Сварные соединения арматуры гост: ГОСТ 14098-2014 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры (с Изменением N 1, с Поправкой)
ГОСТ 14098-2014 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры (с Изменением N 1, с Поправкой)
ГОСТ 14098-2014
МКС 91.080.40
Дата введения 2015-07-01
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки и принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Научно-исследовательским институтом бетона и железобетона им.А.А.Гвоздева ОАО «НИЦ «Строительство»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2014 г. 70-П)
70-П)
За принятие стандарта проголосовали:
Краткое наименование страны по | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 октября 2014 г. N 1374-ст межгосударственный стандарт ГОСТ 14098-2014 введен в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 г.
N 1374-ст межгосударственный стандарт ГОСТ 14098-2014 введен в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 г.
5 ВЗАМЕН ГОСТ 14098-91
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие приказом Федерального агентства по техническому регулированию и метрологии от 18.04.2019 N 142-ст c 01. 09.2019
09.2019
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 6, 2019 год
ВНЕСЕНА поправка, опубликованная в ИУС N 9, 2019 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 10922-2012* Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
________________
* На территории Российской Федерации действует ГОСТ Р 57997-2017 «Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия».
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772-88 Прокат для строительных конструкций. Общие технические требования
ГОСТ 34028-2016 Прокат арматурный для железобетонных конструкций. Технические условия
Технические условия
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
(Измененная редакция, Изм. N 1), (Поправка. ИУС N 9-2019).
3 Термины и определения
В настоящем стандарте использованы термины по ГОСТ 10922.
(Измененная редакция, Изм. N 1).
N 1).
4 Типы и обозначение
4.1 Обозначения типов сварных соединений и способов их сварки приведены в таблице 1.
Таблица 1 — Обозначения типов сварных соединений и способов их сварки
Тип сварного соединения | Способ и технологические особенности сварки | |||
Наименование | Обозначение, номер | Наименование | Обозначение | Положение стержней при сварке |
1 | 2 | 3 | 4 | 5 |
Крестообразное | К1 | Контактная точечная | Кт | Любое |
К3 | Дуговая ручная или механизированная* прихватками | Рп | ||
Мп | ||||
Стыковое | С1 | Контактная стыковая | Ко | Горизонтальное |
С5 | Ванная механизированная под флюсом в инвентарной форме | Мф | ||
С7 | Ванная одноэлектродная в инвентарной форме | Рв | ||
С8 | Ванная механизированная под флюсом в инвентарной форме | Мф | Вертикальное | |
С10 | Ванная одноэлектродная в инвентарной форме | Рв | ||
С14 | Дуговая механизированная порошковой проволокой на стальной скобе-накладке | Мп | Горизонтальное | |
С15 | Ванно-шовная на стальной скобе-накладке | Рс | ||
С17 | Дуговая механизированная порошковой проволокой многослойными швами на стальной скобе-накладке | |||
Ванночка для сварки арматуры от завода изготовителя
Ванночка для сварки арматуры.
 Назначение
Назначение
Ванночки для сварки используются для соединения стержневой арматуры и арматурной проволоки диаметром 3 мм и более. Соединение выполняется при изготовлении арматурных и закладных изделий ж/бетонных конструкций. Очень часто их применяют при монтаже сборных конструкций и возведении монолита.
Технология ванной сварки
Ванная сварка — сложный технологический процесс соединения двух арматурных изделий одного или разного диаметра с применением (2) ванночки для сварки. Она является неотъемлемой частью соединения, с её помощью два или несколько стержней арматуры соединяются в один элемент. Усилия конструкции передаются частично за счет сварного шва между соединяемыми арматурами, частично за счет ванночки.
Конструкция и размеры
Ванночки для сварки изготавливаются по ГОСТ 14098-91 «Соединения сварные арматуры и закладных изделий железобетонных конструкций».
Вы можете заказать ванночки увеличенной длины и с увеличенными стенками.
Вы можете заказать ванночки по собственным чертежам или эскизам.
Ванночки для сварки арматуры различаются по типу в зависимости от типа соединения арматуры и от способа сварки. Различают вертикальное и горизонтальное соединения арматуры.
Перед заказом необходимо определиться с типом ванночек для сварки по ГОСТ 14098-91.
Ванночки для сварки, тип соединения (способ сварки): С15-Рс
| Диаметр арматуры | Параметры ванночки | |||
|---|---|---|---|---|
| h | b | L(Аll) | s | |
| 20 | 32 | 23 | 59 | 6 |
| 25 | 38 | 28 | 69 | 6 |
| 28 | 44 | 31 | 75 | 8 |
| 32 | 48 | 35 | 83 | 8 |
| 36 | 54 | 39 | 93 | 8 |
| 40 | 59 | 43 | 101 | 8 |
Ванночки для сварки, тип соединения (способ сварки): С19-Рм
| Диаметр арматуры | Параметры ванночки | ||
|---|---|---|---|
| H | L(Аlll) | S | |
| 20 | 32 | 52 | 6 |
| 22 | 34 | 56 | 6 |
| 25 | 38 | 62 | 6 |
| 28 | 44 | 68 | 8 |
| 32 | 48 | 76 | 8 |
| 36 | 54 | 86 | 8 |
| 40 | 59 | 94 | 8 |

Ванночки для сварки, тип соединения (способ сварки): С28-Мп
| Диаметр арматуры | Параметры ванночки | ||
|---|---|---|---|
| H | L(Аlll) | S | |
| 20 | 19 | 59 | 8 |
| 22 | 20 | 63 | 8 |
| 25 | 21,5 | 69 | 8 |
| 28 | 25 | 75 | 10 |
| 32 | 27 | 83 | 10 |
| 36 | 29,5 | 93 | 10 |
| 40 | 31,5 | 101 | 10 |
Покрытие (покраска)
Ванночки для сварки арматуры поставляются без покрытия.
Цены
Цену на ванночки для сварки (мин. заказ от 100 шт.) Вы можете узнать, отправив запрос по форме ниже.
Перед заказом необходимо определиться с типом ванночек для сварки по ГОСТ 14098-91 (см. таблицы 9, 10, 16 выше).
Описание
Завод изготовитель «СТК Конструкция» в Подольске делает ванночки для сварки арматуры не только по размерам указанным в таблице, но так же для различных типов соединений в соответствии с ГОСТ 14098-91.
Типы соединений арматуры ванной сваркой: С14-Мп, С15-Рс, С16-Мо, С14-Мп, С15-Рс, С16-Мо, С17-Мп, С18-Мо, С19-Рм, С17-Мп, С18-Мо, С19-Рм, С24-Мф, С25-Мп, С26-Рс, С27-Мф, С28-Мп, С29-Рс, С30-Мф, С31-Мп, С32-Рс, а так же для типов соединений: Н2-Кр, Н3-Кп.
Современное строительство — это сложный технологический процесс, который нуждается не только в крупном оборудовании, но в небольших устройствах очень конкретного назначения. Этими устройствами являются, например, ванночки для сварки арматуры.
При строительстве каркасно-щитовым методом, который используется при возведении нестандартных и стандартных зданий, производственных цехов, сельскохозяйственных объектов, рабочим приходится сваривать арматуру разной длины, диаметра и типа.
Тут не обойтись без ванночек для арматуры. Они могут иметь другое техническое наименование — их часто называют скобами-накладками. Они используются для стыковки нестандартных арматурных стержней длина которых превосходит прокатную. Изделия представляют собой вогнутую емкость, имеющую в поперечном сечении подковообразную форму. С помощью ванночек для сварки арматуры рабочие и сварщики создают единые силовые каркасы. Эти конструкции хорошо выдерживают проверку на прочность и жесткость по всей длине. Сварные ванны должны изготавливаться в заводских условиях на современном оборудовании, чтобы обеспечивать качество техпроцесса по ГОСТу или ТУ.
Строительство не терпит простоев и срывов сроков, поэтому сварных ванн должно быть много. Обычно их покупают в стандартном варианте, определенного диаметра. Но иногда проект предусматривает нестандартные решения и могут понадобиться устройства по индивидуальным размерам.
Обычно их покупают в стандартном варианте, определенного диаметра. Но иногда проект предусматривает нестандартные решения и могут понадобиться устройства по индивидуальным размерам.
Сроки реализации
стандартных и нестандартных заказов
Завод изготовитель «СТК Конструкция», который производит качественные металлоконструкции, принимает заказы любых размеров от строительных организаций на изготовление ванночек для сварки арматуры. Возможен заказ как типовых конструкций по ГОСТ 14098-91, так и помощь в разработке и исполнении индивидуального заказа по специальным чертежам.
Если вам необходимо узнать время изготовления нестандартной формы, чтобы рассчитать время на соблюдение техпроцесса, свяжитесь с нами. Мы расскажем о сроках изготовления, которые вы сможете учесть при планировании. Наш завод предлагает купить ванночки для сварки арматуры в Москве и МО по очень привлекательной цене.
ЦЕНТР ОЦЕНКИ КВАЛИФИКАЦИЙ ЦОК-040
ЦЕНТР ОЦЕНКИ КВАЛИФИКАЦИЙ ЦОК-040
Центр оценки
квалификаций
ЦОК-040
Центр оценки квалификаций в области сварки и родственных процессов ЦОК-040 в городе Когалыме
Услуги
1
Предоставление соискателям необходимой информации о правилах и процедурах независимой оценки квалификации
2
организация и проведение независимой оценки квалификаций на соответствие требованиям профессиональных стандартов
3
сертификация квалификаций соискателей (специалистов)
4
формирование сведений о результатах оценки квалификаций и передача их в СПКС для обработки, экспертизы, анализа, внесения в реестр сведений о НОК
5
оформление и выдача соискателю заключения квалификационной комиссии и, в случае успешного прохождения оценки квалификации, свидетельства о профессиональной квалификации
6
подготовка предложений и участие в разработке организационно-методического обеспечения процедур независимой оценки квалификаций
Информация о центре
Центр оценки квалификации в области сварки и родственных процессов (далее — Центр оценки квалификаций) — структура, созданная специально для организации и проведения независимой оценки квалификаций соискателей (работников) на высоком провессиональном уровне в соответствии с действующими норматично-правовыми документами Российской Федерации, регулирующими деательность в области проведения независимой оценки. ЦОК-040 основан на материально-технической базе организации — ООО «Учебный»
ЦОК-040 основан на материально-технической базе организации — ООО «Учебный»
Информация о центре
Основная цель
Основной целью применения профстандартов — является повышение качества трудовых ресурсов, рост профессионализма работников и, как результат, повышение конкурентноспособности экономики России в целом.
Основные принципы
Проведение процедур по оценке профессиональных квалификаций в области сварки и родственных процессов.
Добровольность
Независимости
Беспристрастности
Объективности
Конфиденциальности
Экспертный состав
В экспертный состав Центра оценки квалификаций входят высококвалифицированные специалисты ООО «Учебный», прошедшие необходимое обучение и обладающие соответствующей квалификацией.
Места проведения профессиональных экзаменов
© 2018, Центр оценки квалификаций ЦОК-040
Соединения сварные арматуры согласно ГОСТ 14098 2014
Железобетонные конструкции и нормативы при их применении
Железобетонные конструкции, применяемые при строительстве, это очень сложный элемент, к которому предъявляются определенные требования. При их изготовлении должны применяться соответствующие нормы, основанные на строгих расчетах.
При их изготовлении должны применяться соответствующие нормы, основанные на строгих расчетах.
Сама конструкция состоит из бетона расчетной марки, сварной арматуры и закладных. При этом арматура по профилю, толщине и марке металла применяется строго по ГОСТ у 14098-2014, который заменил действующий ранее ГОСТ 14098-91. Также регламентированы стандартом сами сварные соединения между арматурой стержневой и проволочной и прокатом, выполненным в виде листов или фасонного проката, то есть закладными изделиями.
Затрагивает документ и монтаж готовых конструкций, а также сварочные работы и материал, используемые при использовании монолитного способов строительства. Причем устанавливаются такие параметры, как виды и типы конструкций, размеры её соединений, которые производятся такими способами сварки, как дуговая, а также контактная сварка.
