
Сварка внахлест арматуры: Технология сварки арматуры Строительство домов под ключ по низким ценам, производство окон ПВХ в Минске
Технология сварки арматуры Строительство домов под ключ по низким ценам, производство окон ПВХ в Минске
Дата:
Для сборных железобетонных конструкций на заводах применяют индустриальные методы. Блоки таких изделий и их закладные части соединяются с помощью электрической сварки. Арматура (как правило, это стержни круглого или периодического профиля) увеличивает сцепление с бетоном и увеличивает несущую способность конструкции.
Один из распространенных вариантов соединения, сварка арматуры внахлест, применяется только для определенного размера стержня небольшого диаметра. Слово «сварка» здесь не совсем отражает способ соединения. На нахлесты арматуры используется больше примерно на 27%, сами узлы не располагают в местах наибольшего напряжения. Непосредственная технология сварки арматуры касается контактного стыкового метода, при котором свариваемые стержни приводятся в соприкосновение и включаются в замкнутую электрическую печь.
Контактная сварка арматуры — прочное соединение любых отрезков определенного сечения
Контактная стыковая сварка проводится с высокой степенью автоматизации процесса. При замыкании цепи возникает сопротивление, которое концентрируется с большей степени на стыке стержней. Выделяемое тепло разогревает концы арматурных стержней почти до жидкого состояния. Различают прерывистое и непрерывное оплавление стержней при стыковой сварке, которое применяется для стали разных классов.
• Для стали класса A-2…A-4 используют способ прерывистого оплавления с подогревом;
• Класса A-1 — способ непрерывного оплавления, если мощность машины позволяет. В противном случае также используется способ, указанный выше.
Прежде чем стыковать концы арматуры, их необходимо правильно подготовить. Прежде всего, удалить краску и ржавчину. Затем зачистить шлаки и корки, применяя зубило и молоток.
Основные параметры для режима контактной электросварки:
• сила тока;
• длительность протекания тока;
• длина и размеры концов стержней;
• давление осадки.
Сравните цены на сварочные работы — скидки до 40%.
Стыковая сварка арматуры с оплавлением подогревом
Назначение:
• соединение отрезков арматуры с целью экономии сырья;
• приварка к рабочей арматуре отрезков;
• соединение арматурных стержней на линиях безотходной заготовки.
Одним из видов стыковой сварки является сварка с оплавлением подогревом. Вначале стержни прогреваются пропусканием электрического тока, затем получается осадка. Вся поверхность стыкуемых частей соединяется. Торцы стержней должны иметь одинаковое сечение. Соприкосновение свариваемых деталей происходит под воздействием электрического тока. Металл расплавляется в местах контактов в результате сильного разогрева, торцы оплавляются, после получения осадки на необходимую величину выключается электрический ток.
Таким образом, можно использовать почти все отходы, сваривая стержни различной длины. В качестве сварочного аппарата используются специальные машины МСС-1601УХЛ4, МС-403УХЛ4.
В качестве сварочного аппарата используются специальные машины МСС-1601УХЛ4, МС-403УХЛ4.
Стыковка арматуры внахлёст |
Соединение, после которого соединяемая арматура соединяется в единую ровную линию, называют внахлест. Такое соединение предназначено для того, чтобы перераспределить растягивающие и сжимающие нагрузки. Этот метод соединения имеет следующие правила:
1. Места наименьшего напряжения конструкции – лучшее место для нахлеста.
2. Наложение отрезков арматуры друг на друга должно быть более 50 см. если стержень имеет диаметр 10 мм, то нахлест арматуры друг на друга должен быть не меньше полуметра.
3. Образующие нахлест отрезки арматуры должны быть близки друг к другу по максимуму, но не больше величины двух диаметров. Соединение арматуры внахлест осуществляется двумя способами: с помощью сварки и вязальной проволоки. Во время варки арматуры нужно максимально проплавить взаимно стыкуемые элементы. Вязку нужно проводить пластичной проволокой, которую нужно предварительно отжечь.
Вязку нужно проводить пластичной проволокой, которую нужно предварительно отжечь.
4. Если брать сечение по армируемому элементу, то на нахлест должно приходиться не более половины всех армируемых «нитей» в каждом из сечений. Другими словами: не допускайте рядом друг с другом несколько нахлестов.
Правильное соединение перекрещивающейся арматуры
Перекрещивающуюся арматуру соединяют методом вязки или сварки. С помощью вязки соединяют любые размеры арматуры. Сваркой соединяют перекрестную арматуру сравнительно большого диаметра (более 20 мм). Пересечение стержней относительно больших диаметров позволяет создать при перекрестном соединении достаточную площадь для контакта.
Вязать или варить арматуру?
Арматура ГОСТ 5781 82 – термически прочный стержень. Во время сварки арматура нагревается. Локальный нагрев влияет на прочностные свойства в месте нагрева, ухудшая его. Поэтому логично, что вязка является более предпочтительным методом соединения. Связанная арматура не образует цельный контур – это нужно учитывать. Строительные нормы предусматривают наличие в арматурном каркасе целостных контуров. Их должно быть не меньше 1/6 от всего объёма. Если вы решили использовать сварку, то перед процессом арматура А500С должна быть очищена от загрязнений и ржавчины. Это обеспечит лучшую свариваемость.
Поэтому логично, что вязка является более предпочтительным методом соединения. Связанная арматура не образует цельный контур – это нужно учитывать. Строительные нормы предусматривают наличие в арматурном каркасе целостных контуров. Их должно быть не меньше 1/6 от всего объёма. Если вы решили использовать сварку, то перед процессом арматура А500С должна быть очищена от загрязнений и ржавчины. Это обеспечит лучшую свариваемость.
В общем, выбор того или иного метода соединения арматуры нужно решать в зависимости от условия на строительной площадке.
Наша компания «СтальХолдинг» предлагает готовые арматурные каркасы и строительную арматуру различного типоразмера. У нас можно найти умеренные цены и выгодные условия сотрудничества. Позвоните нашим менеджерам, чтобы узнать о нас подробнее.
Стыковка арматуры. Сварка арматуры.Чем и как?
Сварка арматуры — это стыковка арматуры вдлину и сварка вкрест наряду с вязкой проволокой и соединением с помощью муфт для получения соединений.

Сварка арматуры производится с помощью следующих видов:
— сварка сопротивлением (контактная точечная сварка вкрест, стыковая сварка торцов )
— дуговая ручная и полуавтоматическая.
Сварка сопротивлением используется только стыковка стальной арматуры и основана на законе Джоуля-Ленца, который устанавливает зависимость между нагревом в проводнике тока и самим током, протекающим по нему, а также сопротивлением проводника и временем протекания тока.И имеет следующую формулу Q=I2*R*t. Перед сваркой арматурные заготовки необходимо прижать друг к другу. В случае точечной сварки заготовки прижимаются в крест, в случае стыковой сварки арматурные прутки прижимаются вдоль центальной оси. В точке сжатия образуется контакт, обладающий сопротивлением R. На величину сопротивления влияют такие параметры, как материал арматуры, усилие сжатия, наличие ржавчины и других загрязнений.
Сварка арматуры начинается с режима сжатия. От величины сжатия зависят дальнейшие параметры сварки и, в конечном счете, величина осаждения заготовок, если это параметр, контролируемый по параметрам качества. По достижении необходимой величины сжатия подается сварочный импульс, разогревающий металл, и заканчивается проковкой, за время которой металл кристализуется с образованием прочного соединения. Величина нагрева- это тоже качественная характеристика.При недостаточном нагреве не получится требуемая прочность соединения. При избыточном нагреве снижаются механические свойства шва вследствие укрупнения зёрен в металле.
По достижении необходимой величины сжатия подается сварочный импульс, разогревающий металл, и заканчивается проковкой, за время которой металл кристализуется с образованием прочного соединения. Величина нагрева- это тоже качественная характеристика.При недостаточном нагреве не получится требуемая прочность соединения. При избыточном нагреве снижаются механические свойства шва вследствие укрупнения зёрен в металле.
Стыковка арматуры разного диаметра производится в основном при крестообразном соединении. В этом случае параметры сварки задают по минимальному диаметру плюс 10-15 %
Сварка арматуры может производится не только вкрест, но и вдоль. В этом случае происходит стыковка арматуры внахлест или стыковка арматуры встык. При стыковке арматуры в нахлест все процессы идут также, как и при сварке сопротивлением. Причем, при проведении контактной сварки вкрест в процессе сдавливания разогретые арматурные стержни осаждаются на 12-20 % от своего диаметра.(минимально)
Для контроля результатов сварки по ГОСТ 14098-2014 следует руководствоваться данными из таб. 2 .ГОСТ сварка арматуры 14098-2014
2 .ГОСТ сварка арматуры 14098-2014
Сварка арматуры в стык производится в целях увеличения длины арматурных прутьев либо из коротышей ( в крупных заготовительных цехах, где накапливается большое количество неликвидов), либо для использования в тех изделиях, где длина арматурных прутьев превышает стандартную ( каркасы мостовых опор, например).Стыковка арматуры может производится как с помощью сварки ( сварка оплавлением или сопротивлением ), так и с помощью обжимных или резьбовых муфт. Для стыковки стальной арматуры по длине используются машины для сварки сопротивлением (до 12 мм) или оплавлением (свыше 14 мм ).
Сварка арматуры может производится с использование дуговых процессов. При дуговом способе расплавленный металл электрода с покрытием ( электроды МР 3, УОНИ 13 55 ) или сварочной проволоки (СВ08Г2С, СВ08ГС ) соединяет два и более прутка арматуры с образованием сварочного шва. Сварочный шов представляет собой сплав основного металла арматуры с металлом сварочной проволоки, которые перемешиваются в т. н. сварочной ванне.
н. сварочной ванне.
На производствах арматура доставляется как рубленная (мерная и не мерная), так и в бухтах. Для изготовления тех или иных изделий ( плоских или объемных каркасов) арматуру необходимо выпрямить ( при поставке в бухтах) и нарубить. Для этих целей исп��льз����ется правильно отрезной станок, который позволяет при протяжке арматуры её выпрямлять и нарезать в заданный размер.
Сварка арматуры | Как выполняется
В условиях космоса первый процесс сварки был проведен в далеком 1969 году на корабле «Союз–6». Лишь спустя 15 лет стала возможным сварка в открытом космосе. Ее успешно провели Светлана Савицкая и Владимир Джанибеков в 1984 году.
Но не будем вдаваться в романтику и спустимся пониже, чтобы рассказать вам о способах сварки арматуры и как их выполнить на земле.
Для чего нужны армированные каркасы
Металлические стержни широко используются в строительстве. Массивным сооружениям из бетона необходимо придать стабильность и прочность, для чего создают прочную объёмную решётку из арматуры. Стержни в конструкции каким–то образом нужно закрепить, и для этого используют два способа соединения: связывание проволокой и сварку. Последний метод оказывается наиболее долговечным, доступным по цене и сравнительно несложным.
Стержни в конструкции каким–то образом нужно закрепить, и для этого используют два способа соединения: связывание проволокой и сварку. Последний метод оказывается наиболее долговечным, доступным по цене и сравнительно несложным.
Как выполнить соединение арматуры
Для того чтобы правильно варить стальные прутки, необходимо понимать особенности материала. Стержни из стальных сплавов разного диаметра от 5 до 80 мм производят гладкими или с оребренной поверхностью с последующей закалкой (в последнее время появились прутки из стеклопластика).
Выбор материала зависит от величины и характера нагрузки, которую будет испытывать конструкция при эксплуатации.
- Оребренные стержни применяют в качестве основного несущего элемента армирования.
- Прутки с гладкой поверхностью используют в качестве вспомогательных для монтажа и ориентации частей каркаса.
Сборка методом сварки должна проводиться точно и быстро, поскольку высокие температуры нарушают структуру металла: закалённая сталь в местах контакта теряет закалку (сплав отпускает).
Соединение армирующих стержней выполняется с помощью нескольких приёмов:
- Внахлёст с применением электродуговой технологии.
- Тавровым способом (точечная сварка).
- Встык.
Остановимся на каждом методе подробно.
Сварка внахлёст
Выполняется для не слишком нагруженных сооружений с минимальными требованиями к армокаркасу. Для бетонных оснований или конструкций с возможными изгибающими нагрузками способ не подойдёт.
Сварка арматуры внахлёст ведётся в продольном направлении, при этом стержни накладываются один на другой на 15–30 см. Понятно, что чем больше отрезок совмещения, тем прочнее контакт. Сварка выполняется по двум сторонам, что в определённых обстоятельствах может создавать проблемы. Сварщику проще выполнить работу по верхней части, поэтому снизу прочность шва может оказаться недостаточной.
Для того чтобы повысить площадь контакта, обе части стержней необходимо зачистить от ржавчины. В некоторых случаях применяют глубокую шлифовку до получения плоской поверхности. После предварительной подготовки до нужного уровня приступают к сварке арматуры.
В некоторых случаях применяют глубокую шлифовку до получения плоской поверхности. После предварительной подготовки до нужного уровня приступают к сварке арматуры.
Выбор режимов
|
|
|
|
|
|
|
|
|
|
|
|
Параметры сварки по току выставляются более точно:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Технология работы встык
Сварка этим методом наиболее экономична. За счёт отсутствия нахлёста снижается металлоёмкость конструкции и время производства швов, при этом прочность соединения оказывается выше. Явные преимущества метода не уменьшают значение недостатков.
За счёт отсутствия нахлёста снижается металлоёмкость конструкции и время производства швов, при этом прочность соединения оказывается выше. Явные преимущества метода не уменьшают значение недостатков.
- Сварка арматуры встык не даёт достаточной прочности для сопротивления изгибу.
- Изделия с небольшими диаметрами практически невозможно соединять, поскольку металл в месте контакта перекаливается, и его свойства теряются.
- Работать со стержнями в разных пространственных положениях непросто, и это затрудняет выполнение сварки стыковым методом.
Если все ограничения удаётся обойти (конструкция не рассчитана на изгибающие нагрузки, нужны стержни с большими диаметрами, соединение выполняется в удобном положении), сварку ведут с применением технологии в ванне.
Работа в расплаве
Матрицы для ванны изготавливают самостоятельно или приобретают готовые. Концы прутков помещаются в ёмкость из низкоуглеродистого стального сплава и плавят место стыка одного прутка, подавая ток в пределах 450–550 А. Если процесс сварки арматуры необходимо вести при пониженных температурах, параметры по току поднимают на 15%.
Если процесс сварки арматуры необходимо вести при пониженных температурах, параметры по току поднимают на 15%.
После того как в ванне появится жидкий металл, начинают плавить второй пруток. Процесс плавления ведут попеременно до тех пор, пока жидкий металл полностью не покроет стержни. Затем электродом прогревают место стыка со всех сторон, чтобы остывание происходило наиболее равномерно. После кристаллизации металла два стержня превращаются в монолит.
Место соединения по диаметру соответствует параметрам ванны. Желательно подбирать металлическую ёмкость таким образом, чтобы расстояние до стенок не превышало 1,5–2,0 см.
В процессе сварки арматуры с применением технологии в ванне стальная металлическая форма становится частью соединения. В таком виде место стыка заливается бетоном. Съёмные ёмкости из графита или меди рассчитаны на многократное применение.
Метод сварки используют в следующих случаях:
- Производство нагруженных фундаментов.

- Изготовление сложных объёмных каркасов.
- Стыковка прутков большого диаметра (более 20 мм).
- Соединение стержней, расположенных в каркасе рядами.

Совмещение прутков может выполняться в горизонтальном и вертикальном положении. Технология сварки арматуры в ванне оказывается наиболее долговечной благодаря монолитному совмещению стержней с высокой степенью однородности шва.
Контактная сварка арматуры тавровым методом
Распространённый приём, широко применяемый в строительстве. Принцип стыковки прутков основан на пропускании тока по цепи, частью которой становятся сами стержни. В месте с наибольшим сопротивлением (участок контакта) металл разогревается и плавится. Концевые части стержней становятся пластичными, благодаря чему после сдавливания возникает неразъёмное соединение.
Работа ведётся двумя методами:
- Выполняется контактно–точечная сварка арматуры, при которой прутки соединяются внахлёст (сваривание происходит в местах соприкосновения металла).
- В стыковом варианте соединяют торцевые части стержней.

К преимуществам метода относится высокая производительность работ и экономичность за счёт отсутствия расходников. Недостатки тоже есть: сварку каркасов можно вести только в условиях цеха, поскольку в процессе используется мощное и массивное оборудование, способное выдать высокие показатели по току.
Контактно–стыковая сварка арматуры проводится как с непрерывным оплавлением участков стыка, так и с использованием прерывистого прогрева. Первый вариант применяют для армирования стержнями A1 при производстве каркасов нагруженных железобетонных конструкций. Второй метод годится для остальных классов.
Перед началом сварки участки стыков зачищают от ржавчины с помощью металлической щётки. Дефекты металла, например, наплывы, образовавшиеся в процессе резки прутков автогеном, сбивают.
Процесс сварки контактным методом зависит от следующих критериев:
- Величины тока.
- Плотности и усилия контакта на зажимах.
- Продолжительности процесса.
- Длины прутков, выступающих из зажимов.

Выбирая вариант с непрерывным оплавлением, необходимо, чтобы плотность тока оставалась на уровне 10–50 А на каждый мм2. В этом случае продолжительность процесса варьируется в пределах 1–20 с (время зависит от диаметра соединяемых прутков). Сила давления зажимов подбирается в зависимости от сечения и марки стального сплава.
Например, для класса A1 необходимо выдерживать давление в пределах 30–50 МПа, для стержней A2 и A3 следует увеличить усилие до 60–80 МПа. Состояние губок зажимов, удерживающих прутки, должно быть максимально чистым. В процессе работы нужно следить за поверхностями, периодически убирать загрязнения и, если требуется, менять зажимы на новые.
Контроль качества контактного шва выполняется лабораторными методами с предварительной визуальной оценкой. После завершения сварки участок стыка должен быть слегка приплюснутым с небольшими бортиками по краям. Если место совмещения прутков получилось бочкообразным, значит, допущена ошибка в выборе сварочных параметров.
Если место совмещения прутков получилось бочкообразным, значит, допущена ошибка в выборе сварочных параметров.
Правильный выбор метода сваривания арматуры позволяет изготавливать прочные каркасы в наиболее оптимальном, экономичном и производительном режиме.
Арматура для армирования в Екатеринбурге
Чаще всего арматуру применяют для армирования колонн, балок, перекладин, плит, панелей, а также для создания сборных и предварительно напряженных железобетонных изделий. При создании большинства железобетонных изделий возникает необходимость соединять отдельных прутки арматуры между собой. Обычно прутки укладываются внахлест и затем связываются вместе, что позволяет бетону передавать нагрузку с одного прутка на другой. Однако такой метод не является рациональным. Он также не подходит для создания колонн с высоким процентом армирования, ведь соединение арматуры внахлест приводит к увеличению диаметра колонны и большим затратам бетона.
