, «потенциальным» (расчетным) составом. Здесь понятие «расчетный» подразумевает возможный, но не фактический состав, и поэтому расчетный состав, найденный по методу Богга, не идентичен фактическому минералогическому составу клинкера.
Применение расчетного метода Богга получило широкое распространение благодаря наглядности при определении состава клинкера и возможности предсказания свойств цемента. Этот метод расчета уже включен в стандарты на цемент, действующие в США, СССР и многих других странах. Однако стандарты на цемент в США содержат указание, согласно которому ограничения, накладываемые на расчетное содержание соединений, не требуют, чтобы присутствующие оксиды полностью входили в состав этих соединений.
Если содержания оксидов CaO, Si02, Al203, Fe203 обозначить буквами а, 6, с, d, а соединений C3S, C2S; С3А, C4AF — буквами w, x, у, z то можно провести соответствующие расчеты. Но прежде необходимо отметить, что C3S содержит 73,69% СаО и 26,31% Si02, a C2S содержит 65,12% СаО и 34,88% Si02. Составы С3А и C4AF приведены в табл. 1.6.1.
| Символ | Формула | C3S(ω) | C2S(x) | C3A(y) | C1AF(z) |
| a | CaO | 0,7369 | 0,6512 | 0,6227 | 0,4616 |
| b | SiO2 | 0,2631 | 0,3488 | — | — |
| c | Al2O3 | — | — | 0,3773 | 0,2098 |
| d | Fe2o3 | — | — | — | 0,3286 |
Теперь с учетом табл. 1.6.1 можно сказать, что в смеси из четырех соединений количество СаО в C3S равно 0,7369 процентного содержания C3S; количество СаО в C2S равно 0,6512 процентного содержания C2S и т. д. Общее количество СаО равно сумме этих значений:
1.6.1 можно сказать, что в смеси из четырех соединений количество СаО в C3S равно 0,7369 процентного содержания C3S; количество СаО в C2S равно 0,6512 процентного содержания C2S и т. д. Общее количество СаО равно сумме этих значений:
а = 0,7369ω + 0,6512x + 0,6227у + 0,4616z; Ь = 0,2631ω +0,3488X; c = 0,3773y + 0,2098z; z = 0,3286z. ω = 4,071a — 7,600b — 6,718c — 1,430d; x = 8,602b + 5,068c — 3,071a + 1,078d; y = 2,650c + 1,692d; z = 3,043d. C3s = 4,071 CaO — 7,600 SiO2 — 6,718 Al2O3 — 1,430Fe2O3; C2s = 8,602 SiO2 + 5,068Al2O3 + 1,078Fe2O3 — 3,071CaO = 2,867SiO2 — 0,7544C3S; C3A = 2,650Al2O3 — 1,692Fe2O3; C4AF = 3,043Fe2O3.
Соединения в других системах могут рассчитаны аналогичным образом. Практически встречаются следующие клинкерные фазы:
- № 1 — обыкновенный цемент .
 ………………………………C3S + C2S + C3A + C4AF
………………………………C3S + C2S + C3A + C4AF - № 2 — цемент, богатый окислами железа ………………..C3S + C2S + C4AF + C2F
- № 3 — цемент, богатый известью ………………………….CaO + C3S + C3A + C4AF
- № 4 — цемент, богатый известью и окислами железа .. CaO + C3S + C4AF + C2F
 ………………………………C3S + C2S + C3A + C4AF
………………………………C3S + C2S + C3A + C4AFФормула Кинда
Так же существует другой способ расчета минералогического состава на основе формулы Кинда, определяющий насыщение известью.
Браун в работе по исследованию свойств цемента определил с помощью микроскопии минералогический состав различных клинкеров и одновременно произвел расчеты по методу Богга. В табл. 1.6.2 приведены расхождения в результатах определения минералогического состава клинкеров, полученных Брауном.
| № клинкера | C3S | C2S | C3A | C4AF | ||||
| M | B | M | B | M | B | M | B | |
| M — | значение получено с помощью микроскопии; | |||||||
| B — | значение рассчитано по методу P. X. Богга. | |||||||
| 11 | 57,7 | 55,1 | 12,8 | 19,4 | 5,4 | 12,6 | 2,8 | 7,3 |
| 18 | 60,3 | 48,9 | 16,9 | 26,3 | 6,3 | 14,0 | 3,9 | 6,6 |
| 33 | 70,2 | 63,5 | 4,2 | 12,4 | 10,0 | 11,2 | 4,3 | 7,9 |
| 51 | 39,6 | 46,7 | 44,5 | 36,5 | 1,0 | 4,0 | 6,3 | 9,8 |

Однако имеющийся опыт позволяет сделать вывод, что классификация цементов на основе расчетного содержания клинкерных минералов дает достаточно хорошие результаты.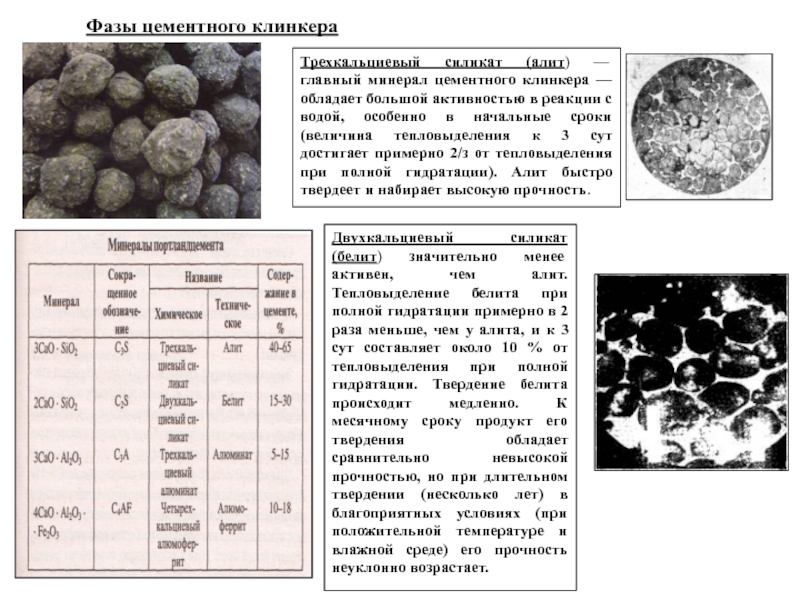 В СССР разработай химический метод анализа мокрым способом для непосредственного количественного определения C3S, C2S и С3А. Этот метод основан на различной растворимости минералов в борной и уксусной кислотах.
В СССР разработай химический метод анализа мокрым способом для непосредственного количественного определения C3S, C2S и С3А. Этот метод основан на различной растворимости минералов в борной и уксусной кислотах.
Книга Вальтера Дуды «Цемент».
Состав клинкера и его оценка
СОСТАВ КЛИНКЕРА И ЕГО ОЦЕНКА [c.8]
Третий прием характеристики состава клинкера заключается в вычислении процентного содержания образующих его соединений по данным химического анализа. Такой метод является единственно возможным при расчете сырьевой смеси для получения клинкера того или иного проектируемого состава, поскольку клинкер еще не получен и поэтому состав его не может явиться объектом исследования иными методами. Однако и при оценке свойств готового клинкера расчетный минералогический состав является достаточно убедительной его характеристикой. Исследованиями советских и зарубежных ученых установлено, что многие свойства портландцемента исчерпывающе выражаются в функции от его минералогического состава, определяемого расчетом. [c.176]
[c.176]
В лрактике цементного производства пользуются также третьим показателем оценки качества клинкера соотношением между основными окислами, позволяющим регулировать и заранее рассчитывать минералогический состав клинкера, зная химический состав исходных сырьевых материалов. [c.8]
Правильный выбор режимов подготовки сырьевой смеси должен основываться на знании особенностей спёкания сырьевых шихт, различных по химическому составу. Для оценки спекаемости шихт необходимо следить за влиянием на спекаемость КН и модулей р и п. Чем выше КН, тем хуже спекаются шихты, причем имеется прямая зависимость между содержанием в клинкере неусвоенной СаО и величиной КН. Такая же зависимость между спекаемостью и величиной силикатного модуля — чем выше силикатный модуль, тем хуже спекаются шихты. С ростом величины глиноземистого модуля шихты спекаются труднее. Однако прямой зависимости между содержанием в клинкере неусвоенной СаО и величиной глиноземистого модуля кет. На кривых % СаОсв — р имеются максимумы и минимумы, хотя общий наклон кривых характеризует ухудшение спекаемости шихты с ростом р. В этом случае картина более сложна, и при учете влияния р надо анализировать проектируемый минералогический состав в целом. [c.247]
На кривых % СаОсв — р имеются максимумы и минимумы, хотя общий наклон кривых характеризует ухудшение спекаемости шихты с ростом р. В этом случае картина более сложна, и при учете влияния р надо анализировать проектируемый минералогический состав в целом. [c.247]
марки, состав, свойства и применение цемента ПЦ
Портландцемент (ПЦ) – наиболее распространенная разновидность строительных цементов, производство которых регламентирует ГОСТ 31108-2016. Это гидравлическое вяжущее, изготавливаемое из карбонатных пород (известняка, мела, кремнезема, глинозема), твердеет при затворении водой. Оно широко используется для изготовления цементно-песчаных растворов, бетонов, сухих строительных смесей различного назначения, применяемых в гражданском, промышленном, военном строительстве. Ассортимент различных видов и марок портландцемента позволяет выбрать подходящее вяжущее для индивидуального домостроения, массового многоэтажного строительства, сооружения объектов промышленного и инженерного назначения.
Состав портландцемента
Портландцемент получают спеканием сырьевой смеси, в состав которой входят глина (22-25 %) и известняк (75-78 %). Добыча известняка, залегающего на глубинах до 0,7-10 м, ведется открытым способом. Для изготовления портландцемента используется слой известняка желтовато-зеленоватого цвета.
Спеченная при высоких температурах гранулированная сырьевая смесь называется «клинкер». Именно его состав и характеристики определяют важные свойства цемента: прочность цементного камня и скорость ее нарастания, долговечность и стойкость к сложным эксплуатационным условиям отвердевших растворов и смесей, изготовленных на базе портландцемента.
Особенности производства портландцемента
Известняк от места добычи доставляют к месту производства портландцемента. Сырье сушат и осуществляют его первичный помол с введением специальных добавок. Полученную смесь обжигают. Образованный клинкер повторно перемалывают с введением активных добавок. Поскольку разные виды сырьевых смесей имеют индивидуальный состав, влажность и другие характеристики, каждое производство организуется по собственной технологии. Наиболее распространенные варианты:
Наиболее распространенные варианты:
- Сухой способ. Сырье во время или после первичного измельчения сушится. На обжиг материал поступает в сухом виде. Это наиболее экономичный вариант, не требующий затрат энергии на удаление лишней воды из шихты.
- Мокрый. Используется при производстве портландцемента из сырья, в состав которого входят мел, глина, железосодержащие добавки. Сырье измельчается в воде. Суспензия после удаления лишней воды обжигается в печи. В результате обжига получают небольшие шарики, из которых после тонкого помола образуется цемент.
- Комбинированный. Эта технология совмещает две предыдущие. Сырьевую смесь (шлам) готовят мокрым способом, после чего ее отправляют на фильтры. В результате фильтрования смесь осушается до 16-18 %. После фильтров сырье поступает на обжиг. Есть и другой вариант комбинированного способа. Шлам готовят сухим способом, добавляют в него воду, гранулируют. После обжига получают клинкер в виде гранул 10-15 мм.
 После обжига получают клинкер в виде гранул 10-15 мм.
После обжига получают клинкер в виде гранул 10-15 мм.
Технические характеристики портландцемента
Оценка качества портландцемента осуществляется по следующим характеристикам:
- Плотность. Эта величина определяется минералогическим составом материала. В рыхлом состоянии она находится в пределах 0,9-1,3 т/м3, в уплотненном – 1,5-2 т/м3.
- Период схватывания. Эта техническая характеристика является важным свойством портландцемента. Она зависит от минералогического состава сырья, тонкости помола, водоцементного соотношения, температуры окружающей среды. Схватывание должно начаться не ранее чем через 45 минут, а закончиться – не позже, чем через 12 часов после затворения портландцемента. По нормативам портландцемент, предназначенный для создания бетонных покрытий дорог, может схватываться только через 2 часа после его затворения.
- Тонкость помола. Эта величина, равная суммарной поверхности зерен в единице массы цемента, существенно влияет на технические характеристики материала, в частности, на скорость его твердения. У обычного портландцемента тонкость помола равна 2500-3000 см2/г, быстротвердеющего – 4000-6000 см2/г.
- Равномерность изменения объема во время твердения цементной лепешки. Это одна из главных технических характеристик портландцемента. Неравномерное схватывание характерно для вяжущего, в составе которого присутствует слишком большое количество свободной извести или оксида магния. Равномерность изменения объема измеряется на четырех лепешках, которые изготавливаются из цементного теста нормальной густоты. Испытания проводят способом кипячения. Цемент считается прошедшим испытания, если на лицевой стороне всех лепешек отсутствуют: сетка мелких трещин или крупные радиальные трещины, доходящие до края.
- Водоцементное соотношение (водопотребность). Этот термин означает количество воды, необходимое для изготовления продукта требуемой пластичности. Для портландцемента водоцементное соотношение составляет примерно 25 %. При необходимости его снижения в состав сырьевой смеси вводят пластификаторы.
- Водоотделение. Этот процесс происходит при твердении строительного раствора или смеси из-за опускания частиц вяжущего и заполнителей под действием силы тяжести. Вода может выступать на поверхности бетонного элемента, между слоями укладываемой смеси или раствора, вокруг частиц заполнителя или арматурных стержней. Наличие таких тонких водных пленок внутри бетонного элемента значительно снижает его прочность и долговечность.
- Морозостойкость. Это свойство характеризует способность отвердевшего цементно-песчаного слоя или бетонной конструкции, изготовленных на базе портландцемента, выдерживать циклы замерзания/оттаивания без потери рабочих характеристик.
- Коррозионная стойкость. Ее обычно разделяют на химическую и физическую коррозионную стойкость. Химическая коррозионная стойкость зависит от минералогического состава, а именно, от способности компонентов выдерживать воздействие химически агрессивных сред. Физическую коррозионную стойкость улучшают снижением пористости бетона, уменьшением радиуса пор и их обработкой гидрорфобизирующими составами.
- Тепловыделение. Это свойство характеризует величину тепла, выделяемого в процессе гидратации цемента. Портландцемент, слишком активно выделяющий большое количество тепла, нельзя использовать при строительстве массивных сооружений из-за большой разницы в температурах на поверхности и внутри бетонного элемента. Для регулирования тепловыделения цемента применяют специальные активные добавки.
 У обычного портландцемента тонкость помола равна 2500-3000 см2/г, быстротвердеющего – 4000-6000 см2/г.
У обычного портландцемента тонкость помола равна 2500-3000 см2/г, быстротвердеющего – 4000-6000 см2/г.

 Физическую коррозионную стойкость улучшают снижением пористости бетона, уменьшением радиуса пор и их обработкой гидрорфобизирующими составами.
Физическую коррозионную стойкость улучшают снижением пористости бетона, уменьшением радиуса пор и их обработкой гидрорфобизирующими составами.
Разновидности портландцемента
Все виды портландцемента делятся на бездобавочные и добавочные.
Бездобавочные ПЦ в качестве добавок содержат только гипс. Такие цементы используются для строительства надземных, подземных, подводных конструкций, изготовления железобетонных изделий, не контактирующих при эксплуатации с агрессивными средами. Активные минеральные добавки изменяют технические характеристики портландцемента в нужном направлении. С их помощью повышают водонепроницаемость, коррозионную стойкость и другие полезные свойства готовых продуктов, изготовленных на базе цемента.
С их помощью повышают водонепроницаемость, коррозионную стойкость и другие полезные свойства готовых продуктов, изготовленных на базе цемента.
В зависимости от присутствующих в составе добавок различают следующие разновидности портландцемента:
- Быстротвердеющий (БПЦ). Для этого цемента характерен быстрый набор прочности в первые дни после заливки смеси или раствора. В его составе преобладают трехкальциевый силикат и трехкальциевый алюминат. Он имеет очень высокую тонкость помола, поэтому быстро впитывает влагу из воздуха. При неправильном хранении такой цемент очень быстро теряет товарные характеристики. Быстротвердеющие портландцементы используются при производстве ЖБИ с высокой отпускной прочностью. Коррозионная стойкость быстротвердеющих цементов пониженная.
- Пластифицированный. Получают введением поверхностно-активных добавок. Применение этой разновидности портландцементов позволяет снизить водоцементное соотношение, повысить прочность и морозостойкость получаемых растворов и бетонов после твердения.
- Гидрофобный. При производстве гидрофобного портландцемента в состав клинкера добавляют гидрофобные ПАВ, которые образуют на зернах цемента водоотталкивающие пленки. Обычно в качества ПАВ востребованы продукты нефтепереработки. При хранении даже во влажных условиях такой цемент не портится, не слеживается и не комкуется. Строительные смеси и растворы на базе гидрофобного цемента отличаются хорошей пластичностью, а после твердения – водонепроницаемостью и морозостойкостью.
- Сульфатостойкий. Цемент изготавливают из клинкера, который имеет в составе пониженное содержание трехкальциевых силиката и алюмината. Такой портландцемент повышает стойкость бетона к коррозии при эксплуатации строительной конструкции в контакте с сульфатсодержащими средами.
- Белый. Цемент получают с использованием белых коалиновых глин, мела, чистых известняков. На основе белого ПЦ изготавливают цветные цементы путем добавления красящих пигментов.


- Шлакопортландцемент. Изготавливают совместным помолом портландцементного клинкера, гипса и доменного гранулированного шлака.
- Пуццолановый. Получают смешиванием портландцементного клинкера, активной миндобавки, гипса. Активные минеральные добавки, входящие в состав этого цемента, – вулканические туфы, пемзы, пеплы, трепел, золы тепловых электростанций. Это вяжущее активно используется при строительстве гидротехнических сооружений, подземных объектов.
Классы и марки прочности портландцементов
В соответствии с ГОСТом 31108-2016 основная характеристика портландцемента – прочность – определяется классом. Ранее это свойство характеризовала марка. Наиболее популярные портландцементы:
- В 32,5 (М400). Вид цемента, востребованный практически во всех областях частного и массового строительства, для изготовления ЖБИ, устройства дорожек, площадок, отмосток.
- В42,5 (М500). Портландцемент, имеющий прекрасные прочностные характеристики, применяется в ремонтно-строительных работах на объектах ответственного назначения, при восстановлении строительных конструкций после аварий, проведении дорожно-ремонтных работ.
- В52,5 (М600). Портландцемент, используемый при строительстве особо ответственных объектов.
 Портландцемент, имеющий прекрасные прочностные характеристики, применяется в ремонтно-строительных работах на объектах ответственного назначения, при восстановлении строительных конструкций после аварий, проведении дорожно-ремонтных работ.
Портландцемент, имеющий прекрасные прочностные характеристики, применяется в ремонтно-строительных работах на объектах ответственного назначения, при восстановлении строительных конструкций после аварий, проведении дорожно-ремонтных работ.
В каких случаях портландцемент не применяется?
При выборе вида цемента учитывают условия, в которых будет эксплуатироваться объект. Портландцементы с активными добавками, пуццолановые цементы не применяют в регионах с низкими температурами. Все виды портландцементов не используются:
- в соленых водах;
- в руслах рек проточного типа;
- в водоемах, имеющих в составе большое количество различных минералов.
Сульфатостойкий цемент подходит для применения только в статичных водах невысокой агрессивности. Для плотин, дамб, конструкций, эксплуатируемых в проточных водах, используют специальные виды цемента.
Состав цемента: характеристики и свойства цемента
Цемент – распространенный строительный материал, используемый чаще всего в качестве вяжущего в строительных смесях и растворах. Представляет собой мелкодисперсный порошок серого цвета с зеленоватым или другим оттенком. После взаимодействия с водой цемент и продукты на его основе образуют пластичную массу, которая при твердении трансформируется в искусственный камень.
Сырье для изготовления цемента
Сырьем для производства цемента являются горные породы, добываемые открытым способом:
- Карбонатные – мел, известняки, известняки-ракушечники, доломит, мергель, туф. В промышленном производстве используются в основном известняки. Точное количество компонента зависит от его свойств и минерального состава. Чем больше в составе породы веществ с кристаллической структурой, тем выше температура плавления.
- Глинистые – глина, глинистые сланцы, лесс, суглинки, монтмориллонит. Этот компонент осадочного происхождения разбухает при контакте с водой. Цель применения глинистых веществ – повышение пластичности смесей и растворов на базе цементного вяжущего.
- Добавки. Их перечень определяется в зависимости от свойств, которые необходимо получить. Обычно добавки содержать глинозем, железо, кремний. Для их изготовления используют различные производственные отходы – доменную пыль и другие.
 Этот компонент осадочного происхождения разбухает при контакте с водой. Цель применения глинистых веществ – повышение пластичности смесей и растворов на базе цементного вяжущего.
Этот компонент осадочного происхождения разбухает при контакте с водой. Цель применения глинистых веществ – повышение пластичности смесей и растворов на базе цементного вяжущего.
Единой формулы химического состава цемента не существует, так как производители предлагают большое количество разновидностей этого строительного материала с различными эксплуатационными характеристиками.
Наиболее распространен в строительстве портландцемент – без минеральных добавок и с минеральными добавками.
Существуют определенные ограничения по минимально допустимым ических соединений, из которых состоит портландцемент:
- CaO – 62%;
- SiO2 – 20%;
- Al2O3 – 4%;
- Fe2O3 – 2%;
- MgO – 1%.

Химические составы в процентах некоторых типов цементов
| Химический состав, % | Характеристика | ||||
| CaO | SiO2 | Al2O3 | Fe2O3 | Другие оксиды | |
| Портландцемент | |||||
| 63…66 | 21…24 | 4…8 | 2…4 | 3…5 | Нормально твердеющий |
| Глиноземистый цемент | |||||
| 35…43 | 5…10 | 39…47 | 2…15 | 1,5…2,5 | Быстро твердеющий |
Что такое цементный клинкер?
Основной компонент производства цемента – клинкер. Это промежуточный полуфабрикат, получаемый обжигом смеси известняка (мела, мергеля или других пород) в количестве 75% и 25% глины. Сырьевые компоненты плавятся с образованием гранул. Клинкер перемалывают и соединяют с молотыми добавками.
Сырьевые компоненты плавятся с образованием гранул. Клинкер перемалывают и соединяют с молотыми добавками.
Весь процесс изготовления цементного вяжущего можно условно разделить на 3 этапа:
- изготовление клинкера обжигом – основной процесс, наиболее затратный и трудоемкий;
- помол клинкера до образования тонкодисперсного порошка;
- смешивание клинкерного порошка с порошкообразными добавками.
Изготовление клинкера делится на следующие этапы:
- доставка сырья для клинкера на цементный завод;
- измельчение сырьевых компонентов;
- смешивание компонентов в пропорциях, указанных в техдокументации, для последующего обжига.
Технологии производства цемента
Существует несколько технологий производства цемента.
Конкретный вид производства определяется тем, из чего делают цемент:
- Мокрый. Клинкер изготавливается из мела, глины и воды. К измельченным компонентам добавляют воду. Влажную смесь (шлам) отправляют на обжиг. Полученный после обжига продукт транспортируют в холодильник. После охлаждения его измельчают, смешивают с добавками для получения необходимых свойств вяжущего. Эта технология требует финансовых затрат, поэтому производители в основном применяют другие. Но при необходимости получения цемента с прекрасными эксплуатационными свойствами применяют именно этот способ, позволяющий тонко корректировать состав сырья. Корректировка состава осуществляется в специальных бассейнах при температуре 1000°C.
- Сухой. Все компоненты – известняк, глина, добавки дробятся в сухом виде. Готовые порошки смешиваются в закрытых боксах с помощью подачи воздуха. Эта методика часто используется производителями, благодаря простоте реализации и относительно невысоким затратам. При производстве нет водяных испарений. Такой способ требует небольших затрат энергоносителей. Он оптимален для однородных сырьевых компонентов.
- Комбинированный. Эта технология сочетает элементы сухого и мокрого способов. Одна из этих технологий является основной, а вторая дополнительной. Если основной является мокрая методика, то сначала изготавливают сырьевой шлам, корректируют его состав, затем его обезвоживают и обжигают в печи, предназначенной для сухой технологии.