Типы обозначений сварочных соединений
Сварочные соединения обозначаются согласно таблицы №1
| Тип сварного соединения | Способ и технологические особенности сварки | |||
| Наименование | Обозначение, номер | Наименование | Обозначение | Положение стержней при сварке |
| 1 | 2 | 3 | 4 | 5 |
| Крестообразное | К1 | Контактная точечная | Кт | Любое |
| К3 | Дуговая ручная или механизированная* прихватками | Рп | ||
| Мп | ||||
| Стыковое | С1 | Контактная стыковая | Ко | Горизонтальное |
| С5 | Ванная механизированная под флюсом в инвентарной форме | Мф | ||
| С7 | Ванная одноэлектродная в инвентарной форме | Рв | ||
| С8 | Ванная механизированная под флюсом в инвентарной форме | Мф | Вертикальное | |
| С10 | Ванная одноэлектродная в инвентарной форме | Рв | ||
| С14 | Дуговая механизированная порошковой проволокой на стальной скобе-накладке | Мп | Горизонтальное | |
| С15 | Ванно-шовная на стальной скобе-накладке | Рс | ||
| С17 | Дуговая механизированная порошковой проволокой многослойными швами на стальной скобе-накладке | Мп | Вертикальное | |
| С19 | Дуговая ручная многослойными швами на стальной скобе-накладке | Рм | ||
| С21 | Дуговая ручная или механизированная* швами с накладками из стержней | Рн | Любое | |
| Мн | ||||
| С23 | Дуговая ручная или механизированная* швами внахлестку | Рэ | ||
| Мэ | ||||
| Нахлесточное | Дуговая ручная или механизированная* швами в среде | Рш | Любое | |
| Мш | ||||
| Н2 | Контактная по одному рельефу на пластине | Кр | Горизонтальное | |
| Н3 | Контактная по двум рельефам на пластине | Кр | ||
| Тавровое | Т1 | Дуговая механизированная под флюсом без присадочного металла | Мф | Вертикальное |
| Т2 | Дуговая ручная с малой механизацией под флюсом без присадочного металла | Рф | ||
| Дуговая механизированная швами в среде | Мз | |||
| в цекованное или раззенкованное отверстие | ||||
| Т12 | Дуговая ручная валиковыми швами в раззенкованное отверстие | Рз | ||
| * Допускается применение любого из перечисленных видов механизированной сварки: в среде | ||||
| , порошковой проволокой, либо порошковой проволокой в среде | ||||
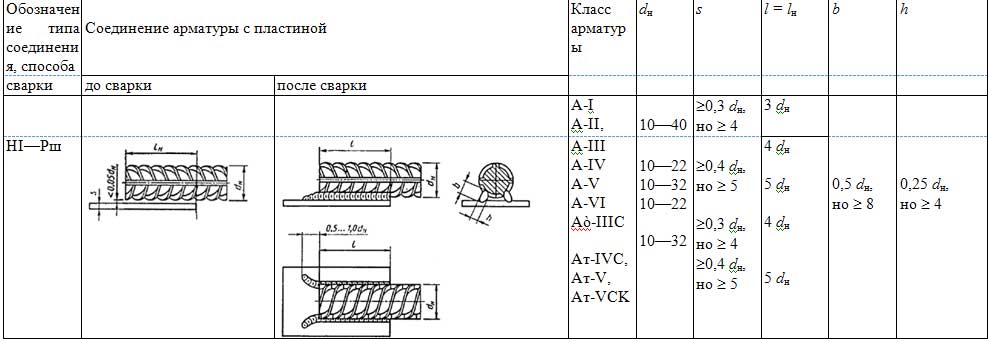
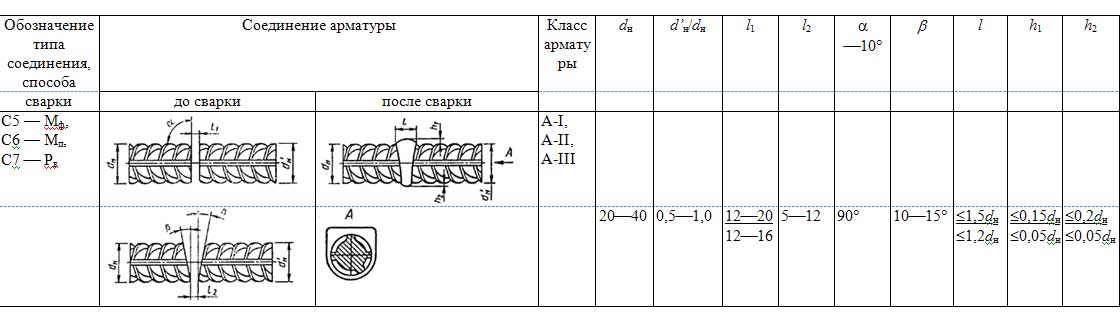
Сварочный шов схематически обозначается следующим образом.
Схема крестообразного соединения, выполненного точечной сваркой
Согласно пояснениям в документе, величина а – общий диаметр стержней, полученный в месте сварки, d1 – ‘верхний диаметральный размер стержней, b * величина, на которую стержни впаиваются друг в друга, образуя вмятины, h- величина, на которую происходит осадка в соединении или можно так назвать высоту сварочного шва.
Если сварная конструкция не предусмотрена в этом ГОСТе, нужно произвести разработку рабочего чертежа с указанием условий, при которых будет происходить сварка и согласовать по регламенту установленного порядка.
Согласно техническим требованиям возможна замена как способа сварки, так и самого типа соединения, на другие, но с такими же качествами и свойствами, которые соответствуют приложению А этого ГОСТа.
В таблицах от № 2 до № 17 указаны все применяемые в железобетонных конструкциях соединения арматурных прутов и других элементов проката.
Все сварные соединения должны иметь оценку качества исполнения, которая выражается в баллах, и зависит от того, как соблюдается технология сварочных работ, которая имеет свой регламент.
Оценка производится по статической нагрузке при испытании образца.
Применяемый материал для сварных конструкций
Арматура, которая применяется в конструкциях, должна иметь специальные свойства, полученные при термомеханической обработке, и определённый химический состав. Она должна соответствовать ГОСТ 5781-82( горячекатаная сталь для армирования). Проволока, применяемая в конструкциях, должна соответствовать ГОСТ 6727-80, а также сталь, которая применяется здесь, должна соответствовать ГОСТ 10884-94 как и по составу, так и по обработке, и закладные детали, которые изготавливаются согласно ГОСТ 10922-2012.
Выпускаемый ассортимент (пруты для армирования) должен соответствовать требуемым свойствам и в зависимости от этого металл разделяется по классам. Их диаметры также должны иметь отклонения не более 9% для наименьшего прута диаметром 6 мм и 2% для наибольшего в 80 мм. Также ГОСТ регламентирует и длину выпускаемого изделия.
Периодический профиль арматурной стали может иметь различный рисунок.
Виды профилей арматурной стали
Холоднотянутая проволока имеет три размера:3, 4, 5 мм
Профиль холоднокатаной проволоки
Её параметры приведены в ГОСТе. Возможность выдерживать 4 перегиба в соответствии с требованиями позволяют использовать этот материал во многих других местах, тем более, что выпускается проволока в мотках массой от 20 кг до 1500 кг.
При рассмотрении сварных закладных изделий, отмечают типы по следующей номенклатуре:
- сетки, изготовленные из арматуры и поставляемые в рулонах или плоскими;
- каркасы, изготовленные из арматуры которые могут как плоскими, так и объемными;
- стержни, у которых присутствуют различные типы соединений, например стыковые, расположенными по всей длине;
- сборные закладные, сваренные совместно с анкерами, изготовленными из арматуры.
Все образцы должны периодически проходить испытание на соответствие требованиям: по размерам, по составу металла, по выдерживанию нагрузки.
Использование металла, используемого в конструкциях из железобетона, в других отраслях
Эти металлические составляющие, могут применяться не только в железобетонных конструкциях, но и в других отраслях.
Горячекатаная круглая сталь с профилем периодического рифления
Применяют как гладкий профиль, так и профиль с периодическим рифлением.
Арматура горячекатаная гладкого профиля
Арматура с гладким профилем более универсальна в использовании, но для конструкций , испытывающих повышенную нагрузку, её использовать не рекомендуется. Для этого лучше использовать прутки с рифленым профилем.
Показано применение гладкой арматуры в ненагруженных или нагруженных незначительно колонах, в различного вида изделий, которые изготавливаются для декоративного использования. Также используют в порогах, в кирпичной кладке для усиления её прочности путём армирования. При этом пруты укладываются или непосредственно на раствор, или изготавливаются в виде сетки. Таким же образом они используются и при изготовлении стяжки на пол.
Пример использования прутов с гладкой поверхностью
Из этого вида арматуры изготавливают разного вида изделий, например, крепежа (болты, шпильки, пальцы), как заготовки для изготовления разного вида конструкций, в кузнечном производстве для изготовления оград и прочих ограждений, в качестве заземления и других изделий.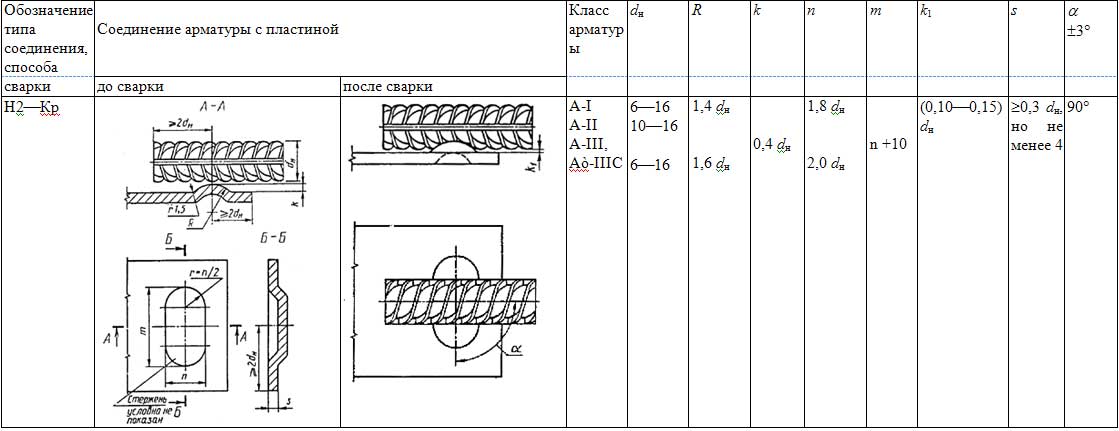 Эта универсальность в применении связана с тем, что арматура, которая относится к классу А1, выпускается из углеродистой стали марок Ст3сп, Ст3пс и Ст3кп. Буквы после цифры 3 означают СП – спокойная, ПС – полуспокойная, КП – кипящая, что указывает, в каком состоянии расплавленный металл был использован.
Эта универсальность в применении связана с тем, что арматура, которая относится к классу А1, выпускается из углеродистой стали марок Ст3сп, Ст3пс и Ст3кп. Буквы после цифры 3 означают СП – спокойная, ПС – полуспокойная, КП – кипящая, что указывает, в каком состоянии расплавленный металл был использован.
Это свойство позволяет обрабатывать арматуру различными способами.
Конечно, для других классов предусмотрен и другой состав, например, к классу АIII – 25Г2С, 35ГС, 32Г2Рпс. Например, первая имеет состав: С (углерод) от 0,2 до 0, 29%, Марганец -1,2 – 1,60%, кремний – 0,60 -0,90%, хром, никель не более 0,3%, сера, фосфор не более 0, 045%. Она более дорогая, не так поддаётся обработке и, соответственно, не так применяемая, как гладкая, но имеет свои преимущества.
Арматура с периодическим рифлением в основном используется как укрепление ответственных бетонных конструкций за счет своей конструкции и химическому составу. Классифицируется арматура этого профиля: AII, AIII, AIV, AV, AVI.
Кроме всего прочего, арматура любого класса хорошо варится и повышенную стойкость к коррозионному износу.
Кроме строительства зданий, она применяется для строительства мостов и дорог, особенно при различных дорожных развязках, при заливке перекрытий и потолков, а также, при возведении стен из пенно – и газобетонных блоков.
Хорошо зарекомендовал себя материал для строительства на склонах и в местах с повышенной сейсмической опасностью.
Также этот профиль используется в закладных при изготовлении объемных или плоских каркасов, а также как основание при монолитном строительстве.
Структура, которую она имеет, позволяет распределять нагрузку равномерно, по всей площади.
Если на предприятии заказали определённую партию арматуры, предварительно обговаривается и длина прутов, например, это может быть от 5,5 м и до 26 м, при этом все остальные параметры и допустимые отклонения по размерам также должны соответствовать ГОСТ 5781-82. Цена зависит ещё и от способа изготовления арматуры. Холоднокатаная однозначно дороже горячекатаной, но при этом холоднокатаная не имеет такой пластичности, которая присуща горячекатаной стали, которая при производстве может получить различное напряжение по всей длине прутка. Это происходит за счет того, что в металле при обработке происходит изменение в кристаллах, что меняет его структуру и свойства.
Холоднокатаная однозначно дороже горячекатаной, но при этом холоднокатаная не имеет такой пластичности, которая присуща горячекатаной стали, которая при производстве может получить различное напряжение по всей длине прутка. Это происходит за счет того, что в металле при обработке происходит изменение в кристаллах, что меняет его структуру и свойства.
Внимание Уважаемые
|
 ru
ruВнимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
zakaz@themechanic.ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
zakaz@themechanic.ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Сварные соединения арматуры — Страница 54
Страница 54 из 133
Сварные соединения арматуры
3.155*. Сварные соединения арматуры должны отвечать
требованиям ГОСТ 14098—91 и ГОСТ 10922—90. При проектировании должна
указываться категория ответственности применяемых стыков и соответствующая им
категория требований к контролю качества сварных соединений.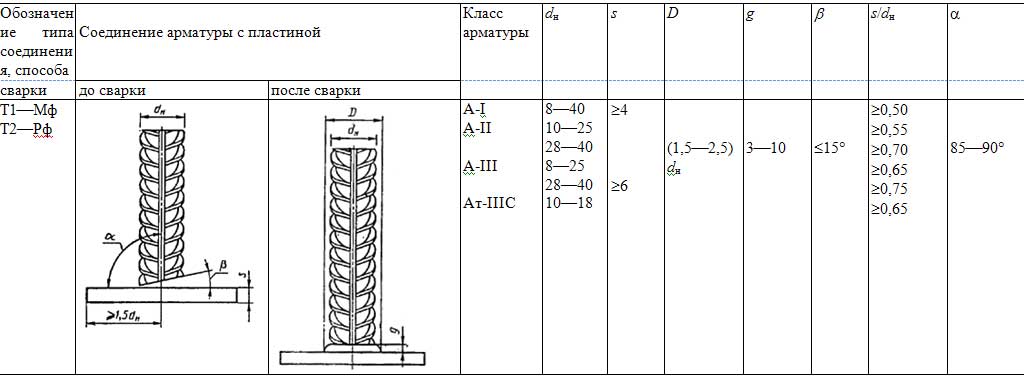
Сварные соединения, несущая способность которых определяется
из расчета по первому предельному состоянию, — относят к I категории, по
второму предельному состоянию — к II категории, а в остальных случаях
соединения — к III категории ответственности и
соответственно к III категории качества стыков.