Таким образом, возникает необходимость использовать сварку. Для соединения прутков арматуры обычно используют такие виды сварки: дуговая сварка плавящимся электродом в защитной атмосфере, дуговая сварка плавящимся электродом в газовой среде, контактная сварка (электрическая сварка сопротивлением) и ручная электродуговая сварка.
Для соединения прутков арматуры обычно используют такие виды сварки: дуговая сварка плавящимся электродом в защитной атмосфере, дуговая сварка плавящимся электродом в газовой среде, контактная сварка (электрическая сварка сопротивлением) и ручная электродуговая сварка.
Естественно, все сварные соединения подлежат тщательному контролю, т.к. в процессе сваривания нескольких прутков арматуры возникают зоны термического воздействия, которые сильнее подвержены растрескиванию.
Как известно, стальная арматура производится из различных марок стали, которые отличаются химическим составом. Поэтому методике проведения сварочных работ уделяется особое внимание во избежание негативного влияния на прочность конструкции. Арматурные каркасы, собранные с применением сварки, должны соответствовать спецификации арматурной стали, а также безопасно транспортироваться, подниматься на высоту и монтироваться.
Если сварка выполняется на специализированном производственном предприятии, то заказчики получают предварительно подготовленную сварную конструкцию из арматуры, которая не требует последующего тестирования и полностью соответствует указанным требованиям.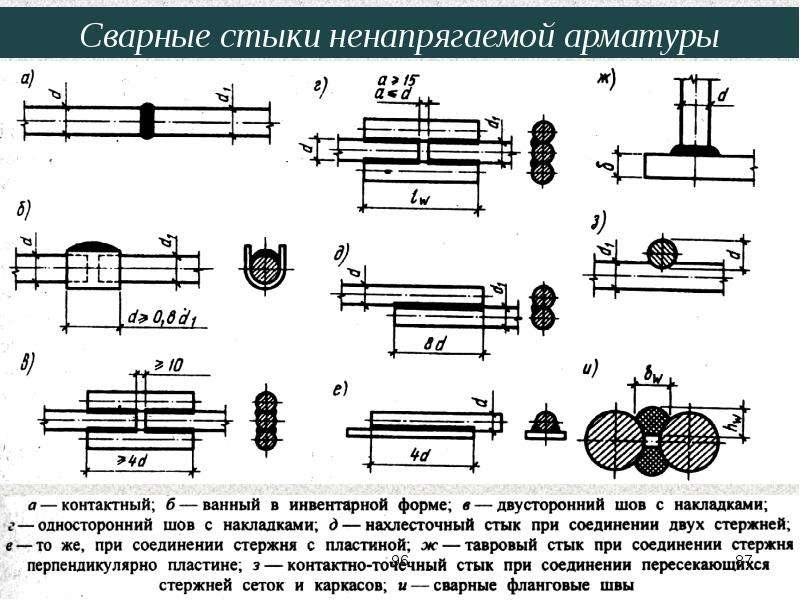 Однако при необходимости создания каркасов большой длины или с большими размерами поперечного сечения, сварка выполняется на строительной площадке.
Однако при необходимости создания каркасов большой длины или с большими размерами поперечного сечения, сварка выполняется на строительной площадке.
Особое внимание следует уделять хранению изготовленных арматурных каркасов, т.к. ненадлежащие условия хранения могут стать причиной появления брака. Может возникнуть необходимость дополнительной обработки каркаса перед укладкой бетонной смеси. Чтобы избежать провисания каркасов от веса вышележащих деталей или от собственного веса, необходимо устанавливать прокладки. Каркасы, изготовленные из арматурных прутков, должны храниться в крытых складских помещениях или укрываться брезентом при хранении на территории строительной площадки.
Статью подготовила Александра Капустинская
Что такое сварка труб внахлестку
Соединяя стальные пруты, армируя ленточный фундамент, у многих возникает естественный вопрос: как грамотно выполнить нахлест арматуры, и какова должна быть его длинна. Ведь правильная сборка металлического силового каркаса, позволит предотвратить деформацию и разрушение монолитной бетонной конструкции от воздействующих на нее нагрузок и увеличить безаварийный срок ее эксплуатации. Каковы технические особенности выполнения стыковых соединений, рассмотрим в данной статье.
Каковы технические особенности выполнения стыковых соединений, рассмотрим в данной статье.
Типы соединения арматуры внахлест
Согласно требованиям СНиП бетонное основание должно иметь не менее двух сплошных безразрывных контуров арматуры. Выполнить данное условие на практике позволяет стыковка армирующих прутов внахлест. При этом соединения в стыках могут быть нескольких типов:
- Внахлестку без сварки
- Сварные и механические соединения.
Первый вариант соединения широко используется в частном домостроении благодаря простоте исполнения, доступности и невысокой стоимости материалов. В данном случае применяется распространенный класс арматуры A400 AIII. Стыковка нахлеста арматурных стержней без использования сварки может осуществляться как с применением вязальной проволоки, так и без нее. Второй вариант чаще всего используется в промышленном домостроении.
Согласно строительным нормам и правилам соединение арматуры нахлестом при вязке и сварке предусматривает использование прутов диаметром до 40мм. Американский институт цемента ACI допускает использование стержней с максимальным сечением 36мм. Для армирующих прутьев, диаметр которых превышает указанные значения, использовать соединения внахлест не рекомендуется, по причине отсутствия экспериментальных данных.
Американский институт цемента ACI допускает использование стержней с максимальным сечением 36мм. Для армирующих прутьев, диаметр которых превышает указанные значения, использовать соединения внахлест не рекомендуется, по причине отсутствия экспериментальных данных.
Согласно строительной нормативной документации запрещено выполнять нахлест арматуры при вязке и сварке на участках максимального сосредоточения нагрузки и местах максимального напряжения металлических прутов.
Где применяются
Для металлических конструкций сварка нахлесточных соединений актуальна в ситуациях, когда соединяемые детали имеют большой вес, а возможность их перемещения с требуемой точностью ограничивается.
Внимание! Этот вид сварки не рекомендуется применять для изделий, которые подвергаются воздействию переменных нагрузок.
Сварку внахлест с лобовыми швами используют при производстве конструкций листового типа (резервуаров, сосудов, обшивки и т.д.), нахлесточное соединение с фланговыми швами применяют при изготовлении изделий из профильных материалов (мачт, колонн, подкрановых и стропильных ферм).
Накладка сварочных швов внахлест с применением пазов и круглых отверстий используется при креплении стального настила к балкам и в других подобных случаях.
Преимущества и недостатки
К плюсам нахлесточной сварки относятся:
- Простота сборки, предусматривающая возможность корректировки размеров собираемой детали за счет величины нахлестки.
- Отсутствие скоса кромок под сварку.
- Незначительная усадка металла при накладке сварных швов.

Однако нахлесточные соединения имеют и минусы:
- Низкая эффективность работы при динамической и переменной нагрузке.
- Увеличение расхода основного металла на перекрытие.
- Возможность проникновения влаги в зазор между перекрываемыми деталями и последующее развитие коррозионных процессов.
Соединение нахлеста арматурных стержней сваркой
Для дачного строительства сварка нахлеста арматуры считается дорогим удовольствием, по причине высокой стоимости металлических стержней марки А400С или А500С. Они относятся к свариваемому классу. Что существенно повышает стоимость материалов. Использовать пруты без индекса «С», например: распространенный класс A400 AIII, недопустимо, так как при нагревании металл значительно теряет свою прочность и коррозионную стойкость.
Тем не менее, если Вы решили использовать стержни свариваемого класса (А400С, А500С, В500С), их соединения следует сваривать электродами 4…5 миллиметрового диаметра. Протяженность сварочного шва и самого нахлеста зависит от используемого класса арматуры.
| Протяженность сварочного шва при нахлесте | |
| Класс арматурных стержней | Протяженность сварного шва нахлеста в диаметрах соединяемой арматуры |
| А400С | 8 ᴓ |
| А500С | 10 ᴓ |
| В500С | 10 ᴓ |
Исходя из приведенных данных видно, что при использовании при вязке стальных прутов класса В400С величина нахлеста, соответственно и сварного шва, составит 10 диаметров свариваемой арматуры. Если для силового каркаса фундамента взяты стержни ᴓ12 мм, то протяженность шва составит 120 мм, что, по сути, будет соответствовать ГОСТу 14098 и 10922.
Согласно американским нормам нельзя сваривать перекрестия арматурных стержней. Действующие нагрузки на основание могут вызвать возможные разрывы, как самих прутьев, так и мест их соединения.
Шовная (роликовая) сварка: технология, машины
Роликовая (шовная) сварка соединяет в нахлест детали прерывистым или непрерывным швом. Получение последнего, герметичного шва происходит при перекрытии каждой следующей точки на 22-35 % предыдущей.
Получение последнего, герметичного шва происходит при перекрытии каждой следующей точки на 22-35 % предыдущей.
Устройство шовных машин схоже с аппаратами для точечного соединения. Составляющие части данных станков:
- станина;
- механизмы вращения и сжатия;
- электроды с креплениями;
- трансформатор.
Устройство машины для шовной сварки
Станина у станков — это ровная, массивная сварная или литая конструкция, которая выполняет роль надежной подставки. Механизмы сжатия могут быть комбинированными — пневмопривод взаимодействует с электродвигателем или раздельными (электромоторным, пневматическим, педальным). Сжатие с помощью педали (ручной труд человека), проигрывает другим системам.
Электроды для шовных машин, как вы уже можете догадаться, выполнены в форме дисков, которые вращаются через редуктор или иную систему приводящую их в движение. Часть станков используется для шаговой роликовой сварки, при остановке роликов происходит подача тока на свариваемые изделия.
Сами ролики крепятся на валу, при перпендикулярной сварке, ведущим выступает верхний ролик, а при продольном соединении — ведущий уже нижний.
Практически все машины, имеют в своей конструкции — импульсный прерыватель тока. С его помощью удается получить качественную сварку деталей из нержавеющей стали и цветных металлов. Прерыватели бывают двух типов: ламповые и механические.
Шовные машины (клещи)
Помимо стационарных агрегатов на рынке встречаются переносные (подвесные) модели с клещами. В устройстве таких станков имеются: клещи, трансформатор и подвесная система с пневматическим приводом, которая передвигает клещи вдоль и проворачивает их вокруг своей оси.
: принцип работы клещей шовной сварки.
Описание технологии шовной сварки
Детали ложатся одна на другую и сжимаются с особым усилием между двух роликов (электродов). После подачи тока на электроды, металл заготовок нагревается и плавится. От прокатывания деталей между роликами, получаются сварные точки, которые могут перекрывать или не перекрывать друг дружку.
Шовная сварка от видов перемещения заготовок и подачи тока подразделяется на:
- шаговую;
- непрерывную;
- прерывистую.
1. Шаговая шовная сварка. На материал идет постоянное давление, заготовки перемещаются с перерывами (пошагово), при остановке роликов подается ток. Данный способ востребован для соединения цветных и легких сплавов.
2. При непрерывной технологии получается сплошной шов — на дисковые электроды идет постоянное сжатие и ток, детали тоже в движении непрерывно.
Способ не нашел широкого применения из-за перегрева заготовок и ускоренного износа роликов. Также для эффективности процесса, требуется основательная зачистка деталей и идентичность материала и толщина свариваемых листов.
3. Прерывистая контактная шовная сварка более всего известна. Давление на ролики постоянное, перемещение материала непрерывно, а подача тока происходит импульсами (с перерывами). С помощью регулировки частоты импульсов тока и скорости движения роликов, настраивается получение герметичного шва.
: контактная шовная сварка.
Машины и станки
Все машины для шовной сварки имеют дисковые ролики (электроды), бронза основной материал для их изготовления. От предназначения станка диаметр дисков может быть от 350 до 450 мм, а ширина рабочей поверхности от 4 до 10 мм.
Для двухсторонней сварки применяются агрегаты с 1, 2 и более роликами, различной конструкции.
На рынок поставляются агрегаты с мощностью от 25 до 300 кВА, которые делятся на маломощные и повышенной мощности.
К маломощным относятся станки с маркировкой АШП-25, МШМ-25М, МШМ-50 и Ш-50-1. Применяются для продольной и поперечной сварки изделий толщиной 1-2 мм.
Шовные машины большой мощности — это от 100 до 300 кВА.
Машина шовной сварки МШ-2203
Агрегат переменного тока, прессового вида. Сваривает поперечные и продольные швы, имеет регулировку давления и скорости сварки.
На рынок поставляется в 2 вариантах:
- с вылетом хобота 40 см;
- с вылетом хобота 70 см.
МШ-2203 работает при температуре от 0° С до 40° С в закрытых вентилируемых зданиях. Подробные технические характеристики представлены в таблице:
Основные характеристики других шовных машин смотрите в таблице ниже. В ней представлены отечественные станки с доступным интерфейсом для любого человека, с разными режимами сварки.
Соединение арматуры внахлест при вязке
В случаях использования распространенных прутов марки А400 АIII, что бы передать расчетные усилия от одного стержня другому используют способ соединения без сварки. При этом места нахлеста арматуры связывают специальной проволокой. Такой метод имеет свои особенности и к нему предъявляются особые требования.
При этом места нахлеста арматуры связывают специальной проволокой. Такой метод имеет свои особенности и к нему предъявляются особые требования.
Варианты нахлеста арматуры
В соответствие с действующим СНиП безсварочное соединение стержней при монтаже силового каркаса ЖБИ может производиться одним из следующих вариантов:
- Накладка профильных стержней с прямыми концами;
- Нахлест арматурного профиля с прямым окончанием с приваркой или монтажом на протяжении всего перепуска поперечно расположенных прутов;
- С загнутыми окончаниями в виде крюков, петель и лапок.
Вязать такими соединениями можно профилированную арматуру диаметром до 40 миллиметров, хотя американский стандарт ACI-318-05 допускает к использованию стержни диаметром не более 36 мм.
Использование стержней с гладким профилем требует применять варианты нахлестного соединения либо путем приварки поперечной арматуры, либо использовать стержни с крюками и лапками.
Что представляет собой шовная сварка?
Одной из разновидностей сварок является шовная контактная сварка. В данном случае соединение проводится прерывистым или непрерывным швом, внахлёст.
Если используется прерывистая технология, это позволяет создавать ряды точек, что в некоторых случаях очень актуально. У такого метода есть и другое название – роликовая сварка. Такое название произошло из-за того, что по шву катится ролик, создающий линию сцепления.
На нем установлено один или несколько электродов, именно поэтому шов может быть плотным или обрывистым.
Сварочные машины
Шовный метод используется тогда, когда необходимо создать полностью герметичный шов или плотно прижать две детали друг к другу. Он имеет ГОСТ 15878-79, в соответствии с этим может быть использован для формирования тонкостенных цельносварных труб, листового проката емкостей и герметичных отсеков и т.п. То есть для изделий, которые не должны пропускать ни воду, ни пар, ни газы.
Устройства для контактно-шовного сцепления практически всегда работают в полностью автоматическом режиме. В течение часа они способны выдавать до километра сварки. Все машины такого типа разделяются на несколько видов, в зависимости от формы и расположения электродов на их рабочей поверхности. Основные виды:
Все машины такого типа разделяются на несколько видов, в зависимости от формы и расположения электродов на их рабочей поверхности. Основные виды:
- Однороликовые.
- Многороликовые.
- Односторонние.
- Двусторонние.
Чаще применяются 2-х сторонние двухроликовые модели. Они могут быть как поперечные, так и продольные. Поэтому такой аппарат можно использовать практически в любых условиях. Поперечное расположение применяется для сварочных работ на круговых поверхностях и изделиях, имеющих форму цилиндра.
Самое большое распространение получили аппараты, в которых электроды имеют форму ролика. В данном случае материал, который требуется соединить, протягивается между такими роликами. Это довольно простая и быстрая технология. Электроток при этом поступает циклично по строго определенным интервалам времени, который контролируются специальным таймером.
Способы шовной сварки
Для создания прямых и беспрерывных швов чаще всего применяется особая технология. В месте необходимого соединения машиной создается серия точек, на которые в последующем накладываются другие точки. В результате такой точечной атаки и создается беспрерывный шов, полностью соответствующий ГОСТ. Применяются и другие методики, всего их три:
В месте необходимого соединения машиной создается серия точек, на которые в последующем накладываются другие точки. В результате такой точечной атаки и создается беспрерывный шов, полностью соответствующий ГОСТ. Применяются и другие методики, всего их три:
- Непрерывная.
- Шаговая.
- Прерывистая.
Непрерывная технология так же, как и описанная выше, создает ровный шов. Но в данном случае применяется постоянная подача тока и постоянное давление ролика на соединяемую поверхность, без перерыва. Такие аппараты сильно перегреваются и быстро изнашиваются, но и работают эффективно. Быстрому износу также способствует и окрашенная или ржавая поверхность соединяемых деталей. Поэтому перед работой требуется их тщательная очистка.
Технология прерывистой сварки используется чаще и пользуется большей популярностью. При её осуществлении используются временные импульсы тока. Заготовка в данном случае должна находиться в постоянном движении, и нет необходимости в постоянном давлении ролика. Именно поэтому износоустойчивость такого оборудования очень высока.
Именно поэтому износоустойчивость такого оборудования очень высока.
При шаговом методе ролик постоянно прикладывается и давит на поверхность материала. При этом деталь перемещается прерывисто. Это позволяет избежать высокого нагрева деталей, а значит — и их деформации.
Как получить герметичный шов?
Чтобы шов был максимально герметичным, лучше всего использовать прибор, работающий по принципу перекрывающихся точек.
При этом самым важным является подобрать соотношение скорости вращения диска с электродом и частотой импульсов тока. В результате получится самое прочное и абсолютно надежное соединение для любого изделия, в соответствии с ГОСТ.
Этот метод может быть применен при работе с самыми разнообразными материалами, в том числе и с нержавеющей сталью.
Электроды для контактных соединений
Шовное сцепление встык проводится при скорости 1 метр в минуту. При этом важно, чтобы рабочая поверхность с расположенным на ней электродом поддерживалась в стабильной позиции. Это позволит достичь максимального качества соединения.
Это позволит достичь максимального качества соединения.
В процессе сцепки деталей, в соответствии с ГОСТ, могут использоваться самые разнообразные электроды, разной формы. Это зависит от того, какой формы изделие требуется соединить. Все виды электродов, используемых в шовном сцеплении, предусматриваются ГОСТ 14111. Так, например, сплошные электроды должны применяться для цветных металлов и конструкций сферической формы.
Для рельефной сварки используются сферические или плоские электроды. Но все их виды объединяет одно – материал, из которого они изготавливаются. Чаще всего для этого применяют разные марки бронзы и меди либо высокопрочные сплавы. Технология сварки в данном случае не имеет особого значения. Каждый метод оптимален для определенных условий работы в соответствии с ГОСТ и видом детали.