 Влажную смесь (шлам) отправляют на обжиг. Полученный после обжига продукт транспортируют в холодильник. После охлаждения его измельчают, смешивают с добавками для получения необходимых свойств вяжущего. Эта технология требует финансовых затрат, поэтому производители в основном применяют другие. Но при необходимости получения цемента с прекрасными эксплуатационными свойствами применяют именно этот способ, позволяющий тонко корректировать состав сырья. Корректировка состава осуществляется в специальных бассейнах при температуре 1000°C.
Влажную смесь (шлам) отправляют на обжиг. Полученный после обжига продукт транспортируют в холодильник. После охлаждения его измельчают, смешивают с добавками для получения необходимых свойств вяжущего. Эта технология требует финансовых затрат, поэтому производители в основном применяют другие. Но при необходимости получения цемента с прекрасными эксплуатационными свойствами применяют именно этот способ, позволяющий тонко корректировать состав сырья. Корректировка состава осуществляется в специальных бассейнах при температуре 1000°C.
 Эта технология сочетает элементы сухого и мокрого способов. Одна из этих технологий является основной, а вторая дополнительной. Если основной является мокрая методика, то сначала изготавливают сырьевой шлам, корректируют его состав, затем его обезвоживают и обжигают в печи, предназначенной для сухой технологии.
Эта технология сочетает элементы сухого и мокрого способов. Одна из этих технологий является основной, а вторая дополнительной. Если основной является мокрая методика, то сначала изготавливают сырьевой шлам, корректируют его состав, затем его обезвоживают и обжигают в печи, предназначенной для сухой технологии.
Цемент, независимо от того, из чего он состоит и каким способом приготовлен, складируется в специальных башнях – силосах, в которых, благодаря проветриванию, материал не слеживается, сохраняя рабочие характеристики.
К потребителю цемент поступает навалом или расфасованным в бумажные мешки.
Производство бесклинкерного цемента
Сырьем для бесклинкерного цемента являются доменный или гидравлические шлаки, активаторы и другие дополнительные компоненты. Смесь из подготовленных и взятых в нужных пропорциях компонентов, дробят и перемалывают до мелкодисперсного со стояния. Для бесклинкерного цемента характерны:
- устойчивость к различным воздействиям окружающей среды;
- экономичность производства, благодаря невысоким энергозатратам;
- утилизация отходов металлургических и других производств, что положительно влияет на состояние окружающей среды;
- различные цвета и свойства конечного продукта, которые можно получать без изменения основных этапов технологического процесса и привлечения дополнительного оборудования.

Основное оборудование для изготовления цемента
При производстве вяжущего используются следующие основные виды оборудования:
- техника для добычи сырья и его транспортировки к месту изготовления;
- линия дробления сырья;
- печи для высокотемпературной обработки;
- линия дробления полученного клинкера, дозирования и смешивания молотого клинкера с добавками;
- оборудование для фасовки готового продукта в бумажные мешки.
Типы цемента и сферы их использования
Выпускается множество разновидностей вяжущего с разными эксплуатационными и декоративными характеристиками. Основные виды:
- Портландцемент. Этот тонкодисперсный порошок серого цвета с зеленоватым оттенком является наиболее распространенным строительным материалом, широко используемым в индивидуальном, масштабном жилищном и промышленном строительстве. Отдельно не применяется. Выступает компонентом строительных смесей и растворов. В сочетании с песком и щебнем используется при производстве бетонных смесей. Из цемента и песка изготавливают сухие строительные смеси, поступающие в продажу фасованными в мешки, или пластичные цементно-песчаные растворы, доставляемые на строительную площадку в виде, готовом к применению. Пластифицирующие добавки регулируют время схватывания раствора и другие характеристики конечного продукта.
- Сульфатостойкий. Устойчив к химически активным средам. Применяется для бетонирования подземных и подводных конструкций.
- Глиноземный. В состав добавляют гипс и глиноземистый шлак, благодаря котором вяжущее быстро схватывается и приобретает марочную прочность. Глиноземный цемент используется при строительстве конструкций, работающих в условиях высокой влажности.
- Кислотоупорный. При его производстве используются кварцевый песок и кремнефтористый натрий. В качестве жидкости для затворения используется не вода, а жидкое стекло.
- Шлакопортландцемент. В состав этого вяжущего добавляют гранулы шлака (примерно 25%). Материал применяется в крупномасштабном строительстве.
 В сочетании с песком и щебнем используется при производстве бетонных смесей. Из цемента и песка изготавливают сухие строительные смеси, поступающие в продажу фасованными в мешки, или пластичные цементно-песчаные растворы, доставляемые на строительную площадку в виде, готовом к применению. Пластифицирующие добавки регулируют время схватывания раствора и другие характеристики конечного продукта.
В сочетании с песком и щебнем используется при производстве бетонных смесей. Из цемента и песка изготавливают сухие строительные смеси, поступающие в продажу фасованными в мешки, или пластичные цементно-песчаные растворы, доставляемые на строительную площадку в виде, готовом к применению. Пластифицирующие добавки регулируют время схватывания раствора и другие характеристики конечного продукта.

Виды цемента
• Портландцемент
Портландцемент и его разновидности являются основными вяжущими веществами в строительстве. Портландцементом называют гидравлическое вяжущее вещество, получаемое тонким помолом портландцемнтного клинкера с гипсом, а также со специальными добавками.
Порталандцементный клинкер — продукт обжига до спекания тонкодисперсной однородной сырьевой смеси, состоящей из известняка и глины или некоторых материалов (мергеля, доменного шлака и прочие). При обжиге обеспечивается преимущественное содержание в клинкере высокоосновных силикатов кальция. Для регулирования сроков схватывания портландцемента в клинкер при помоле добавляют двуводный гипс в количестве 1,5-3,5% (по массе цемента в пересчете на SO3). По составу различают: портландцемент без добавок; портландцемент с минеральными добавками; шлакопортландцемент и другие.
• Белый цемент
Белый портландцемент. Обыкновенный портландцемент имеет зеленовато-серый цвет из-за относительно высокого содержания в нем окрашивающих окислов: окиси железа и окиси марганца. Клинкер же, не содержащий этих окислов или содержащий их в незначительном количестве (Fe2O3 0,3-0,5%, MnO до 0,03%), имеет белый цвет. Это достигается применением соответствующего сырья — белых частиц глин, каолинов и известняков с минимальным содержанием указанных окислов. Белый портландцемент в отличие от обыкновенного имеет повышенный силикатный модуль (3,0-3,8) и весьма высокий глиноземистый модуль (10 и более), а коэффициент насыщения ниже, чем у обыкновенного, — 0,80-0,87. в соответствии с этим клинкер белого портландцемента имеет следующий минералогический состав: C3S 38-44%; C2S 35-37%; C3A 15-16%; C4AF 1-2%, т.е. он практически не содержит алюмоферритов кальция. Обжиг клинкера белого портландцемента производится при более высокой температуре вследствие малого содержания плавней. Для повышения белизны цемента клинкер при выходе из печи «отбеливают», резко охлаждая водой до температуры 500-6000 С, или воздействуют бескислородной восстановительной средой при температуре 800-10000 С с последующим охлаждением в бескислородной среде до 200-3000 С. При резком охлаждении и в результате действия восстановительной среды увеличивается степень белизны клинкера за счет перехода части окисного железа в закисное а также вследствие образования алюмоферрита кальция, связывающего большее количество Fe2O3, C6AF2. В соответствии с требованиями ГОСТ 965-66 белый портландцемент делится на марки 300,400 и 500, а по степени белизны подразделяется на три сорта: высший, БЦ-1 и БЦ-2, определяемые по коэффициенту яркости относительно BaSO4. Белый портландцемент должен содержать не более 6% белого диатомита и не более 10% инертной минеральной добавки (известняка, кварцевого песка). Окиси магния в клинкере должно быть не более 4%. Остальные требования те же, что и для обыкновенного портландцемента.
Для повышения белизны цемента клинкер при выходе из печи «отбеливают», резко охлаждая водой до температуры 500-6000 С, или воздействуют бескислородной восстановительной средой при температуре 800-10000 С с последующим охлаждением в бескислородной среде до 200-3000 С. При резком охлаждении и в результате действия восстановительной среды увеличивается степень белизны клинкера за счет перехода части окисного железа в закисное а также вследствие образования алюмоферрита кальция, связывающего большее количество Fe2O3, C6AF2. В соответствии с требованиями ГОСТ 965-66 белый портландцемент делится на марки 300,400 и 500, а по степени белизны подразделяется на три сорта: высший, БЦ-1 и БЦ-2, определяемые по коэффициенту яркости относительно BaSO4. Белый портландцемент должен содержать не более 6% белого диатомита и не более 10% инертной минеральной добавки (известняка, кварцевого песка). Окиси магния в клинкере должно быть не более 4%. Остальные требования те же, что и для обыкновенного портландцемента. На основе белого цемента приготовляют цветные цементы, добавляя при помоле белого клинкера пигменты — тонкоизмельченные минеральные красители: мумию (красный пигмент), умбру (коричневый), охру (желтый), окись хрома (зеленый), сажу (черный), ультрамарин (синий).
На основе белого цемента приготовляют цветные цементы, добавляя при помоле белого клинкера пигменты — тонкоизмельченные минеральные красители: мумию (красный пигмент), умбру (коричневый), охру (желтый), окись хрома (зеленый), сажу (черный), ультрамарин (синий).
• Быстротвердеющий цемент
Быстротвердеющий портландцемент отличается от обыкновенного более интенсивным нарастанием прочности в начальной период твердения. Получить его можно либо путем более тонкого помола обычного клинкера, либо применением клинкера определенного минералогического состава. Однако повышать тонкость помола цемента невыгодно, так как это снижает производительность помольного оборудования и увеличивает расход электроэнергии. Поэтому более выгодный путь получения быстротвердеющего цемента — регулирование минералогического состава клинкера. Цементы с высоким суммарным содержанием трехкальциевого силиката и трехкальциевого алюмината (не менее 60%) оказываются, как правило, быстротвердеющими. При этом содержание C3S должно быть не менее 50-52%, а С3А — 8-10%. Ускорению твердения цемента в начальный период способствует также уменьшениељ содержания в нем активных минеральных добавок. Содержание последних в быстротвердеющем портландцементе не должно превышать 10%; исключение составляют доменные гранулированные шлаки, которые обладают некоторыми вяжущими свойствами, а потому их содержание в быстротвердеющем портландцементе допускается не более 15%. По ГОСТ 10178-62 БТЦ через 3 суток твердения в стандартных условиях в растворе 1 : 3 должен иметь предел прочности при изгибе не менее 40 кгс/см2 . 28-суточная прочность быстротвердеющего портландцемента не регламентированная и характеризуется примерной маркой 400. Тонкость помола БТЦ выше, чем у обычного портландцемента (2500-3000 см/г2), и составляет 3500-4000 см/г2. Разновидностью быстротвердеющего портландцемента является особо быстротвердеющий портландцемент (ОБТЦ). Отличается он отљ БТЦ еще более интенсивным темпом нарастания прочности в начальной период твердения.
При этом содержание C3S должно быть не менее 50-52%, а С3А — 8-10%. Ускорению твердения цемента в начальный период способствует также уменьшениељ содержания в нем активных минеральных добавок. Содержание последних в быстротвердеющем портландцементе не должно превышать 10%; исключение составляют доменные гранулированные шлаки, которые обладают некоторыми вяжущими свойствами, а потому их содержание в быстротвердеющем портландцементе допускается не более 15%. По ГОСТ 10178-62 БТЦ через 3 суток твердения в стандартных условиях в растворе 1 : 3 должен иметь предел прочности при изгибе не менее 40 кгс/см2 . 28-суточная прочность быстротвердеющего портландцемента не регламентированная и характеризуется примерной маркой 400. Тонкость помола БТЦ выше, чем у обычного портландцемента (2500-3000 см/г2), и составляет 3500-4000 см/г2. Разновидностью быстротвердеющего портландцемента является особо быстротвердеющий портландцемент (ОБТЦ). Отличается он отљ БТЦ еще более интенсивным темпом нарастания прочности в начальной период твердения. Получают особо быстротвердеющий портландцемент так же, как и БТЦ. Минералогический состав клинкера особо быстротвердеющего портландцемента ОБТЦ должен быть таким, чтобы содержание трехкальциевого силиката в нем было 60% и более, а трехкальциевого алюмината — не более 8%. Особо быстротвердеющий портландцемент марки 600 должен в односуточном возрасте иметь предел прочности при сжатии 200-250 кгс/см2, а в трехсуточном — 300-350 кгс/см2. ОБТЦ измельчают до удельной поверхности 4000-4500 см/г2. При весьма тонком измельчении содержание гипса в этом цементе желательно довести до 4% (в расчете на SO3), т.е. несколько выше предела, допускаемого стандартом (3,5%). Добавка 5-8% трепела способствует равномерному росту прочности к 28-суточному возрасту, хотя при этом несколько снижается односуточная прочность.
Получают особо быстротвердеющий портландцемент так же, как и БТЦ. Минералогический состав клинкера особо быстротвердеющего портландцемента ОБТЦ должен быть таким, чтобы содержание трехкальциевого силиката в нем было 60% и более, а трехкальциевого алюмината — не более 8%. Особо быстротвердеющий портландцемент марки 600 должен в односуточном возрасте иметь предел прочности при сжатии 200-250 кгс/см2, а в трехсуточном — 300-350 кгс/см2. ОБТЦ измельчают до удельной поверхности 4000-4500 см/г2. При весьма тонком измельчении содержание гипса в этом цементе желательно довести до 4% (в расчете на SO3), т.е. несколько выше предела, допускаемого стандартом (3,5%). Добавка 5-8% трепела способствует равномерному росту прочности к 28-суточному возрасту, хотя при этом несколько снижается односуточная прочность.
• Водонепроницаемый расширяющийся цемент
Водонепроницаемый расширяющийся цемент представляет собой быстросхватывающее и быстротвердеющее гидравлическое вяжущее вещество получаемое путем совместного помола и тщательного смешивания измельченных глиноземистого цемента гипса и высокоосновного гидроалюмината кальция. Цемент характеризуется быстрым схватыванием: начало процесса-ранее 4 мин. конец не позднее 10 мин. с момента затворения. Линейное расширение образцов из цементного теста твердеющих в воде в течении 1 сут. должно быть в пределах 03-1%. ВРЦ применяют для зачеканки и гидроизоляции швов тюбингов раструбных соединений создания гидроизоляционных покрытий заделки стыков и трещин в железобетонных конструкциях и т.д.
Цемент характеризуется быстрым схватыванием: начало процесса-ранее 4 мин. конец не позднее 10 мин. с момента затворения. Линейное расширение образцов из цементного теста твердеющих в воде в течении 1 сут. должно быть в пределах 03-1%. ВРЦ применяют для зачеканки и гидроизоляции швов тюбингов раструбных соединений создания гидроизоляционных покрытий заделки стыков и трещин в железобетонных конструкциях и т.д.
• Гидрофобный цемент
Гидрофобный портландцемент получают введением при помоле обыкновенного портландцемента гидрофобизующей добавки. К таким добавкам относятся: асидол, асидол-мылонафт, мылонафт (ГОСТ 13302-67), олеиновая кислота или окисленный петролатум. Добавки вводят в количестве 0,06-0,30% от массы цемента в пересчете на сухое вещество. Оптимальное содержание добавки устанавливается для каждого цемента опытным путем и зависит от вида добавки, тонкости помола и минералогического состава клинкера. Требования стандарта к гидрофобному портландцементу остаются теми же, что и к обыкновенному, но, кроме того, гидрофобный цемент должен обладать специальным свойством — он не должен впитывать в себя воду в течение 5 мин. Гидрофобный портландцемент отличается от обыкновенного пониженной гигроскопичностью. Пониженная гигроскопичность позволяет сохранять активность цемента при длительном транспортировании и хранении даже во влажной среде и предотвращает слипание в комья при кратковременном действии воды. Кроме того, гидрофобные цементы придают бетонам повышенную морозостойкость и водонепроницаемость. При использовании гидрофобного портландцемента несколько повышается подвижность и удобоукладываемость бетонных смесей.
Гидрофобный портландцемент отличается от обыкновенного пониженной гигроскопичностью. Пониженная гигроскопичность позволяет сохранять активность цемента при длительном транспортировании и хранении даже во влажной среде и предотвращает слипание в комья при кратковременном действии воды. Кроме того, гидрофобные цементы придают бетонам повышенную морозостойкость и водонепроницаемость. При использовании гидрофобного портландцемента несколько повышается подвижность и удобоукладываемость бетонных смесей.
• Глинозёмистый цемент
Глинозёмистый цемент — быстротвердеющее гидравлическое вяжущее вещество; продукт тонкого измельчения клинкера получаемого обжигом (до плавления или спекания) сырьевой смеси состоящей из бокситов и известняков. Обжиг и плавление сырьевой смеси производят в доменных электрических вращающихся печах или в вагранках. По содержанию Al2O3 в готовом продукте различают обычный глинозёмистый цемент (до 55%) и высокоглинозёмистый цемент (до 70%). температура плавления сырьевой шихты обычного глинозёмистого цемента 1450-1480 С высокоглинозёмистого цемента — 1700-1750 С. Глинозёмистый цемент характеризуется быстрым нарастанием прочности высокой экзотермией при твердении повышенной стойкостью против коррозии в сульфатных средах и высокой огнеупорностью. По сравнению с портландцементом глинозёмистый цемент обеспечивает получение бетонов и растворов большей плотности и водонепроницаемости.
температура плавления сырьевой шихты обычного глинозёмистого цемента 1450-1480 С высокоглинозёмистого цемента — 1700-1750 С. Глинозёмистый цемент характеризуется быстрым нарастанием прочности высокой экзотермией при твердении повышенной стойкостью против коррозии в сульфатных средах и высокой огнеупорностью. По сравнению с портландцементом глинозёмистый цемент обеспечивает получение бетонов и растворов большей плотности и водонепроницаемости.
• Карбонатный цемент
Карбонатный портландцемент представляет собой продукт совместного тонкого измельчения клинкера с 25-30% карбонатных пород. Карбонатный цемент характеризуется следующими основными показателями: тонкость помола должна соответствовать удельной поверхности не менее 3500 см2 /г, при этом остаток на сите — 02 должен не превышать 2%, а через сито — 008 должно проходить не менее 92% материала; начало схватывания должно наступать не ранее чем через 30 мин., а конец — не позднее чем через 5 ч. Для изготовления этого цемента желательно использовать клинкер с возможно более высоким содержанием C3А и C4AF. При твердении карбонатного портландцемента выделяется меньшее количество тепла, чем при гидратации обычного портландцемента. Кроме того, он характеризуется повышенной стойкостью в углекислых средах вследствие защитного действия углекислого кальция.
При твердении карбонатного портландцемента выделяется меньшее количество тепла, чем при гидратации обычного портландцемента. Кроме того, он характеризуется повышенной стойкостью в углекислых средах вследствие защитного действия углекислого кальция.
• Магнезиальный цемент
Магнезиальный цемент. Для устройства магнезиальных полов используется магнезиальное вяжущее представляющее собой тонкодисперсный порошок активной частью которого является оксид магния. Оксид магния в свою очередь есть продукт умеренного обжига природных карбонатных пород магнезита или доломита. При затворении водой оксид магния гидратируется очень медленно проявляя при этом слабые вяжущие свойства. Однако при затворении водными растворами некоторых солей образуется прочный цементный камень. В частности при затворении хлористым магнием (бишофитом) получается вяжущее именуемое цементом Сореля. Многие свойства магнезиальных цементов лучше чем у портландцемента: они обладают эластичностью стойкостью к действию масел смазок органических растворителей щелочей и солей не требуют влажного хранения в процессе твердения обеспечивают высокую огнестойкость и низкую теплопроводность хорошие износостойкость и прочность при сжатии и изгибе в раннем возрасте. Очень существенным является то обстоятельство что магнезиальные вяжущие вещества характеризуются повышенной прочностью сцепления с различными видами заполнителей как неорганических так и органических. Все эти качества обусловливают их применение в абразивном производстве (жерноточильные круги) для изготовления теплоизоляционных изделий (пено- и газомагнезит) и перегородок подоконных плит лестничных ступеней реже — для облицовочных плиток внутренней части помещения и малых архитектурных форм. Однако главным их использованием было и остается устройство бесшовных монолитных полов. Применять магнезиальные цементы для этих целей стали уже в конце XIX-начале XX века и изготавливались при этом так называемые ксилолитовые полы и плиты. Ксилолит — это бетон на магнезиальном вяжущем включающий в себя в качестве наполнителя древесные опилки. Позже появились изделия из фибролита в котором наполнителем служили различные волокна. Такие полы являлись беспыльными (в силу низкой истираемости) довольно хорошо циклевались их можно было натирать мастиками.
Очень существенным является то обстоятельство что магнезиальные вяжущие вещества характеризуются повышенной прочностью сцепления с различными видами заполнителей как неорганических так и органических. Все эти качества обусловливают их применение в абразивном производстве (жерноточильные круги) для изготовления теплоизоляционных изделий (пено- и газомагнезит) и перегородок подоконных плит лестничных ступеней реже — для облицовочных плиток внутренней части помещения и малых архитектурных форм. Однако главным их использованием было и остается устройство бесшовных монолитных полов. Применять магнезиальные цементы для этих целей стали уже в конце XIX-начале XX века и изготавливались при этом так называемые ксилолитовые полы и плиты. Ксилолит — это бетон на магнезиальном вяжущем включающий в себя в качестве наполнителя древесные опилки. Позже появились изделия из фибролита в котором наполнителем служили различные волокна. Такие полы являлись беспыльными (в силу низкой истираемости) довольно хорошо циклевались их можно было натирать мастиками. Полы были гигиеничны негорючи и долговечны. Однако и в этом их существенный недостаток магнезиальные бетонные полы характеризовались низкой водостойкостью и требуют защиты от увлажнения особенно снизу от капиллярного подсоса воды через основание и сбоку через стены. В связи с этим а также с дефицитностью сырья ( в первую очередь магнезиты используют для получения огнеупоров) перспектив у магнезиальных вяжущих не было. И только теперь с появлением новых месторождений а также с расширяющимися возможностями химии полимеров магнезиальные полы получили новый взлет. Используя различные полимеры производители полов имеют возможность таким образом отгрунтовать поверхность основания на которое укладывается магнезиальный бетон чтобы грунтовка одновременно служила и гидроизоляцией и была паропроницаемой. Полимерная пропитка верхнего слоя ( на толщину 2-Змм) позволяет оградить от проникновения внутрь бетона влаги сверху. Кроме того используя новые технологии и материалы как органические так и неорганические можно получить водостойкое магнезиальное вяжущее.
Полы были гигиеничны негорючи и долговечны. Однако и в этом их существенный недостаток магнезиальные бетонные полы характеризовались низкой водостойкостью и требуют защиты от увлажнения особенно снизу от капиллярного подсоса воды через основание и сбоку через стены. В связи с этим а также с дефицитностью сырья ( в первую очередь магнезиты используют для получения огнеупоров) перспектив у магнезиальных вяжущих не было. И только теперь с появлением новых месторождений а также с расширяющимися возможностями химии полимеров магнезиальные полы получили новый взлет. Используя различные полимеры производители полов имеют возможность таким образом отгрунтовать поверхность основания на которое укладывается магнезиальный бетон чтобы грунтовка одновременно служила и гидроизоляцией и была паропроницаемой. Полимерная пропитка верхнего слоя ( на толщину 2-Змм) позволяет оградить от проникновения внутрь бетона влаги сверху. Кроме того используя новые технологии и материалы как органические так и неорганические можно получить водостойкое магнезиальное вяжущее. Такие материалы и технологии наша фирма имеет на вооружении и невозможности использует их на объектах.
Такие материалы и технологии наша фирма имеет на вооружении и невозможности использует их на объектах.
• Напрягающий цемент
Напрягающий цемент — разновидность расширяющегося цемента получаемая совместным помолом портландцементного клинкера (65%) глинозёмистого шлака (15%) гипсового камня и извести (5%). Напрягающий цемент — быстросхватывающееся и быстротвердеющее вяжущее: прочность растворов (состава 1:1) через 1 сутки достигает 20-30 Мн/м2 (200-300 кгс/см2). Затвердевший напрягающий цемент обладает высокой водонепроницаемостью. Расширяясь в процессе твердения напрягающий цемент развивает высокое давление — 3-4 Мн/м2 (30-40 кгс/см2) которое может быть использовано для получения предварительно напряжённых железобетонных конструкций с натяжением арматуры в одном или нескольких направлениях. Напрягающий цемент целесообразно применять для производства напорных труб возведения ёмкостных сооружений и некоторых тонкостенных железобетонных конструкций.