Объем контроля для каждой категории ответственности определяется
в соответствии с указаниями СНиП III-18-75.
3.156*. Горячекатаная стержневая арматурная сталь
классов и марок, указанных в табл. 29*, как правило, должна соединяться
посредством контактной стыковой сварки. Выполнение последней для стержней диаметром
10 мм и менее допускается только в заводских условиях при наличии специального
оборудования.
Стыкование арматуры контактной сваркой допускается при
отношении площадей стыкуемых стержней не более 1,15. В арматурных элементах,
рассчитываемых на выносливость, как правило, необходимо устранять в зоне стыков
возникшие в результате сварки концентраторы напряжений путем соответствующей
механической продольной зачистки.
Допускается применять другие эффективные конструктивные
решения сварных стыков при условии, что ограниченный предел выносливости этих
стыков будет не менее нормативного предела выносливости свариваемых арматурных
стержней.
3.157*. Сварные сетки, в том числе и по ГОСТ
23279—85, а также каркасы следует, как правило, проектировать с применением в пересечениях
стержней контактной точечной сварки.
3.158*. При изготовлении из арматурной стали классов
А-I, А-II, Ас-II и А-III сеток и каркасов, которые в соответствии с указаниями
табл. 29* должны выполняться в вязаном варианте, применение сварных соединений
для основной арматуры может быть допущено только в местах, где напряжения в
стержнях арматуры не превышают 50 % установленных расчетных сопротивлений.
3.159*. Число стыков в одном расчетном сечении
элемента (в пределах участка длиной, равной 15 диаметрам стыкуемых стержней) не
должно превышать в элементах, арматура которых рассчитывается на выносливость,
25 %, в элементах, арматура которых не рассчитывается на выносливость, — 40 %
общего количества рабочей арматуры в растянутой зоне сечения.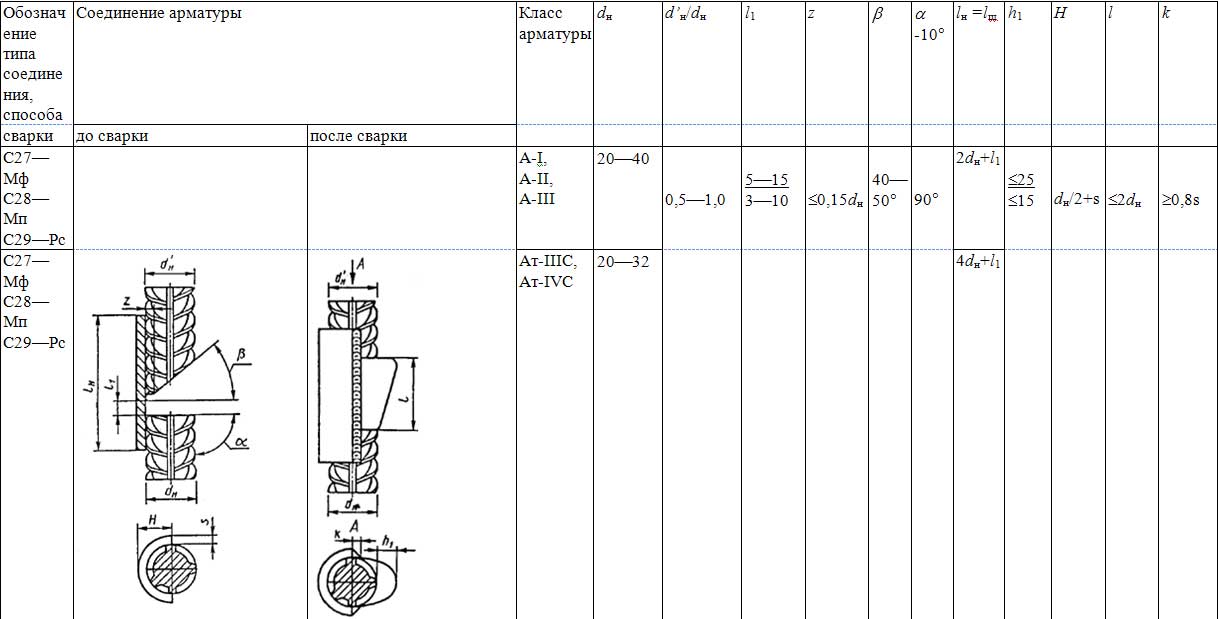
Сварные стыки арматуры допускается располагать без разбежки
в монтажных стыках сборных элементов (без снижения расчетного сопротивления
арматуры), а также на участках конструкции, где арматура используется не более
чем на 50 %.
3.160*. Для стыков стержневой горячекатаной арматуры
из стали классов А-I, А-II, Ас-II и А-III при монтаже конструкций допускается
применение ванной сварки на удлиненных стальных накладках (подкладках) длиной
не менее 5 диаметров стержней, а также применение стыков с парными смещенными
накладками, приваренными односторонними или двусторонними швами суммарной
длиной не менее 10 диаметров стыкуемых стержней. Ванную сварку следует
применять при диаметре стержней не менее 20 мм.
Для нерассчитываемых на выносливость стыков сжатых стержней
допускается также применение ванной сварки на коротких стальных накладках
(подкладках) в соответствии с ГОСТ 14098—91.
Длина односторонних сварных швов, прикрепляющих наклонные
стержни арматуры, должна быть не менее 12 диаметров при толщине швов не менее
0,25 d и не менее 4 мм; длину двусторонних швов
допускается принимать вдвое меньшей.
3.161*. Монтажные выпуски арматуры в стыках должны
обеспечивать условия для качественного выполнения на монтаже ванно-шовной
сварки на удлиненных накладках с плавным выводом продольных сварных швов на
стыкуемые стержни.
В вязаных арматурных каркасах конструкций автодорожных и
городских мостов для закрепления арматуры в проектном положении при монтаже,
транспортировке и бетонировании допускается в пересечениях стержней рабочей
арматуры со стержнями конструктивной арматуры устройство вспомогательных
сварных соединений при соблюдении следующих условий: сварка может производиться
в местах, где прочность рабочей арматуры используется не более чем на 50 %, а
также, где арматура работает только на сжатие.
Сварка арматуры под фундамент внахлест:технология,режимы,ГОСТ
Арматура выступает основным конструкционным элементом для возведения каркасов, сеток и прочих важных изделий. Она проста в применении и обладает высокими прочностными характеристиками. Благодаря этому, практически во всех сферах строительства и при изготовлении различных материалов, таких как железобетонные изделия, используются именно эти детали. Тем не менее, сварка арматуры обладает рядом особенностей, которые требуют специального подхода для достижения высокого уровня качества. Дело в том, что длина самого шва на стыке получается достаточно маленькой, так как здесь минимальная площадь соприкосновения. В то же время, перпендикулярное соединение, которое зачастую и возникает в данном случае, может образовать своеобразный рычаг, основная нагрузка которого ляжет на место соединения. Таким образом, сварка арматуры для фундамента и других целей должна проводиться максимально качественно, для чего используются различные технологии.
Благодаря этому, практически во всех сферах строительства и при изготовлении различных материалов, таких как железобетонные изделия, используются именно эти детали. Тем не менее, сварка арматуры обладает рядом особенностей, которые требуют специального подхода для достижения высокого уровня качества. Дело в том, что длина самого шва на стыке получается достаточно маленькой, так как здесь минимальная площадь соприкосновения. В то же время, перпендикулярное соединение, которое зачастую и возникает в данном случае, может образовать своеобразный рычаг, основная нагрузка которого ляжет на место соединения. Таким образом, сварка арматуры для фундамента и других целей должна проводиться максимально качественно, для чего используются различные технологии.
Сварка арматуры для фундамента
Естественно, что необходимость в данном процессе возникает и в домашних условиях. Здесь уже нет столь высоких требований к технологии производства, как на предприятиях, поэтому, многие люди соединяют те разновидности стержней из металла, которые у них есть.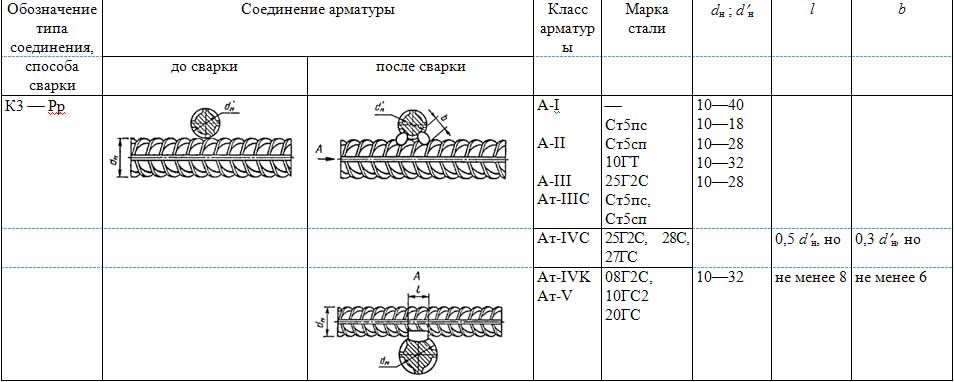 Это же относится и к способам соединения, ведь для этого могут использоваться различные виды сварки. В итоге, качество соединения страдает, но с учетом отсутствия высоких нагрузок это может оказаться не столь критичным. Также данный подход помогает сэкономить бюджет всего мероприятия. Сварка арматуры производится по ГОСТ 14098 2014.
Это же относится и к способам соединения, ведь для этого могут использоваться различные виды сварки. В итоге, качество соединения страдает, но с учетом отсутствия высоких нагрузок это может оказаться не столь критичным. Также данный подход помогает сэкономить бюджет всего мероприятия. Сварка арматуры производится по ГОСТ 14098 2014.
Свойства арматуры
Основным материалом для изготовления данных конструкционных элементов является углеродистая сталь. В зависимости от особенностей самого изделия она может быть нескольких марок, что существенно влияет на свариваемость. Если применяется сталь группы Б, то она должна содержать не более 0,25% углерода в своем составе. В данном случае требуется повышенная надежность создания самого соединения. Ее применяют для металлоконструкций.
Арматура их стали группы Б
При использовании таких марок как ВСт(1-3), в которых содержится повышенная концентрация марганца, во время сварки нужно использовать дополнительное раскисление. Такая же ситуация обстоит и со сталью марок БСт(1-3). ГОСТ на сварку арматуры здесь остается прежним, вне зависимости от выбранной марки металла.
Такая же ситуация обстоит и со сталью марок БСт(1-3). ГОСТ на сварку арматуры здесь остается прежним, вне зависимости от выбранной марки металла.
Арматура из стали марки БСт(1-3)
При работе с низколегированными составами не возникает серьезных проблем, так что для их соединения потребуются стандартные электроды, которые обладают максимально схожим с арматурой составом. Если использовался технически упрочненный металл, то такие изделия лучше не варить, так как в зоне шва металл будет разупрочняться, что приведет к его поломке.
Низколегированная сталь
Низкоуглеродистые сорта относятся к хорошо свариваемым, так как сам углерод, если его содержание ниже 0,2%, не оказывает столь негативного действия на шов, как при более высоких концентрациях. Чем выше его содержание, тем больше требуется дополнительных технологических операций и расходных материалов для создания качественного соединения.
Виды арматуры
Прежде чем будет проводиться соединение арматуры сваркой, следует определиться, какие ее виды встречаются. Ведь от этого во многом зависят особенности самого процесса. При высоких нагрузках необходимо создавать дополнительные укрепления и применять новые методы. Прежде всего следует выделить такие:
Ведь от этого во многом зависят особенности самого процесса. При высоких нагрузках необходимо создавать дополнительные укрепления и применять новые методы. Прежде всего следует выделить такие:
- По технологии производства выделяется холоднокатаная проволочная и горячекатаная стержневая. Стержневой считается та арматура, диметр которой более 2 мм, а длина при этом менее 13 метров. Это независимо от варианта поставки, который может быть в мотках или прутках.
- По способу упрочнения для горячекатаных изделий выделяют термически упрочненные стержни, которые подверглись температурной обработке, и упрочнение вытяжкой. Последний вариант проводится в холодном состоянии материала.
- По форме своей поверхности выделяется гладкая и рифленая арматура. Рифленая имеет периодические выступы в виде ребер. Они позволяют сделать лучшее соединение с бетоном, чем гладкая поверхность.
- По способу своего применения можно выделить напрягаемые разновидности и ненапрягаемые.
Способы сварки арматуры
Сварка арматуры под фундамент или для других важных целей может происходить несколькими способами. У каждого из них имеются свои преимущества и недостатка. Именно по этой причине нужно знать как можно больше, чтобы сделать правильный выбор.