Источник: https://GoodSvarka.ru/metalov/shovnaya/
Основные требования к выполнению соединений нахлестом
При выполнении вязки стыков арматуры нахлестом существуют определенные строительной документацией правила. Они определяют следующие параметры:
- Величину накладки стержней;
- Особенности расположения самих соединений в теле бетонируемой конструкции;
- Местонахождение соседних перепусков относительно друг друга.
Учет этих правил позволяет создавать надежные железобетонные конструкции, и увеличивать срок их безаварийной работы. Теперь обо всем подробнее.
Где располагать при вязке нахлестные соединения арматуры
СНиП не допускает расположение мест вязки арматуры нахлестом в областях наибольшей нагрузки на них. Не рекомендуется располагать стыки и в местах, где стальные стержни испытывают максимальное напряжение. Все стыковочные соединения прутов лучше всего размещать в ненагруженных участках ЖБИ, где конструкция не испытывает напряжения. При заливке ленточного фундамента перепуски окончаний арматуры разносят в места с минимальным крутящим моментом и с минимальным изгибающим моментом.
В случае отсутствия технологической возможности выполнить данные условия, протяженность нахлеста армирующих стержней берется из расчета 90 диаметров стыкуемых прутов.
Какую делать величину нахлеста арматуры при вязке
Поскольку вязка арматуры внахлест определяется технической документацией, то там четко указана протяженность стыковочных соединений. При этом величины могут колебаться не только от диаметра используемых прутов, но и от таких показателей как:
- Характер нагрузки;
- Марка бетона;
- Класс арматурной стали;
- Мест соединения;
- Назначения ЖБИ (горизонтальные плиты, балки или вертикальные колонны, пилоны и монолитные стены).

Сращивание арматурных стержней при выполнении нахлеста
В целом же протяженность нахлеста прутов арматуры при вязке определяется влиянием усилий, возникающих в стержнях, воспринимаемых сил сцеплением с бетоном, воздействующими по всей длине стыка, и силами, оказывающими сопротивления в анкеровке армирующих прутов.
Основополагающим критерием при определении длинны напуска арматуры при вязке, берется ее диаметр.
Для удобства расчетов нахлеста армирующих стержней при вязке силового каркаса монолитного фундамента предлагаем воспользоваться таблицей с указанными величинами диаметра и их напуска. Практически все величины сводятся к 30-ти кратному диаметру применяемых стержней.
| Величина напуска арматуры в диаметрах | ||
| Диаметр арматурной стали А400, мм | Величина нахлеста | |
| в диаметрах | в мм | |
| 10 | 30 | 300 мм |
| 12 | 31,6 | 380 мм |
| 16 | 30 | 480 мм |
| 18 | 32,2 | 580 мм |
| 22 | 30,9 | 680 мм |
| 25 | 30,4 | 760 мм |
| 28 | 30,7 | 860 мм |
| 32 | 30 | 960 мм |
| 36 | 30,3 | 1090 мм |
В зависимости от нагрузок и назначения железобетонных изделий длина нахлестных соединений стержневой стали изменяется в сторону увеличения:
| Напуск арматуры в зависимости от назначения ЖБИ | ||
| Вид нагрузки | Назначение ЖБИ | |
| Горизонтальное использование, в диаметрах | Вертикальное использование, в диаметрах | |
| В сжатом бетоне | 33,8 ᴓ | 48,3 ᴓ |
| В растянутом бетоне | 47,3 ᴓ | 67,6 ᴓ |
В зависимости от марки бетона и характера нагрузки, применяемого для заливки монолитной ленты фундамента и прочих железобетонных элементов, минимальные рекомендуемые величины перепуска арматуры в процессе вязки будут следующими:
| Для сжатого бетона | ||||
| Диаметр армирующей стали А400 используемой в сжатом бетоне, мм | Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм | |||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 335 | 295 |
| 16 | 570 | 490 | 445 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
| Для растянутого бетона | ||||
| Диаметр армирующей стали А400 используемой в растянутом бетоне, мм | Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм | |||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 275 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1040 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
Как расположить друг относительно друга арматурные перепуски
Для увеличения прочности силового каркаса фундамента очень важно правильно располагать нахлесты арматуры относительно друг друга в обеих плоскостях тела бетона. СНиП и ACI рекомендуют разносить соединения, таким образом, чтоб в одном сечении было не более 50% перепусков. При этом расстояние разбежки, как определено в нормативных документах, должно быть не менее 130% длинны стыковочного соединения стержней.
СНиП и ACI рекомендуют разносить соединения, таким образом, чтоб в одном сечении было не более 50% перепусков. При этом расстояние разбежки, как определено в нормативных документах, должно быть не менее 130% длинны стыковочного соединения стержней.
Взаимное расположение арматурных перепусков в теле бетона
Если центры нахлеста вязаной арматуры находятся в пределах указанной величины, то считается, что соединения стержней располагается в одном сечении.
Согласно нормам ACI 318-05 взаимное расположение стыковочных соединений должно находиться на расстоянии не менее 61 сантиметра. Если дистанция будет не соблюдена, то повышается вероятность деформации бетонного монолитного основания от нагрузок, оказываемых на него в процессе возведения здания и его последующей эксплуатации.
Распространенные проблемы
Неопытные специалисты на первых порах часто совершают ошибки, которые приводят к образованию дефектов. Часть изъянов ухудшает внешний вид сварного соединения, а многие из них приводят к снижению качества сварного шва.
Важно своевременно обнаружить дефекты и исправить их. Наиболее распространенными дефектами являются перепады толщины сварного соединения и неравномерное распределение расплава. Со временем таких досадных ошибок становится все меньше, а качество сварного шва только возрастает.
Непровар
Дефект образуется из-за частичного наполнения расплавом стыка. Допускать такой огрех непростительно, поскольку он снижает прочность шва, а, следовательно, и конструкции в целом. Непровары нужно вовремя выявлять и устранять. Основные причины образования дефекта:
- на сварочном аппарате установлена слишком слабая сила тока;
- специалист быстрее перемещал электрод вдоль стыка, нежели следовало бы;
- кромки толстых заготовок разделаны неправильно или небрежно.
Чтобы ликвидировать непровар, нужно увеличить мощность дуги и сократить ее длину. Если параметры выбрать правильно, то изъян больше образовываться не будет.
Неравномерность воздействия
Частая ошибка молодых специалистов, которая выражается образованием наплывов и пор. Первые представляют собой выступающие над сварным швом образования, а вторые являются хаотично расположенными пустотами, не заполненными расплавом. Оба изъяна отрицательно сказываются на прочности сварного соединения, поэтому являются недопустимыми. Поры образуются по таким причинам:
Первые представляют собой выступающие над сварным швом образования, а вторые являются хаотично расположенными пустотами, не заполненными расплавом. Оба изъяна отрицательно сказываются на прочности сварного соединения, поэтому являются недопустимыми. Поры образуются по таким причинам:
- сварочная ванночка недостаточно защищена от атмосферного воздуха;
- в зону сварки подается слишком много инертного газа;
- сказывается ветер, который воздействует на зону сварки и разгоняет облако защитного газа. В этом случае расплавленные метал реагирует с атмосферным кислородом;
- на стыке осталась грязь или ржавчина;
- кромки подготовлены неправильно.
Наплывы образуются при работе с присадочным материалом и являются следствием неверно выбранного режима сварки. Наплывы не привариваются и легко удаляются механическим способом.
Подрезы
Дефект определяется визуально и представляет собой углубление по всей длине шва. Возникает в случае, когда сварщик работал со слишком длинной дугой. Сварочная ванночка в таком случае расширяется, а температуры для достаточного прогрева краев не хватает. Расплав очень быстро остывает и формирует подрезы. Избавиться от дефекта можно, увеличив силу тока или уменьшив длину дуги.
При угловой сварке дефект может иметь место, если неправильно выбран угол расположения электрода. Расплавленный метал стекает, в результате чего образуется канавка. В такой ситуации дугу нужно укоротить и уменьшить ее мощность.
Прожог
Изъян очень заметен, поскольку представляет собой сквозное отверстие. Причины его появления:
- на сварочном аппарате выставлена очень большая сила тока;
- электрод перемещался медленно;
- между кромками заготовок слишком большое расстояние.
Нужно точно вывить причину образования дефекта и, устранив ее, повторно сформировать сварной шов.
Трещины
Бывают дефекты горячего и холодного происхождения. Первый тип проявляется в процессе остывания металла, может иметь продольное или поперечное расположение относительно шва. Холодные трещины образуются уже в процессе эксплуатации конструкции в результате избыточного механического воздействия. Трещины являются причиной постепенного разрушения сварного шва. Устранить недостаток можно, сформировав шов повторно.
Холодные трещины образуются уже в процессе эксплуатации конструкции в результате избыточного механического воздействия. Трещины являются причиной постепенного разрушения сварного шва. Устранить недостаток можно, сформировав шов повторно.
Неверные расчеты
Разные типы дефектов образуются из-за неправильно выбранных настроек сварочного агрегата. Шов может деформироваться, утратить прочность. Первопричинами проблемы являются:
- Неправильный катет. На качество сварного соединения влияет выбор рабочих параметров сварки и скорость перемещения электрода, которая обязательно должна быть стабильной. Если ток слабый, то скорость движения стержня небольшая, что может вызвать плохой прогрев металла заготовок. Если наоборот, выбрать слишком большое значение силы тока, то катет получится вогнутым. Возможно образование прожогов.
- Косой угол. Удерживать заготовки в оптимальном положении удается не всегда. Если приставная пластина по одному из краев имеет другой уклон, то эксплуатационные показатели конструкции будут отличаться от требуемых.

Инструкция по свариванию
Тавровые соединения приваривают в таком порядке:
- Готовится оборудование. Устанавливаются нужные параметры силы тока и напряжения. Они определяются по специальным таблицам.
- В держатель устанавливается электрод. Стержень может иметь наклон в сторону его предполагаемого перемещения.
- Разжигают электрическую дугу (при работе с аргонодуговой сваркой – подают газ).
- Делаются прихватки, после чего стык проваривается полностью.
- Заключительная обработка шва, визуальная проверка качества.
Зачистка сварного шва
Свежий сварной шов имеет на поверхности шлак, окалину и частички металла, которые там не нужны. К тому же шов выступает над общей плоскостью, а это далеко не всегда приемлемо. Все перечисленные недостатки призвана убрать финальная зачистка. Выполняется процедура в несколько этапов с использованием специальных инструментов и механизмов.
Сначала «грубая» уборка: с помощью молотка и зубила отбиваются окалина и шлак. Далее для выравнивания стыка можно использовать болгарку со шлифовальным кругом. Следует учесть, что абразивы имеют разную зернистость. Чем выше требования по гладкости поверхности – тем меньше у круга должна быть зернистость. Соединение мягких металлов покрывают оловянным припоем.
Далее для выравнивания стыка можно использовать болгарку со шлифовальным кругом. Следует учесть, что абразивы имеют разную зернистость. Чем выше требования по гладкости поверхности – тем меньше у круга должна быть зернистость. Соединение мягких металлов покрывают оловянным припоем.
Выбор электрода
При выборе диаметра электрода учитывается толщина стенок заготовок, способ их соединения, катет шва, вариант разделки кромок. Ниже приведена таблица прямой зависимости диаметра электрода от толщины металла заготовок.
| Толщина заготовок, мм | 1-2 | 3-5 | 4-10 | 12-24 | 30-60 |
| Диаметр стержня | 2-3 | 3-4 | 4-5 | 5-6 | 6-8 |
Значения приведены приблизительные, поскольку другие факторы здесь не учтены. К примеру, независимо от толщины стенок заготовок для формирования потолочных швов опытные специалисты берут максимум «четверку».
Нахлест арматуры сколько диаметров. Сколько арматуры.
 ArmaturaSila.ru
ArmaturaSila.ru
Стыковка арматуры внахлёст
Соединение, после которого соединяемая арматура соединяется в единую ровную линию, называют внахлест. Такое соединение предназначено для того, чтобы перераспределить растягивающие и сжимающие нагрузки. Этот метод соединения имеет следующие правила:
1. Места наименьшего напряжения конструкции – лучшее место для нахлеста.
2. Наложение отрезков арматуры друг на друга должно быть более 50 см. если стержень имеет диаметр 10 мм, то нахлест арматуры друг на друга должен быть не меньше полуметра.
3. Образующие нахлест отрезки арматуры должны быть близки друг к другу по максимуму, но не больше величины двух диаметров. Соединение арматуры внахлест осуществляется двумя способами: с помощью сварки и вязальной проволоки. Во время варки арматуры нужно максимально проплавить взаимно стыкуемые элементы. Вязку нужно проводить пластичной проволокой, которую нужно предварительно отжечь.
Во время варки арматуры нужно максимально проплавить взаимно стыкуемые элементы. Вязку нужно проводить пластичной проволокой, которую нужно предварительно отжечь.
4. Если брать сечение по армируемому элементу, то на нахлест должно приходиться не более половины всех армируемых «нитей» в каждом из сечений. Другими словами: не допускайте рядом друг с другом несколько нахлестов.
Правильное соединение перекрещивающейся арматуры
Перекрещивающуюся арматуру соединяют методом вязки или сварки. С помощью вязки соединяют любые размеры арматуры. Сваркой соединяют перекрестную арматуру сравнительно большого диаметра (более 20 мм). Пересечение стержней относительно больших диаметров позволяет создать при перекрестном соединении достаточную площадь для контакта.
Вязать или варить арматуру?
Арматура ГОСТ 5781 82 – термически прочный стержень. Во время сварки арматура нагревается. Локальный нагрев влияет на прочностные свойства в месте нагрева, ухудшая его. Поэтому логично, что вязка является более предпочтительным методом соединения. Связанная арматура не образует цельный контур – это нужно учитывать. Строительные нормы предусматривают наличие в арматурном каркасе целостных контуров. Их должно быть не меньше 1/6 от всего объёма. Если вы решили использовать сварку, то перед процессом арматура А500С должна быть очищена от загрязнений и ржавчины. Это обеспечит лучшую свариваемость.
Поэтому логично, что вязка является более предпочтительным методом соединения. Связанная арматура не образует цельный контур – это нужно учитывать. Строительные нормы предусматривают наличие в арматурном каркасе целостных контуров. Их должно быть не меньше 1/6 от всего объёма. Если вы решили использовать сварку, то перед процессом арматура А500С должна быть очищена от загрязнений и ржавчины. Это обеспечит лучшую свариваемость.
В общем, выбор того или иного метода соединения арматуры нужно решать в зависимости от условия на строительной площадке.
Наша компания «СтальХолдинг» предлагает готовые арматурные каркасы и строительную арматуру различного типоразмера. У нас можно найти умеренные цены и выгодные условия сотрудничества. Позвоните нашим менеджерам, чтобы узнать о нас подробнее.
Армирование железобетонных конструкций
Армирование плит, днищ и других подобных конструкций начинают с разметки мелом на основании положения продольных и поперечных стержней. Затем раскладывают стержни и соединяют их между собой. Готовую сетку поднимают на подкладки для обеспечения защитного слоя. При двойном армировании вторую сетку собирают аналогично первой.
Затем раскладывают стержни и соединяют их между собой. Готовую сетку поднимают на подкладки для обеспечения защитного слоя. При двойном армировании вторую сетку собирают аналогично первой.
Армирование конструкций сетками и плоскими каркасами осуществляют, используя краны. которые обеспечивают подачу пакетов арматуры при массе ее до 100 кг непосредственно к конструкции, а при массе более 100 кг — укладку в проектное положение. Плоские арматурные каркасы устанавливаются в опалубку и соединяются между собой распределительной арматурой. Рулонные или плоские сетки устанавливают в опалубку и закрепляют в проектное положение. Стыки сеток выполняют в основном внахлестку. В направлении рабочих стержней нахлест сеток из гладких круглых стержней составляет l 250 мм с расположением в зоне стыка не менее двух поперечных стержней. В сетках из арматуры периодического профиля наличие поперечных стержней в зоне стыка необязательно, но длина нахлеста должна быть равна l + 5 диаметров рабочих стержней. В направлении распределительных стержней сетки могут укладываться либо без нахлеста, либо внахлест или с установкой дополнительной сетки, перекрывающей место соединения основных сеток.
В направлении распределительных стержней сетки могут укладываться либо без нахлеста, либо внахлест или с установкой дополнительной сетки, перекрывающей место соединения основных сеток.
Армирование конструкций пространственными каркасами и армоблоками производится путем укладки их в полностью или частично установленную опалубку. Предварительно выправляют и выверяют по проекту арматурные выпуски основания и наносят разбивочные оси. Затем краном с помощью стропов или траверс поднимают армоэлементы, устанавливают их в проектное положение по заранее выполненной разметке, выверяют и временно закрепляют растяжками. После этого подгоняют и соединяют арматурные выпуски, освобождают стропы крана.
Арматурные стержни, сетки, каркасы и другие элементы при установке в конструкцию соединяют на сварке (электродуговая и контактная), связывают проволокой, закрепляют пружинными или пластмассовыми фиксаторами.
Рис. 6.12. Способы соединения арматурных стержней. а — стыковка стержней ручной электродуговой сваркой: I — с накладками и двусторонними швами; II — то же, с односторонними швами; III — внахлестку; б — дуговая сварка с принудительным формированием шва крестообразных горизонтальных соединений стержней; в — то же, горизонтального с вертикальным; г — контактная точечная сварка при соединении стержней внахлестку; д — то же, при крестообразном соединении; е — вязка проволокой пересечений стержней: 1 — в начале сваривания: II — то же, в конце; I — соединяемые стержни; 2 — круглые накладки; 3 — электроды; 4 — инвентарные (медные или графитовые) формы; 5 — вязальная проволока; ж — соединение стержней в пересечениях пружинными фиксаторами: I — заводка фиксатора; II — фиксатор в рабочем положении; I — пружинные фиксаторы; з — пластмассовые фиксаторы: I — соединение параллельных стержней; II, III — то же, пересекающихся стержней
Условные обозначения: h — величина осадка стержней; а — толщина соединения; в’ и в — вмятины соответственно нижнего и верхнего стержней; г — грат; d’ и d — диаметры соответственно нижнего и верхнего свариваемых стержней; lн — длина нахлеста
Соединение стержней по длине электродуговой сваркой (кроме стыковой сварки) делают внахлестку или с накладками (рис. 6.12, а). Соединение внахлестку с одно- или двусторонней сваркой швов применяется для арматуры диаметром не менее 20 мм. Общая длина шва определяется по расчету. Соединение с накладками используется практически при всех диаметрах арматуры.
6.12, а). Соединение внахлестку с одно- или двусторонней сваркой швов применяется для арматуры диаметром не менее 20 мм. Общая длина шва определяется по расчету. Соединение с накладками используется практически при всех диаметрах арматуры.
Для выполнения крестообразных соединений арматурных стержней диаметром более 10 мм применяют ручную дуговую электросварку в медных или графитовых формующих элементах (рис. 6.12, б).