• Песчанистый цемент
Песчанистый портландцемент получается путем совместного тонкого помола клинкера, добавки гипса и примерно 40% кварцевого песка. Отличительной особенностью этого цемента является пониженное тепловыделение при гидратации.
Отличительной особенностью этого цемента является пониженное тепловыделение при гидратации.
• Пластифицированный цемент
Пластифицированный портландцемент получают введением при помоле обыкновенного портландцемента пластифицирующих поверхностно-активных добавок. В качестве поверхностно-активных добавок применяют концентраты сульфитно-спиртовой бражки (СДБ), удовлетворяющей требованиям МРТУ 13-04-35-66. Добавка вводится в сухом виде или в виде водного раствора в количестве 0,15-0,25% от массы цемента в пересчете на сухое вещество. Оптимальное содержание добавки для данного цемента устанавливается опытным путем и зависит от минералогического состава клинкера, тонкости помола цемента и содержания в нем гидравлических добавок. Основные свойства пластифицированного портландцемента и требования, предъявляемые к ним стандартом, те же, что и у обыкновенного портландцемента, за исключением требования к его пластичности. Раствор из смеси пластифицированного портландцемента с нормальным песком состава 1 : 3 при водоцементном отношении, равном 0,40, должен обладать такой пластичностью, при которой расплыв конуса из этого раствора после 30 встряхиваний составляет не менее 125 мм. Обыкновенный портландцемент при этих же условиях дает расплыв конуса 105-110 мм. Пластифицированный портландцемент отличается от обыкновенного способностью придавать бетонным смесям повышенную подвижность (текучесть), что обеспечивает их более легкую укладку и уплотнение при формировании бетонных изделий. Так как подвижность бетонных смесей зависит в основном от содержания воды, то применение пластифицированного портландцемента позволяет уменьшить водосодержание смеси без изменения ее подвижности. Это в свою очередь позволяет сэкономить цемент, повысить прочность и морозостойкость бетона.
Обыкновенный портландцемент при этих же условиях дает расплыв конуса 105-110 мм. Пластифицированный портландцемент отличается от обыкновенного способностью придавать бетонным смесям повышенную подвижность (текучесть), что обеспечивает их более легкую укладку и уплотнение при формировании бетонных изделий. Так как подвижность бетонных смесей зависит в основном от содержания воды, то применение пластифицированного портландцемента позволяет уменьшить водосодержание смеси без изменения ее подвижности. Это в свою очередь позволяет сэкономить цемент, повысить прочность и морозостойкость бетона.
• Пуццолановый цемент
Пуццолановый цемент собирательное название группы цементов в состав которых входит не менее 20% активных минеральных добавок. Термин «пуццолановый цемент» происходит от названия рыхлой вулканической породы- пуццоланы применявшейся ещё в Древнем Риме в качестве добавки к извести для получения гидравлического вяжущего т. н. известково-пуццоланового цемента. В современном строительстве основной вид пуццоланового цемента — пуццолановый портландцемент получаемый совместным помолом портландцементного клинкера (60-80%) активной минеральной добавки (20-40%) и небольшого количества гипса. От обычного портландцемента он отличается повышенной коррозионной стойкостью (особенно в мягких и сульфатных водах) меньшей скоростью твердения и пониженной морозостойкостью. Пуццолановый цемент применяют в основном для получения бетонов используемых в подводных и подземных сооружениях.
В современном строительстве основной вид пуццоланового цемента — пуццолановый портландцемент получаемый совместным помолом портландцементного клинкера (60-80%) активной минеральной добавки (20-40%) и небольшого количества гипса. От обычного портландцемента он отличается повышенной коррозионной стойкостью (особенно в мягких и сульфатных водах) меньшей скоростью твердения и пониженной морозостойкостью. Пуццолановый цемент применяют в основном для получения бетонов используемых в подводных и подземных сооружениях.
• Расширяющийся цемент
Расширяющийся цемент — собирательное название группы цементов обладающих способностью увеличиваться в объёме в процессе твердения. У большинства расширяющихся цементов расширение происходит в результате образования в среде гидратирующегося вяжущего вещества высокоосновных гидросульфоалюминатов кальция объём которых вследствие большого количества химически связанной воды значительно (в 15-25 раза) превышает объём исходных твёрдых компонентов.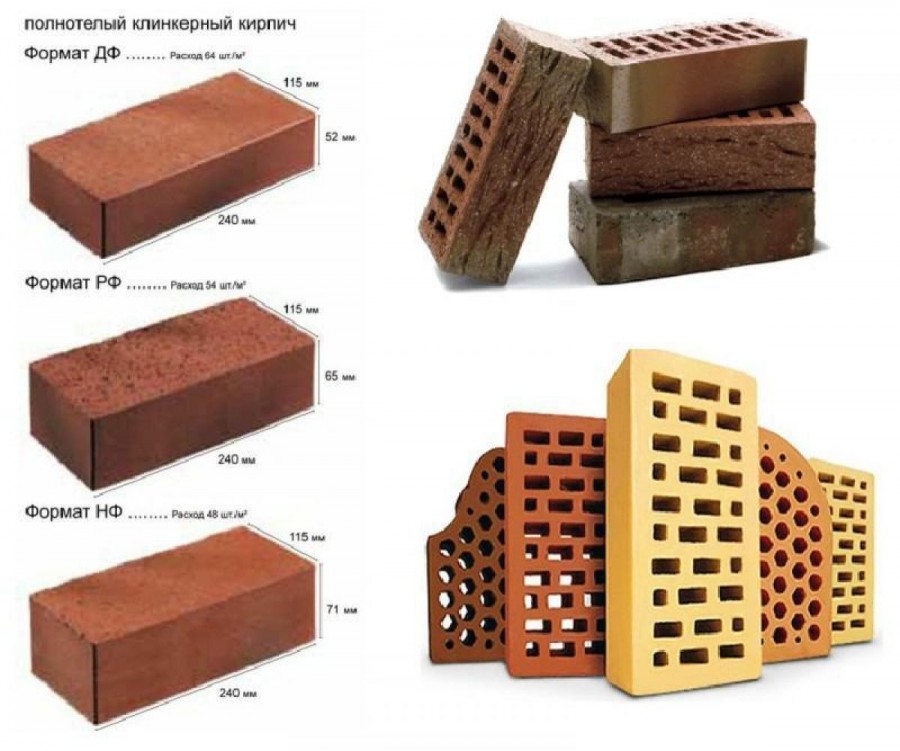 Полное расширение расширяющегося цемента составляет 02-2%. Прочность расширяющегося цемента 30-50 Мн/м2. В СССР наибольшее распространение среди расширяющихся цементов получили водонепроницаемый расширяющийся цемент расширяющийся портландцемент гипсоглинозёмистый расширяющийся портландцемент а также напрягающий цемент. Все расширяющиеся цементы лучше твердеют и показывают большее расширение во влажных условиях. Благодаря высокой водонепроницаемости расширяющиеся цементыприменяются для заделки стыков сборных железобетонных конструкций создания надёжной гидроизоляции при возведении некоторых гидротехнических сооружений производстве напорных железобетонных труб и т.п.
Полное расширение расширяющегося цемента составляет 02-2%. Прочность расширяющегося цемента 30-50 Мн/м2. В СССР наибольшее распространение среди расширяющихся цементов получили водонепроницаемый расширяющийся цемент расширяющийся портландцемент гипсоглинозёмистый расширяющийся портландцемент а также напрягающий цемент. Все расширяющиеся цементы лучше твердеют и показывают большее расширение во влажных условиях. Благодаря высокой водонепроницаемости расширяющиеся цементыприменяются для заделки стыков сборных железобетонных конструкций создания надёжной гидроизоляции при возведении некоторых гидротехнических сооружений производстве напорных железобетонных труб и т.п.
• Сульфатостойкий цемент
Сульфатостойкий портландцемент отличается от обыкновенного более высокой стойкостью в сульфатных водах. Причиной разрушения отвердевшего цемента в воде, содержащей растворенные сульфаты, является взаимодействие сернокислого кальция с трехкальциевым алюминатом по реакции C3AH6 + 3CaSO4 * 2h3O + 19h3OC3A * 3CaSO4 * 31h3O. Образующийся гидросульфоалюминат кальция, называемый из-за своего разрушающего действия «сульфоалюминатной бациллой», значительно увеличивается в объеме по сравнению с общим объемом исходных материалов — трехкальциевого алюмината и гипса — за счет присоединения большого количества воды. Это вызывает появление в цементном камне растягивающих напряжений и последующее его разрушение. Одним из основных путей получения сульфатостойкого цемента является уменьшение содержания в клинкере трехкальциевого алюмината, на первом этапе взаимодействия которого с водой образуется при недостатке гипса трехкальциевый гидроалюминат. Сульфатостойкость и водостойкость портландцемента снижаются при высоком содержании в клинкере трехкальциевого силиката, который при гидрации выделяет легкорастворимый гидрат окиси кальция. По указанном причинам клинкер сульфатостойкого портландцемента должен содержать трехкальциевого силиката не более 50%; трехкальциевого алюмината не более 5%, а сумма трехкальциевого алюмината и четырехкальциевого алюмоферрита должна составлять не более 22%.
Образующийся гидросульфоалюминат кальция, называемый из-за своего разрушающего действия «сульфоалюминатной бациллой», значительно увеличивается в объеме по сравнению с общим объемом исходных материалов — трехкальциевого алюмината и гипса — за счет присоединения большого количества воды. Это вызывает появление в цементном камне растягивающих напряжений и последующее его разрушение. Одним из основных путей получения сульфатостойкого цемента является уменьшение содержания в клинкере трехкальциевого алюмината, на первом этапе взаимодействия которого с водой образуется при недостатке гипса трехкальциевый гидроалюминат. Сульфатостойкость и водостойкость портландцемента снижаются при высоком содержании в клинкере трехкальциевого силиката, который при гидрации выделяет легкорастворимый гидрат окиси кальция. По указанном причинам клинкер сульфатостойкого портландцемента должен содержать трехкальциевого силиката не более 50%; трехкальциевого алюмината не более 5%, а сумма трехкальциевого алюмината и четырехкальциевого алюмоферрита должна составлять не более 22%. Сульфатостойкий портландцемент выпускают двух марок — 300 и 400. введение активных минеральных добавок в этот цемент не допускается, так как они снижают морозостойкость бетона.
Сульфатостойкий портландцемент выпускают двух марок — 300 и 400. введение активных минеральных добавок в этот цемент не допускается, так как они снижают морозостойкость бетона.
• Тампонажный цемент
Тампонажный цемент — разновидность портландцемента; предназначен для цементирования нефтяных и газовых скважин. Тампонажный цемент изготовляют совместным тонким измельчением клинкера и гипса. В СССР выпускают тампонажный цемент двух видов: для так называемых холодных (с температурой до 40 С) и горячих (до 75 С) скважин. Тампонажный цемент применяют в виде цементного теста содержащего 40-50% воды.
• Шлаковый цемент
Шлаковый цемент — общее название цементов получаемых совместным помолом гранулированных доменных шлаков с добавками-активизаторами (известь строительный гипс ангидрит и др.) или смешением этих раздельно измельченных компонентов. Различают Ш. ц. известково-шлаковый с содержанием извести 10-30% и гипса до 5% от массы цемента и сульфатно-шлаковый с содержанием гипса или ангидрита 15-20% портландцемента до 5% или извести до 2%. Шлаковый цемент применяют для получения строительных растворов и бетонов используемых преимущественно в подземных и подводных сооружениях. Известково-шлаковый цемент наиболее эффективен в производстве автоклавных материалов иизделий.
Шлаковый цемент применяют для получения строительных растворов и бетонов используемых преимущественно в подземных и подводных сооружениях. Известково-шлаковый цемент наиболее эффективен в производстве автоклавных материалов иизделий.
Качество клинкера зависит от состава сырья.
*
Выберите страну / regionUnited StatesCanadaAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia и HerzegovinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCape VerdeCayman IslandsCentral африканских RepublicChadChileChinaChristmas IslandCocos (Килинг) IslandsColombiaComorosCongoCongo, Демократическая Республика ofCook IslandsCosta RicaCote D’IvoireCroatiaCubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland (Мальвинские) острова Фарерские IslandsFijiFinlandFmr Югославская Республика МакедонияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГвинеяГвинея-БисауГайанаГаити Херд и Макдональд IslandsHoly Престол (Ватикан) HondurasHong KongHungaryIcelandIndiaIndonesiaIran (Исламская Республика) IraqIrelandIsraelItalyJamaicaJapanJordanKazakstanKenyaKiribatiKorea, Корейские Народно-Демократической RepKorea, Республика ofKuwaitKyrgyzstanLao Народный Демократической RepLatviaLebanonLesothoLiberiaLibyan Arab JamahiriyaLiechtensteinLithuaniaLuxembourgMacauMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Федеративные StatesMoldova, Республика ofMonacoMongoliaMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua Нового GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint HelenaSaint Киттс и НевисСент-ЛюсияСент-Пьер и МикелонСамоаСан-МариноСао-Томе и ПринсипиСаудовская АравияСенегалСейшельские островаСьерра-ЛеонеСингапурСловацкий iaSloveniaSolomon IslandsSomaliaSouth AfricaSpainSri LankaSth Georgia & Sth Sandwich Институт социальных Винсент и GrenadinesSudanSurinameSvalbard и Ян MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, провинция ChinaTajikistanTanzania, Объединенная Республика ofThailandTogoTokelauTongaTrinidad и TobagoTunisiaTurkeyTurkmenistanTurks и Кайкос IslandsTuvaluUgandaUkraineUnited арабских EmiratesUnited KingdomUruguayUS Minor Отдаленные IslandsUzbekistanVanuatuVenezuelaVietnamVirgin острова (Британские) Виргинские острова (U. S.) Острова Уоллис и Футуна Западная Сахара Йемен Югославия Замбия Зимбабве
S.) Острова Уоллис и Футуна Западная Сахара Йемен Югославия Замбия Зимбабве
Влияние и контроль химического состава клинкера для производства цемента
Сануси Нуху 1, 2 , Самила Ладан 3 , Абубакар Умар Мухаммад 4
1 Департамент химической инженерии, Политехнический институт Умару Али Шинкафи Сокото, Нигерия
2 Студент, факультет химической инженерии, Университет Ахмаду Белло Зария, Нигерия
3 Департамент мониторинга и оценки, Целевой фонд высшего образования, Нигерия
4 Факультет чистых и прикладных наук, Университет Усмана Данфодийо Сокото, Нигерия
Для корреспонденции: Сануси Нуху, Департамент химического машиностроения, Политехнический институт Умару Али Шинкафи, Сокото, Нигерия.
| Электронная почта: |
© 2020 Автор (ы). Опубликовано Scientific & Academic Publishing.
Опубликовано Scientific & Academic Publishing.
Эта работа находится под лицензией Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/
Аннотация
В этом исследовании основное внимание уделялось изучению эффектов и способов контроля химического состава клинкера для лучшего производства цемента.Цемент — это вещество, получаемое путем измельчения смеси глины и известняка и нагревания до температуры 1450 ° C, при которой химическое превращение происходит внутри печи с образованием нового соединения, называемого клинкером. Методология данной исследовательской работы: 10 образцов клинкера собирали на пластинчатом конвейере, 10 г каждого образца взвешивали, измельчали и гранулировали с помощью пиридина и связующего агента. Затем образец был подвергнут рентгеновскому анализатору для определения минералогического состава клинкера, обнаруженных минералов и оксидов; C 3 S, C 2 S, C 3 A и C 4 AF и CaO, SiO 2 , Al 2 O 3 и Fe 2 O 3 .Другие модули упругости цемента, такие как LSF, AM и SM, были рассчитаны с использованием уравнения Богога. Из результатов на рис.8 показано увеличение начальной прочности цемента в результате увеличения AM, на рис.10 показано снижение начальной прочности цемента в результате увеличения SM, на рис.9 также представлена диаграмма LSF и свободной известь (FCaO), и результат показывает, как количество свободной извести увеличивается по мере увеличения LSF, что приводит к увеличению расхода энергии на образование клинкера, клинкера низкого качества, объемного расширения и низкой прочности цемента.Поэтому химический состав цементного сырья и клинкера имеет решающее значение для эффективности цементного завода и потребления энергии.
Затем образец был подвергнут рентгеновскому анализатору для определения минералогического состава клинкера, обнаруженных минералов и оксидов; C 3 S, C 2 S, C 3 A и C 4 AF и CaO, SiO 2 , Al 2 O 3 и Fe 2 O 3 .Другие модули упругости цемента, такие как LSF, AM и SM, были рассчитаны с использованием уравнения Богога. Из результатов на рис.8 показано увеличение начальной прочности цемента в результате увеличения AM, на рис.10 показано снижение начальной прочности цемента в результате увеличения SM, на рис.9 также представлена диаграмма LSF и свободной известь (FCaO), и результат показывает, как количество свободной извести увеличивается по мере увеличения LSF, что приводит к увеличению расхода энергии на образование клинкера, клинкера низкого качества, объемного расширения и низкой прочности цемента.Поэтому химический состав цементного сырья и клинкера имеет решающее значение для эффективности цементного завода и потребления энергии. Чтобы обеспечить постоянный и стабильный химический состав и качество цементного клинкера с минимально возможным потреблением энергии, необходимо уделять внимание питанию для печи и химическому составу клинкера.
Чтобы обеспечить постоянный и стабильный химический состав и качество цементного клинкера с минимально возможным потреблением энергии, необходимо уделять внимание питанию для печи и химическому составу клинкера.
Ключевые слова:
Химический, Цемент, Клинкер, Состав, Печь, Потребление
Процитируйте этот документ: Сануси Нуху, Самила Ладан, Абубакар Умар Мухаммад, Эффекты и контроль химического состава клинкера для производства цемента, Международный журнал науки и техники управления , Vol.10 No. 1, 2020, pp. 16-21. DOI: 10.5923 / j.control.20201001.03.
1. Введение
Влияние и контроль химического состава клинкера является важным элементом процесса производства цемента. При производстве цемента необходимо анализировать, контролировать и эффективно контролировать влияние химического состава клинкера на технологические материалы и готовую продукцию для оптимизации процесса и постоянного желаемого качества цемента.
Цементное вещество получают путем измельчения смеси глины и известняка и нагревания до температуры 1450 ° C. Химическое превращение происходит внутри печи с образованием нового соединения, называемого клинкером. Клинкер, образующийся в результате обжига на ступени печи, может быть описан как комки или конкреции, обычно диаметром от 3 до 25 мм. CaO, SiO 2 , Al 2 O 3 и Fe 2 O 3 являются основным компонентом цементного клинкера, на их долю приходится более 95% и MgO, TiO 2 , P 2 O 5 и щелочи являются второстепенными компонентами в исходном количестве менее 3%, они не присутствуют в отдельном оксиде, но существуют в виде соединения, образованного двумя или более оксидами (Mohammd A.Олдис и др., 2010). C 3 S, C 2 S, C 3 A и C 4 AF являются минералами состава клинкера, и эти минералы являются результатом пирообработки или реакции оксидов в печи, которая приводит к к образованию коэффициента насыщения известью (LSF).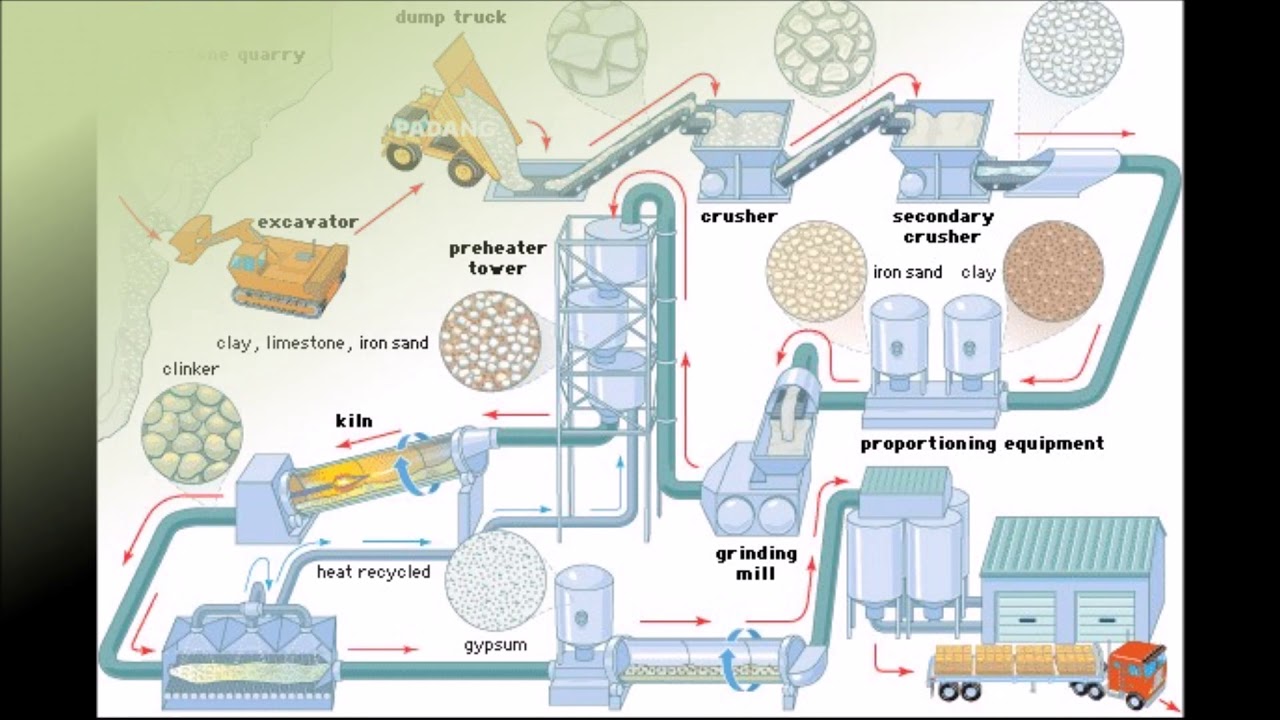 LSF — это отношение CaO к SiO 2 , Al 2 O 3 и Fe 2 O 3 . Клинкер с LSF, близким к 1,0 или выше, указывает на вероятность присутствия свободной извести, что приводит к сильному горению клинкера и, следовательно, затрудняет измельчение (Nuhu.S и др., 2019). Однако LSF также контролирует долю C 3 S в C 2 S в клинкере, высокое значение LSF приводит к тому, что свободная известь (CaO) не соединяется с этими оксидами, остается свободной известью, а избыток свободной извести приводит к нежелательным эффектам, таким так как увеличивает время схватывания, затрудняет измельчение клинкера, объемное расширение и снижает прочность цемента (CCNN-Sokoto, 2013). Таким образом, рисунок 9 ниже подтверждает, что химический состав цементного клинкера имеет решающее значение для энергопотребления, поскольку измельчение цементного клинкера зависит от LSF и составов свободной извести, любое отклонение скольжения от этого состава может значительно повлиять на производительность установки, т.
LSF — это отношение CaO к SiO 2 , Al 2 O 3 и Fe 2 O 3 . Клинкер с LSF, близким к 1,0 или выше, указывает на вероятность присутствия свободной извести, что приводит к сильному горению клинкера и, следовательно, затрудняет измельчение (Nuhu.S и др., 2019). Однако LSF также контролирует долю C 3 S в C 2 S в клинкере, высокое значение LSF приводит к тому, что свободная известь (CaO) не соединяется с этими оксидами, остается свободной известью, а избыток свободной извести приводит к нежелательным эффектам, таким так как увеличивает время схватывания, затрудняет измельчение клинкера, объемное расширение и снижает прочность цемента (CCNN-Sokoto, 2013). Таким образом, рисунок 9 ниже подтверждает, что химический состав цементного клинкера имеет решающее значение для энергопотребления, поскольку измельчение цементного клинкера зависит от LSF и составов свободной извести, любое отклонение скольжения от этого состава может значительно повлиять на производительность установки, т. е. включая потребление энергии и качество цемента.Эта исследовательская работа была посвящена изучению роли эффектов и способов контроля химического состава клинкера для лучшего производства качественного цемента с минимально возможным потреблением энергии. Исследование проводилось на основе анализа химического состава клинкера, полученного на Сокотском цементном заводе.