У каждого из них имеются свои преимущества и недостатка. Именно по этой причине нужно знать как можно больше, чтобы сделать правильный выбор.
Сварка арматуры под фундамент
Технология сварки арматуры контактным методом производится при помощи специальных машин, создающих непрерывное оплавление. Для этого не требуется проводить обработку торцов на стержнях изделия. торцы зажимаются в губках станка. На них подается ток, в результате чего те начинают плавиться. Их поверхность сглаживается. Контактная сварка арматуры может проводиться и для толстых заготовок. Данная технология лучше всего подходит для создания сеток и каркасов с крестообразными элементами. На контакты машины подается достаточно большая сила тока, что позволяет расплавить торцы любой толщины. Шлак выдавливается автоматически, поэтому, изделие получает требуемую осадку.
Электродуговая сварка используется для соединения арматуры с большим диаметром. Для ее проведения требуется иметь сварочный трансформатор и электроды соответствующие составу самого свариваемого изделия. Данным методом создаются монтажные металлоконструкции, каркасы и сетки.
Для ее проведения требуется иметь сварочный трансформатор и электроды соответствующие составу самого свариваемого изделия. Данным методом создаются монтажные металлоконструкции, каркасы и сетки.
Сварка арматуры внахлест создается при помощи одного иди двух фланговых швов. Для этого могут понадобиться также две круглые накладки. При использовании накладок количество фланговых швов вырастает в два раза. Чтобы добиться высокого качества соединения, общая длина шва не должна быть менее 10 диаметров стержня. Стыки создаются при помощи желобчатых подкладок. При этом проводится заварки торцов при помощи многослойных швов. Достаточно два или три слоя.
Сварка арматуры внахлест
Сварка арматуры точечным методом используется для стержней до 2 см.
Ванночки для сварки арматуры используется для изделий толщиной более 2 см. для этого применяется специальное изделие. Выступающее в качестве барьера для стекания расплавленного металла. Стык собирается на медной съемной ванне. Зазор между стержнем и данным приспособлением должен быть не более 0,8 диаметра арматуры. Сам процесс соединения проводится при помощи электродов. Здесь создается ванна расплавленного металла, которая оплавляет торец стержня и образует неразъемное соединение.
Сам процесс соединения проводится при помощи электродов. Здесь создается ванна расплавленного металла, которая оплавляет торец стержня и образует неразъемное соединение.
Ванночки для сварки арматуры
Электрошлаковый метод считается наиболее выгодным в экономическом плане. Здесь также стержни кладутся в медную форму. Между их концами должен быть небольшой зазор. Этот зазор заполняется флюсом. Именно он сначала расплавляется при подаче электричества. За ним происходит расплавление основного металла.
Режимы
Очень важно определить, какая сила тока при сварке арматуры должна использоваться, так как это поможет расплавить ее до нужного состояния. Увеличение или уменьшение данного параметра приведет к тому, что соединение попросту не получится на нужном уровне. Помимо этого следует учитывать и прочие важные факторы. Здесь приведены основные режимы, в зависимости от марки используемого металла, его толщины и прочих данных.
Диаметр прутка арматуры, мм | Класс используемой стали | Время прохождения тока, с | Величина тока, А | Примерная величина осадки, мм |
3 4 5 | B-1 | 0. 0.08 0.12 | 4 4,8 6,4 | 1,2 1,7 2 |
4 6 8 10 12 16 20 22 | A-1 | 0.12 0.4 0.5 0.8 1 2 2.2 2.4 | 5,3 8 10,5 11,6 13,6 16 19,5 21 | 1,5 2,4 3 3,7 4,5 6 8 9 |
6 10 12 16 18 20 25 32 36 | A-3 | 0.48 0.7 1 2 2.4 2.8 3 4 6 | 8,5 14,5 16 20 21,5 24 28 31 42 | 3 6 7 9 11 12 15 18 23 |
 06
06Нюансы сваривания
Марка арматуры для сварки имеет большое значение для выбора способа соединения, метода проведения процедур и прочих важных моментов.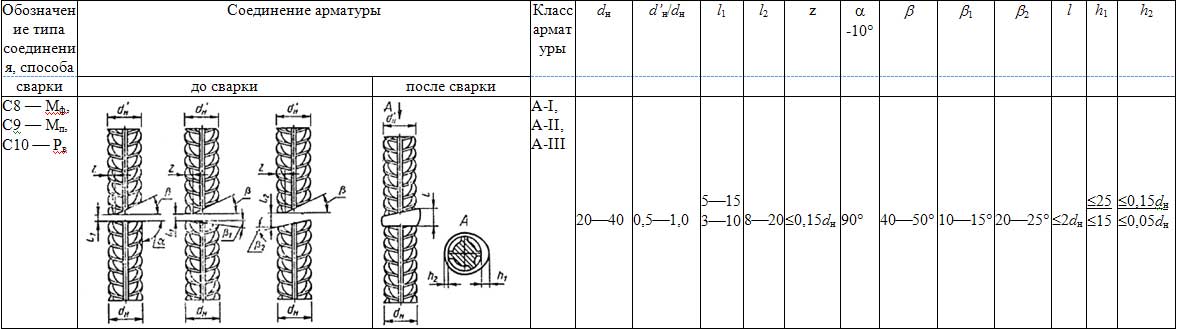 За счет того, что здесь идет относительно малая площадь соединения, необходимо сделать как можно более мощное скрепление. Желательно использовать хорошо свариваемые сорта стали, чтобы повысить надежность. Все нюансы проведения процесса связаны с данным моментом. Остальные свойства перенимаются у марки металла, так как к ней нужно найти свой подход. Если требуется использование флюсов и других дополнительных материалов, то это должно обязательно выполняться, так как одно бракованное соединение в металлоконструкции может привести к разрушению всего изделия. Иногда, для увеличения жесткости, используются дополнительные ребра, привариваемые под углом, но это должно определяться технологией возведения металлоконструкции на уровне проекта.
За счет того, что здесь идет относительно малая площадь соединения, необходимо сделать как можно более мощное скрепление. Желательно использовать хорошо свариваемые сорта стали, чтобы повысить надежность. Все нюансы проведения процесса связаны с данным моментом. Остальные свойства перенимаются у марки металла, так как к ней нужно найти свой подход. Если требуется использование флюсов и других дополнительных материалов, то это должно обязательно выполняться, так как одно бракованное соединение в металлоконструкции может привести к разрушению всего изделия. Иногда, для увеличения жесткости, используются дополнительные ребра, привариваемые под углом, но это должно определяться технологией возведения металлоконструкции на уровне проекта.
«Важно!
Если вы подбираете диаметр медной ванны и он оказывается слишком большим, то всегда можно использовать дополнительную подкладку, располагаемую внутри данного изделия.»
Проверка качества
Сварка арматуры 35 ГС и прочих сортов имеет высокий уровень ответственности, поэтому, перед сдачей в эксплуатацию изделия должны пройти проверку на качества. В первую очередь проверяется правильность изготовления самого изделия, чтобы его размеры совпадали с чертежом и были соблюдены все нюансы. Проверка осуществляется измерительными инструментами, такими как линейка, рулетка, калибр и прочее.
В первую очередь проверяется правильность изготовления самого изделия, чтобы его размеры совпадали с чертежом и были соблюдены все нюансы. Проверка осуществляется измерительными инструментами, такими как линейка, рулетка, калибр и прочее.
Арматура марки 35 ГС
Далее проверяется прочность соединений. Одним из стандартов является возможность выдержать падение с метровой высоты. По изделию могут наноситься удары с разумно допустимой силой. Если это не предусматривает технология, то возможна проверка при помощи лабораторных методов, путем рентгеновского просвечивания швов, на выявление в них скрытых дефектов.
Меры безопасности
При работе со сваркой нужно соблюдать правила техники безопасности. Это начинается еще с подготовительных работ, когда идет обточка и зачистка торцов и подгонка размеров. Сварщик должен использовать средства индивидуальной защиты, такие как сварочная маска, рукавицы и защитная одежда. Все оборудование должно быть заземлено и исправно. При возникновении неполадок требуется прекратить работу до восстановления нормальной работоспособности. Не стоит проводить сварку при высокой относительной влажности на улице и в помещении, а также при осадках на открытой территории.
Не стоит проводить сварку при высокой относительной влажности на улице и в помещении, а также при осадках на открытой территории.
Сварные соединения — Svarcom
Сварным соединением называется неразъемное соединение, выполненное сваркой.
Сварное соединение включает три образующиеся в результате сварки характерные зоны металла в изделии: зону сварного шва 1, зону сплавления 2,
зону термического влияния 3, а также часть основного металла 4, прилегающую к зоне термического влияния.
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей.
В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка» и ГОСТ14771-76 «Швы сварных соединений, сварка в защитныхгазах»):
— Стыковое – «С»;
— Торцевое – «С»;
— Нахлёсточное – «Н»;
— Тавровое – «Т»;
— Угловое – «У».
В СТЫКОВОМ (С) сварном соединении поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам. Основные виды стыковых сварных соединений представлены на рисунке ниже.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.
ТОРЦЕВОЕ (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.
ВНАХЛЁСТОЧНОМ (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга.
Нахлёсточные соединения менее чувствительные к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
ТАВРОВОЕ (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.
Тавровые Соединения обеспечивают высокую жёсткость конструкции, но чувствительны к изгибающим нагрузкам.
УГЛОВЫМ (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
Все сварные соединения могут быть выполнены:
— односторонние (SS), когда источник нагрева перемещается с одной стороны соединения;
— двухсторонние (BS) ,когда источник нагрева перемещается с двух сторон соединения.
В таком сварном соединении корень стыкового шва находится внутри сечения.
Основные типы, конструктивные элементы и размеры сварных соединений приведены в таблице:
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок. Форма разделки кромок , а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки.
Форма разделки кромок , а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки.
Разделка одной кромки
| α- угол разделки кромок (60-90˚)β- угол скоса кромки (30-50˚)b- зазор (1-4мм) в зависимости от толщины свариваемого металла.Присварке плавящимся электродом зазор b обычно составляет 0-5мм. Чем больше зазор, тем глубже проплавление металла.c- притупление кромок (1-3мм) в зависимости от толщины свариваемого металла.X-образная разделка кромок, по сравнению с V-образной, позволяет уменьшить объем наплавляемого металла в 1,6-1,7 раза | ||||||||||
Разделка двух кромок
V-образная X-образная U-образная | |||||||||||
Смещение свариваемых кромок
| Δ- смещение свариваемых кромок одна относительно другой
L= 5 (S1-S) L1=2,5 (S1-S) | ||||||||||
Разделка кромок листов разной толщины
|
Стандарты сварных соединений и условные обозначения нестандартных швов приведены в таблице:
| ГОСТ | Наименование |
| 5264-80 | Ручная дуговая сварка. Соединения сварные. Соединения сварные. |
| 8713-79 | Сварка под флюсом. Соединения сварные. |
| 11533-75 | Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. |
| 11534-75 | Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. |
| 14771-76 | Дуговая сварка в защитном газе. Соединения сварные. |
| 14806-80 | Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. |
| 15164-78 | Электрошлаковая сварка. Соединения сварные. |
| 15878-79 | Контактная сварка. Соединения сварные. |
| 23792-79 | Соединения контактные электрические сварные. |
RussianGost | Официальная нормативная библиотека — СТ ЦКБА 025-2006
Товар содержится в следующих классификаторах:
Стандарты организации »
Стандарты НПФ ЦКБА »
Стандарты на трубопроводную арматуру (ТПА) »
10. Производство »
Производство »
10.3 Сварка »
В качестве замены:
ОСТ 26-07-755-86 — Арматура трубопроводная. Сварка и контроль качества сварных соединений.Технические требования.
РД РТМ 26-07-246-80 — Правила проектирования, изготовления и контроля сварных соединений стальной трубопроводной арматуры.
Ссылки на документы:
ГОСТ 10052-75 — Электроды с металлическим покрытием для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10157-2016 — Аргон газообразный и жидкий. Технические характеристики
ГОСТ 10157-79 — Аргон газообразный и жидкий. Технические характеристики
ГОСТ 1050-88 — Прокат калиброванный из углеродистой конструкционной качественной стали со специальной обработкой поверхности.Общие технические условия
ГОСТ 1057-2014 — Масла, экстрагированные растворителями. Метод определения фенола и крезо
ГОСТ 10994-74 — Сплавы прецизионные. Оценки.
Оценки.
ГОСТ 11036-75 — Сталь нелегированная электротехнического качества. Технические характеристики
ГОСТ 11533-75 — Сварка автоматическая и полуавтоматическая под флюсом. Острые и затупленные сварные швы. Основные типы, элементы конструкции и размеры
ГОСТ 11534-75 — Сварка ручная дуговая. Острые и затупленные сварные швы.Основные типы, элементы конструкции и размеры
ГОСТ 14637-89 — Прокат толстолистовой из углеродистой стали нормального качества
.
ГОСТ 14771-76 — Дуговая сварка в защитных газах. Сварные соединения. Основные типы, элементы конструкции и размеры
ГОСТ 14782-86 — Контроль неразрушающий. Сварные соединения. Ультразвуковые методы
ГОСТ 1577-93 — Прокат листовой и широкополосный из конструкционной высоколегированной стали.