Контактная сварка используется для соединения арматурных стержней как по длине, так и поперек. При соединении по длине концы стержней сначала накладывают одни на другой внахлестку на 1..1,5 диаметра арматуры, а затем в процессе сварки осаживают до соосного положения стержней (рис.6.12, г). При крестообразном соединении величину осадки стержней принимают около 0,5 диаметра стержня с меньшей площадью (рис. 6.12, д). Контактную сварку выполняют с помощью мобильных стыковых машин.
Ручную вязку арматуры проволокой применяют при небольших объемах работ или в случаях, когда контактная и дуговая электросварка не допускается. Проволочные узлы вяжут с помощью арматурных кусачек или крючками (рис. 6.12, е). Для вязки используется мягкая проволока диаметром около 1 мм.
Проволочные узлы вяжут с помощью арматурных кусачек или крючками (рис. 6.12, е). Для вязки используется мягкая проволока диаметром около 1 мм.
С целью ускорения соединения стержней применяют пружинные проволочные фиксаторы диаметром 1,6. 2,8 мм, с их помощью выполняются одно- и двусторонние соединения (рис. 6.12, ж).
В ЦНИИОМТП разработаны способы соединения параллельных и пересекающихся стержней с помощью пластмассовых фиксаторов (рис. 6.12, з), которые одновременно фиксируют толщину защитного слоя бетона.
Для обеспечения требуемой толщины защитного слоя при армировании в качестве фиксаторов используются прямоугольные плитки из бетона или раствора, арматурные упоры, подставки и др.
В предварительно напряженных железобетонных конструкциях для армирования применяют стержни, проволоку и пакеты из нее, проволочные пучки и канаты. Используют два способа натяжения арматуры: на упоры и на бетон. В условиях строительной площадки чаще всего производят натяжение на бетон. При этом способе применяют арматуру из пучков проволоки. Для закрепления и натяжения проволочной арматуры применяют анкеры различной конструкции: конический, гильзовый, стаканный и глухой. В процессе бетонирования конструкции в ней устраивают каналы диаметром на 10. 15 мм больше диаметра пропускаемого арматурного пучка. При длине арматуры до 10 м натяжение ее производят с одного конца, при длине более 10 м — с двух концов. Для обеспечения монолитности конструкции и защиты арматуры от коррозии канал замоноличивают, нагнетая в него цементный раствор не ниже М300.
Для закрепления и натяжения проволочной арматуры применяют анкеры различной конструкции: конический, гильзовый, стаканный и глухой. В процессе бетонирования конструкции в ней устраивают каналы диаметром на 10. 15 мм больше диаметра пропускаемого арматурного пучка. При длине арматуры до 10 м натяжение ее производят с одного конца, при длине более 10 м — с двух концов. Для обеспечения монолитности конструкции и защиты арматуры от коррозии канал замоноличивают, нагнетая в него цементный раствор не ниже М300.
Предварительное натяжение арматуры резервуаров и других цилиндрических сооружений производят специальными навивочными машинами, которые обтягивают арматурой стенки сооружений снаружи после набора бетоном проектной прочности. По окончании навивки арматуры наружные поверхности стен торкретируют или штукатурят высокопрочным цементным раствором.
Части зданий
По какому ГОСТу вяжется арматура
Вязка арматуры является очень важным моментом в строительсте, эта статья раскажет вам о всех подводных камнях этого ремесла. Ненапрягаемые конструкции в современном строительстве армируются укрупненными монтажными элементами, выполненными в виде пространственных и плоских каркасов или сварных сеток. Их обычно изготавливают вне возводимого здания, а затем монтируют с помощь крана. Только в исключительном случае сложная конструкция может армироваться в проектном положении с использованием отдельных стержней, которые соединяются в законченный арматурный элемент вязкой или сваркой.
Ненапрягаемые конструкции в современном строительстве армируются укрупненными монтажными элементами, выполненными в виде пространственных и плоских каркасов или сварных сеток. Их обычно изготавливают вне возводимого здания, а затем монтируют с помощь крана. Только в исключительном случае сложная конструкция может армироваться в проектном положении с использованием отдельных стержней, которые соединяются в законченный арматурный элемент вязкой или сваркой.
В частном строительстве арматура обычно используется при выполнении ленточного фундамента. Самостоятельно вязать ее довольно сложно, поэтому лучше найти двух помощников, которые знают, по какому ГОСТу вяжется арматура. Один человек будет помогать вязать арматуру, а второй будет забирать готовые конструкции и укладывать их в опалубку.
Арматурные стержни перед началом вязки доставляют на строительную площадку. Здесь их режут по определенному размеру. Обычно для монолитного ленточного фундамента используют арматурные короба квадратного сечения, длина сторон которого составляет 40 см. Длина самого короба должна составлять примерно три метра. Арматурные стержни обычно имеют длину 3-6 метров. Поэтому для длинной стороны короба они подходят идеально, а для квадратов их приходится резать.
Длина самого короба должна составлять примерно три метра. Арматурные стержни обычно имеют длину 3-6 метров. Поэтому для длинной стороны короба они подходят идеально, а для квадратов их приходится резать.
Арматуру связывать в принципе не очень трудно, но все-таки для этого требуется определенный опыт. Недаром вязальщик арматуры является отдельной профессией. Для вязки используют специальный инструмент, который называется крючком для вязки арматуры.
Вязка арматуры – это организованный процесс, требующий соблюдения очередности вязки. В первую очередь элемент надо подготовить к монтажу. Если необходимо, то его очищают и выпрямляют. Затем стропуют и подают в зону вязки, где его устанавливают в проектное положение и только потом начинают вязать.
Вязку выполняют с помощью металлической проволоки определенного диаметра или монтажными крюками. При этом стержни складываются накрест, а затем их стыки связываются в середине и по краям. Вязку можно делать вручную или с помощью специального пистолета.
Последний вариант является более оптимальным, поскольку выполняется в автоматическом режиме и значительно экономит время. Ручная вязка арматуры выполняется специальным крючком. Главный недостаток этого способа – большие затраты времени.
Поэтапное изготовление арматурного короба поможет вам узнать, как правильно вязать арматуру:
Вязальный крючок берем в правую руку, а в левую – проволоку, сложенную в два раза.
Пропускаем проволоку под стержень в виде петли, которую захватываем крючком.
Обматываем арматуру проволокой, а свободный конец укладываем на крючок.
Вращая крючок в правую сторону, закрепляем концы проволоки вместе.
Чтобы крепление было прочным надо сделать три оборота.
Снова делаем петлю, а крючок убираем.
Соединение закончено.
Процесс, конечно, долгий, но работа пойдет быстрее с каждым выполненным соединением!
Некоторые опытные строители советуют использовать самозатягивающиеся пластиковые хомуты, с помощь которых ручная вязка существенно облегчается и упрощается. Такие хомуты можно приобрести в любом строительном магазине.
Такие хомуты можно приобрести в любом строительном магазине.
Чаще всего вязку выполняют при строительстве небольших домов. Этот метод рассчитан на небольшой вес здания, которое будет построено на такой опоре. Для многоквартирных домов для соединения арматуры используют сварку. Но этот метод имеет и ряд недостатков. Так как электрическая сварка происходит при высоких температурах, то это уменьшает прочность арматурного стержня. Сварка повышает жесткость всей конструкции, но при уплотнении бетона с помощью вибратора появляется риск потери целостности в местах стыков сварных изделий.
Совет: Не используйте сварку при вязки арматуры, так как это отрицательно влияет на срок службы конструкций.
Как вязать арматуру, чтобы сохранить целостность конструкции? Чаще всего для этого используют способ вязки с помощью проволоки или скоб при формировании каркаса. Благодаря этому способу конструкция получает достаточную прочность соединений. Это также уменьшает риск перелома арматуры после заливки и уплотнения бетона.
Идеальным армированием фундамента считается армирование сплошным контуром арматуры. Но для частного строительства обычно используется арматура класса А400, которую сваривать недопустимо. Как же в этом случае можно обеспечить передачу расчетных усилий от одного арматурного стержня к другому? Это возможно с помощью специальных способов соединения арматуры.
В дачном строительстве самым распространенным вариантом соединения арматуры является соединение нахлестом. Нахлест арматурных стержней должен иметь длину, обеспечивающую передачу расчетного усилия от одного стыкуемого элемента к другому. Как вяжется арматура внахлест и длина перепуска оговаривается в СНиП 52-01-2003. Согласно этому документу соединение нахлестом допустимо для арматуры, диаметр которой не превышает 36 мм.
Соседние соединения арматурных стержней по длине должны разноситься в разбежку таким образом, чтобы в одно сечение не попадало одновременно более пятидесяти процентов арматуры. Считается, что стыки находятся в одном сечении, если их центры расположены пределах данного участка. Минимальное расстояние между соседними стыками должно составлять по нормам АСІ 318-05 не меньше 60 см.
Минимальное расстояние между соседними стыками должно составлять по нормам АСІ 318-05 не меньше 60 см.
В этих же нормативах рекомендуется делать свободные соединения арматурных стержней в конструкциях без предварительного напряжения. Это обусловлено тем, что бетон при свободном соединении охватывает все стороны арматурного стержня и фиксирует его надежнее, чем в том случае, когда стержни связаны проволокой, исключающей обхват по полной окружности. В любом случае длина нахлеста стержней должна быть не меньше двадцати диаметров стыкуемой арматуры, но при этом еще не меньше двадцати пяти сантиметров. При этом, в одном сечении элемента фундаментной ленты соединения могут иметь не больше половины всех арматурных стержней.
Источники: http://steel-holding.ru/poleznie-stati/stykovka-armatury-vnaxlyost.html, http://www.stroitelstvo-new.ru/1/armirovanie_1.shtml, http://1000projects.ru/page.php?see=vyazka-armatury
Комментариев пока нет!
Что это такое? Когда они используются?
Одна из первых вещей, которую должен освоить начинающий сварщик, — это сварка встык. Это фундаментальный сустав, который вы будете использовать регулярно.
В этой статье вы узнаете, когда используется стыковой шов, его преимущества и недостатки, а также виды стыковых сварных соединений.
Что такое стыковая сварка?
Стыковой шов состоит из двух кусков металла, расположенных рядом друг с другом «встык» в одной плоскости. Применение непрерывного шва по центральной линии соединяет детали вместе.Перехлест штока отсутствует, и соединение может иметь корневое отверстие.
Когда вы будете использовать сварку встык?
Применение сварки встык зависит от отрасли. Он используется с автоматическими сварочными аппаратами или в стандартных приложениях ручной дуговой сварки.
Например, стыковое соединение можно использовать для сварки двух пластин или при сварке фитингов, соединенных встык.
Для получения бесшовных стыковых сварных швов труб требуется снятие фаски с заготовок в зависимости от толщины и необходимого провара. Кроме того, большинство трубных фитингов разработаны с учетом требований к сварке встык, поэтому их можно легко сваривать вместе.
Кроме того, большинство трубных фитингов разработаны с учетом требований к сварке встык, поэтому их можно легко сваривать вместе.
Плюсы
- Стыковое соединение легко обрабатывается после сварки
- Высокая прочность с полным сплавлением
- Легко проверить на искажение
- Самый простой сварочный шов (рядом с угловым швом)
- Подходит для различных металлов
- Несколько менее подвержен загрязнению
- Отлично подходит для непрерывных линейных или кольцевых сварных швов
- Самый легкий сварной шов для послесварочной обработки (шлифовка, полировка, покраска и т.д.))
- Трубные фитинги для сварки встык экономичны
- Сварка встык наиболее эффективна при использовании двух широко используемых сварочных процессов, MIG и TIG
Минусы
- Сварка встык требует снятия фаски с кромок соединения при сварке толстого металла
- Этот сварочный шов склонен к пористости, растрескиванию или неполному провару
- Сложно сваривать тонкий листовой металл без присадочного металла и избежать деформации
- Чувствительность к состоянию поверхности наплавки (площадь расплавленного металла)
- Может потребоваться установка крепления или опорного стержня
Вот короткое видео, показывающее простой сварной шов встык:
Типы стыковых сварных соединений
В зависимости от конструкции соединения различают пять типов стыковых швов:
- Квадрат
- Фаска
- V-образная канавка
- J Канавка
- U-образная канавка
Выбор конструкции соединения зависит от ширины зазора, толщины металла и назначения свариваемой детали. Обычно вы получаете эту информацию в спецификациях сварки от инженера. Или вы можете выбрать тип приклада на основе информации, представленной ниже.
Обычно вы получаете эту информацию в спецификациях сварки от инженера. Или вы можете выбрать тип приклада на основе информации, представленной ниже.
Квадратный стыковой шов
Стыковые сварные швы с квадратной канавкой представляют собой простейшую конструкцию соединения. Используется с металлом толщиной до 3/16 дюйма и когда сварной шов не выдерживает постоянной нагрузки. Соединение может иметь корневое отверстие или иметь плотную посадку между заготовками. Но в зависимости от металла и материала наполнителя может потребоваться раскрытие корня.
Края не скошены, не скошены и не изменены каким-либо образом. Они остаются квадратными, а сварной шов наносится по центральной линии между стыкованными деталями.
Сварка с квадратной разделкой требует выравнивания основного металла в одной плоскости. При сварке с раскрытием корня зазор должен быть одинаковым по всему стыку.
Стыковой сварной шов с одинарным скосом
Сварные швы с одинарным скосом требуют снятия фаски с одной из пластин основного металла под заданным углом или под углом по вашему выбору. Край другой металлической детали остается квадратным.
Край другой металлической детали остается квадратным.
Угол скоса зависит от толщины металла и желаемой ширины валика. Корневое отверстие может быть использовано для улучшения проникновения прямоугольной металлической детали.
Стыковой сварной шов с V-образной канавкой
Стыковые сварные швы с V-образным пазом
представляют собой нечто вроде соединения с двойной фаской. Требуется скосить обе заготовки, чтобы между ними образовался V-образный проем. Это наиболее распространенная конструкция соединения для стыковых сварных швов, используемая для достижения оптимального провара.Всякий раз, когда вы свариваете что-то толщиной более 3/16 дюйма, этот стыковой сварной шов должен быть вашим выбором.
Сделать фаски относительно легко. Вы можете использовать специализированные инструменты, такие как механический кромкорез, или просто взять угловую шлифовальную машину и отшлифовать края металла. Но при работе с толщиной более 3/8 дюйма быстрее использовать плазменный резак или кислородно-ацетиленовую установку для снятия фаски с краев.
Конструкция соединения с V-образным пазом требует значительно большего количества присадочного металла. При работе с экзотическими металлами присадочный материал из сплава TIG увеличит стоимость проекта.Дополнительные затраты на подготовку и присадочный металл в сочетании с увеличением времени, необходимого для выполнения этих сварных швов, делают V-образный паз менее экономичным, чем конструкции с одинарным скосом и квадратным стыковым швом.
Эти соединения обычно используются в производстве и других стандартных сварочных работах. Типичные области применения включают сварку конструкционной стали и труб.
Стыковой сварной шов с U-образной канавкой
U-образная канавка похожа на V-образную канавку, за исключением того, что отверстие между деталями имеет U-образную форму.Края требуют вогнутой обработки, которую трудно сделать, если у вас нет надлежащего оборудования. Он используется в специальных настройках, потому что может снизить затраты по сравнению с V-образным пазом.
Количество присадочного материала, необходимого для заполнения разделки, уменьшается, когда металлические детали подготавливаются к стыковой сварке с U-образной разделкой. Но эта конструкция требует опытного оператора. Косая форма соединения требует дополнительных навыков при контроле сварочной ванны, дуги и присадочного материала.
Благодаря меньшему количеству осажденного присадочного металла U-образный паз также может испытывать меньшее остаточное напряжение. Кроме того, сварной шов будет более прочным, менее подверженным деформации и растрескиванию. Кроме того, любая необходимая термическая обработка для снятия напряжения будет более экономичной.
J-канавка для стыковой сварки
Точно так же, как конструкция соединения с одинарным скосом представляет собой «половину» V-образной канавки, J-образная канавка представляет собой половину U-образной канавки. Он используется в тех же условиях, что и стыковой сварной шов с U-образной канавкой, но его еще сложнее создать и сварить. Это требует большого мастерства и рентабельно только в том случае, если экономия на присадочном металле превышает дополнительные затраты на механическую обработку и оператора.
Это требует большого мастерства и рентабельно только в том случае, если экономия на присадочном металле превышает дополнительные затраты на механическую обработку и оператора.
Стыковой шов с J-образным пазом легче всего сваривать горизонтально, при этом перпендикулярная кромка находится на нижней поверхности. Но даже в этом случае электрод должен быть наклонен в канавку к вертикальной поверхности, что требует навыков сварщика. У нас есть отдельная статья, посвященная горизонтальной и другим позициям сварки, в которой вы узнаете больше об этом.
Стыковой сварной шов, угловой сварной шов и сварной шов внахлестку
Неопытному сварщику эти три шва могут показаться похожими.Однако они имеют существенные отличия.
Как отмечалось ранее, стыковой сварной шов соединяет две заготовки в одной плоскости.
Угловой сварной шов имеет треугольный валик поперечного сечения и соединяет две металлические детали под углом 90 градусов в виде Т-образного соединения, соединения внахлестку или углового соединения.
Сварка внахлестку соединяет два перекрывающихся куска металла угловыми швами. Нижняя часть получает нижнюю часть сварного шва, а верхняя часть получает вертикальную часть сварного шва под углом 90 градусов.Соединение внахлест также может подвергаться подготовке кромок, как и стыковое сварное соединение, в то время как угловые соединения обычно не требуют снятия фаски с кромок. Вы можете узнать больше в нашей статье о типах сварных соединений.
Подведение итогов
Каждый сварщик должен знать, как правильно сварить стыковое соединение. К счастью, это самый простой в освоении тип сварного соединения, и он редко требует специальной обработки, как канавки U и J, за исключением профессиональной среды.
Надеюсь, вы узнали что-то полезное.Если вы новичок, не расстраивайтесь, если ваши стыковые сварные швы выходят из строя или заготовки деформируются, особенно при сварке листового металла. Это довольно легко освоить, поэтому продолжайте практиковаться, и вы освоите его.
Как сваривать небольшие трубы и фитинги с микрофитингом с высокой точностью
Фитинг — это деталь, используемая для соединения двух труб вместе, позволяющая жидкости проходить внутрь. Качество сварки стандартизированных фитингов microfit должно быть безупречным, чтобы обеспечить герметичность труб и отсутствие утечки газа или жидкости.Какие проблемы возникают при сварке тонких труб и фитингов? Какие шаги вам нужно выполнить? В этой статье и представленном ниже видео мы более подробно рассмотрим орбитальную сварку труб и фитингов MicroFit с очень маленькими диаметрами.
Сварка тонкостенных труб и микрофитингов: утомительный процесс
Микрофитинги коленчатого типа с двумя или тремя осями и трубками малого диаметра используются в полупроводниковой, фармацевтической промышленности, а также в микрохимии и любой другой области, где требуются трубки и микрофитинги с тонкими стенками и малыми диаметрами.