е. включая потребление энергии и качество цемента.Эта исследовательская работа была посвящена изучению роли эффектов и способов контроля химического состава клинкера для лучшего производства качественного цемента с минимально возможным потреблением энергии. Исследование проводилось на основе анализа химического состава клинкера, полученного на Сокотском цементном заводе.
1.1. Химический состав сырого корма
Для достижения необходимого химического состава клинкера во время спекания должен быть установлен химический состав сырого сырья. Различные химические параметры могут использоваться для контроля в зависимости от количества сырья, используемого для приготовления корма.Обычно количество целевых параметров, которые можно контролировать, на единицу меньше количества сырья. Однако также для контроля сырьевой смеси с использованием карбоната кальция требуются два вида сырья — камень высокого и низкого качества, если необходимо также контролировать содержание железа, то для надлежащей регулировки необходимо добавить третье сырье, содержащее оксид железа (CCNN — Sokoto, 2009) . Обычно в качестве исходного сырья на заводе используется доступное сырье и важные параметры клинкера. Обычные комбинации целевых параметров исходного сырья могут быть основаны на:
Обычно в качестве исходного сырья на заводе используется доступное сырье и важные параметры клинкера. Обычные комбинации целевых параметров исходного сырья могут быть основаны на:
§ Химический состав — CaCO 3 , SiO 2 и Fe 2 O 3
§ Расчетная минералогия C 3 S, C 3 A и C 4 AF
§ Расчетные отношения, такие как LSF, SM и AM
§ Или комбинация параметров из всех трех групп.
1.2. Процесс обжига
Современная технологическая система производства цемента, время удерживания материала внутри печи составляет от 30 до 40 минут, из которых большая часть находится в зоне обжига. Температура материала быстро повышается от 850 ° C до 1250 ° C до 1300 ° C, при которой формируется расплав клинкера (Mohamed A. Aldieb, 2010). Химические и физические изменения материала происходят в зоне горения одновременно; это важно с точки зрения кинетики реакций клинкеризации и процесса агломерации. Фактическая температура образования расплава зависит от химического состава сырья.
Фактическая температура образования расплава зависит от химического состава сырья.
Тем не менее, оператору печи необходимо поддерживать стабильную температуру в каждой части системы печи, чтобы преобразовать сырье (сырье для печи) в минералы клинкера, потому что из-за отклонения температуры работа печи становится нестабильной. а клинкерные минералы не сформированы должным образом, что приводит к изменению характеристик цемента (CCNN — Sokoto, 2009). Более того, слишком долгое нагревание сырья в печи приведет к увеличению размера минералов в клинкере, и, следовательно, клинкер станет менее реактивным и приведет к плохому качеству цемента.
Рис.1 Ниже описан процесс образования клинкера. Первичные фазы клинкера завершают преобразование и свойства (Mohamed A. Aldieb, 2010):
§ Самым важным компонентом является алит (C 3 S), 50-70% в нормальных клинкерах портландцемента. Это силикат трикальция (Ca 3 SiO 5 ), модифицированный по составу и кристаллической структуре ионными замещениями. Он обеспечивает максимальную прочность до 28 дней включительно. Каждое увеличение содержания C 3 S на 10% увеличивает прочность строительного раствора EN 196 на 28 дней примерно на 5 МПа (Mohamed A.Алдиеб, 2010).
Он обеспечивает максимальную прочность до 28 дней включительно. Каждое увеличение содержания C 3 S на 10% увеличивает прочность строительного раствора EN 196 на 28 дней примерно на 5 МПа (Mohamed A.Алдиеб, 2010).
§ Белит (C 2 S) составляет 15-30% обычного портландцементного клинкера. Это силикат дикальция (Ca 2 SiO 4 ), он медленно вступает в реакцию и улучшает прочность на более поздних этапах (≥28 дней).
§ Алюминат (C 3 A) составляет 5-10% обычного портландцементного клинкера; это трикальцийалюминат (Ca 2 Al 2 O 6 ). Он выделяет много тепла, сокращает время схватывания и улучшает очень раннюю прочность, но делает цемент склонным к сульфатному воздействию.
§ Феррит (C 4 AF) составляет до 5-15% обычного портландцементного клинкера. Это алюмоферрит тетракальция (Ca 4 AlFeO 5 ). Это мало влияет на прочность, но придает цементу темную окраску.
| Рис ure 1. Схематическое изображение реакций образования клинкера (Маркус, 2003) |
Реакция превращения, происходящая во вращающейся печи, проиллюстрирована на инжир.1. С левой стороны рисунка показано сырье, содержащее в данном случае кальцит (CaCO 3 ), низкокварц (SiO 2 ), глинистые минералы (SiO 2 -Al 2 O 3 — H 2 O) и оксида железа (Fe 2 O 3 ). От 200 до температуры около 700 ° C происходит активация за счет удаления воды и изменения кристаллической структуры, в диапазоне от 700 до 900 ° C происходит декарбонизация карбоната кальция вместе с исходным соединением оксида алюминия и трехвалентного железа. оксид и активированный кремнезем с известью.Образуется белит от 900 до 1200 ° C. При температуре выше 1250 ° C и до 1300 ° C появляется жидкая фаза, что способствует реакции между белитом и свободной известью с образованием алита (Mohamed A. Aldieb, 2010).
Aldieb, 2010).
Процесс обжига подачи в печь зависит от:
2. Материалы и методы
Материалы и методы, используемые при проведении химического анализа с использованием рентгеновской дифракционной машины в цементной промышленности для определения присутствия и количества минералов. в образцах, а также идентифицируют фазы.И метод испытания прочности на сжатие.
2.1. Материалы
§ Дистиллированная вода
§ 10 Образцы утяжеленного клинкера
§ Машина для испытания на сжатие
§ Тряска
§ Призматическая форма
§ Смеситель
2.2. Экспериментальная процедура
§ 10 г каждого образца клинкера взвешивали, измельчали и гранулировали с помощью пиридина и связующего агента.
§ Гранулированные образцы были подвергнуты анализу XRD / XRF, это было сделано для определения минералогического химического состава образцов клинкера и их соответствующих элементарных оксидов. Минералы клинкера, состав которых был определен с помощью XRDF / XRD: C 3 S, C 2 S и C 4 AF, а также определены составы элементарных оксидов: CaO, SiO 2 , Al 2 , O 3 и MgO. Модуль кремнезема, модуль оксида алюминия, коэффициент насыщения известью были найдены из составов элементарных оксидов с использованием уравнения Богога, сохраненного в виде программы в анализаторе XRD / XRF.
Минералы клинкера, состав которых был определен с помощью XRDF / XRD: C 3 S, C 2 S и C 4 AF, а также определены составы элементарных оксидов: CaO, SiO 2 , Al 2 , O 3 и MgO. Модуль кремнезема, модуль оксида алюминия, коэффициент насыщения известью были найдены из составов элементарных оксидов с использованием уравнения Богога, сохраненного в виде программы в анализаторе XRD / XRF.
§ Для прочности на сжатие. 1350 г, 450 г и 225 г стандартного песка, образца цемента и дистиллированной воды взвешивали соответственно и затем смешивали в автоматической смесительной машине.Затем смеси переносились в призменную форму, установленную на встряхивающей машине, и встряхивались в течение 2 минут. Затем призменную форму снимают для отверждения в камере отверждения в течение 24 часов, а затем извлекают ее для удаления куба в разные периоды: 2 дня, 7 дней и 28 дней. Затем куб был извлечен из камеры отверждения в машину для испытания на прочность на сжатие, затем куб был помещен в точку упора на машине и работал на низкой скорости, и были сняты показания.
§ Свободная известь определялась методом влажной химии.
§ Коэффициент насыщения извести (LSF)
Коэффициент насыщения известью является мерой степени превращения кремнезема, глинозема и оксида железа в соответствующую известь и может быть рассчитан по формуле:
LSF обычно составляет от 93 до 97% для портландцементного клинкера, чтобы получить хороший баланс цементных свойств и приемлемую горючесть.
§ Модуль кремнезема
Модуль кремнезема по существу определяет долю кремнеземных фаз в клинкере или является показателем горючести сырья или клинкера, и его можно рассчитать по формуле:
Модуль кремнезема равен единице. основных компонентов C 2 S & C 3 S, которые составляют жидкую фазу и помогают в образовании алита (Taylor and Francis Group, 2018).
§ Модуль глинозема
Модуль глинозема также используется как индикатор температуры горения и характеристики флюса в печи. Это мера соотношения оксида алюминия и оксида железа в смеси, и его можно рассчитать по формуле:
Это мера соотношения оксида алюминия и оксида железа в смеси, и его можно рассчитать по формуле:
Модуль упругости оксида алюминия около 1,4 приведет к образованию жидкой фазы или флюса при самой низкой температуре в печи. . Более раннее образование жидкой фазы или флюса в печи позволяет образованию алита начинаться раньше и продолжаться в течение более длительного времени, что улучшает преобразование белита в алит.Однако AM с выше или ниже этих целевых значений 1,4, количество жидкой фазы уменьшится при более низкой температуре, длина покрытия зоны горения уменьшится, флюс станет менее жидким, что замедлит образование алита, и, следовательно, потребуется больше топлива, чтобы получить заданный уровень свободного известкового клинкера (Taylor and Francis Group, 2018).
| Рис. и 2 . Машина для прессования бетона |
Машина, используемая для испытания прочности кубиков цементного раствора, обычно это делается путем приложения силы к образцу. Прочность определяется как максимальная нагрузка, деленная на среднюю площадь поперечного сечения. Нагрузка воздействует на образец до тех пор, пока он не сломается.
Прочность определяется как максимальная нагрузка, деленная на среднюю площадь поперечного сечения. Нагрузка воздействует на образец до тех пор, пока он не сломается.
| Fig ure 3. Тряска |
Машина, используемая для уплотнения призм из цементного раствора в трехрядную форму, устройство состоит из плоского стола для удержания формы и может подниматься или опускаются с помощью сжатого воздуха.
| Рис ure 4 . Весовые весы |
Это измерительное оборудование, используемое для измерения веса образцов, обычно указываемого в граммах.
| Рис ure 5. Химический анализатор |
XRD / XRF — это аппарат, используемый в цементной или любой химической промышленности для определения присутствия и количества минералов в образцах, а также определить фазы.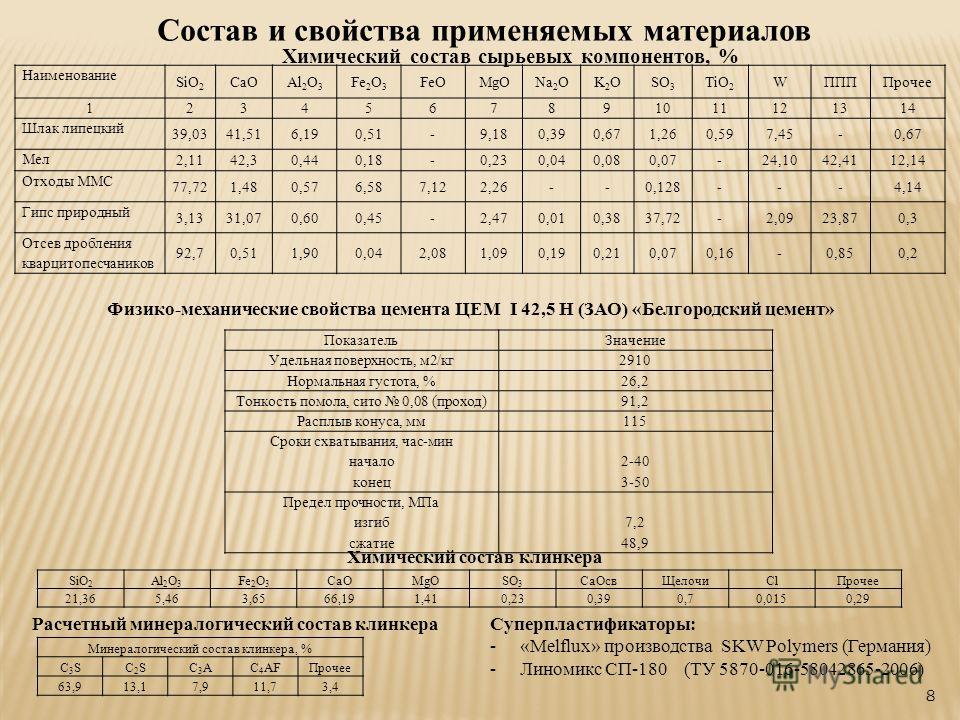
| Рис ure 6 . Призменная форма |
| Рис. ure 7. Камера выдержки |
Используется после моделирования кубиков цемента для подготовки образцов скважинного цемента для испытаний на прочность на сжатие .
3. Результаты и обсуждение
3.1. Таблица 1: XRD-анализ образцов клинкера
|
Таблица 1 результаты анализа образцов клинкера, которые были подвергнуты анализу XRD на состав минералов, показывают, что образцы были отобраны случайным образом из-за изменения оксида кальция (CaO).Модульный состав AM, SM и LSF является факторами, определяющими пропорции SiO 2 , CaO, Al 2 O 3 и Fe 2 O 3 в образцах клинкера.
| Рис ure 8 . Модуль упругости глинозема и прочность на сжатие в течение 7 дней |
Рис. 10 модуля упругости глинозема (AM) и прочности при сжатии за 7 дней показывает увеличение прочности на 7 дней по мере увеличения AM, это подтверждает из введения, что меньшее AM приводит к менее раннему сила и тепло увлажнения.AM способствует образованию C 3 S, что приведет к увеличению ранней прочности цементного продукта. Если AM выше целевого значения, клинкер становится липким в печи, что приводит к толстому покрытию внутри печи.
| Рис ure 9 . Фактора насыщенности извести и свободной извести |
На диаграмме 3.0 показано, как коэффициент насыщенности извести увеличивает образование свободной извести.Более 100% LSF приводит к неполному превращению извести в нем, оставляя свободную известь независимо от того, как долго и насколько горячий клинкер обжигался, что в конечном итоге повлияет на расход топлива, срок службы кирпичей и прочность цемента, а также сделать цемент несостоятельным. Следовательно, высокое LSF приводит к большему образованию алита (C 3 S), трудно сжигаемого клинкера, а также пыльного клинкера.
Следовательно, высокое LSF приводит к большему образованию алита (C 3 S), трудно сжигаемого клинкера, а также пыльного клинкера.
| Рис ure 10 . Модуль упругости кремнезема и прочность в сжатии 2 дня |
SM и прочность в сжатии 2 дня показывает, как модуль кремнезема влияет на начальную прочность цемента.От точек 3, 9 и 10 диаграммы SM снижается до точки 20,1 и прочности 20 МПа при прочности на сжатие в течение 2 дней, это тот факт, что модуль упругости кремнезема является индикатором горючести сырья или клинкера. Высокий уровень кремнезема в сырье затрудняет его сжигание и приводит к плохому образованию клинкера (Nwokedi, 2014).
4. Выводы и рекомендации
4.1. Выводы
Качество цемента обычно оценивается на основе раствора для повышения прочности на сжатие и бетона.Соотношение ингредиентов цементного сырья влияет на качество и свойства цементного клинкера и портландцемента, а также оптимальное соотношение ингредиентов способствует и стабилизирует цементный клинкер. На рис. 8 показано увеличение прочности на сжатие по мере увеличения AM, это подтверждает, что большее образование AM приводит к образованию жидкой фазы или флюса в печи с самой низкой температурой и раннему образованию жидкой фазы или флюса в печи. Печь позволяет формировать алит, который является основным компонентом ранней прочности цемента.На рис. 10 показано, как SM влияет на начальную прочность цемента. Точки 3, 9 и 10 SM уменьшаются до точки 20,1 и прочность 20 МПа при прочности на сжатие в течение 2 дней, это тот факт, что модуль упругости кремнезема является показателем горючести сырья до клинкера. Повышение SM влияет на образование жидкой фазы, затрудняет горение клинкера и низкое качество цемента, поэтому необходимо уделять внимание достижению желаемой цели SM. На фиг.9 результаты показывают увеличение содержания свободной извести из-за увеличения LSF.Однако это подтверждает, что большее количество LSF выше целевого приводит к неполному превращению свободной извести, остающейся в виде свободной извести в клинкере, и, следовательно, это приводит к увеличению энергии, необходимой для сжигания клинкера, увеличению объема и низкому качеству цемента.
На рис. 8 показано увеличение прочности на сжатие по мере увеличения AM, это подтверждает, что большее образование AM приводит к образованию жидкой фазы или флюса в печи с самой низкой температурой и раннему образованию жидкой фазы или флюса в печи. Печь позволяет формировать алит, который является основным компонентом ранней прочности цемента.На рис. 10 показано, как SM влияет на начальную прочность цемента. Точки 3, 9 и 10 SM уменьшаются до точки 20,1 и прочность 20 МПа при прочности на сжатие в течение 2 дней, это тот факт, что модуль упругости кремнезема является показателем горючести сырья до клинкера. Повышение SM влияет на образование жидкой фазы, затрудняет горение клинкера и низкое качество цемента, поэтому необходимо уделять внимание достижению желаемой цели SM. На фиг.9 результаты показывают увеличение содержания свободной извести из-за увеличения LSF.Однако это подтверждает, что большее количество LSF выше целевого приводит к неполному превращению свободной извести, остающейся в виде свободной извести в клинкере, и, следовательно, это приводит к увеличению энергии, необходимой для сжигания клинкера, увеличению объема и низкому качеству цемента.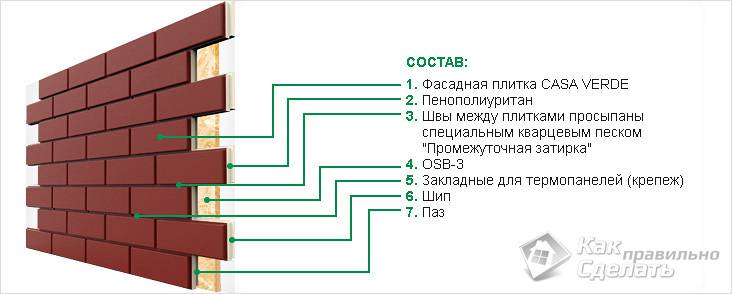 Поэтому химический состав цементного сырья и клинкера имеет решающее значение для эффективности цементного завода и потребления энергии. Однако, чтобы обеспечить постоянный и стабильный химический состав и качество цементного клинкера с минимально возможным потреблением энергии, необходимо уделять внимание питанию для печи и химическому составу клинкера.
Поэтому химический состав цементного сырья и клинкера имеет решающее значение для эффективности цементного завода и потребления энергии. Однако, чтобы обеспечить постоянный и стабильный химический состав и качество цементного клинкера с минимально возможным потреблением энергии, необходимо уделять внимание питанию для печи и химическому составу клинкера.
4.2. Рекомендации
Следует обратить внимание во время предварительного прокаливания сырья для печи в кальцинаторе для свободного обжига, а также необходимо провести корреляцию между питанием для печи и LSF для клинкера для удаления извести с высоким содержанием свободной извести.
БЛАГОДАРНОСТИ
Автор выражает признательность отделу химического машиностроения Умару Али Шинкафи Политехническому институту Сокото, а также главному производственному инженеру Сокото-цементного завода Энгр Насиру Бада за поддержку и поддержку.
Каталожные номера
| [1] | Haibin. (2012). Моделирование и оптимизация процесса смешивания цементного сырья. Hindaw Publishing Corporation «Математические проблемы в инженерии», 2. (2012). Моделирование и оптимизация процесса смешивания цементного сырья. Hindaw Publishing Corporation «Математические проблемы в инженерии», 2. |
| [2] | Sanusi et al (2019). Влияние свободной извести и фактора насыщения на измельчаемость цементного клинкера. |
| [3] | Маркус, Х. М. (2003). Моделирование процесса производства цемента для изучения возможных воздействий альтернативных видов топлива, часть A. Моделирование процесса производства цемента для изучения возможных воздействий альтернативных видов топлива, часть A. |
| [4] | Mohamed A. Aldieb, e. а. (2010). Изменение химического состава сырья и его влияние на процесс образования клинкера — моделирование. |
| [5] | Самира Т. (2012). Кинетика и механизм горения клинкера.Дания: Telschow, S. (2012). Кинетика и механизм клинкера. Кг. Люнгби: Технический университет Де. |
| [6] | Sanusi et al, (2020). Меры по энергосбережению в печи для производства клинкера. Международный журнал инженерных наук и изобретений, 64. Меры по энергосбережению в печи для производства клинкера. Международный журнал инженерных наук и изобретений, 64. |
| [7] | Taylor and Francis Group. (2018). Принципы и практика технологии производства цемента. Лондон: Тейлор и Фрэнсис Групп. |
| [8] | Haibin.(2012). Моделирование и оптимизация процесса смешивания цементного сырья. Hindaw Publishing Corporation «Математические проблемы в инженерии», 2. |
| [9] | Mohamed A. Aldieb, e. а. (2010). Изменение химического состава сырья и его влияние на процесс образования клинкера — моделирование. |
| [10] | Промышленный стандарт Нигерии, Стандарт цемента, страницы 9, Публикация организации по стандартизации Нигерии, зона Вусе 7, Абуджа, Нигерия. |
| [11] | (CCNN, 2004) Учебное пособие по измельчению цемента, стр. 11-13. |
| [12] | (CCNN, 2003) Курс по производству цемента, технология измельчения, стр. 6-16. 6-16. |
| [13] | Нвокеди, 2014. Исследование влияния свободной извести и коэффициента насыщения извести на измельчаемость цементного клинкера, исследовательская работа. Федеральный технологический университет, Минна. Штат Нигер, Нигерия. |
| [14] | Хашим.С, Хусин. Х, Азизли.К.А., Паланианди, С. (2008) Изучение характеристик клинкера и его измельчаемости в процессе производства цемента. Заключительный отчет краткосрочных исследовательских проектов, Университет Малайзии. |
| [15] | Tokyay. М. (1999). Влияние химического состава клинкера на потребность в энергии для измельчения. Кафедра гражданского строительства, Ближневосточный технический университет, 06531 Анкара, Турция. Цемент и бетон исследования (29) 531-535. |
Качество и состав цементного клинкера
В модуле 2 курса мы сосредоточимся на качестве и составе цементного клинкера. Возможно, нам следует сначала определить качество в отношении цементного клинкера. В первую очередь о качестве клинкера судят по гидравлическим характеристикам цемента, изготовленного из клинкера.
Возможно, нам следует сначала определить качество в отношении цементного клинкера. В первую очередь о качестве клинкера судят по гидравлическим характеристикам цемента, изготовленного из клинкера.
Гидравлические характеристики цемента включают развитие прочности, характеристики схватывания, удобоукладываемость и долговечность, а также постоянство этих гидравлических характеристик. Качество и состав клинкера влияют на все эти гидравлические характеристики цемента, хотя схватывание и удобоукладываемость можно регулировать или контролировать при чистовом помоле цемента.
Прочность цементного бетона, безусловно, определяется качеством и составом клинкера. Клинкер должен быть смешан с получением извести с низким содержанием остаточных количеств (<2,5%) и не содержать более 5% MgO. Однако, при условии адекватного сочетания, повышение прочности цемента, изготовленного из клинкера, является основным показателем качества клинкера.
Развитие прочности цемента и бетона из цемента определяется содержанием силикатов в цементе в минералах C3S и C2S. Чем выше модуль кремнезема (SM) клинкера, тем больше содержание силиката, но мы видели в модуле 1, что если SM превышает 4,0, возникают трудности с объединением клинкера.
Чем выше модуль кремнезема (SM) клинкера, тем больше содержание силиката, но мы видели в модуле 1, что если SM превышает 4,0, возникают трудности с объединением клинкера.
Ранняя прочность цемента происходит в первую очередь от C3S. Чем выше известкование (LSF) клинкера, тем выше будет содержание C3S, вплоть до 100% насыщения известью.
Сырье, подаваемое в печь, может быть пропорционально задано с высоким содержанием LSF и SM, чтобы максимально увеличить содержание силикатов и C3S, но что на самом деле означает насыщение извести?
Будет ли реальный минералогический состав клинкера соответствовать заданному при дозировании? Будет ли развитие прочности C3S и C2S ожидаемым?
Развитие силы зависит только от количества присутствующих C3S и C2S? Или C3S и C2S в некоторых клинкерах лучше развивают прочность, чем другие? Какова роль второстепенных соединений и компонентов в клинкере?