ГОСТ 16037-80 — Соединения сварные стальных трубопроводов. Основные типы, элементы конструкции и размеры
ГОСТ 18442-80 — Контроль неразрушающий.Капиллярные методы.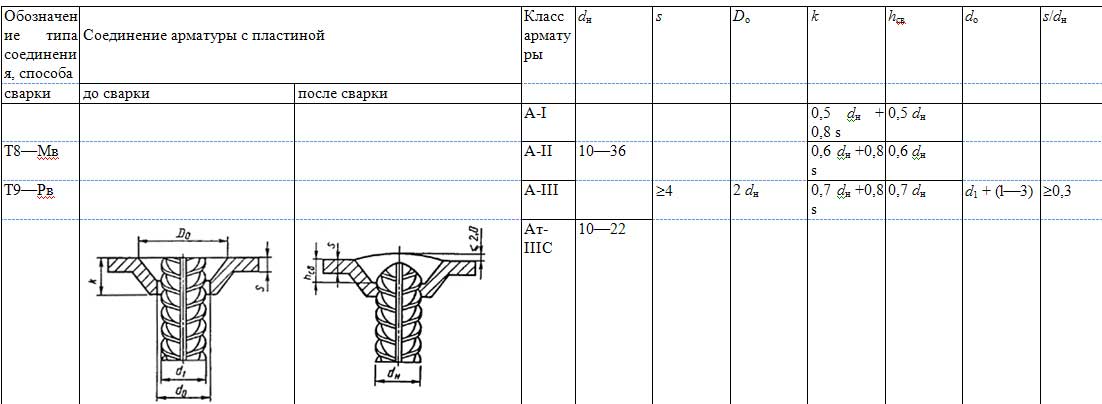 Общие требования
Общие требования
ГОСТ 19281-2014 — Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 19281-89 — Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 2.312-72 — Условные обозначения и изображения сварных швов и сварных соединений
.
ГОСТ 2.314-68 — Единая система конструкторской документации. Инструкция по маркировке и штамповке изделий
ГОСТ 20072-74 — Сталь жаропрочная
.
ГОСТ 21357-87 — Отливки из хладостойкой и износостойкой стали
.
ГОСТ 2246-70 — Проволока стальная сварочная.Технические характеристики
ГОСТ 23055-78 — Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных швов по результатам радиографических исследований
ГОСТ 24297-2013 — Проверка покупной продукции. Организация и методы контроля
ГОСТ 24297-87 — Входной контроль продукции. Основные положения.
ГОСТ 24982-81 — Листы из коррозионно-стойких, жаропрочных и жаропрочных сплавов
.
ГОСТ 25054-81 — Поковки из коррозионно-стойких сталей и сплавов
.
ГОСТ 2789-73 — Шероховатость поверхности.Параметры и характеристики
ГОСТ 380-2005 — Сталь углеродистая обыкновенного качества. Оценки
ГОСТ 380-94 — Сталь углеродистая нормального качества
.
ГОСТ 4543-2016 — Металлические изделия из конструкционной легированной стали. Спецификация
ГОСТ 4543-71 — Сталь конструкционная легированная
.
ГОСТ 5264-80: Ручные сварочные. Сварочные соединения. Основные типы, элементы конструкции и размеры
ГОСТ 535-88 — Пруток углеродистый обыкновенный и фасонные профили. Общие технические условия
ГОСТ 550-75 — Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности.Технические характеристики
ГОСТ 5520-79 — Сталь листовая углеродистая, низколегированная и легированная для котлов и сосудов высокого давления. Технические характеристики
ГОСТ 5632-2014 — Стали нержавеющие и сплавы коррозионно-стойкие, жаропрочные и жаропрочные. Оценки
Оценки
ГОСТ 5632-72 — Стали высоколегированные и сплавы нержавеющие, жаропрочные и термически обработанные. Оценки
ГОСТ 5949-75 — Маркированная нержавеющая, жаропрочная и жаропрочная сталь профиля
.
ГОСТ 6032-2003 — Стали и сплавы коррозионно-стойкие.Методы испытаний на стойкость к межкристаллитной коррозии
ГОСТ 6032-2017 — Сталь и коррозионно-стойкие сплавы. Методы испытаний на стойкость к межкристаллитной коррозии
ГОСТ 6996-66 — Соединения сварные. Методы определения механических свойств
ГОСТ 7350-77 — Сталь листовая коррозионно-стойкая, жаропрочная и жаропрочная
.
ГОСТ 7512-82 — Контроль неразрушающий. Сварные соединения. Рентгенологический метод
ГОСТ 8050-85 — Углекислый газ,
.
ГОСТ 8479-70 — Поковки конструкционные из углеродистой и легированной стали
.
ГОСТ 8713-79 — Сварка под флюсом.Сварные соединения. Элементы дизайна и размеры Maih
ГОСТ 8731-74 — Трубы стальные бесшовные горячедеформированные. Технические характеристики
Технические характеристики
ГОСТ 8733-74 — Трубы стальные бесшовные холодногнутые и термоформованные. Технические требования
ГОСТ 9087-81 — Флюсы плавленые сварочные
.
ГОСТ 9467-75 — Электроды с металлическим покрытием для ручной дуговой сварки конструкционных и жаропрочных сталей. Типы
ОСТ 108.030.113-87 — Поковки из углеродистой и легированной стали для оборудования и трубопроводов тепловых и атомных электростанций.Технические характеристики.
ОСТ 26-07-755-86 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования.
ПБ 03-273-99 — Правила проверки квалификации сварщиков и специалистов сварочного производства
ПБ 03-440-02 — Правила аттестации персонала неразрушающего контроля
ПБ 03-576-03 — Правила устройства и безопасной эксплуатации сосудов под давлением
ПБ 03-585-03 — Правила проектирования и безопасной эксплуатации технологических трубопроводов
ПБ 10-573-03: Серия 17. Документы по надзору в электроэнергетике. Выпуск 46. Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды.
Документы по надзору в электроэнергетике. Выпуск 46. Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды.
ПБ 10-574-03 — Нормы безопасности эксплуатации и проектирования паровых и водогрейных котлов
ПНАЭ Г-7-030-91: Единые методы контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов атомных электростанций. Ультразвуковой контроль. Часть II. Осмотр сварных швов
ППБ 01-03: Об утверждении норм пожарной безопасности в Российской Федерации
РД 03-444-02: Положение о порядке обучения и проверки квалификации работников организаций, осуществляющих деятельность по промышленной безопасности опасных производственных объектов под надзором Госгортехнадзора, Россия
РД 03-495-02 — Порядок проведения квалификационных испытаний сварщиков и специалистов сварочных работ
РД 03-606-03 — Инструкция по визуально-измерительному контролю
РД 03-613-03 — Порядок использования сварочных материалов при изготовлении, монтаже, ремонте и модернизации технических систем опасных производственных объектов
РД 03-614-03: Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции инженерных устройств для небезопасных производственных объектов.
РД 03-615-03: Порядок применения сварочных технологий при производстве, монтаже, ремонте и реконструкции инженерных устройств для небезопасных производственных объектов.
РД РТМ 26-07-246-80 — Правила проектирования, изготовления и контроля сварных соединений стальной трубопроводной арматуры.
СТ ЦКБА 005.1-2003 — Арматура трубопроводная. Металлы, используемые в арматурной промышленности. Часть 1. Основные требования к выбору материалов
СТ ЦКБА 013-2007 — Арматура трубопроводная. Приварка арматуры к трубопроводу.Технические требования
СТ ЦКБА 014-2004 — Арматура трубопроводная. Стальные отливки. Общие технические условия
СТ ЦКБА 016-2005 — Арматура трубопроводная. Термическая обработка деталей, заготовок и сварных узлов из высоколегированных сталей, коррозионно-стойких и жаропрочных сплавов
ТУ 26-02-19-75 — Отливки стальные для оборудования нефтеперерабатывающих, нефтехимических заводов
.
ГОСТ 9466-75 — Электроды металлические покрытые для ручной дуговой сварки сталей и наплавки. Классификация и общие характеристики
Классификация и общие характеристики
ГОСТ 977-88 — Отливки стальные.Общие технические условия
ПОТ Р М-005-97: Межотраслевые правила охраны труда при термической обработке металлов
ПОТ Р М-016-2001: Межотраслевые правила безопасности и гигиены труда (Правила техники безопасности) при эксплуатации электроустановок
POT R M-020-2001: Общеотраслевые требования безопасности и гигиены труда для электросварочных и газосварочных работ
ПОТ Р О-14000-001-98: Правила по охране труда на предприятиях и организациях машиностроения
Ссылка на документ:
ГОСТ 12.2.063-2015: Трубопроводная арматура. Общие требования безопасности
ГОСТ 13547-2015 — Арматура трубопроводная. Затворы поворотные дисковые. Общие технические условия
ГОСТ 33258-2015 — Арматура трубопроводная. Наплавка и контроль качества обработанных поверхностей. Технические требования
ГОСТ 33259-2015 — Фланцы для арматуры, фитингов и трубопроводов на давление до PN 250.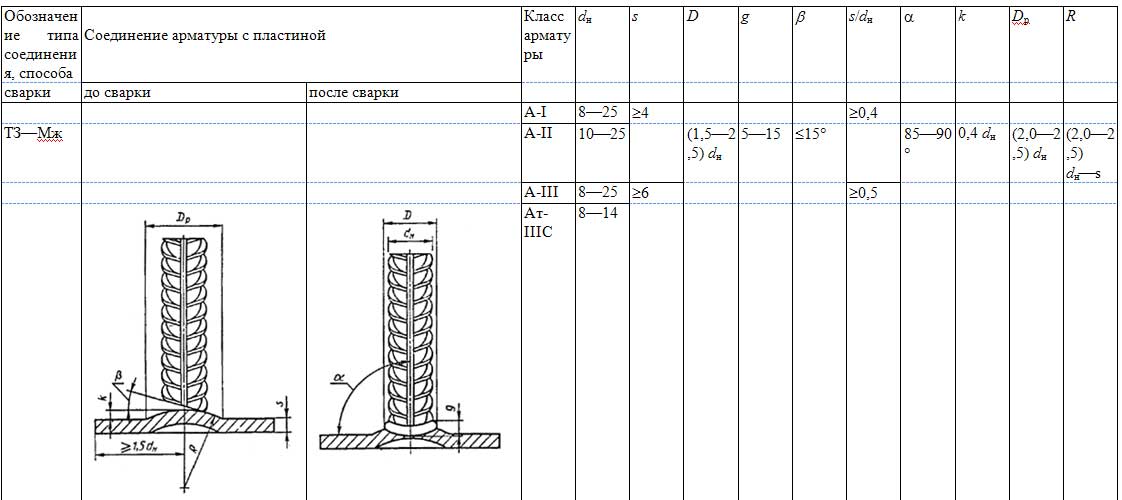 Конструкция, размеры и общие технические требования
Конструкция, размеры и общие технические требования
.