Они подходят для приложений, связанных с благородными газами, микроблоками, информационными технологиями, обработкой данных, электропроводностью, радиоактивными или другими опасными газами, а также для инженеров-электриков, работающих с системами промышленной автоматизации. Он часто используется для задач с давлением до 400 бар, так как системы высокого давления должны соответствовать строгим стандартам, таким как ASME ( A американский S общество M механический E ngineers Boiler and Vessel Code) или NF EN ISO 13445 (Определение прочности на сдвиг клеевых соединений между жесткими подложками).
Он часто используется для задач с давлением до 400 бар, так как системы высокого давления должны соответствовать строгим стандартам, таким как ASME ( A американский S общество M механический E ngineers Boiler and Vessel Code) или NF EN ISO 13445 (Определение прочности на сдвиг клеевых соединений между жесткими подложками).
Поскольку стоимость фитингов microfit может быть довольно высокой, обращаться с ними следует с осторожностью и предосторожностями.
Чем меньше диаметр фитингов и труб, тем точнее и трудоемче будет сварка. Фитинги изготавливаются из различных материалов, размеров и конфигураций, но они стандартизированы, чтобы выдерживать самые сложные условия.
Подготовка трубы для получения идеального результата сварки
Основными проблемами, с которыми вы можете столкнуться при сварке тонких труб, являются обесцвечивание труб из-за нагрева, недостаточная или чрезмерная продувка, перекрытие труб, недостаточное проникновение сварки, брызги сварки, слишком высокая скорость сварки, обнажение сварки в агрессивной среде, а также вмятины, выпуклости или любые другие геометрические неровности, которые могут отрицательно сказаться на качестве сварного шва.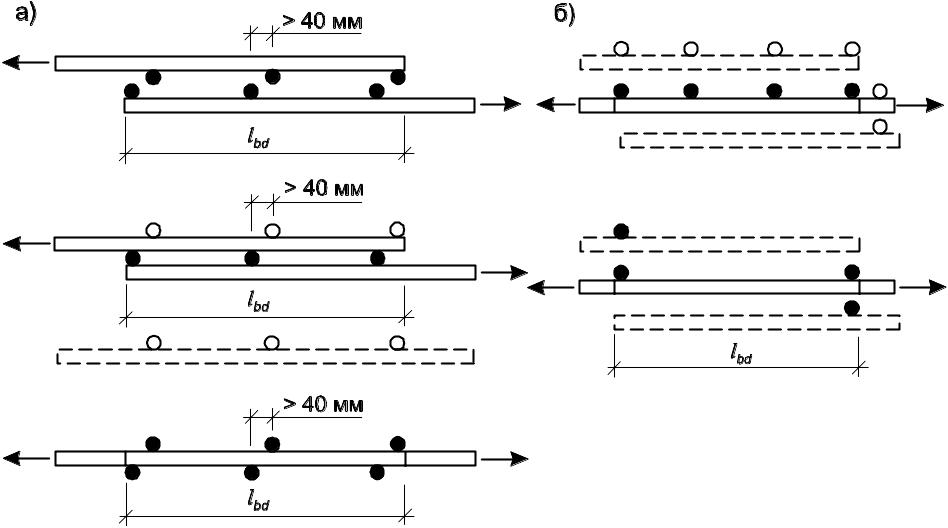
Во избежание этого необходимо правильно подготовить пробирку . Поскольку подготовка трубы является важным этапом, ее необходимо тщательно выполнить перед сваркой. Если рез производился срезом труборезом, то перпендикулярность будет недостаточной и заусенец будет слишком большим. Поэтому настоятельно рекомендуется квадратная форма , чтобы получить как можно более прямой рез без заусенцев. Даже если труба была разрезана на станке для орбитальной резки, все равно рекомендуется выравнивание поверхности, чтобы получить идеально гладкую поверхность без заусенцев.Стандарты внутренней полировки очень строгие, удаление заусенцев запрещено.
Когда свариваемые детали очень тонкие и небольшого диаметра, доступ к ним ограничен, что требует компактной сварочной головки. Принцип, который преобладает для этой головки, заключается в использовании кассеты для идеального позиционирования свариваемых элементов.
Эта кассета будет размещена на свариваемых деталях. Он может быть установлен на трубы и фитинги высокой чистоты, которые должны быть сварены встык.Доступно несколько кассет в зависимости от трубок и фитингов microfit. Они гибкие и могут быть легко модифицированы и адаптированы к соответствующим боковым панелям. Кроме того, они изготовлены из алюминия, обработанного никелем, что обеспечивает легкость и высокую электропроводность.
Он может быть установлен на трубы и фитинги высокой чистоты, которые должны быть сварены встык.Доступно несколько кассет в зависимости от трубок и фитингов microfit. Они гибкие и могут быть легко модифицированы и адаптированы к соответствующим боковым панелям. Кроме того, они изготовлены из алюминия, обработанного никелем, что обеспечивает легкость и высокую электропроводность.
SXMF-17: закрытая головка AXXAIR для орбитальной сварки с микрофитингом
Сварочная головка microfit AXXAIR SXMF-17 , специально разработанная для орбитальной сварки TIG малых диаметров, представляет собой закрытую головку, работающую от блока питания AXXAIR нашей последней линейки, SAXX .
Таким образом, эта закрытая головка обладает всеми техническими характеристиками SAXX : цифровое управление двумя разными газами, наблюдение за сварным швом с включенной системой сигнализации, автоматический расчет параметров сварки и возможность начать сварку на расстоянии с помощью дистанционное управление.
С головкой SXMF-17 можно сваривать трубы диаметром от 3 до 17 мм или соответственно от 1/8 до 5/8 дюйма, а с закрытой головкой можно сваривать с оптимальной газовой защитой.С этой головкой трубы и фитинги автоматически точно центрируются, а концентрические зажимные цанги предотвращают деформацию или царапание деталей.
Кроме того, размер и вес этой машины для микрофитинга сведены к минимуму, что обеспечивает оптимальную сварку труб и фитингов малого диаметра. Сварочная горелка, заключенная в очень гибкий и прочный защитный кожух, также облегчает обращение со сварочной головкой.
Выбор подходящих кассет и боковых пластин:
различные этапы перед сваркой
Сварку можно выполнять без предварительной прихватки или центрирования , что экономит много времени.Кроме того, сварочная головка совместима со всеми доступными на рынке фитингами microfit.
SXMF-17 используется для задач, связанных с благородными, радиоактивными или другими опасными газами при давлении до 400 бар. Он также используется для микроблоков, полупроводниковой промышленности, фармацевтики, а также в чистых помещениях. Для всех этих применений он соответствует очень конкретным стандартам, таким как ASME и NF EN ISO 13445 для систем высокого давления.
Он также используется для микроблоков, полупроводниковой промышленности, фармацевтики, а также в чистых помещениях. Для всех этих применений он соответствует очень конкретным стандартам, таким как ASME и NF EN ISO 13445 для систем высокого давления.
В AXXAIR наши боковые пластины трех различных типов позволяют вам быть абсолютно гибкими при сборке кассет, чтобы они идеально подходили к вашим изделиям.Мы предлагаем стандартные боковые пластины, малые боковые пластины, а также большие боковые пластины, специально разработанные для фитингов microfit. С помощью этой очень компактной кассетной системы, которая идеально адаптируется к различным конфигурациям сварки, можно выполнять сварку с высокой точностью и в местах с ограниченным доступом.
Видео ниже представляет собой демонстрацию нашей закрытой головки SXMF-17 для микрофитной сварки.
Сварка начинается со сборки кассеты.Прежде всего, мы выберем подходящие боковые пластины, соответствующие свариваемым элементам. В нашем случае мы берем большую боковую пластину для микрофитинга в сочетании со стандартной боковой пластиной для трубы диаметром полдюйма или соответственно 12,7мм.
На втором этапе мы выберем правильные зажимные губки для элементов. Каждая боковая пластина из AXXAIR поставляется с большим набором зажимных цанг.
Затем элементы помещаются в кассету, фитинг зажимается в цангах (в данном случае это специальные губки микрофита 12 мм), а трубка помещается в кассету и автоматически центрируется при закрытии двух боковых пластин.
Теперь, когда кассета собрана, электрод размещается непосредственно на головке микрофита с помощью инструмента для настройки. После того, как электрод размещен, он позиционируется и фиксируется на правильном расстоянии. Теперь мы можем удалить инструмент для настройки и вставить головку в кассету, чтобы начать сварку.
Теперь мы можем удалить инструмент для настройки и вставить головку в кассету, чтобы начать сварку.
Этот аппарат является наиболее подходящим решением для сварки фитингов и труб микрофитингового диаметра. Высокая точность сварки, адаптируемость и экономия времени делают его незаменимым помощником в вашем производстве.
Фитинги под сварку враструб | Поставщик качественных кованых фитингов-фланцов
02
март 2018 г.
2 марта 2018 г.
Сварка враструб — это метод соединения труб для вставки трубы в клапан, фитинги и фланец. Он обычно используется для 2 дюймов или ниже.
Сварное соединение враструб
является хорошим выбором, когда требования к высокой прочности конструкции и высокий риск утечки становятся важными соображениями при проектировании.
Усталостная прочность раструбного сварного соединения ниже, чем стыкового сварного соединения из-за мутации заполненного шва и геометрической структуры. Однако сварное соединение с раструбом превосходит другие механические соединения.
Однако сварное соединение с раструбом превосходит другие механические соединения.
Фитинги для сварки враструб под высоким давлением, которые применяются в различных промышленных процессах, характеристики указаны ниже
.
- Используется для перекачки легковоспламеняющихся сред без утечек, ядовитых или дорогостоящих сред и пара от 300 PSI до 600 PSI
- Подключается только к трубопроводу ASME того же диаметра.
- Используется при постоянной работе трубопроводов и обеспечивает лучшие характеристики потока.
- Материалы соответствуют ASTM, а стандарты ASME B16.11 включают номинальные значения давления и температуры, размеры, допуски, маркировку и требования к материалам из углеродистой, нержавеющей и легированной стали. Это могут быть поковки, круглые прутки, бесшовная труба. Общие материалы: ASTM A105, A182 или A350
.
Есть три класса давления. Класс 3000, 6000, 9000
Тип | Номинальное давление | ||
|---|---|---|---|
3000 | 6000 | 9000 | |
Колено под сварку враструб 45° и 90° | 1/8–4 | 1/8–2 | 1/2–2 |
Тройник с крестовиной под сварку враструб | 1/8–4 | 1/8–2 | 1/2–2 |
Полумуфта | 1/8–4 | 1/8–2 | 1/2–2 |
Крышка | 1/8–4 | 1/8–2 | 1/2–2 |
| Таблица толщины труб | Щ80, ХС | Щ260 | ХХS |
Кованые фитинги для сварки враструб
Преимущества
- Фаска не требуется
- Точечная сварка не требуется
- Сварочный материал не проникает в отверстие трубопровода.
- Позволяет вместо трубных фитингов использовать резьбу и снижает риск утечки.
- Угловой сварной шов не подходит для радиографического контроля, поэтому правильная подгонка и сварка имеют решающее значение. Угловой сварной шов обычно использует магнитные частицы и проникает для обнаружения поверхности.
- Стоимость ниже, чем сварка встык

Фитинги для сварки враструб
Недостатки
- Сварщик должен обеспечить компенсационный зазор между трубой и буртиком раструба 1.6 мм во время сварки.
- Наличие трещин в зазорах и раструбных швах, снижающих коррозионную или радиационную стойкость трубопровода. Когда твердые частицы скапливаются в месте сварки враструб, эксплуатация и техническое обслуживание трубопровода могут быть нарушены. В этом случае всю трубу обычно требуется полностью сварить встык.
- Сварка в раструб не применяется в пищевой промышленности сверхвысокого давления. Поскольку он не полностью сваривается, оставляя нахлесты и трещины, его трудно очистить, образуются ложные протечки.

%PDF-1.6
%
2 0 объект
>
эндообъект
479 0 объект
>/Шрифт>>>/Поля 633 0 R>>
эндообъект
480 0 объект
>поток
application/pdf
Подключаемый модуль Adobe Acrobat 9.51 Paper Capture2012-05-08T13:30:35ZXerox WorkCentre 42502012-05-13T19:58:01-07:002012-05-13T19:58:01-07:00uuid:c0a60090-0fe2-6943-b3b6 -76aba793ff6buuid:2f5039e9-0136-8045-9e4f-a50f928ba0aeFalse
конечный поток
эндообъект
1 0 объект
>
эндообъект
481 0 объект
>
эндообъект
482 0 объект
>
эндообъект
36 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
42 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
48 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
54 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
60 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
66 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
72 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
78 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
84 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
90 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
96 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
102 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
108 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
114 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
120 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
126 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
132 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
138 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
144 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
150 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
156 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
162 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
168 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
174 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
180 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
186 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
192 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
198 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
204 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
210 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
216 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
222 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
228 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
234 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
240 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
246 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
252 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
258 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
264 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
270 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
276 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
282 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
288 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
294 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
300 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
306 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
312 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
318 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
324 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
330 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
336 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
342 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
348 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
354 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
360 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
366 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
372 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
378 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
384 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
390 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
396 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
402 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
408 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
414 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
420 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
426 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
432 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
438 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
444 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
450 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
456 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
462 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
468 0 объект
>/ProcSet[/PDF/Text/ImageB]/XObject>>>/Type/Page>>
эндообъект
1062 0 объект
>поток
HVn7|˵
x+ xx!ϹU4I»GgŸQwu18″j Q{G+2%ki»A$LS,1L’AM7y+?YCq>I5`
Угловой сварной шов для муфтовых фитингов
Угловой сварной шов определяется как сварной шов, соединяющий две поверхности приблизительно под прямым углом, которые, как правило, имеют треугольное поперечное сечение друг к другу в различных соединениях, таких как Т-образное соединение, соединение внахлестку или угловое соединение. Угловой сварной шов является подходящим методом для соединения вставных фланцев или фитингов с раструбной сваркой с трубами. Эта сварка выполняется путем соединения пальцев ног, лица, ног, горла и корня. Угловой шов не является непрерывным процессом, но его можно выполнять по частям или с зазором. Этот сварной шов существенно не ограничивается отдельной стороной соединяемых сегментов. Угловые сварные швы можно выполнять как с противоположной стороны, так и со стороны стрелки компонентов. Главной особенностью этого сварного шва является то, что он может быть сплошным или прерывистым.Это делает его более предпочтительным для фитингов Socket. Для фитингов с раструбом требуются особые типы сварных швов с уникальными требованиями, и угловой шов лучше всего подходит для этого.
Угловой сварной шов является подходящим методом для соединения вставных фланцев или фитингов с раструбной сваркой с трубами. Эта сварка выполняется путем соединения пальцев ног, лица, ног, горла и корня. Угловой шов не является непрерывным процессом, но его можно выполнять по частям или с зазором. Этот сварной шов существенно не ограничивается отдельной стороной соединяемых сегментов. Угловые сварные швы можно выполнять как с противоположной стороны, так и со стороны стрелки компонентов. Главной особенностью этого сварного шва является то, что он может быть сплошным или прерывистым.Это делает его более предпочтительным для фитингов Socket. Для фитингов с раструбом требуются особые типы сварных швов с уникальными требованиями, и угловой шов лучше всего подходит для этого.
Типы угловых швов
Три основных типа угловых сварных швов, которые требуются для раструбных фитингов, это соединение внахлест, тройник и угловое соединение. Все эти виды сварки имеют разные особенности.
Угловой шов внахлестку подходит для сварки множества деталей различной толщины. Для этого соединения две детали или детали укладываются друг на друга внахлест.Соединение внахлест можно применять как с одной стороны, так и с обеих сторон для дополнительной прочности. Этот тип соединения широко используется при лазерной, электронной и даже контактной точечной сварке. Угловой сварной шов внахлест для фитингов с муфтой включает различные стили, чтобы сделать его более эффективным. Это такие стили, как Spot, Plug, Slot, Bevel-groove, J-канавка и Flare-bevel канавка. Сварные швы внахлестку предпочтительны для эффективного процесса сварки.
Тройник — это уникальный тип углового сварного шва, который образуется только тогда, когда две детали находятся под углом 90 градусов друг к другу.В этом случае одно ребро лежит посередине другого. Во время этого соединения, как следует из названия, две детали должны быть размещены в форме буквы Т. Тройниковое соединение должно выполнять угловой сварной шов с обеих сторон металла.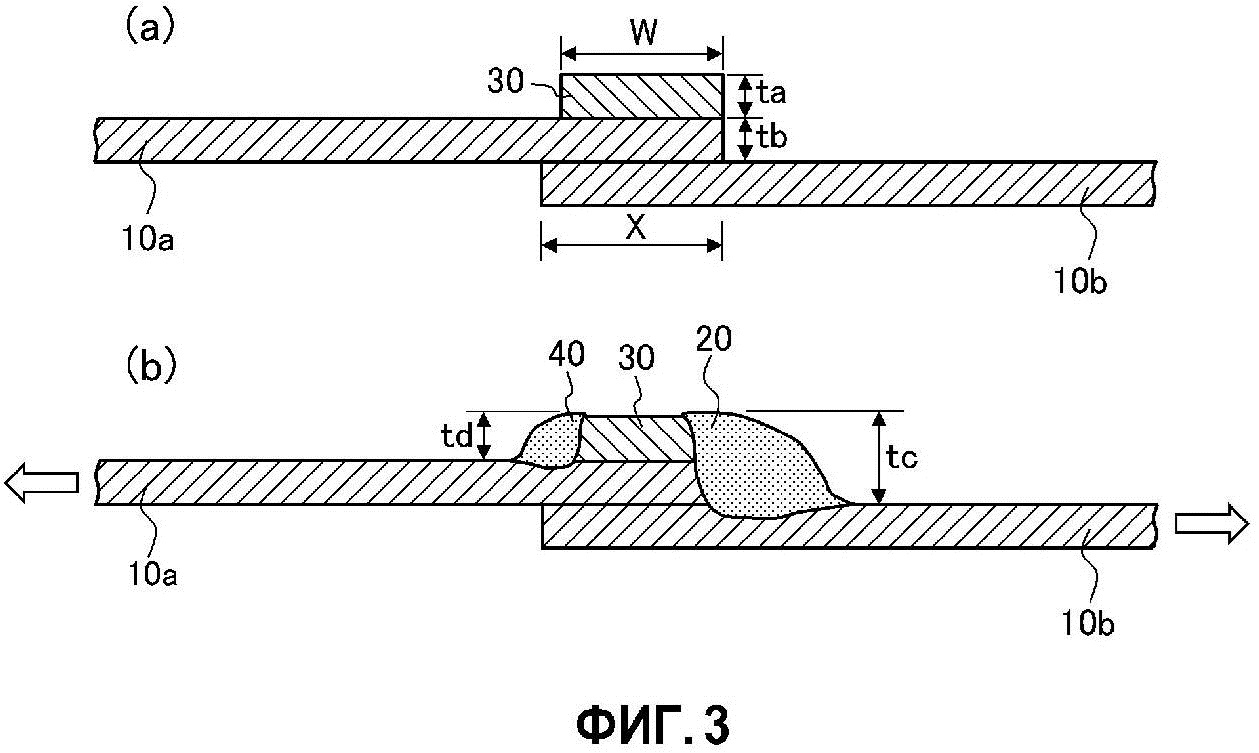 Этот вид углового шва может дополнительно применяться при соединении трубы по основному металлу. Угловой сварной шов тройника включает семь стилей сварки для значительного результата. Эти стили, такие как сварка с прорезью, угловая сварка, сварка со скошенной кромкой, сварка с заглушкой, сварка с развальцовкой со скосом и канавкой, сварка с J-образной канавкой и сварка проплавлением.