Как можно контролировать и прогнозировать развитие силы C3S и C2S?
Это вопросы, на которые мы попытаемся ответить в этом Модуле 2 курса.
Мы, конечно, не сможем ответить на эти вопросы без понимания четвертичной системы CaO-SiO2-Al2O3-Fe2O3 (CSAF). Четвертичная система CaO-SiO2-Al2O3-Fe2O3 (CSAF) — это то, с чего мы начнем на следующем занятии курса.
Нет упражнения, связанного с этим занятием 1 модуля 2, тем не менее, я рекомендую попробовать Quiz 2.1, чтобы оценить свои текущие знания, прежде чем изучать остальные занятия, а затем повторить их позже в качестве самооценки.
Все минералы цементного клинкера относятся к четвертичной системе CaO-SiO2-Al2O3-Fe2O3 (CSAF).Наиболее важными минералами клинкера являются силикаты C3S и C2S, и они принадлежат к двойной системе CaO-SiO2 (CS), что является хорошим местом для начала нашего исследования четвертичной системы.
Известь, CaO, и диоксид кремния, SiO2, вместе образуют четыре различных соединения, в порядке увеличения содержания CaO:
Метасиликат 1-кальция, CaSiO4, CS
2-Ранкинит, Ca3Si2O7, C3S2
3-Кальций ортосиликат, Ca2SiO4, C2S.
Силикат 4-трикальция, Ca3SiO5, C3S.
Как производители портландцемента нас не беспокоят части системы с низким содержанием CaO. Температуры плавления в части системы с высоким содержанием CaO превышают 2050 ° C, что намного выше, чем можно достичь в цементной вращающейся печи. Вот почему должны присутствовать Al2O3 и Fe2O3 для образования жидкости и увеличения скорости образования C3S.
Полная двойная система CaO-SiO2, CS, вплоть до SiO2, выглядит следующим образом:
Прежде чем рассматривать тройную систему с добавлением Al2O3 и четверную систему с добавкой Fe2O3, нам нужно взглянуть на двойные системы с оксидом алюминия. , Al2O3 и Fe2O3.
Известь, CaO, и оксид алюминия, Al2O3, снова вместе образуют четыре различных соединения, в порядке увеличения содержания CaO:
1-CaO.6Al2O3, CA6.
2-CaO.2Al2O3, CA2.
3-алюминат кальция, CaO.Al2O3, CA.
4-Трикальцийалюминат, 3CaO.Al2O3, C3A
В воздухе с нормальной влажностью также образуется соединение C12A7, но оно содержит некоторые гидроксильные ионы и поэтому не является строго бинарным.
Опять же, как производители портландцемента, мы не особенно обеспокоены низкими алюминатами извести CA6, CA2 и CA.Если бы курс охватывал химию производства кальциево-алюминатного цемента, нас наверняка заинтересуют эти материалы и C12A7.
Опять же, низшие алюминаты извести не участвуют в производстве портландцемента, но диаграмма завершена следующим образом:
Известь, CaO и Fe2O3 вместе образуют три различных соединения, в порядке увеличения содержания CaO:
Fe2O3 смешивается, кислород теряется с образованием Fe2 +, и поэтому система больше не является бинарной между CaO и Fe2O3, которая содержит только Fe3 +.Однако в смесях с высоким содержанием CaO, используемых при производстве цемента, система является бинарной. Ни одно из этих бинарных соединений CaO-Fe2O3 не присутствует в портландцементе.
Диоксид кремния SiO2 и оксид алюминия Al2O3 вместе образуют одно бинарное соединение, муллит, 2Al2O3.SiO2 или A2S.
В цементе отсутствуют алюмосиликатные соединения, хотя они важны для огнеупорных материалов. Глинистые минералы, используемые в качестве вторичного сырья при производстве цемента, представляют собой гидратированные алюмосиликаты.
Глинистые минералы, используемые в качестве вторичного сырья при производстве цемента, представляют собой гидратированные алюмосиликаты.
Муллит плавится инконгруэнтно при 1880 ° C с образованием Al2O3 (корунд) и жидкости.
Эвтектическая температура плавления SiO2 и муллита составляет 1547 ° C.
Возвращение к тройной системе между CaO-SiO2-Al2O3, CSA. Теперь мы можем завершить троичную систему. В двухмерном представлении теряется способность отображать температуру, чтобы показать третий оксидный компонент.
Поля первичной фазы показаны на тройной фазовой диаграмме. Первичная фаза — это первое соединение, кристаллизовавшееся из расплава композиции в любой точке тройной диаграммы.
Поля первичной фазы следующие:
C3S образует инвариантную точку с CaO и C3A (красная стрелка) и инвариантную точку с C2S и C3A (синяя стрелка).
Инвариантная точка для CaO и C3A находится при 1470 ° C, инвариантная точка для C2S и C3A находится при 1455 ° C, поэтому путь кристаллизации ведет от одного к другому (зеленая стрелка).
C2S образует тройную эвтектику с C3A и C12A7 1335 ° C. Это момент, когда состав портландцемента окончательно кристаллизуется.
Температуры на тройной диаграмме в зоне портландцемента находятся в диапазоне 1700 ~ 2000 ° C, эти температуры не достигаются в цементной печи.Однако температуры на диаграмме соответствуют температурам, при которых первая фаза кристаллизируется из расплава этого состава, ниже этих температур наблюдается смесь твердых веществ и жидкостей.
В трехмерном представлении температура снова может быть показана :.
Конечная точка кристаллизации портландцементных композиций.
Когда Fe2O3 добавляется в четверную систему между CaO-SiO2-Al2O3-Fe2O3, CSAF, способность представлять температуру полностью теряется.
Прежде чем продолжить рассмотрение четвертичной системы, нам необходимо рассмотреть тройную систему CaO-Al2O3-Fe2O3, CAF.
Трехкомпонентная система CaO-Al2O3, -Fe2O3, CAF представляет интерес тем, что существует трехкомпонентное соединение C4AF, которое является составной частью портландцемента.
Часть тройной системы между CaO-Al2O3, -Fe2O3, CAF, имеющая отношение к химии цемента, выглядит следующим образом:
Возвращаясь к четверной системе между CaO-SiO2-Al2O3-Fe2O3, CSAF.
Меньший неправильный тетраэдр, отходящий от CaO-C2S-C4AF-C12A7, включает весь диапазон составов портландцементного клинкера.
Эта меньшая четвертичная система позволяет визуализировать объемы первичных фаз.
Показан объем первичной фазы C3S.
Мы будем часто обращаться к этой четвертичной системе на следующих занятиях курса.
В Модуле 2 курса мы фокусируемся на факторах, влияющих на качество цементного клинкера. Гидравлические характеристики цемента зависят от минерального состава клинкера, то есть содержания C3S, C2S, C3A и C4AF.
Общее количество силикатов в клинкере контролируется химиками-цементными химиками через соотношение или модуль кремнезема:
Модуль кремнезема =% SiO2 / (% Al2O3 +% Fe2O3)
Чем выше модуль кремнезема, тем больше силикатов, C3S и C2S будет присутствовать в клинкере за счет алюмината C3A и алюмоферрита C4AF. Однако, как мы видели в Модуле 1, модуль кремнезема ~ 4 является практическим пределом повышения содержания силиката в клинкере при использовании обычного цементного сырья.
Однако, как мы видели в Модуле 1, модуль кремнезема ~ 4 является практическим пределом повышения содержания силиката в клинкере при использовании обычного цементного сырья.
Относительные пропорции алюмината, C3A, и алюмоферрита, C4AF, в клинкере контролируются химиками-цементными химиками через соотношение или модуль глинозема:
Модуль глинозема =% Al2O3 /% Fe2O3
Модуль глинозема должен быть не менее 0,64, чтобы обеспечить наличие достаточного количества Al2O3 для соединения с Fe2O3 в алюмоферрите C4AF.Модуль глинозема выше 0,64 означает, что в клинкере будет присутствовать некоторое количество C3A, причем содержание C3A будет расти вместе с модулем глинозема.
Как мы видели в предыдущем сеансе, алюмоферрит на самом деле представляет собой серию твердых растворов, состав которых находится где-то между C6A2F и C6AF2, однако на практике состав обычно близок к C4AF. Некоторое количество Al2O3 также будет попадать в твердый раствор в силикатных минералах, поэтому модуль глинозема должен быть выше 0,64, чтобы обеспечить достаточное количество Al2O3 для соединения с Fe2O3 в C4AF. Таким образом, общее содержание силикатов, алюминатов и алюмоферрита контролируется модулем кремнезема, а разделение между алюминатами и алюмоферритом — модулем оксида алюминия.
Таким образом, общее содержание силикатов, алюминатов и алюмоферрита контролируется модулем кремнезема, а разделение между алюминатами и алюмоферритом — модулем оксида алюминия.
Разделение силикатов между C3S и C2S регулируется коэффициентом насыщения известью. Концепция насыщения известью возникает из того факта, что существует максимальное количество извести, CaO, которое может сочетаться с кислотными оксидами, кремнеземом, SiO2, глиноземом, Al2O3 и оксидом железа, Fe2O3.
Максимальное количество извести, CaO, объединяется с диоксидом кремния, SiO2, в C3S, максимальное количество извести, CaO, объединяется с глиноземом, Al2O3 в минерале C3A, и максимальное количество извести, CaO, объединяется с оксидом железа Fe2O3 в минерале C4AF.
Однако на практике невозможно объединить всю известь, CaO, в минералы C3S, C3A и C4AF, в клинкере всегда присутствует некоторое количество C2S.
Были предложены различные формулы для максимального количества извести, CaO, которое может быть объединено с кремнеземом, SiO2, глиноземом, Al2O3 и оксидом железа, Fe2O3. В этих различных формулах существует широкое согласие с тем, что максимальное количество извести, которое может быть объединено, в 2,8 раза превышает содержание кремнезема. Это действительно отношение CaO к SiO2 в клинкерном минерале C3S.
В этих различных формулах существует широкое согласие с тем, что максимальное количество извести, которое может быть объединено, в 2,8 раза превышает содержание кремнезема. Это действительно отношение CaO к SiO2 в клинкерном минерале C3S.
Различные формулы не согласуются с максимальным количеством извести, которое может быть объединено с глиноземом, предлагаемые коэффициенты, которые должны применяться к содержанию Al2O3, находятся в диапазоне от 1,10 до 1,65.
1,65 — это отношение CaO к Al2O3 в C3A, и разумно, что этот коэффициент слишком высок, поскольку часть Al2O3 будет объединена в C4AF. Наиболее широко распространенная формула для определения максимально возможного количества смешиваемой извести — это формула, предложенная Ли и Паркером, в которой к Al2O3 применяется коэффициент 1,18.
Различные формулы также не согласуются с максимальным количеством извести, которое может быть объединено с оксидом железа, предлагаемые коэффициенты, которые должны применяться к содержанию Fe2O3, находятся в диапазоне от 0,35 до 0,70.
0,71 — отношение CaO к Fe2O3 в C4AF. Ли и Паркер применяют коэффициент 0,65 к содержанию Fe2O3, чтобы вычислить максимальное количество соединяемой извести, CaO.
Формула Ли и Паркера для максимального количества комбинируемой извести, CaO, составляет:
% CaOMax = 2,8 x% SiO2 + 1.18 x% Al2O3 + 0,65 x% Fe2O3
Насыщенность известью — это отношение фактического содержания CaO в клинкере к максимальному количеству комбинируемой извести, рассчитанное по формуле Ли и Паркера:
Если содержание CaO в клинкере равно Максимально смешиваемая известь, тогда клинкер на 100% насыщен извести. Если содержание CaO в клинкере превышает максимально возможное для комбинирования, тогда клинкер более чем на 100% насыщен известью, и в клинкере будет присутствовать некоторая несвязанная свободная известь.
Значения максимального количества смешиваемой извести, полученные по формуле Ли и Паркера, довольно хорошо соответствуют значениям, наблюдаемым для промышленных портландцементов. Формула основана на оксидном составе клинкера и, следовательно, не может принимать во внимание такие факторы, как неоднородность подачи в печь, обусловленную минеральным составом сырья.
Формула основана на оксидном составе клинкера и, следовательно, не может принимать во внимание такие факторы, как неоднородность подачи в печь, обусловленную минеральным составом сырья.
Если сырье для печи содержит крупные зерна кремнезема в виде кварца, то реакции спекания преобразуют SiO2 в C2S путем диффузии в кристалл кварца. Преобразование в C3S затем зависит от диффузии, чтобы привести твердые частицы C2S и CaO в контакт, чтобы позволить реакции протекать. Эта диффузия — медленный процесс, и может возникнуть тенденция к тому, чтобы ядра C2S оставались в клинкере.
Если в клинкере есть ядра несвязанного C2S, то это будет уравновешено несвязанным свободным CaO в другом месте клинкера.
Таким образом, неоднородность клинкера приводит к неполной комбинации и большему количеству остаточной свободной извести в клинкере. Крупные кристаллы кальцита в сырье для печи также могут оставлять непрореагировавшие свободные ядра CaO и, следовательно, не полностью преобразованный C2S в другом месте клинкера.
Однако, не считая эффектов какой-либо неоднородности в сырье для печи, значения максимального количества комбинируемой извести, полученные по формуле Ли и Паркера, довольно хорошо соответствуют тем, которые наблюдаются для промышленных портландцементов.
Научное объяснение этому лежит в тройных и четвертичных фазовых диаграммах.
Если на тройной системе проведена линия между CaO-SiO2-Al2O3, CSA, соответствующая значениям:
% CaO = 2,8 x% SiO2 + 1,18 x% Al2O3
Это «линия наилучшего соответствия» что соответствует границе поля первичной фазы CaO, особенно в зоне портландцементов.
Если на тройной системе проведена линия между CaO2-Al2O3, -Fe2O3, CAF, соответствующая значениям:
% CaO = 1.18 x% Al2O3 + 0,65 *% Fe2O3
Это «линия наилучшего соответствия», которая соответствует границе поля первичной фазы CaO.
В четверной системе можно нарисовать плоскость, соответствующую формуле:
Если эти соединения изменяют размер или форму полей первичной фазы C3S, C3A или C4AF, то они повлияют на линию или плоскость наилучшего соответствия, которая обозначает максимальная смешиваемость извести клинкера.
Одно из свойств фторидов — расширять поле первичной фазы C3S, попадая в твердый раствор.
Линия, которая наилучшим образом подходит для максимально комбинируемых фракций извести в области первичной фазы CaO.
Это означает, что в клинкер можно добавить больше извести с образованием C3S.
Это еще один ключевой момент в технологии минерализованного клинкера. Подача в печь может быть пропорциональна более 100% LSF для объединения большего количества C3S в клинкере.
Мы еще вернемся к технологии минерализованного клинкера позже в этом модуле. На следующем занятии мы рассмотрим влияние второстепенных компонентов на состав и качество клинкера.
Большинство цементных компаний полагаются на метод расчета минерального состава, разработанный выдающимся химиком по цементу Р.Х. Богом.
Состав Bogue рассчитывается на основе оксидного состава цемента или клинкера на основе молекулярной массы оксидов.
3-CaO необходимо скорректировать на количество, которое объединено с SO3 в CaSO4 и несвязанным свободным CaO.
∴% комбинированного CaO =% CaO — SO3 * 56/80 — свободного CaO
% комбинированного CaOC =% CaO — SO3 * 0.7 — Свободный CaO
4-CaO в сочетании с SiO2 в C3S и C2S представляет собой остаток от объединенного CaO после поправки на CaO в сочетании с Fe2O3 в C4AF и Al2O3 в C3A.
∴% силикатов CaO =% связанного CaOC — Fe2O3x4x56 / 160 — (Al2O3-Fe2O3x102 / 160) x3x56 / 102
% силикатов CaOS =% связанного CaOC — Fe2O3x1,40 — (Al2O3-0,64 * Fe2O3 9-0003) x1,64 оставшиеся CaO и SiO2 затем распределяются между C3S и C2S, и пропорции C3S и C2S могут быть найдены путем решения совместных уравнений.
a-% силикатов CaOS = C3Sx168 / 228 + C2Sx112 / 172
B-% SiO2 = C3Sx60 / 228 + C2Sx60 / 172
a. % Силикатов CaOS = C3Sx0,7368 + C2Sx0,6512
b. % SiO2 = C3Sx0,2632 + C2Sx0,3488
Перестановка b.
Это метод, используемый большинством цементных компаний для контроля минерального состава клинкера и цемента. Это всего лишь математическая манипуляция с составом оксида и дает не больше информации, чем состав оксида.
Становится все более очевидным, что реальная минералогия клинкера должна отслеживаться и контролироваться, чтобы соответствовать растущим требованиям, предъявляемым к цементному продукту.Для мониторинга и контроля реальной минералогии клинкера необходимо использовать такие методы, как микроскопия или дифракция рентгеновских лучей, а не расчет, основанный на составе оксида.
В предыдущих двух сессиях курса мы увидели, что минеральный состав клинкера, то есть содержание C3S, C2S, C3A и C4AF, контролируется путем соотнесения сырья с насыщенностью извести, модулями кремнезема и целевыми значениями модуля оксида алюминия, и что Минеральный состав клинкера может быть рассчитан по составу оксидов с использованием методологии Bogue.
Большинство цементных компаний считает этого достаточным. Однако минеральный состав клинкера по Богу является лишь другим способом выражения оксидного состава. Реальный минеральный состав клинкера может довольно сильно отличаться от состава Bogue. Причины этого отклонения будут изучены на этом занятии курса.
Причины этого отклонения будут изучены на этом занятии курса.
Реальный минералогический состав клинкера можно определить и контролировать с помощью микроскопии или рентгеновской дифракции (XRD).
XRD даст более точную оценку фазового состава и кристаллических минеральных форм в клинкере.
Микроскопия позволяет исследовать размеры кристаллов и их взаимосвязь, что может дать представление об обработке клинкера в печи.
Если любой из этих методов комбинируется с определением состава оксида с помощью рентгеновской флуоресценции (XRF), то соотношение между оксидом и реальным минеральным составом клинкера может быть определено для любого конкретного клинкера.
Методы доктора Хроми для реального контроля минералогии клинкера.
Первой и наиболее важной причиной отклонения между реальным минералогическим составом клинкера и рассчитанным Богом является влияние скорости охлаждения клинкера в цементной печи.
После того, как клинкер проходит под пламенем печи, клинкер охлаждается в выпускной части печи перед тем, как попасть в охладитель.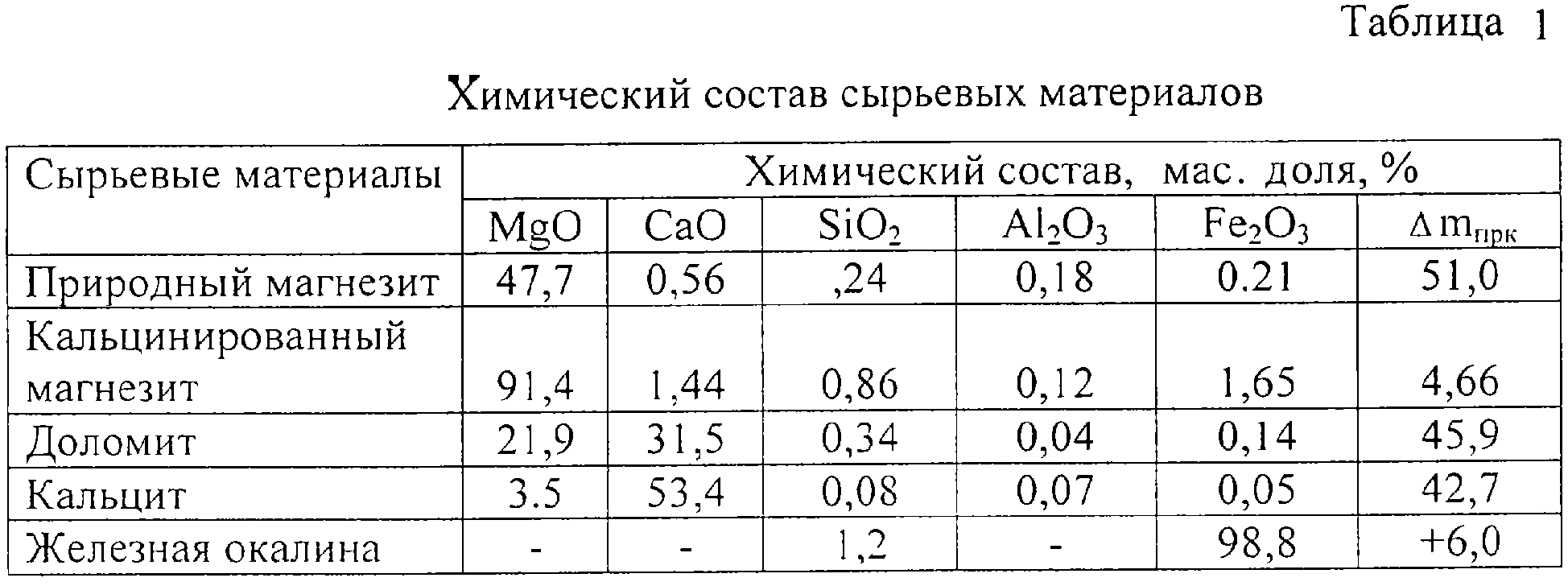
Цементный клинкер получают путем спекания сырья в печи при температуре, при которой 20 ~ 30% материала плавится с образованием жидкого флюса.
Конечная реакция образования клинкера происходит за счет растворения твердых реагентов C2S и CaO в этом флюсе и кристаллизации твердого продукта C3S из этого флюса.
Если бы химическое равновесие между реагентами и продуктами поддерживалось во время охлаждения от температуры спекания ~ 1450 ° C до температуры окружающей среды, то минеральный состав клинкера соответствовал бы рассчитанному по минералогии Бога.
Однако это равновесное охлаждение от температуры спекания ~ 1450 ° C далеко от реальности в промышленной цементной печи. Охлаждение происходит намного быстрее, и флюс либо застывает в виде стекла, либо кристаллизуется независимо от твердых реагентов и продуктов. Это объясняет утверждение Ли о том, что «цементный клинкер приближается к равновесному продукту при его температуре спекания».
Каково влияние этого неравновесного охлаждения на минеральный состав клинкера?
В первом сценарии, когда флюс вообще не кристаллизуется и замерзает в виде стекла, C3A или C4AF отсутствуют, а содержание стекла в клинкере определяется по формуле:
% Стекло = 2. 95 x% Al2O3 + 2,2 x% Fe2O3
95 x% Al2O3 + 2,2 x% Fe2O3
В содержание C3S и C2S в клинкере внесены следующие поправки:
% C3S = Bogue Value + 1,8 x% Al2O3 — 2,8 x% Fe2O3
% C2S = Bogue Value — 2,1 x% Al2O3 + 1,9 x% Fe2O3
Во втором сценарии, когда флюс кристаллизуется независимо от твердых фаз, поправки, которые следует применять к минералогии Bogue, зависят от модуля глинозема клинкера. Для модуля упругости глинозема от 0,9 до 1,7 минералогия Бога не нуждается в корректировке.
Для модуля оксида алюминия более 1,7 применяются следующие поправки:
% C3S = Bogue Value + 1,8 x% Al2O3 — 2,8 x% Fe2O3
% C2S = Bogue Value — 1,4 x% Al2O3 + 2,1 x% Fe2O3
% C3A = Bogue Value — 1,6 x% Al2O3 + 2,5 x% Fe2O3
% C4AF = без поправки
В замороженном равновесии также будет присутствовать некоторое количество C12A7:
% C12A7 = 1,2 x% Al2O3 — 1,8 x% Fe2O3
При расчете равновесного клинкера Богом минерального состава C12A7 нет.
Это возникает из-за того, что при температуре спекания присутствует больше C3S, чем может присутствовать при равновесии, при этом флюс, соответственно, испытывает недостаток CaO. Некоторое количество C3S будет повторно растворяться во время равновесного охлаждения с образованием C2S и C3A.
Некоторое количество C3S будет повторно растворяться во время равновесного охлаждения с образованием C2S и C3A.
Однако при неравновесном охлаждении некоторые C2S и C3A должны повторно растворяться в жидкости, чтобы восполнить дефицит CaO. C12A7 образуется для поглощения оксида алюминия, который больше не объединяется в C3A. Эти поправки означают, что содержание C3S в клинкере до 10% выше, чем рассчитано Bogue, с соответственно меньшим содержанием C2S. Чем выше модуль глинозема выше 1,7, тем больше будет увеличение содержания C3S.Фактически это означает, что в клинкере больше C3S и меньше C2S и C3A.