ГОСТ 33260-2015 — Арматура трубопроводная. Металлы, используемые в производстве трубопроводной арматуры.Основные требования к выбору материалов
ГОСТ 33423-2015 — Арматура трубопроводная. Поворотные и подъемные обратные клапаны. Общие технические условия
ГОСТ 33852-2016 — Арматура трубопроводная. Задвижки ножевые для магистральных трубопроводов. Общие технические условия
ГОСТ 33857-2016 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
ГОСТ 34029-2016 — Комплектующие трубопроводные. Проверить арматуру магистральных нефтепроводов и нефтепродуктопроводов. Общие технические условия
ГОСТ Р 54432-2011 — Фланцы для арматуры, фитингов и трубопроводов на давление от PN 1 до PN 200.Конструкция, размеры и общие технические требования
ГОСТ Р 55018-2012 — Арматура трубопроводная для объектов энергетики. Общие технические условия
ГОСТ Р 55509-2013 — Арматура трубопроводная. Металлы, используемые в производстве трубопроводной арматуры. Основные требования к выбору материалов
Металлы, используемые в производстве трубопроводной арматуры. Основные требования к выбору материалов
ГОСТ Р 55511-2013 — Арматура трубопроводная. Электроприводы. Общие технические условия
ГОСТ Р 56001-2014 — Арматура трубопроводная для объектов газовой промышленности. Общие технические условия
СТ ЦКБА 005.1-2003: Трубная арматура. Металлы, используемые в арматурной промышленности. Часть 1. Основные требования к выбору материалов
СТ ЦКБА 008-2014 — Арматура трубопроводная. Расчет и оценка надежности и безопасности на стадии проектирования
СТ ЦКБА 013-2007 — Арматура трубопроводная. Приварка арматуры к трубопроводу. Технические требования
СТ ЦКБА 014-2004 — Арматура трубопроводная. Стальные отливки. Общие технические условия
СТ ЦКБА 022-2005 — Арматура трубопроводная общепромышленная для атомных электростанций.Общие технические требования
СТ ЦКБА 052-2008 — Арматура трубопроводная. Требования к материалам арматуры для сероводородных сред
СТ ЦКБА 053-2008 — Арматура трубопроводная. Наплавка и контроль качества сварных поверхностей. Технические требования
Наплавка и контроль качества сварных поверхностей. Технические требования
СТ ЦКБА 054-2008 — Арматура трубопроводная. Строительные материалы для деталей трубопроводной арматуры, работающей в агрессивных средах. Технические требования
СТ ЦКБА 083-2010 — Арматура трубопроводная. Сильфон многослойный из сплава ВТ1-0.Общие технические условия
СТ ЦКБА 087-2010 — Арматура трубопроводная. Электроприводы. Общие технические условия
СТ ЦКБА 088-2010 — Арматура трубопроводная. Программа контроля качества арматуры сероводородных сред
СТ ЦКБА 089-2010 — Арматура трубопроводная. Дефекты сварки отливок. Технические требования
СТ ЦКБА 090-2013 — Арматура трубопроводная. Пневматические приводы и гидроприводы. Общие технические условия
СТ ЦКБА 098-2011 — Арматура трубопроводная.Ремонт наплавок. Технические требования
СТ ЦКБА 099-2011 — Арматура трубопроводная. Ремонт. Организация ремонта и генерального ремонта руководство
ТУ 3742-011-343
-2003 — Клапаны обратные Ду 100-1400 Ру 8,0 МПа; PN 12,5 МПа; PN 16, 0 МПа. Технические условия
Технические условия
СТ ЦКБА 083-2016 — Арматура трубопроводная. Сильфон многослойный из сплава ВТ1-0. Общие технические условия
Клиентов, которые просматривали этот товар, также просматривали:
|
 Общие технические условия
Общие технические условия Модификации для разных климатических регионов. Категории, условия эксплуатации, хранения и транспортировки по влиянию климатических факторов окружающей среды
Модификации для разных климатических регионов. Категории, условия эксплуатации, хранения и транспортировки по влиянию климатических факторов окружающей среды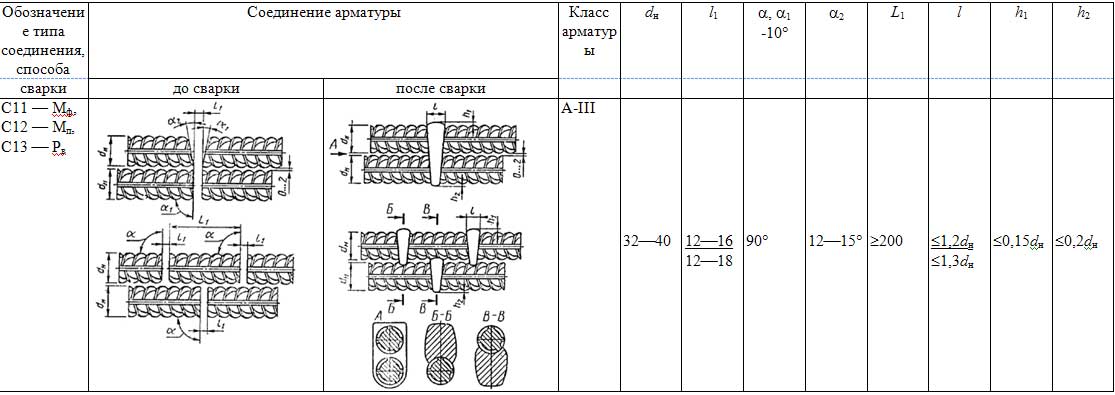 Методы контроля и тестирования
Методы контроля и тестирования ЗАКАЗАТЬ ПРОСТО!
RussianGost.com — ведущая компания в отрасли со строгими стандартами контроля качества, и наша приверженность точности, надежности и аккуратности — одна из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т.д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Для товаров, имеющихся в наличии, документ / веб-ссылка будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ проверку и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, у документа есть более новая версия на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Типы, материалы и стандарты фитингов для стыковой сварки труб
Что такое фитинги для стыковой сварки?
Фитинги для стыковой сварки труб — один из самых популярных типов соединения в трубопроводных системах. Трубные фитинги имеют соединительный конец для стыковой сварки (BW) , который называется фитингами для стыковой сварки . Трубные фитинги для стыковой сварки используются для соединения стальных труб или трубных фитингов, которые имеют одинаковый размер и график концов для стыковой сварки.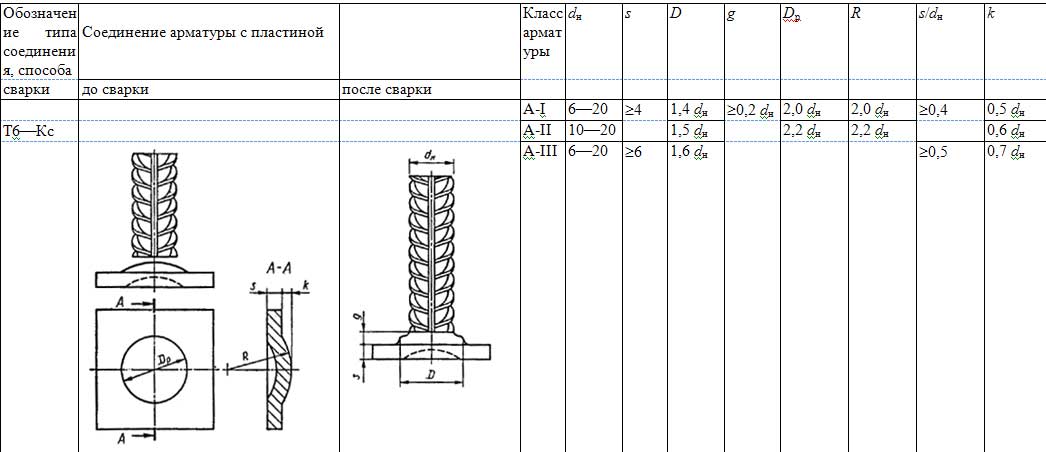 Он предназначен для изменения направления и диаметра трубы, разветвления или окончания системы труб. Концы фитингов для стыковой сварки обычно представляют собой гладкие или скошенные концы. Фитинги для стыковой сварки доступны в размерах от ½ до 72 дюймов.
Он предназначен для изменения направления и диаметра трубы, разветвления или окончания системы труб. Концы фитингов для стыковой сварки обычно представляют собой гладкие или скошенные концы. Фитинги для стыковой сварки доступны в размерах от ½ до 72 дюймов.
Фитинги для стыковой сварки углеродистой стали
Обычно фитинги для стыковой сварки включают:
Колено для стыковой сварки труб: Колено 45 градусов, колено 90 градусов, колено 180 градусов, колено с длинным радиусом (колено LR), колено с коротким радиусом (колено SR)
Тройники для стыковой сварки : тройник равный, тройник переходной, тройник боковой, тройник с решеткой, тройник разъемный
отводы для стыковой сварки индукционным нагревом : отводы 3D, 5D, 7D, 10D
Переходник для стыковой сварки труб : переходник концентрический, переходник эксцентрический
Заглушка для стыковой сварки, крестовина для стыковой сварки, заглушка для стыковой сварки, изоляционное соединение для стыковой сварки, седло для стыковой сварки и т. Д.
Д.
Материалы фитингов для стыковой сварки:
Материал фитингов для стыковой сварки труб может представлять собой углеродистую сталь , нержавеющую сталь или легированную сталь , а также другие сплавы, такие как сплав на основе никеля, титановый сплав.
Углеродистая сталь: ASTM A234 WPB, ASTM A234 WPC, ASTM A420 WPL6, MSS SP-75 WPHY42, WPHY52, WPHY60, WPHY65, WPHY70, S235, S355, ST37.2, SS400, ГОСТ CT20 и т. Д.
Нержавеющая сталь: ASTM A403, ASTM A312, WP304, WP304L, WP316, WP316L и т. Д.
Легированная сталь: ASTM A234 WP1, WP5, WP9, WP11, WP22, WP91, ASTM A860 WPL6 и т. Д.
Стандарты фитингов для стыковой сварки труб:
Наша Haihao Group может производить фитинги для стыковой сварки труб в соответствии со всеми этими стандартами, а именно:
Стандарт ANSI / ASME:
- ANSI / ASME B16.9 — Фитинги для стыковой сварки из кованой стали заводского изготовления, включая колена, тройники, переходники, размеры крышек.

- ANSI / ASME B16.28-Стыковой сварной шов; отводы с коротким радиусом и возврат

Стандарт DIN EN:
- DIN EN 10253-Фитинги для стыковой сварки, колена, возвратные колена, концентрические и эксцентрические переходники, равные и переходные тройники и заглушки
ГОСТ:
- ГОСТ 17375 — Фитинги стыковые приварные из углеродистой и низколегированной стали
- ГОСТ 17376 — Фитинги стыковые приварные из углеродистой и низколегированной стали
- ГОСТ 17378 — Фитинги стыковые приварные из углеродистой и низколегированной стали, переходник
- ГОСТ 17379 — Фитинги стыковые приварные из углеродистой и низколегированной стали
- ГОСТ 17380 — Фитинги для стыковой сварки углеродистых и низколегированных сталей Общие технические условия
- ГОСТ 30753-Фитинги для стыковой сварки углеродистых и низколегированных сталей отводы остроугольные типа 2Д (R = DN) Конструкция
.
.
.
Стандарт JIS:
- JIS B2311-Стальные фитинги для стыковой сварки труб для обычного использования.
- JIS B2312-Стальные фитинги для стыковой сварки
- JIS B2313-Стальные пластины для стыковой сварки труб
Стандарт KS:
- KS B1522-Стальные фитинги для стыковой сварки труб для обычного использования и топливного газа.
- KS B1541-Фитинги стальные для стыковой сварки.
- KS B1543-Фитинги для стыковой сварки листовой стали.
Стандарт MSS:
- MSS SP-43-Арматура для стыковой сварки нержавеющей стали.
- MSS SP-75-Технические условия для высокопрочных деформируемых фитингов для стыковой сварки.
Китайский стандарт:
- ГБ / т 12459
- ГБ / т 13401
- SH / T 3408
- HGJ528
- SY / T0510
Haihao Group имеет более чем 30-летний опыт производства фитингов для стыковой сварки , мы можем поставить подходящую продукцию по вашему запросу. Помимо этих стандартных продуктов, мы также можем поставить индивидуальные фитинги для стыковой сварки. Если вы хотите узнать больше о наших трубопроводах, напишите нам: sales@haihaogroup.com
Если вы хотите узнать больше о наших трубопроводах, напишите нам: sales@haihaogroup.com
Что такое фитинги для стыковой сварки?
Дата : 05, 2016 Категории : Новости рынка / Просмотры новостей : 4229 просмотров
Фитинг для стыковой сварки — это фитинг, имеющий соединительный конец для стыковой сварки.
Фитинги для стыковой сварки используются для соединения с трубами или фитингами того же размера и того же графика, что и концы стыковой сварки.Концы фитингов для стыковой сварки представляют собой гладкие концы или концы со скосом. Обычно фитинги для стыковой сварки включают колена, тройники, переходники, заглушки, лопасти, заглушки, крестовины, индукционные отводы.
(Применение и преимущества фитингов для стыковой сварки)
Фитинги под приварку
СТАНДАРТ
В стандарте ASME / ANSI технические требования к фитингам для стыковой сварки указаны в стандарте ASME / ANSI B16. 9, включая все типы трубных фитингов. В стандарте En это стандарт EN10253 для фитингов для стыковой сварки.В стандартах JIS, DIN, ГОСТ разные типы фитингов для стыковой сварки указаны под разными номерами, например JIS B2311, B2312, B2313 или ГОСТ 17373, ГОСТ 17375, ГОСТ 17376, ГОСТ 17378 и т. Д. фитинги для стыковой сварки: MSS SP-43, MSS SP-75, ASME B16.49.
9, включая все типы трубных фитингов. В стандарте En это стандарт EN10253 для фитингов для стыковой сварки.В стандартах JIS, DIN, ГОСТ разные типы фитингов для стыковой сварки указаны под разными номерами, например JIS B2311, B2312, B2313 или ГОСТ 17373, ГОСТ 17375, ГОСТ 17376, ГОСТ 17378 и т. Д. фитинги для стыковой сварки: MSS SP-43, MSS SP-75, ASME B16.49.
МАТЕРИАЛ
Фитинги для стыковой сварки могут быть бесшовными или сварными по корпусу. Бесшовные фитинги для стыковой сварки означают отсутствие сварного шва на корпусе фитинга при изготовлении, обычно они изготавливаются из бесшовных стальных труб.Сварной фитинг для стыковой сварки означает наличие сварного шва на корпусе фитинга при изготовлении, обычно он изготавливается из сварных труб или формованных стальных листов. Обычно фитинги для стыковой сварки труб с номинальным размером более 26 дюймов привариваются встык. Фитинги для сварки труб, а также фитинги для стыковой сварки меньшего размера — бесшовные.
Фитинги для стыковой сварки
Материалами фитингов для стыковой сварки труб могут быть углеродистая сталь, нержавеющая сталь или легированные стали, а также другие сплавы, такие как сплав на основе никеля, титановый сплав. В стандарте ASME / ANSI фитинг для стыковой сварки углеродистой стали представляет собой трубную арматуру A234 WPB или трубную арматуру ASTM A860 WPHY.
В стандарте ASME / ANSI фитинг для стыковой сварки углеродистой стали представляет собой трубную арматуру A234 WPB или трубную арматуру ASTM A860 WPHY.
фитинги для стыковой сварки на заводе в хэбэй-хайхао
Hebei Haihao Group имеет более чем 30-летний опыт производства всех типов фитингов для стыковой сварки труб, на нашем заводе по производству трубных фитингов есть профессиональные помещения и техническая команда для стыковой сварки колен, тройников, переходников и других фитингов. Продукция Haihao используется в различных промышленные трубопроводные системы и приложения.Если у вас есть какие-либо требования к фитингам для стыковой сварки труб, обращайтесь к нам.