Этот вид углового шва может дополнительно применяться при соединении трубы по основному металлу. Угловой сварной шов тройника включает семь стилей сварки для значительного результата. Эти стили, такие как сварка с прорезью, угловая сварка, сварка со скошенной кромкой, сварка с заглушкой, сварка с развальцовкой со скосом и канавкой, сварка с J-образной канавкой и сварка проплавлением.
Типы угловых соединений углового шва являются популярными типами в промышленности листового металла. Его выгодно использовать для изготовления ящиков и рам, а также для многих подобных применений. Угловой сварной шов применяется, когда в центре прямого угла соединяются две детали. Эти две части включают в себя форму буквы L. Для создания углового соединения существуют различные стили, такие как V-образная канавка, U-образная канавка, J-образная канавка, кромка, угловой фланец, квадратная канавка или стык, пятно, скос. -канавка и раструб-V-образная канавка.
Pipingmart — портал B2B, специализирующийся на промышленной, металлической и трубопроводной продукции. Кроме того, делитесь последней информацией и новостями, касающимися продуктов, материалов и различных типов марок, чтобы помочь бизнесу в этой отрасли.
Кроме того, делитесь последней информацией и новостями, касающимися продуктов, материалов и различных типов марок, чтобы помочь бизнесу в этой отрасли.
Настройка и определение параметров орбитальной сварки труб
Что делать, если спецификации недоступны
Бернард Мэннион и Джек Хайнцман III
Орбитальная сварка впервые была использована в 1960-х годах в аэрокосмической промышленности.К началу 1980-х это стало практичным для многих отраслей промышленности,
когда были разработаны комбинированные системы питания/управления, которые работали от 110 вольт переменного тока (VAC) и были
физически достаточно малы, чтобы их можно было носить с собой на строительных площадках для выполнения нескольких сварных швов на месте.
В настоящее время типичными отраслями, использующими орбитальную сварку, являются аэрокосмическая промышленность; продукты питания, молочные продукты и напитки; ядерный; офшор; фармацевтический;
и полупроводник.Другие области применения включают трубы для котлов, а также трубную и трубную арматуру, клапаны и регуляторы.
Современные системы орбитальной сварки предлагают компьютерное управление, в котором хранятся различные параметры сварки, которые можно вызывать как
нужный. По сути, навыки сертифицированного сварщика встроены в систему, что позволяет производить стабильные сварные швы и
оставляя меньше места для ошибок или дефектов.
Рис. 1 Стандартные закрытые головки для орбитальной сварки могут использоваться для сварки труб диаметром до 6 дюймов и толщиной стенки до 0,154 дюйма. 1 Стандартные закрытые головки для орбитальной сварки могут использоваться для сварки труб диаметром до 6 дюймов и толщиной стенки до 0,154 дюйма.
|
В процессе орбитальной сварки трубы фиксируются на месте, а головка орбитальной сварки вращает электрод и электрическую
дугой вокруг сварного шва, чтобы получился сварной шов (см. Рисунок 1 ).Система орбитальной сварки состоит из этой сварочной головки и источника питания.
Головки для орбитальной сварки
поставляются в закрытом и открытом исполнении и обеспечивают камеру с инертной атмосферой, которая окружает сварной шов.
Стандартные закрытые головки для орбитальной сварки подходят для сварки труб диаметром от 1/16 до 6 дюймов (от 1,6 до 162 мм) с
толщина стенки до 0. 154 дюйма (3,9 миллиметра). Большие диаметры и толщины стенок могут быть приспособлены с открытым типом
154 дюйма (3,9 миллиметра). Большие диаметры и толщины стенок могут быть приспособлены с открытым типом
сварочные головки.
Система электропитания/управления обеспечивает и контролирует параметры сварки в соответствии со специальной созданной программой сварки.
или вспомнить по памяти. Источник питания обеспечивает параметры управления, ток дуговой сварки и мощность привода.
двигатель в сварочной головке и при необходимости включает и выключает защитные газы.
Для орбитальной сварки во многих областях прецизионной или высокочистой сварки основной материал, диаметр трубы, сварное соединение и подгонка деталей
требования, тип и чистота защитного газа, длина дуги, материал вольфрамового электрода, геометрия кончика электрода и шлифовка электрода
состояние поверхности может быть уже записано в спецификации, охватывающей применение.
Каждый поставщик оборудования для орбитальной сварки немного отличается в рекомендуемых методах и процедурах сварки. Где возможно,
следует следовать рекомендациям поставщика, особенно в вопросах, касающихся гарантий.
В этой статье представлены рекомендации для приложений, которые не имеют спецификаций и для которых инженер-сварщик должен создать
установки для сварки и определения параметров сварки.
Физика процесса GTAW
Орбитальная сварка использует процесс дуговой сварки вольфрамовым электродом (GTAW) в качестве источника электрической дуги, которая плавит основной материал.
и образует сварной шов. В процессе GTAW между вольфрамовым электродом и свариваемой деталью возникает электрическая дуга.
Для зажигания дуги используется высоковольтный сигнал (обычно от 3,5 до 7 киловольт) для разрушения (ионизации) изоляционных свойств
защитного газа и сделать его электропроводным для пропускания небольшого количества тока. Конденсатор сбрасывает ток
в этот электрический путь, который снижает напряжение дуги до уровня, при котором источник питания может подавать ток в течение
дуга.
Источник питания реагирует на запрос и подает сварочный ток для поддержания дуги. Свариваемый металл плавится
интенсивным нагревом дуги и плавких предохранителей.
Материал Свариваемость
Выбранный материал варьируется в зависимости от области применения и среды, в которой должна выдерживать трубка. механические, термические,
механические, термические,
Требования к стабильности и коррозионной стойкости приложения диктуют выбор материала. Для сложных приложений,
необходим значительный объем испытаний, чтобы гарантировать долгосрочную пригодность выбранного материала с точки зрения функциональности
и с точки зрения затрат.
В целом наиболее часто используемые нержавеющие стали серии 300 обладают высокой степенью свариваемости, за исключением 303/303SE,
которые содержат добавки для облегчения механической обработки.Нержавеющие стали серии 400 часто поддаются сварке, но может потребоваться последующая сварка.
лечение.
Должны быть учтены возможные различия теплоты материалов. Каждый номер партии нагрева будет иметь незначительные различия в концентрации
легирующих и микроэлементов. Эти микроэлементы могут изменять проводимость и характеристики плавления всего
Эти микроэлементы могут изменять проводимость и характеристики плавления всего
материал.При изменении номера плавки необходимо изготовить контрольный образец сварки для новой плавки. Изменения силы тока могут
необходимо вернуть сварному шву его первоначальный профиль.
Некоторые элементы материала должны иметь жесткие допуски. Незначительные отклонения в таких элементах, как сера, могут изменить
поток жидкости в сварочной ванне, полностью изменяющий профиль сварного шва и потенциально вызывающий блуждание дуги (см. , рис. 2, ).
Рисунок 2 Незначительные изменения в содержании серы могут изменить характеристики течения сварочной ванны.
|
Подгонка сварного соединения
Подгонка сварного соединения зависит от требований спецификации сварки по прямолинейности трубы, вогнутости сварного шва, армированию и
сквозной.Если спецификация отсутствует, расплавленный материал должен течь и компенсировать несоответствие труб и любой зазор в
сварной шов.
Толщина стенки должна повторяться на сварном шве от детали к детали. Различия в диаметре труб или овальности
привести к несоответствию сварных швов и изменению дугового промежутка от одной сварочной установки к другой. Кроме того, концы труб должны быть квадратными.
и плоские, а внутренний диаметр (ID) и внешний диаметр (OD) должны быть без заусенцев и фасок. В целом,
В целом,
В отношении несоответствия и пропусков применяются следующие правила:
1. Любой зазор должен составлять менее 5 процентов от толщины стенки. Возможна орбитальная сварка с зазорами 10
процентов толщины стенки или больше, но страдает качество сварного шва, а повторяемость становится сложной.
2.Колебания толщины стенки в зоне сварки должны составлять ±5 процентов от номинальной толщины стенки. Опять законы физики могут
иногда допускают сварку с несоответствием толщины стенки до 25 процентов, но качество сварки и повторяемость ухудшаются.
3. Несовпадения выравнивания (высокое-низкое) можно избежать, используя инженерные стойки и зажимы для выравнивания двух свариваемых труб.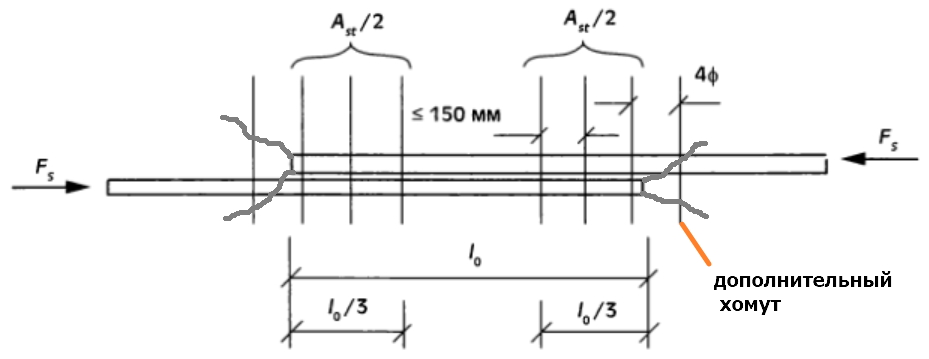 Эта система также устраняет необходимость механического выравнивания труб относительно головки для орбитальной сварки.
Эта система также устраняет необходимость механического выравнивания труб относительно головки для орбитальной сварки.
Защитные газы
Требуется подача инертного газа на наружный и внутренний диаметр трубы во время сварки, чтобы предотвратить соединение расплавленного материала с кислородом.
в окружающей атмосфере.Целью сварщика должно быть создание сварного шва с нулевым тепловым оттенком в зоне сварки.
Аргон является наиболее часто используемым защитным газом (для наружного диаметра) и продувочным газом (для внутреннего диаметра). Гелий часто используется для сварки меди.
материал. Смешанные газы, такие как 98 % аргона/2 % водорода, 95 % аргона/5 % водорода, 90 % аргона/10
водорода, 75% гелия/25% аргона часто используются для создания оптимального баланса зажигания дуги, стабильности дуги,
конечная чистота сварного шва, текучесть расплавленной ванны и проплавление сварного шва.
Смеси 95-процентного аргона/5-процентного водорода несовместимы с углеродистыми сталями и некоторыми экзотическими сплавами и могут вызывать образование водорода.
охрупчивание в сварном шве. Чтобы упростить задачу и снизить стоимость защитного газа, часто используется 100-процентный аргон.
Чистота газа определяется применением.Для ситуаций высокой чистоты, в которых забота о микрозагрязнении имеет первостепенное значение,
таких как полупроводники и фармацевтика, защитный и продувочный газы должны свести к минимуму тепловое окрашивание, которое в противном случае могло бы
быть нежелательным. В этих приложениях используется газ сверхвысокой чистоты или газ с локальной очисткой. Для некритичных приложений
технический аргон может быть приемлемым.
Вольфрамовые электроды
Вольфрамовый сварочный электрод — источник сварочной дуги — является одним из наиболее важных элементов сварочной системы.
которые обычно игнорируются пользователями сварочных систем.Пока никто не станет опровергать важность устройства зажигания на автомобиле
подушка безопасности, разрывной трос для парашюта или качественные шины для автомобилей, важность вольфрамовых электродов для качества
сварке часто пренебрегают.
Целью выбора параметров вольфрамовой стали является баланс между преимуществами чистого начала дуги и уменьшенным блужданием дуги.
с хорошим проплавлением сварного шва и удовлетворительным сроком службы электрода.
Электродные материалы. В течение некоторого времени производители вольфрама добавляли оксид к чистому вольфраму для улучшения характеристик зажигания дуги.
и долговечность электродов из чистого вольфрама. В орбитальной сварке наиболее часто используемыми электродными материалами являются:
2% торированного вольфрама и 2% цериевого вольфрама. Хотя оба типа имеют свои преимущества и недостатки,
Хотя оба типа имеют свои преимущества и недостатки,
Всегда лучше следовать советам производителя орбитальной сварки.
Геометрия наконечника электрода. Учитывая постоянно растущие требования к качеству конечного шва, все больше компаний ищут способы гарантировать, что
качество сварки у них на высоте. Форма и качество наконечника вольфрамового электрода, наконец, признаны жизненно важными.
переменные процесса.
Сварщики должны сначала следовать процедурам и размерам, предложенным поставщиками оборудования, поскольку они обычно
значительный объем квалификационных работ и работ по устранению неполадок для оптимизации подготовки электродов для своего оборудования. Тем не мение,
когда эти спецификации не существуют или сварщик или инженер хотел бы изменить эти настройки, чтобы улучшить и
для оптимизации сварки применяются следующие рекомендации:
1. Конус электрода. Обычно вызывается в градусах прилежащего угла (обычно где-то между 14 и 60 градусами). На рис. 3 показаны характеристики как острых, так и тупых конусов. На рис. 4 показано, как выбор конусности влияет на размер наплавленного валика и величину провара, на типичном изображении
Конус электрода. Обычно вызывается в градусах прилежащего угла (обычно где-то между 14 и 60 градусами). На рис. 3 показаны характеристики как острых, так и тупых конусов. На рис. 4 показано, как выбор конусности влияет на размер наплавленного валика и величину провара, на типичном изображении
формы дуги и результирующего профиля сварного шва для различных конусов.
| Острый электрод | Электрод Блантера |
| Легкое зажигание дуги | Обычно труднее заводится |
| Ручки меньшей силы тока | Выдерживает большую силу тока |
| Более широкая дуга | Более узкая дуга |
| Хорошая стабильность дуги | Больше шансов блуждания по дуге |
| Меньший провар | Больше проникновения в сварной шов |
| Меньший срок службы электрода | Увеличенный срок службы электрода |
Рисунок 3 В этой таблице сравниваются характеристики электродов с более острым и тупым конусом.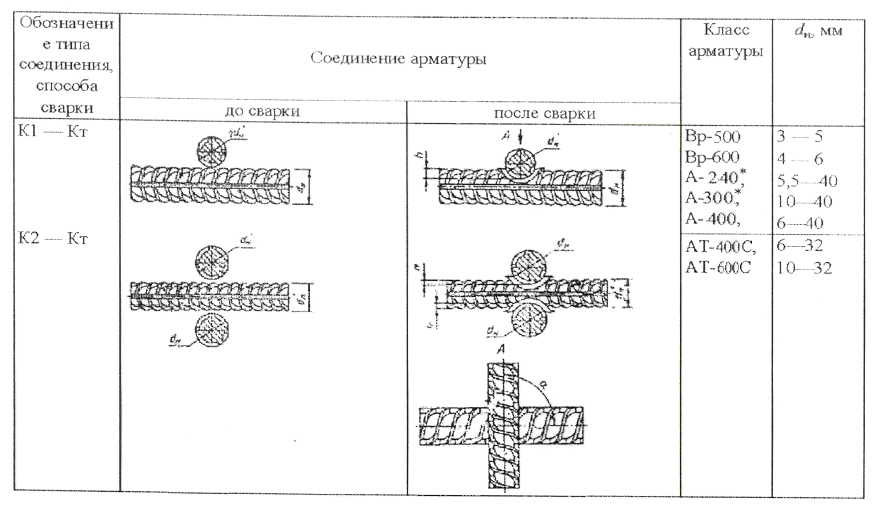 |
| Рис. 4 На этом рисунке показаны типичные изображения формы дуги и результирующего профиля сварного шва для различных конусов электродов.
|
2.Диаметр наконечника электрода. В некоторых случаях желательна заточка электрода до острия, особенно если зажигание дуги затруднено.
или выполняются кратковременные сварные швы на мелких деталях. Однако в большинстве случаев сварщик должен оставлять плоское пятно или диаметр наконечника.
на конце электрода. Это уменьшает эрозию в тонкой части острия и снижает вероятность падения наконечника.
в сварной шов. Большой и малый диаметры наконечников предлагают компромиссы, показанные на рис. 5 .
| Наконечник Smaler | Большой наконечник |
| Легкое зажигание дуги | Обычно труднее заводится |
| Хорошая стабильность дуги | Больше шансов блуждания по дуге |
| Меньший провар | Больше проникновения в сварной шов |
| Меньший срок службы электрода | Увеличенный срок службы электрода |
Рис. 5 В зависимости от применения сварки могут потребоваться наконечники разных размеров. 5 В зависимости от применения сварки могут потребоваться наконечники разных размеров. |
Заточные станки для электродов. Для обеспечения качества и однородности наконечника электрода можно использовать специальную промышленную шлифовальную машину для электродов.
Кроме того, специальная шлифовальная машина для электродов гарантирует, что сварочные электроды не будут загрязнены остатками
или материал, оставленный на стандартном шлифовальном круге.
| Рис. 6 Использование электродов с предварительной чтобы процесс сварки был постоянным.
|
Предварительно заточенные электроды. Поскольку каждый оператор, затачивающий электроды, немного отличается, что приводит к разным результатам, некоторые производители
приобретите предварительно заточенные электроды (см. рис. 6 ). Эта опция помогает гарантировать, что качество материала электрода, геометрия наконечника и поверхность заземляющего электрода вводятся в
система сварки постоянная. Таблицы электродов или поставщики электродов могут предоставить диаметр электрода и геометрию наконечника, которые
наиболее подходят для конкретного применения сварки.Использование электродного шлифовального станка или предварительно заточенных электродов (предпочтительно):
1. Улучшает зажигание дуги, повышает стабильность дуги и делает проплавление более равномерным.
Улучшает зажигание дуги, повышает стабильность дуги и делает проплавление более равномерным.
2. Увеличивает срок службы электрода до износа или загрязнения электрода.
3.Снижает осыпание вольфрама, что сводит к минимуму возможность включения вольфрама в сварной шов.