Третий сценарий — модуль глинозема ниже 0,9. В этом сценарии содержание C3S в клинкере в результате неравновесного охлаждения ниже, чем рассчитанное по методологии Bogue.
Больше CaO растворяется в жидком флюсе при температуре спекания, чем может присутствовать при температуре окружающей среды при равновесном охлаждении. Поэтому некоторое количество дополнительного C2S будет растворяться в расплаве во время равновесного охлаждения и объединяться с избытком CaO и кристаллизоваться из расплава в виде C3S.
При неравновесном охлаждении этого не происходит. Содержание C3S в клинкере ниже, чем рассчитано по методике Bogue, и некоторое количество свободного CaO кристаллизуется из расплава при охлаждении.
Неравновесное охлаждение от температуры спекания — лишь одна из причин отклонения между реальной минералогией клинкера и рассчитанной Богом. Другим фактором является присутствие второстепенных компонентов, которые препятствуют объединению минералов клинкера или разлагают минералы клинкера после их образования.Эти эффекты могут иметь три вида, которые присутствуют в цементном клинкере с некоторой регулярностью: K2O, SO3 и P2O5. Мы рассмотрим влияние этих второстепенных компонентов на минеральный состав клинкера в сеансе 2.6 курса.
Еще одним фактором является то, что минералы клинкера, производимые в промышленных цементных печах, не состоят из чистых C3S, C2S, C3A или C4AF. Каждый из этих минералов содержит некоторые второстепенные компоненты в твердом растворе в кристаллической структуре минерала, и это вызывает отклонение от состава, рассчитанного по методологии Bogue.
Мы рассмотрим влияние твердого раствора на минеральный состав клинкера и, в частности, на полиморфную форму минералов и связанную с ними гидравлическую реактивность на занятии 2.7 курса.
Наконец, обработка и, в частности, условия сжигания в цементной печи приводят к изменениям как состава, так и гидравлической реактивности клинкерных минералов. Мы рассмотрим эти эффекты на занятии 2.8 курса. Ни одну из этих тем нельзя рассматривать изолированно, курс был разделен, чтобы способствовать пониманию этих взаимосвязанных вопросов, влияющих на качество и состав.
В предыдущем сеансе курса мы увидели, что минеральный состав клинкера может отклоняться от рассчитанного по Bogue из-за скорости охлаждения клинкера.
Мы также представили возможность того, что присутствие второстепенных компонентов, которые препятствуют объединению минералов клинкера или разлагают минералы клинкера после их образования, может повлиять на потенциальный минеральный состав. В частности, предполагается, что эти эффекты оказывают три вида, которые присутствуют в цементном клинкере с некоторой регулярностью: K2O, SO3 и P2O5.
Щелочные металлы, K2O и Na2O, всегда присутствуют в цементном клинкере, обычно получаемые из глинистых компонентов сырьевой смеси.
В модуле 1 мы узнали, что K2O предпочтительно соединяется с хлоридом в горячей муке, а любой избыток затем предпочтительно соединяется с сульфатом с образованием K2SO4. В клинкере будет очень мало хлорида или KCl из-за летучести хлоридов при температурах в зоне обжига цементной печи, поэтому K2O в клинкере будет предпочтительно объединяться в виде сульфата K2SO4.Уровни K2O обычно (~ 3x) выше, чем уровни Na2O в клинкере, и при наличии достаточного количества сульфата щелочи будут объединены в двойную соль K3Na (SO4) 2. в клинкере.
Осложнения возникают, когда сульфата недостаточно для полного соединения со щелочами, K2O и Na2O, в этом случае щелочи попадают в минералы клинкера. Обе щелочи могут быть переведены в твердый раствор в основных минералах клинкера, C3S, C2S, C3A и C4AF, хотя, как мы видели в сеансе 1.6, они предпочтительно переходят в твердый раствор в C2S, а не в C3S, и это объясняет их ингибирование. эффекты на образование C3S.
эффекты на образование C3S.
Щелочи в избытке сульфата, которые могут быть переведены в твердый раствор в основных минералах клинкера, C3S, C2S, C3A и C4AF, образуют модифицированные минералы клинкера, NaC8A3 и KC23S12.
По сути, одна единица Na2O заменяет 1 единицу CaO в каждой третьей единице C3A, а одна единица K2O заменяет CaO в каждой 12-й единице C2S.
Сообщалось, что NaC8A3 и KC23S12 обладают большей гидравлической реактивностью, чем C3A и C2S, и поэтому время схватывания сокращается, а прочность способствует развитию, но другие исследователи сообщают, что их гидравлическая активность практически такая же, и предлагают просто добавить NaC8A3 к C3A и KC23S12 — C2S.
Очевидно, что образование новых клинкерных минералов NaC8A3 и KC23S12 не принимается во внимание в расчетах Боге. C3A и C2S будут уменьшены за счет образования этих новых минералов, но если их гидравлическое поведение сопоставимо и NaC8A3 просто добавляется к C3A, а KC23S12 к C2S, то это, возможно, не важно.
Основная проблема заключается в том, что минерал KC23S12 недоступен для комбинации с CaO в конечной реакции спекания с образованием C3S.
Когда K2O существенно превышает сульфат, тогда значительная часть потенциального C2S в клинкере может быть заблокирована от образования C3S таким образом.Диоксид кремния, связанный в KC23S12, недоступен для соединения со свободным CaO, а остальная часть клинкера значительно покрыта известью, что может привести к образованию клинкера с высоким содержанием свободной извести.
Этот эффект можно проиллюстрировать на примере цементного завода, где содержание K2O в клинкере существенно превышает SO3. Избыток K2O в клинкере определяется по формуле:
% Избыток K2O =% K2O -% SO3 * 94/80
Если предполагается, что избыток K2O объединяется как KC23S12, то содержание этого минерала, которое будет присутствовать, равно определяется по формуле:
% KC23S12 =% избытка K2O * 2102/94
Очень большой коэффициент из-за того, что в высокомолекулярном KC23S12 присутствует только одна единица K2O.
SiO2, объединенный в минерал KC23S12, недоступен для объединения с дополнительным свободным CaO и образования C3S.
% Доступный SiO2 =% SiO2 -% избыток K2O * 720/94
% Остаточный CaO =% CaO -% избыток K2O * 1288/94
По этой методике эффективное известковое насыщение клинкера было увеличено на 5,5%.
В результате возникают значительные периоды, когда клинкер был несовместим из-за реального LSF значительно выше 100%.
«Избыток K2O в клинкере рассчитывается по формуле:
% Избыток K2O =% K2O -% SO3 * 94/80
Если предполагается, что избыток K2O объединяется как KC23S12, то содержание этого минерала будет Присутствие определяется по формуле:
% KC23S12 =% избытка K2O * 2102/94 ”
Эта методология предполагает, что весь избыток K2O будет образовывать KC23S12, и не учитывает твердый раствор.Тем не менее, он представляет собой реальный пример проблем, которые может вызвать образование KC23S12, эта печь долгое время страдала от чрезмерно высокого содержания свободной извести в произведенном клинкере.
P2O5 Разложение
Некоторые известняки, используемые для производства цемента, содержат фосфаты. Об этом, безусловно, сообщалось в Уганде и других известняках Центральной Африки.
Воздействие фосфатов на производительность цементных печей и состав клинкера стало актуальным в Европе в связи с повсеместным сжиганием мяса и костной муки после кризиса BSE.
Кости образуются из фосфата кальция.
C3S может переводить до 0,5% P2O5 в твердый раствор без потери гидравлических свойств. За пределами этого уровня происходит прогрессирующее разложение C3S в пользу твердого раствора C2S и трикальцийфосфата, C3P. Если содержание P2O5 превышает ~ 5%, то C3S больше не является стабильной фазой и полностью распадается на C2S, C3P и CaO.
Клинкер из портландцемента должен содержать C3S, высокое содержание свободного CaO также недопустимо.
Сообщается, что адекватный клинкер может быть произведен с содержанием P2O5 до 2 ~ 2,5%, однако необходимо принять разбивку C3S на C2S и C3P, C3S будет ниже, чем рассчитано Bogue, а C2S будет выше. По мере увеличения содержания C3P β, α ’и α C2S постепенно стабилизируются.
По мере увеличения содержания C3P β, α ’и α C2S постепенно стабилизируются.
По мере увеличения содержания C3P, β, α ’и α полиморфы C2S последовательно стабилизируются. Полиморфные формы клинкерных минералов будут обсуждаться на следующем занятии курса, однако β-C2S — единственная форма с заметными гидравлическими свойствами, позволяющая избежать перехода к α ‘и α-C2S с сопутствующей потерей гидравлической реактивности C2S, поэтому являются дополнительными причинами для ограничения содержания P2O5 в клинкере.
Эти неблагоприятные воздействия P2O5 в некоторой степени компенсируются присутствием фторидов, как это может быть в случае фосфатсодержащих известняков. Фторапатит, C10P3.CaF2, затем входит в твердый раствор в C3S, позволяя присутствовать более высокой доле P2O5 до того, как наступит прогрессирующее разложение C3S на C2S и C3P. Хлорапатит, C10P3.CaCl2, также может увеличивать переносимость P2O5 в клинкере и имеет дополнительное преимущество связывания хлорида в C3S и сокращения циклов хлорида, которые накапливаются в цементной печи.
Разложение SO3
Мы уже обсуждали влияние избытка SO3 на щелочи в сеансе 1.9, этот баланс между щелочами и сульфатами — тема, к которой мы будем возвращаться.
Один из возможных эффектов избытка сульфатов аналогичен влиянию P2O5 на состав клинкера.
Мы видели в сеансе 1.6, что SO3 предпочтительно входит в твердый раствор в C2S и по этой причине является ингибитором образования C3S. Этот твердый раствор SO3 в C2S стабилизирует полиморф β-C2S и затрудняет объединение с CaO и превращение в C3S.Распад C3S на β-C2S и CaO при температуре ниже 1250 ° C также ускоряется, результатом может быть низкое содержание C3S и высокое содержание C2S и свободного CaO в клинкере.
Твердый раствор второстепенных компонентов в минералах клинкера и полиморфная форма были постоянными темами на протяжении этой сессии, они будут темой следующей сессии курса.
На предыдущих занятиях курса мы уже говорили о том, что минералы клинкера не являются чистыми C3S, C2S, C3A и C4AF. Каждый минерал принимает второстепенные компоненты в свою кристаллическую структуру в твердом растворе.
Каждый минерал принимает второстепенные компоненты в свою кристаллическую структуру в твердом растворе.
Этот твердый раствор неизбежно приведет к отклонениям от минералогического состава клинкера, рассчитанного по Bogue. MgO, заменяющий CaO в C3S, будет эффективно высвобождать больше CaO для комбинации с C2S с образованием дополнительного C3S. Твердый раствор Al2O3 в C2S или C3S означает, что меньше Al2O3 доступно для образования C3A и т. Д.
Типичные диапазоны твердого раствора второстепенных компонентов в клинкерных минералах доступны в литературе:
Отсюда большая растворимость Al2O3, Fe2O3, Na2O и K2O в C2S, а не в C3S, и поэтому можно увидеть их ингибирующие свойства.(черные кружки). Также большая растворимость MgO в C3S, а не в C2S, и, следовательно, его минерализующие свойства. (синий круг).
Поправки к минералогии Богу могут быть сделаны на основе этих значений растворимости твердых веществ, но необходимо использовать минимум, максимум или среднее значение. Без данных микрозонда нельзя было бы узнать правильную растворимость конкретного клинкера.
Без данных микрозонда нельзя было бы узнать правильную растворимость конкретного клинкера.
Для MgO мы видим, что растворимость твердого вещества в C4AF составляет до 3,2%, по этой причине вклад MgO ограничен 2% в уравнениях Flux1338, Flux1400 и Flux1450.Заменители MgO на CaO в минералах клинкера. Когда уравнение LSF корректируется, MgO ограничивается 2%, поскольку это приблизительный максимум, который может заменить CaO.
LSF = (% CaO + 0,75x% MgO) / (2,8x% SiO2 + 1,18x% Al2O3 + 0,65x% Fe2O3)
В клинкерах с высоким содержанием MgO это особенно важно, любой MgO выше 2% будет присутствовать в виде свободный MgO, периклаз. Кристаллы периклаза в клинкере гидратируются очень медленно с сопутствующим расширением, что потенциально может привести к долговременному разрушению бетона из-за цемента с высоким содержанием MgO.Вот почему в международных стандартах на цемент содержание MgO ограничено 4, 5 или 6%. Клинкеры с высоким содержанием MgO необходимо быстро охлаждать, чтобы предотвратить превращение MgO в крупные кристаллы в клинкере, мелкие кристаллы будут быстро гидратироваться с меньшим длительным расширением.
Твердый раствор второстепенных компонентов в клинкерных минералах C3S, C2S, C3A и C4AF очень важен для стабилизации различных полиморфов минералов.
Различный твердый раствор и полиморфная форма клинкерных минералов объясняют различия в гидравлических характеристиках цементов, изготовленных из клинкеров с явно похожим химическим составом, но из разных печей или цементных заводов.Понимание и оптимизация полиморфной формы клинкерных минералов является одним из ключей к повышению гидравлической реактивности и качества клинкера и цемента.
C2S может присутствовать в полиморфных модификациях α, α ’, β или γ. Обратимые переходы между различными полиморфами происходят при следующих температурах:
β-C2S — единственный полиморф с какими-либо значительными гидравлическими свойствами, поэтому присутствие этого полиморфа должно стимулироваться. Это достигается твердым растворением второстепенных компонентов в C2S и быстрым охлаждением.Мы уже видели на предыдущем сеансе, что слишком много P2O5 и, следовательно, C3P может стабилизировать более высокотемпературные полиморфы α ’и α-C2S.
Инверсия в γ-C2S сопровождается увеличением объема кристалла на ~ 10%. Это разрушает кристаллическую структуру клинкера и заставляет клинкер превращаться в пыль, фенонема, известная как «пыль» клинкера. Твердые растворы Al2O3, Fe2O3, SO3, K2O и Na2O в сочетании с быстрым охлаждением способствуют предотвращению этого превращения в γ-C2S.
C3S может присутствовать в трех триклинных полиморфах, T1, T2, T3, трех моноклинных полиморфах, M1, M2, M3 и ромбоэдрическом или тригональном полиморфе, R1. Переходы между различными полиморфами происходят при следующих температурах:
Моноклинные и ромбоэдрические полиморфы включают больше твердого раствора в их кристаллическую решетку, и это делает их более химически реактивными, твердый раствор в промышленных клинкерах означает, что C3S обычно присутствует в моноклинных полиморф.
Гидравлическая реактивность, следовательно, увеличивается в следующем порядке:
триклинная <моноклинная <ромбоэдрическая
Однако гидравлическая реактивность не просто увеличивается с порядком температурного перехода между полиморфами. В частности, полиморф M1 более реакционноспособен, чем полиморф M3. Максимальный беспорядок присутствует в кристаллах C3S сразу после перехода к M1 из T3 или R1 из M3, последующие переходы M1 ↔ M2 ↔ M3 уменьшают беспорядок и деформации в структуре C3S.
В частности, полиморф M1 более реакционноспособен, чем полиморф M3. Максимальный беспорядок присутствует в кристаллах C3S сразу после перехода к M1 из T3 или R1 из M3, последующие переходы M1 ↔ M2 ↔ M3 уменьшают беспорядок и деформации в структуре C3S.
Артур Харриссон из Rugby Cement сообщил, что объединенный твердый раствор MgO и SO3 в C3S играет важную роль в определении доминирующего моноклинного полиморфа C3S.
Это объясняет тесную корреляцию между повышением содержания MgO в клинкере и снижением прочности на сжатие. Больше MgO означает больше твердого раствора в C3S, больше алита M3, меньшую реакционную способность и меньшую прочность. (оранжевая стрелка)
Это неблагоприятное влияние увеличения содержания MgO в клинкере на прочность на сжатие может быть компенсировано повышенным содержанием SO3 в клинкере, твердым раствором SO3 в C3S, большим количеством алита M1, более высокой реакционной способностью и прочностью.(синяя стрелка).
Работа Артура Харриссона показывает, что полиморфная форма C3S определяется комбинированными эффектами твердого раствора малых компонентов. Леа сообщает, что стабилизация триклинного или моноклинного C3S зависит от комбинированного твердого раствора MgO и Al2O3.
Леа сообщает, что стабилизация триклинного или моноклинного C3S зависит от комбинированного твердого раствора MgO и Al2O3.
Ромбоэдрический полиморф является наиболее неупорядоченным и гидравлически реактивным. Сообщается, что включение фторид-ионов в структуру C3S стабилизирует ромбоэдрическую форму, что является дополнительным преимуществом минерализации.
MgO, SO3, Al2O3, P2O5 и твердый раствор F¯, следовательно, все они влияют на полиморфную форму C3S, но цементный завод может не иметь возможности регулировать уровни этих второстепенных компонентов в своем клинкере. Как еще можно контролировать полиморфную форму C3S?
Режим нагрева и охлаждения клинкера — важные факторы, определяющие полиморфную форму C3S. Быстрое нагревание и охлаждение — это способы получения и стабилизации наиболее реактивных кристаллических форм.
Быстрый нагрев клинкера достигается за счет резкого температурного профиля и высокой скорости вращения печи.
Резкий температурный профиль означает, что переходы T1↔T2↔T3↔M1↔M2↔M3↔R1 происходят очень быстро. Новообразованный C3S находится в контакте с потоком в течение минимального времени, и крупные кристаллы не могут расти. Максимальный беспорядок достигается в кристаллах при недостаточном времени для переупорядочения структур.
Новообразованный C3S находится в контакте с потоком в течение минимального времени, и крупные кристаллы не могут расти. Максимальный беспорядок достигается в кристаллах при недостаточном времени для переупорядочения структур.
Быстрое охлаждение означает, что кристаллы заморожены в их высокотемпературных неупорядоченных полиморфных формах.
Резкий температурный профиль достигается коротким горячим пламенем в печи, это достигается за счет оптимизации горения в основной горелке. Быстрое охлаждение достигается за счет минимизации зоны охлаждения во вращающейся части печи до того, как клинкер упадет в охладитель. Основная горелка должна быть вставлена во вращающуюся часть печи на минимальном практическом расстоянии.
Мы подробно остановимся на влиянии условий горения на следующей сессии курса.
В сеансе 1.10 курса мы говорили о стехиометрии сгорания топлива в цементной печи, количестве воздуха для горения, которое необходимо втягивать в печь, и о газах продуктов сгорания, которые должны быть удалены из печи.
В предыдущем сеансе мы говорили о необходимости резкого температурного профиля для достижения быстрого нагрева до комбинированной температуры клинкера. Кроме того, основная горелка должна быть вставлена в печь на минимальном практическом расстоянии, чтобы минимизировать зону охлаждения в печи после того, как клинкер прошел под пламенем, клинкер затем быстро охлаждается, падая в охладитель, все еще находясь при высокой температуре.Чтобы понять, как добиться такого резкого температурного профиля, мы должны понять динамику горелок и пламени цементных печей, даже если это не строго «химия».
Конструкция и регулировка горелки создают пламя, которое может обеспечить необходимый резкий профиль горячей температуры, наряду с количеством избыточного воздуха и кислорода, втянутого в печь. Пламя цементной печи создается за счет сгорания углеводородного топлива, то есть топлива, состоящего в основном из водорода и углерода, объединенных в различные молекулы углеводородов.
Окисление этого водорода и углерода высвобождает экзотермическую энергию, которая создает температуру для объединения сырья с минералами клинкера.
Эти реакции окисления могут происходить только тогда, когда углеводороды в топливе вступают в контакт с кислородом воздуха для горения путем смешивания воздуха для горения и топлива.
После смешивания топлива и воздуха для горения сгорание продолжается в следующей последовательности процессов:
Смешивание → Зажигание → Окисление → Выхлоп процесс при условии, что газы продуктов сгорания должным образом выводятся из пламени.Отвод продуктов сгорания обеспечивается вытяжным вентилятором, который выполняет двойную функцию, так как втягивает воздух для горения в печь.
Смешивание воздуха для горения и топлива в пламени цементной печи зависит от струйного уноса вторичного воздуха для горения в пламя.
Горелка вдувает в печь струю первичного воздуха и топлива.
Процесс управляется импульсом и продолжается до тех пор, пока скорость струи не станет такой же, как и в окружающем воздухе.
Рециркуляционное пламя обеспечивает короткую зону горения и резкий температурный профиль, необходимые для оптимального качества клинкера и других преимуществ, не связанных с качеством. Рециркуляция предотвращает расширение пламени и попадание его на огнеупор. Рециркулирующие газы образуют подушку из более холодных выхлопных газов, которая защищает огнеупор.
При рециркуляционном пламени окислительные условия горения могут быть гарантированы при небольшом избытке воздуха сверх того, который требуется для горения, всего 1-2% кислорода на входе в печь.Без рециркуляции смешивание вторичного воздуха и топлива неадекватно, что снижает условия горения, и CO может присутствовать в количестве 4-5% кислорода на входе в печь.
Производство клинкера в восстановительной атмосфере в цементной печи может серьезно ухудшить качество клинкера и цемента, производимого из клинкера. Однако промышленная цементная печь терпима к восстановительным условиям без проявления этих неблагоприятных эффектов при условии, что клинкер попадает в охладитель при температуре выше 1250 ° C и охлаждается на воздухе.Охлаждение на воздухе от достаточно высокой температуры сводит на нет отрицательные эффекты восстановительного горения, поскольку клинкер повторно окисляется во время охлаждения.
В этих условиях возникает последовательность отрицательных воздействий на качество клинкера в зависимости от степени восстановления. Восстановление Fe3 + до Fe2 + и твердый раствор Fe2 + в клинкерных минералах является причиной этих пагубных воздействий. Цвет клинкера меняется с серого на коричневый, поскольку Fe2 + заменяет Mg2 + в твердом растворе в C4AF, который становится коричневым.
Обычный серый цвет клинкера возникает из-за твердого раствора Mg2 + в C4AF. Mg2 + искажает электронное облако Fe3 + в C4AF, что приводит к типичному серому цвету клинкера и цемента. В более интенсивных восстановительных условиях содержание C4AF истощается, а содержание C3A увеличивается, меньше Fe3 + и, следовательно, Fe2O3 доступен для образования C4AF, а это означает, что Al2O3 высвобождается с образованием большего количества C3A. Застывание цемента становится все более быстрым и неконтролируемым из-за «мгновенного» схватывания.
C3S дестабилизируется твердым раствором Fe2 + в виде FeO, и разложение до C2S и CaO во время охлаждения ускоряется, последующее быстрое охлаждение не может стабилизировать C3S.Обратному превращению C2S в гидравлически неактивный γ-полиморф способствует включение Fe2 + в C2S в виде FeO с сопутствующим пылеобразованием клинкера.
Однако этого каталога потенциально серьезных проблем с качеством, изменения цвета с серого на коричневый, быстрого схватывания из-за большего количества C3A и низкого развития прочности из-за меньшего количества C3S и гидравлически неактивного C2S можно избежать при условии, что клинкер не остывает. до температуры ниже 1250 ° C в восстановительной атмосфере в цементной печи, и жидкий флюс не кристаллизуется в восстановительной атмосфере.
Мы не должны путать этот каталог потенциально серьезных проблем с качеством с коричневыми сердцевинами, которые довольно часто встречаются в конкрециях клинкера, когда они сломаны.
Это явление вызвано высокотемпературным восстановлением Fe3 + до Fe2 + при высоких температурах в зоне горения. Это происходит после того, как C3S был сформирован, и, следовательно, не оказывает вредного воздействия на рост прочности цемента (хотя цвет может измениться). Весь клинкер будет до некоторой степени восстановлен из-за высоких температур в зоне обжига цементной печи.После того, как клинкер проходит под пламенем, вторичный воздух, поднимающийся из холодильника, повторно окисляет Fe2 + до Fe3 +, но крупные конкреции клинкера могут не полностью повторно окисляться до ядра и оставаться коричневыми в центре. Пористость, а также размер являются фактором, определяющим повторное окисление сердцевин, клинкер с низким SM может быть менее пористым из-за более низкого содержания флюса и, следовательно, более склонным к коричневым сердцевинам.