Классификация трубопроводной арматуры: по назначению и присоединению
Дата : 21, 2019 Категории : Новости компании / Просмотры новостей : 1060 просмотров
Трубный фитинг — это общий термин для компонентов в системе трубопроводов, которые функционируют как соединение, управление, изменение направления, разделение, уплотнение и поддержка.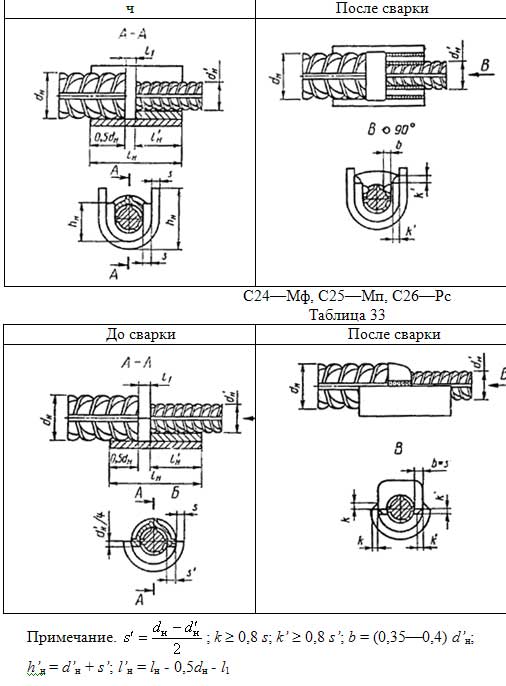 В зависимости от различных методов обработки он делится на четыре категории, а именно труба для стыковой сварки фитинг (сварной и несварной), фитинг для раструба , трубный фитинг с резьбой и фланцевый фитинг .Фитинги для труб содержат колено 45 ° / 90 ° / 180 °, концентрический / эксцентрический переходник, тройник / переходник / боковой / ребристый тройник, колено 3D / 5D / 7D, колпачок, муфту, ниппель, крестовину, заглушку, штуцер, выход, обжимной ниппель и др.
В зависимости от различных методов обработки он делится на четыре категории, а именно труба для стыковой сварки фитинг (сварной и несварной), фитинг для раструба , трубный фитинг с резьбой и фланцевый фитинг .Фитинги для труб содержат колено 45 ° / 90 ° / 180 °, концентрический / эксцентрический переходник, тройник / переходник / боковой / ребристый тройник, колено 3D / 5D / 7D, колпачок, муфту, ниппель, крестовину, заглушку, штуцер, выход, обжимной ниппель и др.
ASME B16.9 ASTM A403 WP304L Тройники равные
Существует множество типов трубопроводной арматуры, которые классифицируются в зависимости от их использования, соединения, материалов и методов обработки.
По назначению:
- Фитинги для стыков труб бывают: фланцы, штуцеры, муфты и др.
- Измените направление трубы фитинга: колено, колено.
- Фитинг, изменяющий диаметр трубы: эксцентриковый переходник, переходное колено, выпускная и арматурная труба
- Увеличение штуцера патрубка трубопровода: тройник, крестовина.
- штуцер для уплотнения трубопровода: прокладка, фланец глухой, заглушка, заглушка

По соединению:
- Фитинг сварной
- Фитинг с резьбой
- обжимной фитинг
- хомут
- штуцер раструб
- фитинг для труб
- фитинг трубы клея-расплава
- изогнутый двухтрубный фитинг
- резиновое кольцо соединено с фитингом
ASTM A403 WP304 Фитинги для труб
По материалу:
Углеродистая сталь
- : ASTM A105, A350 LF2, SS400, P235GH, P250GH, C22.8, Q235,20 #, 16Mn.
- : ASTM A182 F304, F304L, F316, F316L, F321, F347, F310, F44, F51 и т. Д.
- : ASTM A694 F42, F46, F52, F56, F60, F65, F70, A182 F5, F9, F91, F12, F11, F22 и т. Д.
Нержавеющая сталь
Легированная сталь
Haihao Group производит фитинги для стыковой сварки труб и кованые фитинги более 30 лет, мы производим фитинги в соответствии с различными стандартами, такими как ANSI / ASME B16.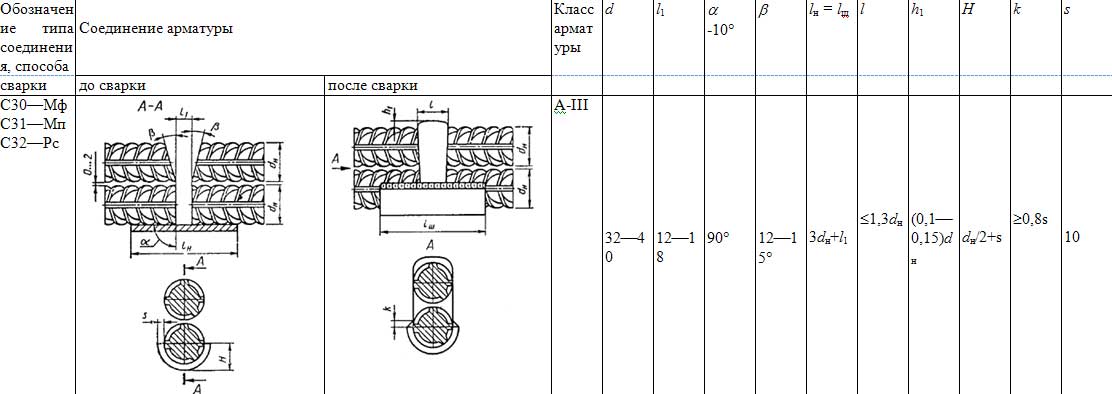 5, ANSI / ASME B16.9, ANSI / ASME B16.11, EN 10253 , EN 10241, MS SP-75, MSS SP-43, DIN 2605, DIN 2609, DIN 2615, DIN 2616, DIN 2617, ГОСТ 17375, ГОСТ 17376, ГОСТ 17378, ГОСТ 17379, ГОСТ 17380, ГОСТ 30753, JIS B2311, JIS B2312, JIS B2313, ISO 3419, ISO 5251 и т. Д.Если вы хотите узнать больше о наших продуктах, напишите нам: sales@haihaogroup.com
5, ANSI / ASME B16.9, ANSI / ASME B16.11, EN 10253 , EN 10241, MS SP-75, MSS SP-43, DIN 2605, DIN 2609, DIN 2615, DIN 2616, DIN 2617, ГОСТ 17375, ГОСТ 17376, ГОСТ 17378, ГОСТ 17379, ГОСТ 17380, ГОСТ 30753, JIS B2311, JIS B2312, JIS B2313, ISO 3419, ISO 5251 и т. Д.Если вы хотите узнать больше о наших продуктах, напишите нам: sales@haihaogroup.com
Фланцы для соединений трубопроводов — FERROBEND
Трубные фланцы — это неотъемлемая часть трубопровода, используемая для соединения двух последовательных труб или, скорее, блока для завершения трубопровода.
Фланец трубы может быть кольцевым, с буртиком или круглым пустым диском, приваренным или привинченным к трубе.
Фланцы используются попарно, соединяются болтовым соединением и обеспечивают прочность трубопровода.Фланцевое соединение является вторым по распространенности методом соединения после сварки и универсальным с точки зрения обслуживания.
Ferrobend производит полный ассортимент фланцев от ½ до 100 дюймов номинальных размеров для трубопроводных соединений,
в основном из легированной стали, углеродистой стали, нержавеющей стали, титановых и никелевых сплавов. Мы производим кованые фланцы и
Мы производим кованые фланцы и
плоские фланцы по стандартам ANSI, ASME, API, AWWA, SAE, BS, JIS, BIS, SABS, EN, DIN и ГОСТ.
Фитинги ANSI
ANSI B16.5 фланцев
Этот стандарт охватывает размеры и допуски для трубных фланцев от ½ «до 24» NPS с классом давления от 150 до 2500 фунтов для различных типов фланцев, таких как вставные, приварные, резьбовые или резьбовые, сварные внахлест, соединения внахлест и длинные сварные шейки фланцы.
Обзор
ASME B16.36 Фланцы
Этот стандарт охватывает размеры и допуски для трубных фланцев, аналогично ANSI B16.5 и имеющих соединения с диафрагмой для измерения перепада давления.
Обзор
ASME B16.47 серия A фланцы
Этот стандарт охватывает размеры и допуски для фланцев труб большого диаметра от 26 до 60 дюймов NPS в классах 150, 300, 400, 600 и 900 фунтов.
Обзор
ASME B16.47 Фланцы серии B
Этот стандарт охватывает размеры и допуски для фланцев труб большого диаметра от 26 до 60 дюймов NPS в классах 75, 150, 300, 400, 600 и 900 фунтов.
Обзор
Фланцы API
API 6A Фланцы
Этот стандарт распространяется на фланцы высокого давления, обычно используемые при бурении с поверхности и добыче.API 6A охватывает фланцы типов 6B и 6BX с номинальным давлением от 2000 до 20000 фунтов на квадратный дюйм.
Обзор
API 17D Фланцы
Этот стандарт распространяется на фланцы SS и SV, используемые для подводных применений.
Обзор
API 605 Фланцы
Этот стандарт эквивалентен ANSI-ASME B16.47 серии B, охватывающий фланцы большого диаметра от 26 до 60 NPS в классах 75, 150, 300, 400, 600 и 900 фунтов.
Обзор
AWWA Фланцы
AWWA C207 Фланцы
Этот стандарт распространяется на кольцевые, ступичные и глухие фланцы от 4 до 50 дюймов NPS, обычно используемые для соединений водопроводных труб.Покрывает фланцы столов типов B, D, E и F.
Обзор
Фланцы SAE
SAE J518 Фланцы
Этот стандарт охватывает полные спецификации размеров для фланцевых головок и половинок зажима с разъемным фланцем, применимых к трубным, трубным и шланговым соединениям с разъемным фланцем на 4 болта. Спецификация SAE J518 далее подразделяется на фланцы с кодами 61 и 62.
Спецификация SAE J518 далее подразделяется на фланцы с кодами 61 и 62.
Обзор
BS Фланцы
BS 10 Фланцы
Этот стандарт охватывает размеры для гладких фланцев, фланцев с выступом, цельнолитых или кованых и сварных фланцев с горловиной от ½ до 24 дюймов, указанные в Таблице D, E, F и H спецификации BS 10.
Обзор
BS 1560 Фланцы
Этот стандарт распространяется на круглые фланцы для труб, клапанов и фитингов размером от ½ до 24 дюймов NPS. Размеры фланца, указанные в спецификации BS 1560, аналогичны ANSI B16.5, класс 150 и 300 фунтов.
Обзор
BS 3293 Фланцы
Lorem Ipsum — это просто фиктивный текст для полиграфической и наборной индустрии. Lorem Ipsum был стандартным фиктивным текстом в отрасли с 1500-х годов.
Обзор
BS 4504 Фланцы
Этот стандарт распространяется на фланцы с круглой пластиной, приварной шейкой, глухие и резьбовые фланцы для труб, клапанов и фитингов размером от DN10 до DN2000 в PN2. 5, PN6, PN10, PN16, PN25, PN40 номинальное давление.
5, PN6, PN10, PN16, PN25, PN40 номинальное давление.
Обзор
Фланцы JIS
JIS B2220 Фланцы
Этот стандарт охватывает размеры надвижных и глухих фланцев от DN 400 до DN 1000 с номинальным давлением 5K, 10K, 16K и 20K.
Обзор
Фланцы BIS
IS 6392 Фланцы
Этот стандарт охватывает размеры для литых, кованых и плоских фланцев или фланцев для плоских стальных труб, используемых в промышленности для нефтяной, водяной, паровой, воздушной, газовой и химической промышленности.IS 6392 охватывает составные части, приварную шейку, пластину, резьбовую втулку, вставную втулку, свободные фланцы и глухие / глухие фланцы.
Обзор
Фланцы SANS
SANS / SABS 1123 Фланцы
Это национальный стандарт Южной Африки для фланцев, используемых с трубами, клапанами и фитингами. SABS 1123 охватывает размеры и допуски для приварной шейки, вставной, резьбовой / резьбовой, вставной втулки и глухих фланцев с номинальным давлением 600 кПа, 1000 кПа, 1600 кПа, 2500 кПа и 4000 кПа.
Обзор
EN Фланцы
EN 1092-1 Фланцы
Этот стандарт охватывает размеры, допуски и другие требования к круглым стальным фланцам для труб, клапанов и фитингов с обозначением PN от PN 2,5 до PN 400 и номинальными размерами от DN10 до DN4000.
Обзор
Фланцы DIN
Фланцы DIN
DIN разработал множество стандартов спецификаций для фланцев, охватывающих большое количество стальных фланцев, используемых с трубами, фитингами и клапанами.Щелкните ссылку, чтобы узнать больше стандартов для различных типов фланцев, включая приварную шейку, накидную, резьбовую, длинную приварную шейку, фланец со съемной пластиной, фланец со скользящей ступицей и глухие фланцы.