Разработка параметров сварки
Многие поставщики сварочного оборудования предлагают ряд предварительно рассчитанных программ сварки для различных диаметров труб, толщин стенок,
и материалы. Сварщики всегда должны в первую очередь следовать процедурам, предложенным поставщиком оборудования.Однако невозможно
чтобы у поставщиков оборудования были процедуры сварки для каждого применения сварки, и всегда будет компромисс
максимально возможная скорость сварки в зависимости от качества сварки и повторяемости.
| Учитывая постоянно растущие требования к качеству конечного шва, все больше компаний ищут способы гарантировать, что качество сварки у них на высоте. |
Когда спецификаций параметров сварки не существует или сварщики или инженеры хотели бы изменить эти настройки, возможно, для улучшения
их сварки, необходимо соблюдать следующие рекомендации для изменения параметров сварки для получения желаемого результата. Примечание
что эти правила являются общими рекомендациями и не применяются ко всем возможным видам сварки и сочетаниям параметров.Немного
отраслевые стандарты были разработаны в качестве отправной точки, но эксперименты и опыт определяют окончательные параметры сварки.
Длина дуги. Настройка дугового зазора зависит от сварочного тока, стабильности дуги и концентричности/овальности трубы. Цель сварки
Инженер должен держать электрод на постоянном расстоянии от поверхности трубы с достаточным зазором, чтобы избежать затыкания.
Сварщик должен попробовать базовый дуговой зазор 0,010 дюйма и добавить к этому половину необходимого провара (обычно толщина стенки трубы),
выражается в тысячных долях дюйма. Таким образом, если толщина стенки трубы составляет 0,030 дюйма, хороший начальный дуговой промежуток будет равен 0,010 дюйма + 0,015 дюйма.
дюйм = 0,025 дюйма. Для требований к толщине стенки/проникновению 0,154 дюйма дуговой зазор составит 0,010 дюйма + 0,070 дюйма.
= 0.080 дюймов.
Скорость сварки. Скорость сварки зависит от расхода материала и толщины стенки. Цель – сварить как можно быстрее.
Цель – сварить как можно быстрее.
при этом обеспечивая качественный результат.
В качестве отправной точки для орбитальной сварки скорость поверхности вольфрама должна составлять от 4 до 10 дюймов в минуту (IPM), с более высокой скоростью.
скорости сварки, используемые для материалов с более тонкими стенками, и более низкие скорости сварки, используемые для толстостенных материалов.Хорошее начало
скорость 5 м/мин.
Сварочный ток. Сварочный ток зависит от материала, толщины стенки, скорости сварки и защитного газа. Цель состоит в том, чтобы добиться полного проникновения,
бездефектные сварные швы.
В качестве отправной точки сварщик должен использовать средний ток 1 ампер на каждые 0,001 дюйма толщины стенки, если материал
нержавеющая сталь. Таким образом, для трубы со стенкой 0,030 дюйма средний сварочный ток составляет 30 ампер на первом уровне.
Таким образом, для трубы со стенкой 0,030 дюйма средний сварочный ток составляет 30 ампер на первом уровне.
При орбитальной сварке обычно используется несколько уровней сварочного тока для компенсации накопления тепла в трубе во время сварки.
процесс. Если сварочный ток, используемый для проплавления трубы, первоначально поддерживался на том же уровне для всего сварного шва, то
Проплавление будет увеличиваться по мере продвижения сварного шва вокруг трубы, что приведет к слишком большому проплавлению.
Обычно при орбитальной сварке используется как минимум четыре уровня времени сварки, при этом каждый уровень уменьшает силу тока сварки. Начать,
уровень сварки 4 должен быть установлен на 80 процентов от силы тока уровня сварки 1. Уровни сварки 2 и 3 должны быть установлены для уменьшения тока.
от уровня 1 до уровня 4 постепенно.
| Рис. 7 Эта поверхность сварного шва обработана импульсной дугой. |
Импульсная дуга. Импульсная дуга включает в себя использование источника сварочного тока для быстрого изменения сварочного тока от высокого (пикового) до низкого.
(фоновый ток). Это создает шов перекрывающихся точечных сварных швов. Этот метод снижает общее тепловложение до
процедура сварки, часто улучшающая качество сварки и повторяемость.
В некоторых случаях материалы и сварные соединения с плохой посадкой, которые трудно сварить неимпульсной дугой, могут
сваривать импульсной дугой (см. Рисунок 7 ). В результате улучшается качество сварки и увеличивается производительность.
При орбитальной сварке пульсация дуги дает еще одно преимущество, поскольку гравитация тянет сварочную ванну в разных направлениях по мере того, как
сварной шов создается вокруг трубы.Когда дуга имеет пиковый ток, основные материалы плавятся и сливаются; на нижнем
фоновый ток, лужа может затвердеть, прежде чем стать жидкой при следующем пиковом импульсе тока.
Это уменьшает влияние силы тяжести на расплавленный шов, сводит к минимуму провисание шва в положениях 12 и 6 часов и
уменьшает стекание/падение расплавленной сварочной ванны вниз по склону в положениях «3 часа» и «9 часов»; не пульсируя, расплавленная лужа
движение/падение может изменить расстояние между электродом и сварочной ванной.Таким образом, технология импульсной дуги становится более выгодной.
по мере увеличения толщины стенки, что приводит к увеличению сварочной ванны.
Импульсная дуга включает четыре параметра сварки: пиковый ток, фоновый ток, длительность импульса (рабочий цикл) и частоту импульсов.
Комбинации параметров варьируются от компании к компании и от сварщика к сварщику. Многие сварщики получают одинаковый визуальный результат сварки
даже после использования несколько других параметров сварки.
Соотношение пикового и фонового тока позволяет сварочному току пульсировать от одного уровня к другому. Индустрия
обычно используются соотношения от 2:1 до 5:1. Хорошей отправной точкой является использование соотношения 3:1, выполнение необходимого сварного шва и проверка.
другие коэффициенты, чтобы увидеть, можно ли получить какие-либо преимущества.
Частота импульсов зависит от требуемого перекрытия пятна.Хорошим начальным параметром является 75-процентное перекрытие точек. Для орбитальных
Для орбитальных
при сварке частота импульсов в секунду (PPS) для тонкостенных труб часто равна скорости сварки в дюймах в минуту (5 дюймов в минуту).
= 5 импульсов в секунду).
Ширина импульса (процент времени, затрачиваемого на пиковый ток) зависит от термочувствительности материала и
доступный ток от источника питания.Для более высокой чувствительности к теплу может потребоваться меньший процент длительности импульса от пикового тока.
Стандартная ширина импульса часто составляет от 20 до 50 процентов. Хорошим начальным параметром является ширина импульса 35 процентов.
В Интернете доступно бесплатное программное обеспечение для измерения пульсации дуги, которое предварительно вычисляет различные параметры пульсации дуги для любого
заданной силы тока или приложения. Таким образом, сварщики могут получить приемлемую программу сварки и быстро получить различные варианты.
альтернативных вариантов пульсации дуги для изучения без длительных расчетов или утомительных эмпирических проб и ошибок
пробная сварка.
Заключение
Оптимизация процесса сварки улучшает качество сварки, увеличивает скорость сварки и снижает затраты на брак и доработку. Компании
которые могут достичь этой цели, могут реализовать более низкие затраты на единицу продукта, более быструю доставку продукта и меньшее количество дефектов в
мастерство. Использование систем орбитальной сварки в сочетании с программами сварки, контролем входящего материала и качества защитного газа,
и правильно подготовленные предварительно заточенные электроды могут стать одним из шагов на пути к оптимизации процесса сварки.
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
Рекомендации по орбитальной сварке трубопроводов биотехнологических процессов
Примечание редактора: Pharmaceutical Online рада представить статью из четырех частей об орбитальной сварке трубопроводов для биотехнологических процессов, написанную отраслевым экспертом Барбарой Хенон из Arc Machines. Эта статья была адаптирована из доклада, сделанного в конце прошлого года доктором Хеноном на встрече ASME.
Эта статья была адаптирована из доклада, сделанного в конце прошлого года доктором Хеноном на встрече ASME.
Гладкость сварного шва
Графики сварки: определение программируемых переменных
об/мин. Однопроходная сварка труб плавлением обычно выполняется при скорости движения дуги 4–7 дюймов в минуту (IPM). Скорость движения в дюймах в минуту должна быть преобразована в скорость вращения в оборотах в минуту (об/мин).Таким образом, для трубы диаметром 1 дюйм (наружный диаметр) скорость перемещения 5 дюймов соответствует 1,6 об/мин.
Время на уровень. Время дуги сварного шва будет включать время задержки вращения плюс время, необходимое для совершения 1 оборота при указанной частоте вращения, плюс дополнительное время, необходимое для прохождения расстояния, эквивалентного удвоенной толщине стенки трубы, для врезки сварного шва. При 1,6 об/мин время, необходимое для одного обхода трубы, будет равно 60 секундам, деленным на 1. 6 об/мин или 37,5 секунды. Общее время около 40 секунд потребуется для завершения сварки. Общее время делится на количество уровней в программе сварки, чтобы получить время на уровень. Это будет 10 секунд на уровень для 4-уровневого сварного шва или около 6,7 секунд на уровень для 6-уровневого сварного шва.
6 об/мин или 37,5 секунды. Общее время около 40 секунд потребуется для завершения сварки. Общее время делится на количество уровней в программе сварки, чтобы получить время на уровень. Это будет 10 секунд на уровень для 4-уровневого сварного шва или около 6,7 секунд на уровень для 6-уровневого сварного шва.
Сварочный ток для нержавеющей стали 316L. При скорости перемещения 5 дюймов в минуту требуется около одного ампера сварочного тока на каждые 0,001 дюйма толщины стенки для начального (первичного) тока на первом уровне.При импульсной дуговой сварке все другие сварочные токи могут быть получены из силы тока первого уровня. Фоновый ток будет составлять около 30% первичного тока для уровня 1, в то время как ток на последнем уровне будет составлять около 80% от первого уровня. Это результат накопления тепла в трубе, так что для провара в конце сварного шва требуется примерно на 20 % меньший ток, чем в начале. Величина снижения тока на уровень будет зависеть от количества уровней, при этом более постепенное снижение возможно при большем количестве уровней.
Задержка вращения. После инициирования дуги, но до начала вращения, дуга удерживается в одном месте, чтобы накопить достаточно тепла для проникновения. Это особенно важно для однопроходного шва, когда непровар в начале сварки может привести к непровару в месте врезки.
Вернуться к содержанию
Время импульса
Время основного импульса и фонового импульса определяет расстояние между сварными швами.Более длительное время импульса увеличивает расстояние между шариками. При ступенчатой или синхронной сварке «низкий» или «фоновый» импульс определяет расстояние между валиками сварного шва, в то время как «высокий» или «основной» импульс может использоваться в сочетании со сварочным током для управления проплавлением. На тонкостенных трубах сварку можно выполнять без импульсного тока. Для маленьких трубок длительность импульса обычно составляет 0,1–0,2 секунды или меньше. Время импульса значительно больше для швов STEP. При импульсной дуговой сварке валики шва должны перекрываться на 60-80% по внешнему диаметру и не менее чем на 50% по внутреннему диаметру.
Вернуться к содержанию
Критерии приемки сварки
Стандарт ASME на биотехнологическое оборудование (ASME BPE-97) был опубликован в ноябре 1997 года. До этого фармацевтические трубопроводные системы традиционно устанавливались с использованием Санитарных стандартов 3A в качестве руководства по изготовлению. Сварочные процедуры и персонал могут быть сертифицированы Американским обществом инженеров-механиков (ASME) в соответствии с разделом IX Кодекса по котлам и сосудам под давлением и, возможно, следовать рекомендациям по критериям сварки, перечисленным в ASME B 31.3 Кодекса для трубопроводов под давлением, по которому визуально оцениваются сварные швы на наличие непроваров, признаков поверхностного шлака или пористости, со строгими ограничениями на неполное проплавление, подрезы, внутреннюю вогнутость (всасывание или всасывание) и т. д. В соответствии с этими нормами должна быть установлена процедура сварки, и испытательные сварные швы должны быть подвергнуты испытаниям на изгиб, чтобы показать, что соединение является пластичным, и испытаниям на растяжение, чтобы показать, что сварное соединение соответствует минимальной прочности на растяжение для материала. Также может потребоваться рентгенография.Эти испытания были разработаны для определения механической целостности сварных швов и способности сварщиков выполнять сварные швы. Эти нормы и стандарты были написаны для ручной сварки, и вполне возможно установить трубопроводную систему, отвечающую этим критериям, с использованием методов ручной сварки. Сварка в соответствии с этими нормами предназначена для обеспечения безопасной работы сварной системы, но мало внимания уделяется внешнему виду и гладкости сварных швов, что фактически повлияет на пригодность трубопроводной системы для биофармацевтического использования.
Также может потребоваться рентгенография.Эти испытания были разработаны для определения механической целостности сварных швов и способности сварщиков выполнять сварные швы. Эти нормы и стандарты были написаны для ручной сварки, и вполне возможно установить трубопроводную систему, отвечающую этим критериям, с использованием методов ручной сварки. Сварка в соответствии с этими нормами предназначена для обеспечения безопасной работы сварной системы, но мало внимания уделяется внешнему виду и гладкости сварных швов, что фактически повлияет на пригодность трубопроводной системы для биофармацевтического использования.
ASME BPE-1997 был разработан с учетом ограничений существующих норм и правил для биотехнологической промышленности. В 1989 году ASME учредил Главный комитет по биотехнологическому оборудованию для изучения всех аспектов производства и установки биотехнологического оборудования, чтобы определить отраслевые требования и написать новый стандарт для удовлетворения конкретных потребностей биотехнологической промышленности.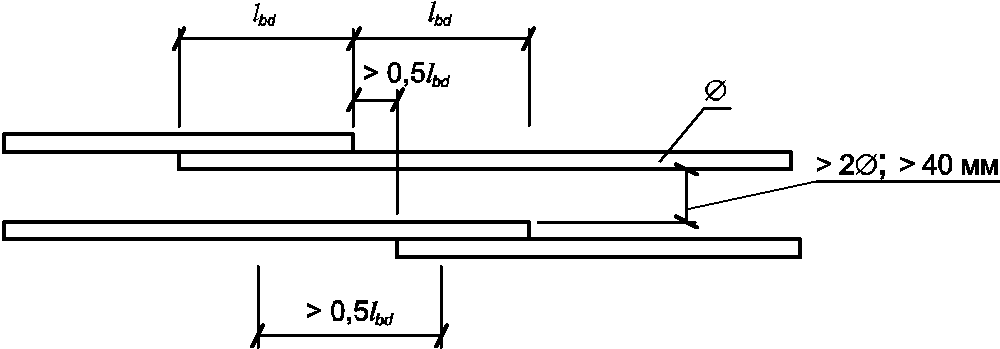 Были сформированы подкомитеты по проектированию стерильности и способности к очистке, отделке поверхности, соединению материалов, размерам и допускам, уплотнениям оборудования и общим требованиям, которые собирались несколько раз в год, пока не был завершен стандарт.Продолжается работа над изменениями и дополнениями.
Были сформированы подкомитеты по проектированию стерильности и способности к очистке, отделке поверхности, соединению материалов, размерам и допускам, уплотнениям оборудования и общим требованиям, которые собирались несколько раз в год, пока не был завершен стандарт.Продолжается работа над изменениями и дополнениями.
Подкомитет по соединению материалов рассмотрел вопрос о критериях приемки сварных швов орбитальных труб в трубопроводных системах биотехнологических процессов. Они согласились с тем, что биофармацевтические сварные швы должны по-прежнему соответствовать требованиям раздела IX и B31.3 ASME, но соответствовать дополнительным критериям, основанным на визуальной оценке. Все сварные швы должны быть проверены визуально на внешнем диаметре, а количество сварных швов, подлежащих проверке на внутреннем диаметре, должно быть согласовано заказчиком и подрядчиком.Минимум 20 % сварных швов должны быть выбраны случайным образом для контроля внутреннего диаметра либо путем прямого визуального осмотра, либо с помощью бороскопа. Было решено, что сварные швы фармацевтического типа должны быть полностью проварены без несплавления внутреннего валика сварного шва. Кроме того, не должно быть признаков пористости, шлака или окалины, чрезмерного обесцвечивания из-за отсутствия продувки или слишком малого количества продувочного газа, загрязненного газа или возгорания дуги. Подкомитет MJ представил чертежи поперечных сечений сварных швов, которые определяют приемлемый профиль сварного шва и пределы вогнутости, обесцвечивания, смещения и т. д.которые подробно описаны ниже.
Было решено, что сварные швы фармацевтического типа должны быть полностью проварены без несплавления внутреннего валика сварного шва. Кроме того, не должно быть признаков пористости, шлака или окалины, чрезмерного обесцвечивания из-за отсутствия продувки или слишком малого количества продувочного газа, загрязненного газа или возгорания дуги. Подкомитет MJ представил чертежи поперечных сечений сварных швов, которые определяют приемлемый профиль сварного шва и пределы вогнутости, обесцвечивания, смещения и т. д.которые подробно описаны ниже.
Вернуться к содержанию
Неполное проникновение
Вероятно, самым серьезным дефектом сварки будет непровар или невозможность полного провара шва по всему периметру внутренней части сварного соединения. Помимо соображений прочности сварного соединения, в трубопроводах для биотехнологических процессов непровар оставляет щель, через которую бактерии могут выйти из процедур очистки и колонизировать систему. Щели также являются местами, где может начаться щелевая коррозия. Различия в микроокружении (кислород, хлориды, ионы металлов, водород) щели и области за пределами щели создают концентрационную ячейку, в которой щель становится анодированной и, следовательно, подвергается коррозии.
Щели также являются местами, где может начаться щелевая коррозия. Различия в микроокружении (кислород, хлориды, ионы металлов, водород) щели и области за пределами щели создают концентрационную ячейку, в которой щель становится анодированной и, следовательно, подвергается коррозии.
Неполный провар сварного шва или несплавление, как правило, является результатом плохой программы сварки, когда на какой-то стадии сварочного процесса применяется недостаточное количество тепла. В этом случае условие можно исправить, увеличив силу тока или сварочный ток, которые обеспечивают тепло, необходимое для достижения провара.Программа сварки может потребовать дополнительной силы тока для всех или только для одной части или уровня программы сварки. В общем, когда график сварки был разработан для определенного размера трубы или трубы или приварки трубы к фитингу, сварные швы будут согласованными, если не произойдет изменение температуры материала.
Непровар может возникнуть из-за неправильного выравнивания вольфрамового электрода относительно сварного шва или отклонения дуги. Этот дефект не был бы очевиден снаружи сварного шва, но мог быть обнаружен только при визуальном осмотре внутренней части сварного шва.Этот тип дефекта может быть результатом «ошибки оператора», и надлежащее обучение сварочного персонала будет наиболее эффективной предупредительной мерой.
Этот дефект не был бы очевиден снаружи сварного шва, но мог быть обнаружен только при визуальном осмотре внутренней части сварного шва.Этот тип дефекта может быть результатом «ошибки оператора», и надлежащее обучение сварочного персонала будет наиболее эффективной предупредительной мерой.