Мы уже обсуждали важность щелочных и сульфатных второстепенных компонентов в клинкере на предыдущих сессиях.На сессиях 1.5 и 1.6 мы увидели, что щелочи и сульфаты увеличивают объем флюса в печи и, таким образом, способствуют образованию минералов клинкера, но они также предпочтительно переходят в твердый раствор в C2S и, как результат, замедляют образование C3S.
На занятии 1.9 мы говорили о важности соотношения щелочи и сульфата в горячей еде. Избыток сульфата над щелочами может вызвать множество эксплуатационных проблем печи в виде твердых отложений в подогревателе, образования колец на входе в печь, возможного комкования клинкера, более мелкой гранулометрии клинкера, что в худшем случае приведет к рециркуляции тяжелой пыли из охладителя. в печи, возможное разложение C3S до C2S и сопутствующий клинкер с высоким содержанием свободного CaO.
Эти проблемы возникают из-за образования CaSO4 в клинкере. Что касается качества и состава клинкера, любой CaO в сочетании с CaSO4 эффективно снижает содержание LSF и C3S в клинкере.
В сеансе 2.6 мы увидели, что если K2O присутствует в значительном избытке сульфата, то существует возможность образования KC23S12. Если это происходит, то KC23S12 не может быть преобразован в C3S, насыщенность известью оставшейся части материала повышается, и в результате может получиться клинкер с высоким содержанием свободного CaO.
Этих проблем можно избежать, сбалансировав молярное соотношение щелочей и сульфата в клинкере в дополнение к горячей муке. Однако уравновешивание щелочей и сульфатов существенно влияет на качество клинкера и гидравлические характеристики клинкерных минералов.
Сульфаты щелочных металлов в клинкере растворяются очень быстро, когда цемент смешивается с водой. Это изменяет равновесие раствора с ионами сульфата SO42-, вытесняя гидроксид OH¯ из раствора.
Гидроксид кальция Ca (OH) 2 является одним из продуктов гидратации C3S.
C3S + h3O → C-S-H + Ca (OH) 2
Вытеснение гидроксида из водного раствора для замеса цемента означает, что равновесие этой реакции смещается в сторону продуктов, что приводит к более быстрой гидратации. Эта более быстрая гидратация приводит к ускоренному схватыванию и раннему развитию силы, однако более поздняя сила в 28 дней может быть снижена.
Величина этих эффектов зависит от общего количества сульфата щелочного металла, присутствующего в клинкере.Общее количество щелочей в эквиваленте натрия, Na2Oeq, ограничено до менее 0,6% в слабощелочном цементе, чтобы избежать проблем с долговечностью в бетоне из-за реакции щелочного металла с кремнеземом.
Na2Oeq, =% Na2O +% K2O x 62/94
Где 62 и 94 — молекулярная масса Na2O и K2O соответственно.
Не должно возникнуть проблем с контролем схватывания или удобоукладываемости слабощелочного цемента. Однако с более высоким содержанием щелочных цементов схватывание может происходить все быстрее, что может привести к проблемам с удобоукладываемостью.Рекомендуется использовать максимум 1,8% K2SO4 (0,97% K2O) в клинкере, чтобы избежать этих проблем, поскольку по мере увеличения содержания K2O степень сульфатизации для достижения этого снижается.
Эта повышенная реакционная способность клинкера полезна при производстве смешанных цементов. Пуццолановая реакция активируется гидратацией клинкерных минералов, помогая компенсировать низкую раннюю реакционную способность и развитие прочности смешанных цементов. Некоторые цементные компании добавляют сульфат натрия, Na2SO4, в смешанный цемент для достижения этого эффекта.
Содержание растворимого сульфата щелочного металла в цементе сильнее всего коррелирует с ранним развитием прочности. Ранняя сила может быть увеличена до 10%, но за счет снижения на 10-15% силы за 28 дней.
На занятии 1.6 мы увидели, что Ольборгская технология производства минерализованного цемента включает добавление сульфата и фторида в сырье для печи, что, безусловно, связано с высоким содержанием растворимых сульфатов щелочных металлов в клинкере.
Мы вернемся к теме минерализованного клинкера и его качественных характеристик в следующем, заключительном занятии этого модуля 2 курса.
В сеансе 1.6 мы говорили о потенциальных преимуществах минерализации:
Фториды предпочтительно переходят в твердый раствор в кристаллической структуре C3S, снижая барьер свободной энергии для образования C3S, а это означает, что C3S может образовываться при температуре 1170 ° C. На практике требуется 1350 ° C из-за неоднородности подачи в печь.
Это понижение температуры образования C3S позволяет снизить температуру зоны обжига в цементной печи и, как следствие, удельные затраты тепловой энергии на производство клинкера.Более низкий расход топлива означает меньший объем продуктов сгорания, что снижает мощность вытяжного вентилятора для увеличения производительности печи. Более низкий расход топлива печи также означает меньшие выбросы CO2 на тонну произведенного клинкера, в то время как более низкая температура зоны обжига означает меньшее образование NOx в цементной печи.
Все это привлекательные преимущества технологии минерализации, но в настоящее время основные факторы, побуждающие цементные компании использовать технологию минерализации, связаны с качеством производимого клинкера.
На сессиях 2.3 и 2.7 мы говорили о влиянии фторидов на состав клинкера:
Включение фторид-ионов в кристаллическую структуру C3S приводит к более неупорядоченной структуре и, следовательно, к большей гидравлической реактивности C3S. Поле первичной фазы C3S также расширяется, что позволяет полностью объединить клинкеры с содержанием LSF 104% и повысить содержание C3S до 80%.
Комбинация большего количества C3S в клинкере и того, что C3S является более гидравлически реактивным, означает, что прочность на сжатие цемента, изготовленного из клинкера, на ранних этапах намного выше, чем у обычного клинкера.Более высокая начальная прочность означает, что к смешанным цементам можно добавлять больше дополнительных вяжущих материалов без снижения прочностных характеристик.
Более высокая замена клинкера в цементных смесях дает цементным компаниям множество преимуществ:
Увеличиваются производственные мощности и товарооборот — фиксированное количество клинкера обеспечивает большее количество цемента, которое можно продать.
Производственные затраты на единицу произведенного цемента снижаются, поскольку затраты на производство клинкера уменьшаются за счет каждой дополнительной тонны неклинкерного материала, включенного в смешанный цемент.Тепловая энергия, потребляемая при производстве клинкера, и выбросы CO2, связанные с производством клинкера, также разбавляются каждой дополнительной тонной неклинкерного материала, который включается в смешанный цемент. Смешанные цементы также действительно лучше чистых цементов во многих областях применения.
Производство минерализованного клинкера также дает преимущества тем цементным компаниям, которые не производят смешанные цементы:
Выбросы CO2, связанные с потреблением тепловой энергии при производстве клинкера, снижаются.Однако, если содержание CaCO3 в сырье для печи и насыщение извести повышаются для получения более высокого содержания C3S в клинкере, тогда выбросы CO2, связанные с прокаливанием CaCO3, более чем компенсируют более низкие тепловые выбросы CO2.
Более высокие прочностные характеристики минерализованных цементов позволяют снизить тонкость помола цемента на этапе чистового помола и тем самым снизить потребление электроэнергии, а также повысить производительность оборудования чистового помола, если это ограничивает производительность завода. .
Потенциальные преимущества минерализации образования клинкера путем добавления фторидов в сырье для печи известны уже много лет, и их можно применять без нарушения каких-либо патентов.
Однако в сессии 1.6 мы также говорили о конкретной технологии минерализации, запатентованной цементной компанией Ольборга в Дании.
Это включает добавление фторида в сырье для печи, но также и в сочетании с сульфатом SO3 в количестве более 2% в клинкере.
Содержание сульфата в клинкере более 2% неизбежно приводит к некоторым из потенциальных проблем эксплуатации печи, которые мы обсуждали в сессии 1.9.
Избыток SO3 над щелочами объединяется с CaO в клинкере и потенциально может привести к закупориванию подогревателя, образованию колец и снижению гранулометрии клинкера. Однако преимущества избытка сульфата, SO3, должны перевешивать недостатки, иначе компания Aalborg не добавила бы сульфат.
Сульфат образует более низкотемпературные потоки, позволяя минерализованному образованию C3S протекать при температурах ниже тех, при которых могут присутствовать обычные потоки C4AF и C3A.Однако основные цели технологии минерализованного клинкера Ольборга связаны с качеством, и это относится как к добавлению сульфата, так и к добавлению фторида.
Избыток сульфата в клинкере объединяется с CaO в двойной сульфатной соли, лангбейните кальция, 2CaSO4.K2SO4.
Высокая растворимость сульфата в клинкере имеет эффекты, описанные в сеансе 2.9, ускорения схватывания и раннего развития прочности цемента. Ускорение схватывания имеет преимущество в преодолении замедляющего эффекта, который фторид оказывает на время схватывания цемента, в то время как одной из основных целей технологии минерализации является получение более раннего цемента прочности.
Однако высокое содержание сульфата в клинкере имеет и другие преимущества; Снижение более поздних, 28-дневных сил, вызванное растворимыми щелочами, преодолевается повышенной реакционной способностью фазы белита (C2S) в клинкере. Высокий избыток SO3 в клинкере минерализует минерал белита, переходя в твердый раствор в белите и делая его гораздо более химически активным.
Комбинация производства клинкера с фторидной и сульфатной минерализацией, таким образом, предоставляет значительные возможности:
Типичные характеристики повышения прочности цемента могут включать 2-дневную прочность на сжатие 23 МПа и 28-дневную прочность на сжатие 55 МПа.
Эта возможность может быть использована для повышения ранней прочности за счет увеличения содержания C3S и реакционной способности, что обеспечивается введением фторида, в то время как 28-дневная прочность остается практически неизменной из-за пониженного содержания C2S в клинкере.
В качестве альтернативы, двухдневная крепость может быть практически неизменной при пониженном содержании минерализованного C3S, содержащего фторид, обеспечиваемого более низким содержанием LSF, в то время как 28-дневная крепость увеличивается из-за более высокого содержания минерализованного C2S, содержащего сульфат.
Возможности, которые предоставляют такие минерализованные активные белитовые цементы, представляют большой интерес. Если LSF можно сократить до ~ 80%, тогда технологические выбросы CO2 будут сокращены на ~ 15% до 450 кг на тонну произведенного клинкера, а общие выбросы CO2 будут сокращены на ~ 10% до 750 кг на тонну произведенного клинкера. Важный вклад в достижение сокращения выбросов CO2, требуемого согласно Киотскому протоколу.
Мы подошли к концу Модуля 2 курса, в котором мы в первую очередь рассматривали влияние химии цементных печей на качество.Выбросы от цементной печи будут темой Модуля 3 курса, где мы начнем с рассмотрения выбросов CO2 от цементной печи и средств их уменьшения. Очевидно, что производство активных белитовых цементов — это одна из возможностей, которая в настоящее время широко не применяется.
СОСТАВ И ГИДРАТАЦИЯ КЛИНКЕРОВ
В этом исследовании сравнивается состав обычного портландцементного клинкера с соответствующим сульфатно-фторидным минерализованным клинкером и исследуется гидравлическая активность клинкера на двух производственных установках.На первом заводе были исследованы обыкновенный клинкер (P1) и клинкер, минерализованный CaF2 + CaSO4 (P1m), а на втором заводе — обычный клинкер (P2) и два клинкера, минерализованные CaF2 + CaSO4 (P2m, с низким содержанием SO3 и P2m ‘). , высокое SO3). Химический состав клинкеров определяли с помощью рентгенофлуоресцентного анализа, спектрометрии с индуктивно связанной плазмой (ICP), титрования (свободная известь) и измерений на ионоселективных электродах. Качественные и количественные фазовые составы клинкеров были охарактеризованы с помощью порошковой дифракции рентгеновских лучей, формирования изображений в отраженных электронах, рентгеновского микроанализа и элементного картирования, а также микроскопии оптического отражения.Во всех клинкерах наблюдались следующие фазы: алит, бета-белит, кубический алюминат, феррит и свободная известь. Наблюдались дополнительные фазы: афтиталит (P1 и все клинкеры с завода 2), лангбейнит кальция (P1m) и периклаз (все клинкеры с завода 2). Состав и текстура клинкера на этих двух заводах различаются больше, чем между обычным и минерализованным клинкером одного и того же производства. Лабораторные цементы получали путем смешивания измельченного клинкера с CaSO4-2h3O. Цемент гидратировали в изотермическом калориметре при 20 ° C (весовое соотношение вода / цемент = 0.5) в течение 33 ч. Цементы на основе минерализованного клинкера с завода 2 имели более медленную реакцию, чем обычный цемент с того же завода. Цемент на основе минерализованного клинкера с завода 1 имел более низкую скорость реакции во время ранней гидратации, чем соответствующий обычный клинкер, но затем через 12 часов скорость реакции повышалась для достижения более высокой скорости реакции.
- Наличие:
- Дополнительные примечания:
- Диапазон страниц: 1613-1621 pp.
- Корпоративных авторов:
Эльзевир
The Boulevard, Langford Lane
Kidlington, Оксфорд
объединенное Королевство
OX5 1 ГБ - Авторов:
- Эмануэльсон, A
- Хансен, S
- Viggh, E
- Дата публикации: 2003-10
Язык
Информация для СМИ
Предмет / указатель
Подача информации
- Регистрационный номер: 00983749
- Тип записи:
Публикация - Файлы: TRIS
Дата создания:
2 декабря 2004 г. 00:00
Цементные печи: минералы клинкера
Хотя к этой странице часто обращаются как к отдельной статье, она является частью работы по истории британской и ирландской цементной промышленности, и там, где делаются заявления об историческом развитии технологий, они обычно относятся только к разработкам. в Британии.Формулы, выделенные полужирным шрифтом , являются обозначением химиков цемента.
История понимания портлендского клинкера
В ранней истории цемента преобладает ненаучный подход его тогдашних производителей, не занимающихся наукой, и даже сегодня понимание строения и химического состава продукта не является необходимым для производителя, по крайней мере, до тех пор, пока что-то не пойдет не так. Несколько простых «практических правил» пригодятся.
Первой вехой в понимании клинкера было простое признание того, что его присутствие необходимо в портландцементе.Ранние производители предпортлендских продуктов, включая Джозефа Аспдина, всегда случайно делали некоторое количество темного, стекловидного, «перегоревшего» материала, который они отбрасывали как бесполезный, потому что его трудно измельчить и он медленно реагирует. Это был Уильям Аспдин, предположительно где-то в 1830-х годах, который понял, что его можно использовать для производства относительно высокопрочного цемента. И. К. Джонсон сделал это открытие независимо в 1845 году, но не раньше, чем он представил образец цемента Аспдина химику, который объявил его фосфатом кальция.Таков был первый вклад химии в эту тему! Тем не менее, еще в 1856 году Винклер в Германии предлагал, чтобы цементы содержали основные силикаты, которые гидратируются до извести и низших силикатов. Такие теории получили распространение по мере того, как улучшилась способность выполнять точный химический анализ, но оставались спекулятивными до 1870-х годов, когда Ле Шателье впервые применил петрографические методы — в частности, просвечивающую микроскопию тонких срезов — для изучения клинкера.
Описание состава клинкера Ле Шателье, представленное еще в 1883 году, в основном было описанием сегодняшнего дня, и последующая история характеризовалась довольно незначительным уточнением его деталей.Многие другие исследователи воспользовались его петрографическими методами, хотя не все обладали его научными способностями. Шведский исследователь Торнебом независимо повторил работу Ле Шателье и, обнаружив четыре различных типа кристаллов в клинкере, назвал их алит, белит, целит и фелит. Трехкомпонентная система CaO-SiO 2 -Al 2 O 3 была первой такой 3-оксидной системой, которая была полностью охарактеризована Рэнкином и Райтом в Институте Карнеги в 1915 году, что показало важность исследований цемента в этой связи. времени, а также показывает смещение центра тяжести исследовательских усилий на другую сторону Атлантики.В Великобритании для внедрения такого рода академических исследований потребовалось много времени, и эта ситуация усугубилась исследованиями в 1920-х годах, убедительно доказавшими, что алита не существует. Только после того, как Браунмиллер и Бог (1930) применили методы XRD для анализа клинкера, однозначно идентифицируя и количественно определяя фазы, модель клинкера Ле Шателье стала широко распространенной. После этого, довольно поздно, британская промышленность начала применять научные принципы, при этом исследования проводились не самой отраслью, а такими, как Ли, на Станции исследований в строительстве.
Клинкерные фазы
Портландцементный клинкер представляет собой «фазовое скопление», в котором основными минеральными кристаллическими разновидностями являются:
Все эти химические формулы являются «грубыми», потому что фазы на самом деле являются твердыми растворами, а атомы формулы замещены в небольшой, но значительной степени другими элементами. Например, некоторые участки кальция в кристалле белита могут быть заняты магнием, а некоторые участки кремния могут быть заняты алюминием, фосфором, серой, железом и т. Д.Кроме того, кристаллы фаз обычно сильно дефектны, с неоднородностями в их структуре и отсутствующими атомами, что является желательной характеристикой, поскольку дефекты увеличивают реакционную способность кристалла.
Выше представлены четыре основных этапа «портлендской клинкерной системы». На практике различные другие фазы могут присутствовать в небольших количествах:
- Оксид кальция — CaO
- Периклаз — MgO
- Солевые фазы — различные комбинации катионов натрия, калия и кальция с сульфатными и хлоридными анионами, такие как:
- Арканит — К 2 SO 4
- Кальций Лангбейнит — K 2 Ca 2 (SO 4 ) 3
- Афтиталит — K 3 Na (SO 4 ) 2
- Сильвит — KCl
- Низкотемпературные фазы — различные промежуточные химические соединения, не прошедшие термическую обработку, такие как:
- Спуррит — Ca 5 (SiO 4 ) 2 (CO 3 )
- тернезит — Ca 5 (SiO 4 ) 2 (SO 4 )
- Эллестадит — Ca 10 (SiO 4 ) 3 (SO 4 ) 3 (OH) 2
- Йеэлимит — Ca 4 (AlO 2 ) 6 (SO 4 )
Типичный современный серый клинкер хорошего качества общего назначения может содержать 72% алита, 9% белита, 7% алюмината трикальция, 10% алюмоферрита тетракальция, 1% солевых фаз и 1% свободного оксида кальция, но в зависимости от желаемых свойств, возможны клинкеры с существенно различным составом.
Алит и белит — «активные ингредиенты» цемента, придающие прочность при гидратации. Это «первичные фазы», которые остаются твердыми на протяжении всего процесса клинкирования. Алюминат трикальция и алюмоферрит тетракальция не обладают полезными свойствами и могут быть в некоторой степени вредными. Это «промежуточные фазы», которые кристаллизуются из жидкости, образующейся при частичном плавлении во время клинкера, и заполняют промежутки между кристаллами силиката. Они присутствуют исключительно для удобства производителя, потому что без жидкости, из которой они образуются, клинкер не может образовываться при экономически приемлемой температуре.
Хотя современные производители часто уточняют химический состав своего клинкера с помощью незначительных добавок к сырой смеси «третичных материалов», исторические сырьевые смеси обычно изготавливались из известняка и местной глины или сланца, добытых из наиболее удобных источников. Поэтому неудивительно, что такие элементы, как кремний, алюминий, железо, щелочи, титан, фосфор и марганец, присутствуют примерно в тех же пропорциях, что и в средней континентальной коре Земли, и микроэлементы, если они нелетучие, также следуйте этому правилу.Минорные и следовые элементы обычно присутствуют в количествах, достаточно малых, чтобы они могли быть размещены в твердом растворе в четырех основных минералах клинкера.
Ранний клинкерный состав
Фазовая диаграмма для системы CaO-SiO 2 ( C — S ) (показана справа) была впервые точно определена Дэем, Шепардом и Райтом в 1906 году. Это показывает, что существует четыре стехиометрически различных силиката кальция ( каждый с несколькими полиморфами): CS , C 3 S 2 , C 2 S и C 3 S .Портландцементы содержат смеси C 2 S и C 3 S . Зона, содержащая портландцементы, заштрихована.
Первые производители цемента ничего об этом не знали; они знали только, что при определенных соотношениях известняка и глины в их сырой смеси образуется приемлемый цемент, а при других — нет. Они только определяли содержание карбоната кальция в своих сырых смесях (если они вообще занимались какой-либо химией), чтобы контролировать их состав. Чтобы упростить понимание системы, полезно рассматривать только смеси, содержащие диоксид кремния и карбонат кальция.Такую смесь можно (с помощью некоторых минералогических уловок) заставить реагировать с образованием смеси силикатов кальция. В качестве примера рассмотрим смесь, содержащую 20 г SiO 2 и 70 г CaCO 2 . Используя химические данные на страницах молекулярной массы и минералов, можно рассчитать результаты их реакции. Карбонат при прокаливании оставляет 44,82283 г CaO. Итак, у нас есть 0,799303 моль CaO и 0,332866 моль SiO 2 , а молярное соотношение CaO: SiO 2 равно 2.40128. Поэтому ясно, что продукт реакции будет смесью C 2 S и C 3 S ; фактически он будет содержать 59,872 мол.% C 2 S и 40,128 мол.% C 3 S . Переведя в массовые проценты, мы получаем 52,954% C 2 S и 47,046% C 3 S .
Повторяя это вычисление для всего диапазона композиции, мы получаем соотношение, как показано.В этой упрощенной модели пределы диапазона портландцемента составляют 76,91% и 83,33% карбоната кальция. Ниже нижнего предела мы получаем смеси C 2 S и негидравлического ранкинита. Выше верхнего предела мы получаем смеси C 3 S и расширяющегося свободного оксида кальция. Это сразу подчеркивает трудности, с которыми столкнулся производитель раннего портландцемента; Для успешной работы необходимо было оставаться в пределах окна состава шириной всего 6%, имея дело с переменным природным сырьем, без какого-либо химического анализа, а во многих случаях и без каких-либо знаний в области химии.На практике превышение нижнего предела приводило к снижению прочности, в то время как переход верхнего предела приводило к фатальному разрушительному расширению, поэтому неудивительно, что составы ранних цементов, хотя и широко разбросанные, группируются вокруг нижнего предела.
В реальных смесях сырьевых материалов играет роль влияние других оксидов, в частности оксида алюминия и оксида железа, но возникает аналогичная картина. В клинкере, сделанном из смеси мела и глины Медуэй, первоначально использовавшейся Уильямом Аспдином, содержание алита падает до нуля ниже 61% CaO.Ранние данные химического анализа крайне ненадежны, но содержание CaO ниже этого значения — всего 57% — довольно часто. Портландцемент по определению содержит алит, но не следует предполагать, что цементы с содержанием извести ниже 61% не являются портландцементными. Это было из-за изменчивости продукта. Цемент того времени был сделан из смеси клинкеров. Из-за грубых методов компаундирования сырой смеси клинкер сильно варьировался день ото дня, от партии к партии, от куска к куску и даже в пределах отдельного куска.Клинкер того времени, как и яйцо священника, был хорош отчасти. Клинкер с средним содержанием CaO 61%, половина из которых может поступать в Портленд, а половина — к югу от Портленда. Некоторые его части (содержание CaO на 6% выше среднего) могут быть даже покрыты известью.
Сказав это, вскоре должно было стать очевидным, что требуется более высокий стандарт смешивания rawmix, и что это позволяет несколько ближе приблизиться к верхнему пределу CaO с повышенной прочностью. К 1860-м годам появилась цель «дверь сарая», и в течение следующих 20 лет (пока немецкие конкуренты не начали увеличивать содержание CaO с помощью химического анализа) в большинстве клинкеров среднее содержание CaO было безопасно на полпути между верхним и нижним пределами. (и, следовательно, с равным количеством алита и белита).После 1880 года содержание СаО постепенно увеличивалось и к 1970 году достигло практического максимума, давая клинкеры, в которых почти весь силикат был алитом.
Далее следует обсуждение отдельных минералов.
Примерно Ca 3 SiO 5 . Алит является основным минералом (> 50%) в большинстве современных клинкеров и характерным минералом портландцемента. Алит становится стабильным только при температуре выше 1250 ° C и не может образовываться, если на каком-то этапе температура горения не превысит эту отметку.Таким образом, в ранних цементах, которые обжигались при более низкой температуре, алит не образовывался (за исключением случайных случаев), и первым его произвел Уильям Аспдин, когда он изобрел «портландцемент, каким мы его знаем».