Обзор
ГОСТ Фланцы
ГОСТ 12820 Фланцы
Настоящий российский стандарт охватывает размеры и допуски для стальных плоских / надставных фланцев, используемых с трубами, фитингами и клапанами с номинальным давлением от 0,1 до 2,5 МПа.
Обзор
ГОСТ 12821 Фланцы
Этот российский стандарт охватывает размеры и допуски для фланцев со стальной приварной шейкой, используемых с трубами, фитингами и клапанами начиная с 0.Номинальное давление от 1 до 2,5 МПа.
Обзор
(PDF) Прочность сварных конструкций при низких климатических температурах
4 Заключение
а) Анализ инженерных методов выбора стали для сварных металлоконструкций, эксплуатируемых при низких климатических температурах
, и результаты испытаний сварных образцов показали, что эти методы обеспечивают защиту
высококачественных сборных конструкций от возникновения хрупкого разрушения.Однако эти методы не позволяют
обосновать допустимый размер дефекта в сварных соединениях.
б) Испытания сварных образцов из полномасштабного проката с трещиноподобным концентратором
позволяют определить максимальный размер сварочного дефекта, который не начинает развиваться при воздействии эксплуатационных нагрузок
. Использование экспериментальных данных учитывает изменение свойств стали в зоне термического влияния
Использование экспериментальных данных учитывает изменение свойств стали в зоне термического влияния
шва и влияние остаточных сварочных напряжений.
в) На примере крана, рассчитанного на работу при минус 55 ° С, показано, что сталь 09Г2С-15 обеспечивает работоспособность своей металлической конструкции
при условии, что она не содержит дефектов, повреждений или усталостных трещин более
размером более 14 мм.
Список литературы
1. Соколов С., Грачев А., Межд. Rev. Mech. Eng., 12 (5), 448-453 (2018)
2. G. Shi, Y. Chen, Adv. Struct. Eng., 21, 1376-1387, (2018)
3. Хрупкое разрушение.Elasticity.Toughness and Liberty Ship, Metallurgical Associates, Inc., доступно по адресу:
http://metassoc.com/?s=spring+2011
4. М.Р. Гарифуллин, А.В. Барабаш, Е.А. Наумова, О.В. Жувак, Т. Йокинен, М. Хейнисуо, Mag. Civ. Англ.
63, 53–76 (2016)
5. И.Н. Придько, В. Мущанов, Х. Бартоло, Н. Ватин, И. Рудниева, Маг.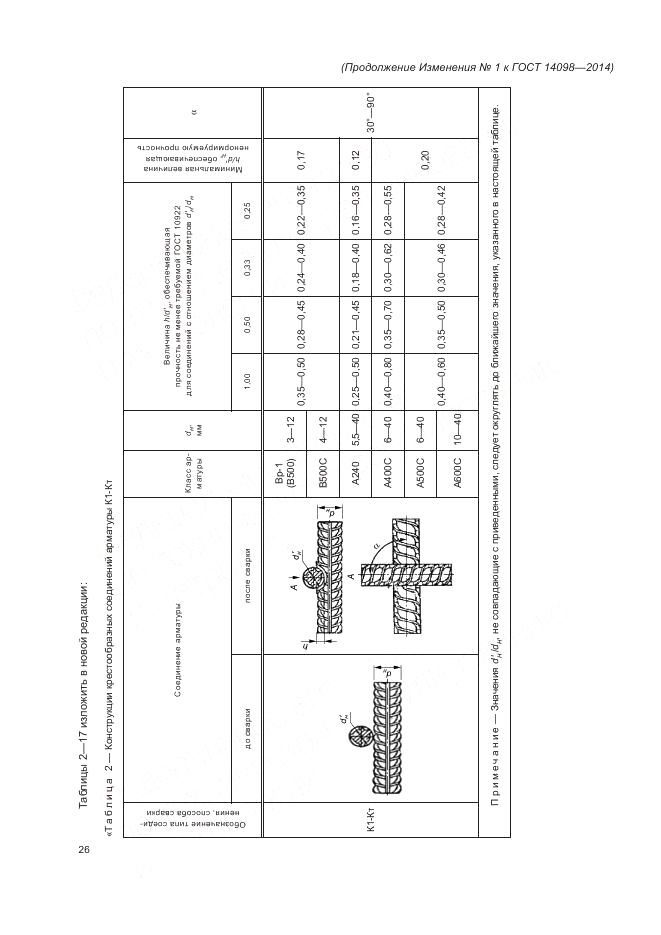 Civ. Англ. 65, 27–41 (2016)
Civ. Англ. 65, 27–41 (2016)
6. Дэн Д., Матер. Des., 30 (2), 359-366 (2009)
7. Х. Дай, Дж. Фрэнсис, Х.Стоун, Х. Стоун, Х. Бхадешиа, П. Уизерс. Металл. Mater. Trans., 39A, 3070-3078
(2008)
8. Барсом М., Рольф С. Контроль разрушения и усталости конструкций. Применение механики разрушения (PTR
Prentice Hall, США, 1987)
9. Атлури С., Вычислительные методы в механике разрушения, том 2, (Elsevier Science Publishers BV,
Амстердам, 1986)
10. X Чжу, Дж. Джойс, англ. Фракция. Мех., 85, 1-46, (2012)
11.S. Dugdale, J. Mech. Phys. Solids, 8 (2), 105-108 (1960)
12. Т. Вадхольм, Исследование низкотемпературной вязкости и зарождения трещин в сварных конструкционных сталях,
Магистерская диссертация (NTNU, Trondheim, 2014)
13. S Седмак, А. Седмак, И. Камагич, Frattura integr. strutt., 12, 371-382 (2018)
14. Р. Гоял, С. Богданов, Eng. Провал. Anal., 93, 340-355 (2018)
15. S. Xu, H. Reinhardt, Int. J. Fract., 98 (2), 151-177 (1999)
Reinhardt, Int. J. Fract., 98 (2), 151-177 (1999)
16.С. Мариани, У. Перего, Int. J. Numer. Meth. Eng., 58, 103-126 (2003)
17. Р. Герцберг, Механика деформации и разрушения конструкционных материалов (Wiley, New-York, 1989)
18. J. Rice, J. Appl. Меч, 55 (1), 98-103 (1988)
19. ГОСТ 32578-2013. Краны подъемные. Стальные конструкции. Металлические конструкции. Требования к материалам.
(Стандартинформ, Москва, 2015)
20. ISO 20332: 2008 (2008) Краны — Подтверждение компетентности стальных конструкций (Международная организация по стандартизации
, Женева, Швейцария)
21.H. Murakami, Справочник факторов интенсивности стресса (Pergamon press, Oxford, 1987)
22. E. Wessel, Eng. Фракция. Мех., 1, 77-82 (1968)
23. С. Соколов. Engin. Res., 38 (3), 151–156 (2018)
MATEC Web of Conferences 245, 08001 (2018) https://doi.org/10.1051/matecconf/201824508001
EECE-2018
5
Нержавеющая сталь Стальные фитинги для стыковой сварки | Фитинги из нержавеющей стали ASME B16.
 9
9
Фитинги для стыковой сварки из нержавеющей стали
Фитинги из нержавеющей стали для стыковой сварки — это деталь, используемая в системе трубопроводов для изменения направления, разветвления или изменения диаметра трубы, и которая механически присоединяется к системе.Фитинги под сварку встык — это трубные фитинги, соединяемые встык, просты в установке и обслуживании. Существует много различных типов фитингов BW, которые по размерам и спецификациям совпадают с трубами.
Фитинги под сварку встык (фитинги BW), размеры, допуски на размеры и так далее определены в стандартах ASME B16.9. Легкие, устойчивые к коррозии фитинги изготавливаются по MSS SP43. Мы также поставляем фитинги из нержавеющей стали под сварку встык по ISO05251, EN10253-3, EN10253-4, ГОСТ 17380/17378/17375/17376/17379, JIS и др.
Доступный материал для фитингов под сварку встык:
- Нержавеющая сталь: A403 304 / L, 304H 310S, 310H 316 / L, 316Ti, 316H 317 / L 321 / H 347 / H S31803 S32750 904L 254SMO (S31254)
- Дуплекс и супердуплекс: A815 UNS S31803, S32205, UNS S32750, S32760
- Сплав на никелевой основе: сплав 200, монель 400, K500, инконель 600, 625, инколой 800, 800H, 800HT, 825, сплав 20, сплав 28, хастеллой C22, C276 и т. Д.
- Медно-никелевый сплав: Cu70Ni30 (C71500, B30), Cu90Ni10 (C70600, B10)
- Титановый сплав: Gr.1, группа 2, группа 11 и т. Д.
- Углеродистая сталь: A234 WPB, WPC
- Низкотемпературная сталь: A420 WPL3, WPL6
- : A234 WP5, WP9, WP11, WP12, WP22, WP91, WP911, WPR
- Сталь с высоким пределом текучести: ASTM A860 WPHY42, 46, 50, 52, 56, 60, 65, 70
 Д.
Д.Легированная сталь
Стандартный:
- ASME / ANSI B16.9,
- ASME / ANSI B16.28,
- MSS-SP-43,
- MSS-SP-75,
- BS 1640,
- DIN / EN10253,
- JIS B2311 / 2312/2313,
- ISO 3419,
- ISO 5251,
- ГОСТ и др.
Вместимость
:
- Размер: от 1/8 до 104 дюймов, СЧ5С ~ СЧ260
- Присоединительный конец: под приварку.
| Продукт | Размер * | Толщина стенки ** | Бесшовные | Сварной | |||||||||||||||||||||
| Колено | 1/2 «-24» | СЧ20С ~ XXS | √ | √ | |||||||||||||||||||||
| 8 «-104» | SCH5S ~ 80S / XS | √ | |||||||||||||||||||||||
| Тройник | 1/2 «-24» | СЧ20С ~ XXS | √ | √ | |||||||||||||||||||||
| 8 «-104» | SCH5S ~ 80S / XS | √ | |||||||||||||||||||||||
| Редуктор | 1/2 «-24» | СЧ20С ~ XXS | √ | √ | |||||||||||||||||||||
| 8 «-104» | SCH5S ~ 80S / XS | √ | |||||||||||||||||||||||
| Заглушка | 1/2 «-80» | СЧ20С ~ СЧ260 | √ | ||||||||||||||||||||||
| Заглушка внахлест | 1/2 «-24» | SCH5S ~ 80S / XS | √ | √ | |||||||||||||||||||||
| 8–80 дюймов | SCH5S ~ 80S / XS | √ | |||||||||||||||||||||||
Примечание:
* Диапазон размеров недоступен для некоторых специальных марок, таких как С276-16 «* СЧ260. Пожалуйста, сделайте специальный запрос по этим материалам.
Пожалуйста, сделайте специальный запрос по этим материалам.
** Диапазон толщины стенок недоступен для дуплексных материалов и некоторых специальных марок, просьба обращаться по специальному запросу.
Прочность наших фитингов для стыковой сварки из нержавеющей стали:
- Материал для стыковых фитингов из нержавеющей стали от известных заводов гарантирует химический состав и механические свойства. Сертификат на материалы будет предоставлен после заказа.
- Возможна термообработка с отжигом на твердый раствор для труб и фитингов.Термическая обработка будет снимать напряжение, вызванное холодной штамповкой изделия, для улучшения коррозионных характеристик.
- Быстрая доставка — это возможность своевременно удовлетворить ваши потребности.
- Низкие затраты на массовое производство уменьшат ваш бюджет и улучшат ваш бизнес.
- Доступно небольшое количество.
- Изготовление на заказ по дизайну клиента, образец.
- Сертификат на материал — прослеживаемость.

Качество и проверка:
- Тест PMI для проверки материала класса
- Контроль размеров во время изготовления и обработки
- Визуальный и поверхностный 100% осмотр перед отгрузкой
- Конец защищен для транспортировки
- Упаковывается сначала в картонную коробку, затем в деревянный ящик
Поверхность:
Наружную и внутреннюю поверхность можно обработать в соответствии с конкретными требованиями для нержавеющей стали, дуплексной нержавеющей стали и сплава на никелевой основе.
- Маринованные, светлые, полированные и т. Д.
- Доступны как снаружи, так и внутри.
Заявка:
- Судостроение,
- Нефтехимия,
- Металлургический завод,
- НПЗ,
- Химическая промышленность,
- Удобрения,
- Обороны,
- Электростанция,
- ССЗ,
- Нефть и газ,
- Offshore,
- Железная дорога,
- СПГ,
- и т. Д.
 Д.
Д.Допуск углового отклонения фитингов под сварку встык ASME B16.9
| Номинальный размер | DN | 15-100 | 125-200 | 250-300 | 350-400 | 450-600 | 650-750 | 800-1050 | 1100-1200 | 1300-1500 | |||||||||||||||
| NPS | 1/2 — 4 | 5-8 | 10-12 | 14-16 | 18-24 | 26-30 | 32-42 | 44-48 | 52-60 | ||||||||||||||||
| Угловой коэффициент Допуск | Угол отклонения | Q | 1 | 2 | 3 | 3 | 4 | 5 | 5 | 5 | 6. 4 4 | ||||||||||||||
| Off Обычная | P | 2 | 4 | 5 | 6 | 10 | 10 | 13 | 19 | 20 | |||||||||||||||
* Для получения дополнительной информации о фитингах для стыковой сварки , пожалуйста, свяжитесь с нами.
Каталог фитингов для стыковой сварки
.