Вернуться к содержанию
Вогнутость (чрезмерное проникновение)
При автогенном сварном шве присадочный материал не добавляется, поэтому поверхность сварного шва не будет выпуклой, если к внутреннему диаметру не будет приложено избыточное давление продувки. Сварной валик обычно находится заподлицо с поверхностью трубы, но на материалах с низким содержанием серы или толстостенных материалах наблюдается тенденция к некоторой вогнутости поверхности, что считается нежелательным.Наружный валик сварного шва обычно становится вогнутым, когда к сварному шву прикладывается избыточное тепло. Вогнутая полость может локализоваться в одной области сварного шва, или весь сварной шов может быть слишком горячим.
Вогнутость обычно можно преодолеть, уменьшив сварочный ток для конкретной части сварного соединения, в которой наблюдается проблема. На толстостенном материале или материале с низким содержанием серы небольшая вогнутость может быть неизбежна. Величина допустимой вогнутости наружного диаметра для нового стандарта BPE составляет максимум 10 % от толщины стенки для всей окружности сварного шва или 15 %, если вогнутость ограничена 25 % окружности.10-процентная вогнутость на фармацевтической трубке со стенкой 0,065 дюйма будет измеряться как углубление на 0,0065 дюйма сварного шва по отношению к внешней поверхности трубки.
Чрезмерное проникновение внутреннего валика сварного шва
Чрезмерное проплавление внутреннего сварного шва (внутренняя выпуклость) не должно превышать 10 % от номинальной толщины стенки. Выпуклость внутреннего диаметра обычно возникает одновременно с вогнутостью наружного диаметра и также является результатом чрезмерного нагрева сварного шва. Это можно исправить, уменьшив силу тока в той части сварного шва, где наблюдается чрезмерное проплавление. В то время как некоторые владельцы или подрядчики указывают широкий внутренний сварной валик, который сводит к минимуму возможность наличия дефекта непровара в сварном шве, другие хотят, чтобы внутренний сварной валик был как можно тоньше и при этом полностью проплавлялся. Если все сварные швы в системе можно осмотреть с помощью бороскопа, это может быть приемлемым риском. В противном случае гораздо безопаснее принять немного более широкий буртик и, возможно, некоторую вогнутость наружного диаметра.
Это можно исправить, уменьшив силу тока в той части сварного шва, где наблюдается чрезмерное проплавление. В то время как некоторые владельцы или подрядчики указывают широкий внутренний сварной валик, который сводит к минимуму возможность наличия дефекта непровара в сварном шве, другие хотят, чтобы внутренний сварной валик был как можно тоньше и при этом полностью проплавлялся. Если все сварные швы в системе можно осмотреть с помощью бороскопа, это может быть приемлемым риском. В противном случае гораздо безопаснее принять немного более широкий буртик и, возможно, некоторую вогнутость наружного диаметра.
Вернуться к содержанию
Обесцвечивание или «тепловой оттенок»
Стандарт BPE-97 гласит, что обесцвечивание должно быть сведено к минимуму на всех поверхностях, контактирующих с продуктом. Внутренний валик сварного шва должен быть бесцветным, но в ЗТВ допускается светло-соломенный или бледно-голубой цвет. Окончательное определение количества краски остается на соглашении между владельцем и подрядчиком. Это спорный вопрос.В полупроводниковой промышленности уже давно требуются бесцветные сварные швы, и базовое руководство ISPE также требует, чтобы сварные швы не обесцвечивались. Обесцвечивание или «тепловой оттенок» нежелательны, поскольку связаны с потерей коррозионной стойкости нержавеющей стали. Для предотвращения окисления используется продувка инертным газом аргоном как внутри, так и снаружи сварного шва сварочным газом хорошего качества до, во время и после сварки. Если продувка внутренней части трубы не применяется, область сварки становится черной или «засахаренной».» Если используется плохая продувка или продувка в течение недостаточного времени, происходит обесцвечивание от темно-синего до коричневого, рыжевато-коричневого, соломенного, бледно-голубого или серого цвета.
Это спорный вопрос.В полупроводниковой промышленности уже давно требуются бесцветные сварные швы, и базовое руководство ISPE также требует, чтобы сварные швы не обесцвечивались. Обесцвечивание или «тепловой оттенок» нежелательны, поскольку связаны с потерей коррозионной стойкости нержавеющей стали. Для предотвращения окисления используется продувка инертным газом аргоном как внутри, так и снаружи сварного шва сварочным газом хорошего качества до, во время и после сварки. Если продувка внутренней части трубы не применяется, область сварки становится черной или «засахаренной».» Если используется плохая продувка или продувка в течение недостаточного времени, происходит обесцвечивание от темно-синего до коричневого, рыжевато-коричневого, соломенного, бледно-голубого или серого цвета.
Изменение цвета снижает коррозионную стойкость, поскольку окисление повреждает пассивную внешнюю поверхность стали, а окисление хрома в поверхностном слое истощает запасы хрома вокруг границ зерен, которые обеспечивают защиту от коррозии. Идеально чистый аргон (от 1 до 2 частей на миллион O 2 или меньше) и идеально чистый сварной шов должны обеспечивать сварку без видимых признаков окисления.Если шов и околошовная зона свободны от окисления, можно считать, что система продувки была эффективной, а чистота аргона и расход были идеальными.
Иногда бывает трудно устранить все признаки окисления во время сварки. Это требует новой оценки системы продувки. Не должно быть утечек воздуха, а трубопровод, используемый для подачи газа из баллона или дьюара, должен быть полностью непроницаем для атмосферы. Лучше всего сварная нержавеющая сталь, но допустим Poly Flo (полиэтиленовый пластик).Необходимо уделить особое внимание продувочным затворам, торцевым крышкам, диффузорам и т. д. Высокоочищенный источник аргона и специальные фильтры или очистители, такие как Nanochem или Gatekeeper, которые удаляют следовые количества влаги, кислорода и других примесей из сварочного газа, могут быть эффективными для устранения обесцвечивания из-за окисления. Сама трубка может удерживать влагу на внутренней поверхности, что может привести к обесцвечиванию во время сварки. Иногда нагрев или запекание трубок может устранить обесцвечивание следов.Для проверки условий продувки можно использовать надежный анализатор кислорода, который точно измеряет в диапазоне низких значений ppm, но окончательным тестом является цвет или его отсутствие на внутреннем валике сварного шва или рядом с ним при ярком флуоресцентном освещении. Технология доступна для получения бесцветных сварных швов на регулярной основе. Конечный пользователь должен определить, оправданы ли дополнительные расходы и усилия для получения сварного шва, полностью исключающего окисление, для его конкретного применения.
Сама трубка может удерживать влагу на внутренней поверхности, что может привести к обесцвечиванию во время сварки. Иногда нагрев или запекание трубок может устранить обесцвечивание следов.Для проверки условий продувки можно использовать надежный анализатор кислорода, который точно измеряет в диапазоне низких значений ppm, но окончательным тестом является цвет или его отсутствие на внутреннем валике сварного шва или рядом с ним при ярком флуоресцентном освещении. Технология доступна для получения бесцветных сварных швов на регулярной основе. Конечный пользователь должен определить, оправданы ли дополнительные расходы и усилия для получения сварного шва, полностью исключающего окисление, для его конкретного применения.
Вернуться к содержанию
Отсутствие продувки во время прихватки
В стандарте ASME BPE-97 просто указано, что все прихваточные швы должны быть полностью израсходованы.Прихваточные сварные швы представляют собой небольшие точечные сварные швы, которые обычно выполняются с помощью ручного процесса GTAW, но могут быть выполнены с помощью аппарата для орбитальной сварки. Перед сваркой выполняется прихватка, чтобы скрепить детали во время сварки. Самый безопасный метод выполнения прихваточного шва состоит в том, чтобы очистить внутренний диаметр сварного соединения таким же образом, как это делается для всего сварного шва. Окисление на сварном соединении или рядом с ним может привести к осаждению карбида или иным образом вызвать коррозию. Кроме того, сварочная дуга будет двигаться по прямой линии и поглощать прихватку, которая хорошо продута, но может отклоняться от непродуваемой прихватки, что может привести к дефекту непровара на внутреннем диаметре сварного шва.Также важно тщательно очистить зону сварки перед сваркой и использовать перчатки при работе с чистыми трубками, поскольку масло или грязь на руках являются источником углерода, который может способствовать осаждению карбида.
Перед сваркой выполняется прихватка, чтобы скрепить детали во время сварки. Самый безопасный метод выполнения прихваточного шва состоит в том, чтобы очистить внутренний диаметр сварного соединения таким же образом, как это делается для всего сварного шва. Окисление на сварном соединении или рядом с ним может привести к осаждению карбида или иным образом вызвать коррозию. Кроме того, сварочная дуга будет двигаться по прямой линии и поглощать прихватку, которая хорошо продута, но может отклоняться от непродуваемой прихватки, что может привести к дефекту непровара на внутреннем диаметре сварного шва.Также важно тщательно очистить зону сварки перед сваркой и использовать перчатки при работе с чистыми трубками, поскольку масло или грязь на руках являются источником углерода, который может способствовать осаждению карбида.
Внутренний диаметр поверхности трубы из нержавеющей стали, на которой видны очищенные и не очищенные прихватки. На центральном фото показан орбитальный сварной шов, отклоняющийся от неочищенных прихваток.
Монтажники могут неохотно тратить деньги на газ или другую установку продувки для ручной горелки для продувки прихваток.Почему-то они считают, что если сварщик (ручной) опытный, он может сделать прихватки достаточно маленькими, чтобы их можно было легко сжечь. Даже если прихватки маленькие и не проникают до внутреннего диаметра трубы, в сварном соединении все равно останется некоторое количество окисления, поэтому лучше перестраховаться и приложить дополнительные усилия для обеспечения продувки.
Вернуться к содержанию
Внутренний диаметр вогнутости
Внутренняя вогнутость ограничена 10% толщины стенки BPE-97, но это не должно уменьшать толщину стенки ниже проектной минимальной толщины.В толстостенном материале вогнутость внутреннего диаметра может возникнуть из-за силы тяжести, действующей на расплавленную сварочную ванну в положении «6 часов». Для сварных швов плавлением тонкостенных труб вогнутость внутреннего диаметра может возникнуть из-за чрезмерного давления на внутренний сварной валик продувочного газа, который заставляет расплавленный металл сварного шва двигаться наружу. Давление можно измерить с помощью манометра Magnehelic. Продувочный газ из внутреннего диаметра трубы проходит через устройство, и когда измеренное давление превышает 1/2 дюйма водяного столба, происходит заметное смещение сварного шва, что приводит к вогнутости внутреннего шва.В экстремальных случаях чрезмерное давление может привести к выбросу, когда жидкий металл вырывается и контактирует с вольфрамом. Это закорачивает дугу, загрязняет вольфрам и оставляет дыру в сварном шве и обычно повреждает сварочную головку.
Давление можно измерить с помощью манометра Magnehelic. Продувочный газ из внутреннего диаметра трубы проходит через устройство, и когда измеренное давление превышает 1/2 дюйма водяного столба, происходит заметное смещение сварного шва, что приводит к вогнутости внутреннего шва.В экстремальных случаях чрезмерное давление может привести к выбросу, когда жидкий металл вырывается и контактирует с вольфрамом. Это закорачивает дугу, загрязняет вольфрам и оставляет дыру в сварном шве и обычно повреждает сварочную головку.
Вогнутость внутреннего валика сварного шва, также известная как «всасывание назад», является дефектом. Если это серьезно, эффект может быть подобен дефекту несплавления, т. е. его трудно очистить, он мешает дренированию и создает укрытие для роста бактерий.Способность смещать наплавленный валик за счет повышения давления использовалась в некоторых приложениях для обеспечения более гладкой поверхности, чем это могло бы произойти в противном случае. Это трудно точно контролировать, так как внутреннее давление изменяется во время сварки. Использование этого метода, безусловно, увеличит стоимость установки.
Использование этого метода, безусловно, увеличит стоимость установки.
Меандр сварного шва (изогнутый)
Изгиб валика сварного шва, или отклонение дуги, представляет собой неспособность сварного шва продолжаться по прямой траектории вокруг сварного соединения, но неравномерно переплетаться из стороны в сторону.Если эта неравномерность чрезмерна, это может привести к несплавлению, что является серьезным дефектом. Изгиб может быть вызван повреждением вольфрама, слишком высокой скоростью подачи аргона в сварочную головку, которая раздувает дугу, грязью, смазкой или другими загрязнениями на металлической поверхности сварного соединения или загрязненным газом. Дуга может огибать непродуваемые прихватки. Обычно его можно вылечить заменой вольфрама или лучшей очисткой сварного шва. Наиболее экстремальные примеры блуждания дуги наблюдались при использовании смесей защитного газа аргон/водород, которые часто загрязнены и менее эффективны для поддержания дуги, чем чистый аргон.
Вернуться к содержанию
Пористость
Пористость – это пустоты или каверны, образованные пузырьками газа, выделяющимися при сварке. Пористость чаще встречается при подаче проволоки, чем при сварке плавлением. При сварке плавлением это обычно вызвано примесями в основном металле или загрязнениями на поверхности металла. Влага на трубках или в продувочном газе является частой причиной пористости.Пористость обычно можно предотвратить с помощью надлежащих процедур очистки и использования продувочного газа известной чистоты.
Плохая подгонка
Надлежащая подготовка концов имеет решающее значение для успеха орбитальной сварки. Концы труб должны быть обрезаны прямо и без скосов. Часто используются пилы GF от George Fischer, поскольку они могут резать и подравнивать концы за одну операцию. Портативные токарные станки, такие как производимые Tri Tool, Wachs или Protem, могут обеспечить обработку торцов, но сначала требуется обрезать трубы. Любые заусенцы, оставшиеся после торцевой подготовки, должны быть удалены, не оставляя фаски, которая может повлиять на толщину стенки. Концы трубок должны подходить друг к другу без зазора в сварочной головке. Наиболее распространенной причиной образования отверстия в сварном шве является плохая подгонка.
Любые заусенцы, оставшиеся после торцевой подготовки, должны быть удалены, не оставляя фаски, которая может повлиять на толщину стенки. Концы трубок должны подходить друг к другу без зазора в сварочной головке. Наиболее распространенной причиной образования отверстия в сварном шве является плохая подгонка.
Несоосность или «высоко-низко»
Несоосность сварных швов ограничена 15% толщины стенки по БПЭ-1997. Несоосность труб или других свариваемых компонентов приводит к образованию выступов на внутренней стороне сварного шва, которые могут мешать дренажу системы трубопроводов.Такое скопление жидкости будет способствовать образованию ржавчины и может привести к коррозии всей системы. Это также может привести к неправильной очистке системы и росту бактерий, что приведет к дальнейшему загрязнению.
Несоосность может быть вызвана ошибкой оператора при загрузке сварочной головки или изношенными вставками трубных хомутов или цангами, которые удерживают компоненты в сварочной головке. Это может произойти из-за небрежного прихватки или из-за повреждения трубки или других компонентов при транспортировке или обращении.Чаще всего это состояние «высокий-низкий» возникает, когда фитинги, привариваемые к трубам, изготавливаются с различными допусками на размеры. Если труба или фитинг имеют некруглую форму, если наружный диаметр или толщина стенок различаются, это приведет к некоторому смещению. Вы должны знать, что допуски для труб отличаются от допусков для труб. Несоосность иногда представляет собой проблему, когда люди пытаются приварить фитинги с большими допусками к трубам с более жесткими допусками. Вопрос о том, насколько большой гребень требуется, чтобы вызвать скопление жидкости и вызвать проблему, вызывает некоторые разногласия.Подкомитеты BPE активно рассматривали как допуски на размеры труб и фитингов, так и количество несоответствий, которые могут присутствовать в готовом сварном шве без ущерба для дренажной способности трубопроводной системы. Подкомитет по соединению материалов сотрудничал с конечными пользователями, чтобы оценить величину гребня на внутреннем диаметре трубки, который будет мешать дренируемости, и обнаружил, что наличие гребня оказывает меньшее влияние, чем ожидалось.
Это может произойти из-за небрежного прихватки или из-за повреждения трубки или других компонентов при транспортировке или обращении.Чаще всего это состояние «высокий-низкий» возникает, когда фитинги, привариваемые к трубам, изготавливаются с различными допусками на размеры. Если труба или фитинг имеют некруглую форму, если наружный диаметр или толщина стенок различаются, это приведет к некоторому смещению. Вы должны знать, что допуски для труб отличаются от допусков для труб. Несоосность иногда представляет собой проблему, когда люди пытаются приварить фитинги с большими допусками к трубам с более жесткими допусками. Вопрос о том, насколько большой гребень требуется, чтобы вызвать скопление жидкости и вызвать проблему, вызывает некоторые разногласия.Подкомитеты BPE активно рассматривали как допуски на размеры труб и фитингов, так и количество несоответствий, которые могут присутствовать в готовом сварном шве без ущерба для дренажной способности трубопроводной системы. Подкомитет по соединению материалов сотрудничал с конечными пользователями, чтобы оценить величину гребня на внутреннем диаметре трубки, который будет мешать дренируемости, и обнаружил, что наличие гребня оказывает меньшее влияние, чем ожидалось.
Вернуться к содержанию
Гладкость сварного шва
Сварные швы, выполняемые для соединения технологических трубопроводов для биотехнологических приложений, должны не только соответствовать критериям, изложенным выше, но для достижения максимальной очищаемости должны быть исключительно гладкими на внутреннем сварном шве.Это связано с тем, что бактерии способны лучше прилипать к шероховатой поверхности, чем к гладкой. Критерий гладкой внутренней поверхности сварного шва очень трудно достичь с любой степенью повторяемости при ручной сварке, но стабильно хорошие и очень гладкие сварные швы обычно достигаются с помощью методов орбитальной сварки. Следует отметить, что на гладкость наплавленного валика в некоторой степени влияет качество свариваемого материала. Корпорация Valex экспериментировала с материалом 316L, очищенным электронным лучом, для высокотехнологичных полупроводниковых приложений.Эта сталь обрабатывается в очень высоком вакууме и без добавления лома. При использовании этого материала не образуются островки шлака и не происходит обесцвечивания при стандартной чистоте продувочного газа. Неметаллические включения отсутствуют, а сварной шов исключительно гладкий даже при очень большом увеличении.
При использовании этого материала не образуются островки шлака и не происходит обесцвечивания при стандартной чистоте продувочного газа. Неметаллические включения отсутствуют, а сварной шов исключительно гладкий даже при очень большом увеличении.
Конец части 3
Чтобы просмотреть предыдущие части этой статьи, перейдите по следующим ссылкам:
Я.Рекомендации по орбитальной сварке трубопроводов биотехнологических процессов
II. Рекомендации по орбитальной сварке в трубопроводах биотехнологических процессов
Для получения дополнительной информации: Барбара Хенон, менеджер отдела технических публикаций, Arc Machines Inc. , 10280 Glenoaks Blvd., Pacoima, CA 91331. Тел.: 818-896-9556. Факс: 818-890-3724.
Вернуться к содержанию
.