Ле Шателье сначала определил его как основную фазу в клинкере и предположил, что это трикальцийсиликат, потому что под микроскопом он был визуально идентичен минералу в «грейпферах» — негашеных силикатных конкрециях в перегоревшей извести, которые содержали так мало других частиц, что объемного химического анализа было достаточно, чтобы установить его соотношение CaO: SiO 2 (почти 3).
Алит образует отчетливо гексагональные кристаллы. Кристаллическая элементарная ячейка чистого трикальцийсиликата содержит 27 ионов кальция, 9 оксидных ионов и 9 ортосиликатных ионов. Ионы оксида в его структуре придают ему высокую реакционную способность, что заставляет его развивать «раннюю прочность» (т.е. прочность, развиваемую в растворе или бетоне в течение первых семи дней). Его гидратация сложна, но очень грубо может быть представлена уравнением:
2 Ca 3 SiO 5 + 6 H 2 O → Ca 3 Si 2 O 4 (OH) 6 + 3 Ca (OH) 2
Гидрат довольно переменного состава обычно называют гидратом силиката кальция ( C-S-H ).
Алит имеет несколько полиморфных модификаций, все из которых, как упоминалось выше, нестабильны при температуре ниже 1250 ° C, разлагаясь на дикальцийсиликат и оксид кальция. На практике при условии, что присутствуют небольшие добавки других элементов и очень быстрое охлаждение от пиковой температуры, алит сохраняется до комнатной температуры в качестве метастабильной фазы. Его метастабильная природа способствует его реактивности.
Состав реального алита отличается от состава трикальциевого силиката с большим разнообразием «посторонних» атомов в твердом растворе.Тейлор цитирует «типичную» композицию:
Na 0,01 Ca 2,90 Mg 0,06 Fe 0,03 Al 0,04 Si 0,95 P 0,01 O 5,00
Ясно, что количество каждого «постороннего» иона зависит от количества рассматриваемого элемента в основной массе, но алюминий и железо присутствуют всегда. Алит и белит вмещают почти весь фосфор в системе и любую серу, не связанную в солевых фазах.Это потому, что фазовые составы настолько сильно отклоняются от «идеального» состава, что традиционный расчет фазового состава «Богом» является настолько неточным.
Примерно Ca 2 SiO 4 . Силикат дикальция может быть получен при низких температурах, а его «гидравлические» формы (то есть те, которые вступают в реакцию и затвердевают с водой) образуются при температуре выше 820 ° C. Это был компонент, придающий прочность первым цементам.
Белит образует кристаллы, у которых отсутствуют четко очерченные угловатые поверхности, и под микроскопом они выглядят как шаровидные массы.Элементарная ячейка кристалла содержит 8 ионов кальция и 4 иона ортосиликата. Белит реагирует с водой намного медленнее, чем алит, и обычно через месяц реагирует только наполовину. Его гидратация (также сложная) может быть очень грубо представлена уравнением:
2 Ca 2 SiO 4 + 4 H 2 O → Ca 3 Si 2 O 4 (OH) 6 + Ca (OH) 2
Гидрат практически такой же, как и у алита.Обе реакции производят гидроксид кальция в качестве побочного продукта. Алитная паста более разбавлена гидроксидом кальция (который не дает прочности), поэтому ее «предел прочности» (прочность после бесконечно долгого периода отверждения) ниже, чем у белита. Гидроксид кальция делает раствор или бетон очень щелочным, что полезно для железобетона — щелочные условия предотвращают коррозию стали.
Если смесь карбоната кальция (CaCO 3 ) и диоксида кремния (SiO 2 ) смешать в молярном соотношении от 2: 1 до 3: 1, очень тонко измельчится и нагреется до 1400 ° C, тогда смесь форм алита и белита, количество каждой из которых зависит от состава исходной смеси.Не существует силиката кальция с более высоким содержанием кальция, чем алит, поэтому смеси с молярным соотношением более 3: 1 будут образовывать смесь алита и свободного оксида кальция. Если молярное соотношение меньше 2: 1, то образуется смесь белита и низших, негидравлических силикатов, таких как ранкинит. Этот процесс иллюстрирует способ, которым композиция rawmix используется для контроля состава клинкера, хотя реальная проблема намного сложнее из-за присутствия многих других элементов в смеси. Он также демонстрирует чувствительность системы к относительно небольшим изменениям в составе rawmix.Смесь для получения чистого белита содержит 76,91% по массе карбоната кальция, тогда как смесь для чистого алита содержит 83,33%. Таким образом, при изменении состава сырой смеси на 6,4% продукт полностью трансформируется.
Белит также имеет несколько полиморфов. Силикат γ-дикальция (низкотемпературная форма) отличается от других тем, что он негидравлический. Его структура полностью отличается от структуры белита (это оливин извести), а обращение β- в γ-форму включает настолько полную перестройку атомов, что кристалл превращается в пыль.Это «пыление» было часто наблюдаемым (и опасным) процессом в ранней индустрии. Разложение белита обычно приводит к одновременному разложению алита, и образующаяся пыль оказывается бесполезной. Как и в случае с алитом, высокотемпературные формы сохраняются в виде метастабильных фаз при комнатной температуре за счет «легирования» силиката «чужеродными» атомами и быстрого охлаждения. Этого легко добиться в современных системах обжиговых печей, но было трудно добиться хорошего охлаждения, например, в бутылочной печи.
Состав реального белита отличается от состава дикальциевого силиката в несколько большей степени, чем алит.Тейлор цитирует «типичную» композицию:
.
K 0,03 Na 0,01 Ca 1,94 Mg 0,02 Fe 0,02 Al 0,07 Si 0,90 P 0,01 O 3,93
Опять же, количество каждого «постороннего» иона зависит от количества рассматриваемого элемента в основной массе, но алюминий и железо присутствуют всегда. В более современных клинкерах, чем тот, на котором основан этот анализ, где обнаружен избыток серы над щелочами, также присутствуют значительные количества сульфат-иона, с ионом SO 4 2- и двумя AlO 4 5- ионов, заменяющих три иона SiO 4 4- ионов.
Примерно Ca 3 Al 2 O 6 . Из многих минералов алюмината кальция он имеет самое высокое содержание кальция и является единственным, который обычно присутствует в портлендском клинкере, хотя ранние цементы могли содержать майенит (примерно Ca 6 Al 7 O 16 · OH). В качестве промежуточной фазы его кристаллы растут, чтобы уместиться в имеющихся зазорах между кристаллами силиката.
Существует ряд полиморфов, которые стабильны во всем температурном диапазоне: какой полиморф преобладает, зависит от количества второстепенных элементов, особенно щелочей, входящих в структуру.Чистый алюминат трикальция имеет только одну кристаллическую форму — кубическую структуру, в которой каждая элементарная ячейка содержит 72 иона кальция и восемь кольцевых ионов Al 6 O 18 18-. В структуре много свободных катионных центров, поэтому она может принимать щелочь за счет двух ионов щелочного металла, заменяющих ион кальция. В чистом Ca 3- n Na 2 n Al 2 O 6 серии новые полиморфы появляются как n увеличивается:
n Кристалл Имя 0-0.04 Кубический C I 0,04-0,16 Кубический C II 0,10-0,20 Орторомбический O 0,20-0,25 0,20-0,25 M
n = 0,25 — максимальное замещение, соответствующее содержанию Na 2 O 5,7%. Часто цитируемое соединение NaCa 4 Al 3 O 9 ( n = 0.33, Na 2 O 7,6%) и его калиевый аналог являются мифами. Однако трехкальциевый алюминат в цементе всегда содержит много других элементов. В частности, замещение кремния в алюминатной структуре позволяет разместить большее количество катионов, а для изоморфов в таблице значения n все значительно выше в реальных алюминатных фазах.
Как и следовало ожидать из их более высокой основности, содержащие щелочь формы трикальцийалюмината все больше вступают в реакцию с водой, и, поскольку это затрудняет регулирование схватывания цемента, в надлежащей производственной практике избегают производства ромбических и моноклинных форм. .Обычно это достигается путем обеспечения достаточного количества сульфата в клинкере для связывания щелочей в солевых фазах.
В отсутствие сульфата алюминат трикальция быстро и экзотермически реагирует с водой с образованием гидрограната:
Ca 3 Al 2 O 6 + 6H 2 O → Ca 3 (Al (OH) 6 ) 2 Hydrogarnet
Это вызывает явление «мгновенного схватывания», которое получается, когда цемент изготавливается путем измельчения клинкера без добавления гипса.Цементно-водная паста схватывается в течение нескольких минут после добавления воды. Добавление медленнорастворимого сульфата в виде гипса (или, строго говоря, его частично дегидратированной формы, бассанита) обеспечивает концентрацию сульфат-иона, достаточную для модификации реакции гидратации:
Ca 3 Al 2 O 6 + 3CaSO 4 + 32H 2 O → [Ca 3 (Al (OH) 6 ) .12H 2 O] 2 . (SO 4 ) 3 .2H 2 O Эттрингит
Очень нерастворимый эттрингит образует тонкий когезионный водонепроницаемый слой на поверхности кристалла трикальцийалюмината и предотвращает дальнейшую реакцию — алюминат «пассивируется».Таким образом, окончательная гидратация алюмината откладывается до тех пор, пока алит не подвергнется гораздо более медленной реакции затвердевания через час или два. Эта задержка, конечно, имеет решающее значение для эффективного использования цемента, поскольку паста должна оставаться текучей до тех пор, пока раствор или бетон не будет нанесен.
Конечная реакция алюмината включает медленное превращение эттрингита в «моносульфат» — фазу «AFm»
[Ca 3 (Al (OH) 6 ) .12H 2 O] 2 .(SO 4 ) 3 .2H 2 O + 2 Ca 3 Al 2 O 6 + 4H 2 O → 3 [Ca 4 (Al (OH) 6 ) 2 . (SO 4 ) .6H 2 O] «моносульфат»
Такое неудобное поведение является исключительно свойством алюмината трикальция. Цементы без трехкальциевого алюмината, как правило, схватываются даже без сульфата. Кроме того, возможная гидратация алюмината практически не влияет на прочность цемента.В целом, трикальцийалюминат не вносит полезного вклада в свойства цемента и может вызвать серьезные проблемы.
Помимо ионов щелочных металлов, алюминатная фаза вмещает большое количество «посторонних» ионов. Тейлор приводит «типичный» состав кубической формы:
K 0,04 Na 0,09 Ca 2,73 Mg 0,09 Ti 0,01 Fe 0,17 Al 1,66 Si 0,17 O 6,00
Опять же, количество каждого «постороннего» иона зависит от количества рассматриваемого элемента в основной массе, но кремний и железо присутствуют всегда.
Очень приблизительно Ca 4 Al 2 Fe 2 O 10 . Из всех фаз эта имеет самый изменчивый состав. Помимо переменного соотношения алюминия и железа, он может поглощать большое количество «посторонних» элементов. Он функционирует как «мусорный бак» системы. Тейлор приводит «типичный» состав феррита в клинкерах с более высоким содержанием глинозема:
K 0,01 Na 0,01 Ca 1,98 Mg 0.17 Ti 0,05 Mn 0,02 Fe 0,62 Al 1,00 Si 0,14 O 5,00
и для феррита в клинкерах с более низким содержанием глинозема:
K 0,01 Ca 1,98 Mg 0,17 Ti 0,05 Mn 0,02 Fe 0,90 Al 0,72 Si 0,14 O 5,00
Опять же, количество каждого «постороннего» иона зависит от количества рассматриваемого элемента в основной массе.Переходные металлы Ti-Zn легко заменяют железо, и «ферритная» фаза является основным назначением их в клинкере. Эти элементы, особенно титан, могут превосходить железо в «феррите» белого клинкера. Mg 2+ также может заменять Fe 3+ с зарядами, уравновешенными заменой иона AlO 4 5- на ион SiO 4 4-. Это обеспечивает основу для MgO, превышающего 1,5%, который может быть размещен в алите и белите, хотя клинкеры с более чем 3% MgO всегда содержат свободный оксид (периклаз) в качестве отдельной фазы.
В отсутствие других элементов «чистым» минералом является браунмиллерит, состоящий из очень широкого ряда твердых растворов формулы Ca 2 Al 2 n Fe 2-2 n O 5 , где n = от 0 до 0,7. Кристаллы ромбической формы. Состав, полученный в реальном клинкере, зависит от соотношения алюминия / железа в клинкере в целом, но также зависит от скорости охлаждения и присутствия второстепенных элементов.
Феррит, как и трикальцийалюминат, гидратируется до гидрограната:
Ca 4 Al 2 Fe 2 O 10 + 7H 2 O → Ca 3 (Al (OH) 6 ) 2 + Fe 2 O 3 + Са (ОН) 2
В этом случае осаждение нерастворимого оксида железа на поверхности кристалла защищает его от дальнейшей реакции — феррит «самопассивируется».Таким образом, хотя феррит гидратируется достаточно энергично, он не вызывает мгновенного схватывания и не так проблематичен, как трехкальциевый алюминат. Он не обеспечивает прочности и влияет на прочностные свойства цемента только в качестве разбавителя.
Важно одно важное свойство: почти все ионы переходных металлов в клинкере попадают в феррит. Остальные фазы почти бесцветны, но феррит имеет темно-зеленовато-серый цвет и отвечает за общий цвет клинкера.Именно по этой причине при производстве белого клинкера количество феррита сводится к минимуму за счет ограничения количества переходных металлов в сырой смеси.
Свободная известь и периклаз пагубно влияют на свойства цемента, и производители минимизируют производимые количества, но полностью исключить их невозможно. Оба имеют тенденцию к гидратации, когда цемент смешивается с водой, и полученный гидроксид занимает больше места, чем исходный плотный оксид. Это нормально, если гидратация происходит, пока бетонная смесь еще жидкая или пластичная, но, как только структура и прочность начинают формироваться, образование гидроксидов имеет тенденцию иметь разрушительный эффект — и в большей степени, если это происходит после того, как нарастает прочность. полный.Начало реакции расширения после того, как цемент набрал прочность, известно как «несостоятельность», и на протяжении всей его истории было характерным признаком плохо производимого портландцемента.
Свободная известь присутствует в клинкере, если окончательная реакция извести с белитом с образованием алита не завершена, если в сыромиксе присутствуют большие инертные частицы карбоната кальция или если смесь содержит слишком много извести. На начальном этапе производства и контроль условий горения, и химический контроль смеси были неудачными.Обычный метод работы с дефектным клинкером заключается в измельчении цемента с добавлением воды и хранении («созревании») цемента в контакте с влажным воздухом в течение длительного времени — часто месяцев. Известь, которая представляет собой наиболее реактивную фазу, предпочтительно реагирует с водой и, таким образом, уже гидратирована до использования цемента. Однако это не решило проблему полностью, поскольку свободная известь быстро гидратируется, только если она находится на поверхности частицы. Любая свободная известь, глубоко погребенная в частицах цемента, будет защищена от гидратации и приведет к появлению несостоятельности только после гидратации внешней части частицы во время отверждения.Кроме того, добавление воды на стадии производства неизбежно разрушает часть алита.
Контроль над свободной извести улучшился в 20-м веке благодаря лучшему контролю за перемешиванием и появлению вращающейся печи, которая позволила гораздо лучше контролировать условия обжига, так что за последнее столетие или около того, несостоятельность из-за свободной извести стала полностью состояние, которого можно избежать.
Периклаз не представлял большой проблемы в ранней британской промышленности, потому что на большинстве производственных площадок было сырье с очень низким содержанием магнезии.Однако в случае материалов с более высоким содержанием магнезии действие периклаза более коварно, чем влияние свободной извести, поскольку она гораздо менее реактивна, чем свободная известь, и ее гидратация с большей вероятностью будет иметь место в течение длительного периода на поздней стадии образования. лечение. Магнезия растворяется во всех четырех основных фазах (и особенно в феррите) в ограниченной степени. Как только этот предел (который может находиться в диапазоне 1,5-3,0%) превышен, периклаз начинает формироваться как отдельная фаза. Магнезия несколько более растворима в расплаве клинкера, чем в твердых минералах, поэтому периклаз имеет тенденцию кристаллизоваться.При высоком содержании магнезии наиболее обычным способом смягчения проблемы является обеспечение очень быстрого охлаждения клинкера, чтобы периклаз затвердел в виде очень мелких и, следовательно, более быстро растворимых кристаллов. Образование крупных кристаллов периклаза при медленном охлаждении может привести к плохому расширению зрелого бетона. Образование периклаза также усугубляется сжиганием клинкера в восстановительных условиях (из-за недостаточного количества воздуха для горения топлива или незатронутого топлива). В этих условиях Fe (III) восстанавливается до Fe (II), который замещает Mg (II) и повышает эффективное содержание магнезии.
Взносы в силу
Прочность готового цемента придают алит и белит. Часто утверждают, что алюминат и феррит вносят небольшой вклад, но для этого нет научных оснований. В частности, наблюдение, что увеличение содержания алюмината повышает начальную прочность, в основном связано с повышенным содержанием щелочей, которые обычно сопровождают увеличение содержания глинозема в сыромиксе.
При простом сравнении алита и белита алит реагирует быстрее (вносит вклад в «раннюю» прочность), но имеет более низкий «предел прочности» (т.е.е. прочность после бесконечного времени отверждения). То, что должно быть последнее, разумно с учетом большего количества (см. Уравнения гидратации выше) образующегося гидроксида кальция, который действует как разбавитель. Более быстрая реакция алита в основном обусловлена его большей основностью, что приводит к более интенсивной реакции с водой. Однако отчасти разница, наблюдаемая в реальных цементах, может быть связана с рыхлостью алита. При измельчении клинкера алит хрупкий и легко ломается. Белит, с другой стороны, более жесткий (хотя и не обязательно намного более твердый) и имеет тенденцию деформироваться только при ударе.Алюминат и феррит также несколько тверже. По этой причине дробление частиц клинкера происходит в основном через кристаллы алита, так что частицы полиминерального цемента имеют в основном алит, выступающий на поверхности, тогда как белит имеет тенденцию находиться в середине частицы. Поэтому его гидратация задерживается до тех пор, пока не прореагирует поверхностный алит. По этой причине в цементах, состоящих в основном из белита, кажущаяся реакционная способность белита выше.
Микрофотография зерен цемента с алитовой поверхностью.Цвета травления: алит = коричневый, белит = синий, алюминат и феррит = белый.
Прочность также в некоторой степени зависит от химического состава и минералогии фаз. Сохранение высокотемпературных полиморфов путем быстрого охлаждения увеличивает реакционную способность, особенно белита. И для алита, и для белита получение мелких кристаллов неправильной формы путем быстрого обжига при минимальной температуре дает наивысшую реакционную способность, в то время как продолжительное горение и / или чрезмерная температура позволяют кристаллам расти, заживляя дефекты и тем самым снижая реактивность.Химия тоже дает о себе знать. Увеличение количества щелочей увеличивает раннюю реактивность, подавляя при этом позднюю прочность. Как упоминалось выше, избыток серы над щелочами может быть компенсирован парным замещением в белите, а белит с высоким содержанием сульфата проявляет реакционную способность, равную таковой алита. Некоторые второстепенные элементы, например фосфор, цинк, стронций и барий вызывают значительное снижение реакционной способности (и, следовательно, прочности) за счет стабилизации более реакционноспособных полиморфов.
Когда цемент включает (или смешан с) измельченный гранулированный доменный шлак или пуццолан, как это обычно бывает в последние годы, добавка развивает прочность в основном за счет реакции с гидроксидом кальция или щелочами.Так как гидратация алита дает гораздо больше гидроксида кальция, цементы с высоким содержанием алита лучше всего работают с этими добавками.
Влияние состава и структуры летучей золы на формирование цементного клинкера
[1]
Методика расчета теплового баланса цементной вращающейся печи, тепловой эффективности, общего энергопотребления (JC / T 730-2007).
[2]
X.G. Дэн. Экологическая инженерия, 6 (2008) 30-34.
[3]
Д.X. Мы, W.G. Qiao, Z.Q. Хуанг. Энергетическая охрана окружающей среды, 17 (2003) 13-15.
[4]
Л. Чжан, Ю. Тянь, К.М. Лу. Уголь, 36 (2011) 681-686.
[5]
S.G. Hu, C.S. Jiang, J.X. Wei и др. J. Wuhan Univ. Technol. — Матер. Sci. Ред., 16 (2001) 37-40.
[6]
ЧАС.zur Strassen. Земент-Кальк-Гипс. 1 (1957) 1-12.
% PDF-1.4
%
81 0 объект
>
endobj
xref
81 80
0000000016 00000 н.
0000001965 00000 н.
0000002058 00000 н.
0000002876 00000 н.
0000003091 00000 н.
0000003405 00000 н.
0000003826 00000 н.
0000004108 00000 п.
0000004395 00000 н.
0000004580 00000 н.
0000004797 00000 н.
0000005165 00000 н.
0000005580 00000 н.
0000005811 00000 н.
0000006046 00000 н.
0000006388 00000 п.
0000006866 00000 н.
0000007047 00000 н.
0000007288 00000 н.
0000007499 00000 н.
0000007521 00000 н.
0000007820 00000 н.
0000008032 00000 н.
0000008492 00000 п.
0000008861 00000 н.
0000009079 00000 н.
0000009504 00000 н.
0000009691 00000 п.
0000010007 00000 п.
0000010233 00000 п.
0000010416 00000 п.
0000011204 00000 п.
0000011226 00000 п.
0000011645 00000 п.
0000011867 00000 п.
0000012090 00000 н.
0000012277 00000 п.
0000013124 00000 п.
0000013146 00000 п.
0000013567 00000 п.
0000013861 00000 п.
0000014279 00000 п.
0000014668 00000 п.
0000014859 00000 п.
- Диапазон страниц: 1613-1621 pp.
Эльзевир
The Boulevard, Langford LaneKidlington, Оксфорд
объединенное Королевство
OX5 1 ГБ
- Эмануэльсон, A
- Хансен, S
- Viggh, E
Публикация
Дата создания:
2 декабря 2004 г. 00:00
- Арканит — К 2 SO 4
- Кальций Лангбейнит — K 2 Ca 2 (SO 4 ) 3
- Афтиталит — K 3 Na (SO 4 ) 2
- Сильвит — KCl
- Спуррит — Ca 5 (SiO 4 ) 2 (CO 3 )
- тернезит — Ca 5 (SiO 4 ) 2 (SO 4 )
- Эллестадит — Ca 10 (SiO 4 ) 3 (SO 4 ) 3 (OH) 2
- Йеэлимит — Ca 4 (AlO 2 ) 6 (SO 4 )
Методика расчета теплового баланса цементной вращающейся печи, тепловой эффективности, общего энергопотребления (JC / T 730-2007).
X.G. Дэн. Экологическая инженерия, 6 (2008) 30-34.
Д.X. Мы, W.G. Qiao, Z.Q. Хуанг. Энергетическая охрана окружающей среды, 17 (2003) 13-15.
Л. Чжан, Ю. Тянь, К.М. Лу. Уголь, 36 (2011) 681-686.
S.G. Hu, C.S. Jiang, J.X. Wei и др. J. Wuhan Univ. Technol. — Матер. Sci. Ред., 16 (2001) 37-40.
ЧАС.zur Strassen. Земент-Кальк-Гипс. 1 (1957) 1-12.
%
81 0 объект
>
endobj
xref
81 80
0000000016 00000 н.
0000001965 00000 н.
0000002058 00000 н.
0000002876 00000 н.
0000003091 00000 н.
0000003405 00000 н.
0000003826 00000 н.
0000004108 00000 п.
0000004395 00000 н.
0000004580 00000 н.
0000004797 00000 н.
0000005165 00000 н.
0000005580 00000 н.
0000005811 00000 н.
0000006046 00000 н.
0000006388 00000 п.
0000006866 00000 н.
0000007047 00000 н.
0000007288 00000 н.
0000007499 00000 н.
0000007521 00000 н.
0000007820 00000 н.
0000008032 00000 н.
0000008492 00000 п.
0000008861 00000 н.
0000009079 00000 н.
0000009504 00000 н.
0000009691 00000 п.
0000010007 00000 п.
0000010233 00000 п.
0000010416 00000 п.
0000011204 00000 п.
0000011226 00000 п.
0000011645 00000 п.
0000011867 00000 п.
0000012090 00000 н.
0000012277 00000 п.
0000013124 00000 п.
0000013146 00000 п.
0000013567 00000 п.
0000013861 00000 п.
0000014279 00000 п.
0000014668 00000 п.
0000014859 00000 п.