
Вакуумная камера зачем нужна: Вакуумные камеры в металлургии — Волга Ньюс
Вакуумные камеры в металлургии — Волга Ньюс
Применение вакуумных камер для дегазации, обезуглероживания и иных технологических операций существенно расширяет возможности сталеплавильных агрегатов в плане производства продукции с заданными свойствами. В частности, они позволяют полностью отказаться от дорогостоящего отжига стального листа. Что касается минимального содержания углерода, то вакуумная камера Pfeiffer Vacuum способна обеспечить три тысячных процента.
Процесс вакуумной дегазации, направленный на удаление растворенных газов из расплавленного металла, не только удаляет нежелательные примеси, но и значительно улучшает свойства конечного продукта. В настоящее время он широко применяется в автомобилестроении, поскольку при такой обработке стальные листы достигают повышенного предела текучести.
Вакуумная внепечная обработка
В понятие «вакуумная внепечная обработка» входит обработка металла в ковше, в струе и в специальном резервуаре. В первом случае сварную камеру цилиндрической формы с крышкой на электрической лебедке опускают непосредственно в ковш. В центре крышки располагается дозатор, через который добавляются различные легирующие добавки и раскислители. Их равномерное распределение обеспечивается электромагнитным перемешиванием содержимого ковша.
В первом случае сварную камеру цилиндрической формы с крышкой на электрической лебедке опускают непосредственно в ковш. В центре крышки располагается дозатор, через который добавляются различные легирующие добавки и раскислители. Их равномерное распределение обеспечивается электромагнитным перемешиванием содержимого ковша.
Вакуумную обработку в струе используют для удаления водорода из слитков. Распространенность данного процесса объясняется его относительной технической простотой и незначительными временными рамками. Обычно установки данного типа состоят непосредственно из вакуумной камеры, ковша с металлом, вакуумного насоса и ограничителя разбрызгивания струи. Самые крупные слитки, которые когда-нибудь отливали в вакууме, были массой 400 тонн и предназначались для валов атомных электростанций.
Циркуляционный и порционный методы отличаются от двух предыдущих тем, что в вакууме обрабатывается только часть стали, попадающей из обычного ковша в камеру через специальный патрубок, который опущен в расплавленный металл. Принципиальным различием между этими методами является только способ перемещения стали в вакуумную камеру и обратно в ковш.
Принципиальным различием между этими методами является только способ перемещения стали в вакуумную камеру и обратно в ковш.
Статья о вакуумных насосах Leybold для создания сверхвысокого вакуума в экспериментальной установке
Безмаслянная (сухая) систем откачки — нужна ли она?.
Под термином сверхвысокий вакуум (UHV) будем понимать состояние газа с давлением ниже 10-5 Па (10-7 мбар). Такой уровень давления может быть создан с помощью различных комбинаций форвакуумных и высоковакуумных насосов. Для многих применений широко используются роторно-пластинчатые маслозаполненные вакуумные насосы и диффузионные насосы (Рис. 1). Обратный поток масла из диффузионных насосов вызывает загрязнение внутри вакуумной камеры, что для многих применений является ключевым недостатком. Поэтому, либо от масляной системы отказываются в пользу безмасляной (сухой), либо устанавливают низкотемпературную ловушку паров углеводородов вместе сприменением синтетической рабочей жидкости.
В настоящее время для создания вакуума без присутствия углеводородов (Примечание: молекулы углеводода наблюдаются точными методом — мониторинг остаточного спектра с помощью квадрупольного масс спектрометра, поэтому абсолютный 0 по массам с углеводородами мы не увидим. Будем считать среду без углеводородов, если спектр по ним меньше спектра по водороду). используется комбинация безмасляного форвакуумного насоса с турбомолекулярным насосом. При использовании маслозаполненых средств откачки в случае аварийной ситуации пары масла из роторно- пластинчатого насоса пойдут в область более низкого давления. Из-за сложности организации вакуумной системы с исключением попадания паров масла в откачиваемый объем стараются используются форвакуумные насосы с безмасляным сжатием: спиральные вакуумные насосы SCROLLVAC , насосы типа многоступенчатых Рутс ECODRY , мембранные насосы DIVAC, небольшие винтовые вакуумные насосы VARODRY
В результате применения форвакуумного насоса с сухой откачкой и турбомолекулярного насоса можно получить вакуум, не содержащий углеводородов. В спектре остаточных газов углеводороды будут, но для большинства процессов это будет незначительное содержание.
В спектре остаточных газов углеводороды будут, но для большинства процессов это будет незначительное содержание.
Проведем анализ спектра остаточного газа в условиях сверхвысокого вакуума. Анализ остаточного газа при общем давлении показан на Рис. 2. Диапазон масс этого спектра ограничен значениями 0 — 50 а.е.м. (атомная единица массы), который был получен с помощью квадрупольного масс-спектрометра (QMA) с системой стержней диаметром 6 мм (L = 100 мм).
Анализируя спектры и связывая ионные токи с массой, перенесем все значения в таблицу. Самый большой пик был найден для водорода (2 а.е.м). Другие молекулы, такие как вода (16, 17 и 18 а.е.м), азот (28 а.е.м) и СО2 (44 а.е.м ) имеют гораздо меньшие концентрации, более чем на один порядок меньше, чем у Н2. Доля тока ионов водорода по сравнению с суммой всех пиков составляет почти 90%. Поэтому для дальнейшего рассмотрения целесообразно сосредоточить внимание на основном газе в условиях UHV — водороде.
Спектр UHV, снятый масс-спектрометром с помощью квадрупольного масс спектрометра
UHV вакуумная система представляет собой несколько стандартных элементов DN 100CF собранных между собой. Получается вакуумная камера которая установлена непосредственно на ТМН, масс спектрометр установлен сбоку, на внешней поверхности находится нагревательна лента, для снижения тепловых потоков излучения вся система обернута фольгой.
Получается вакуумная камера которая установлена непосредственно на ТМН, масс спектрометр установлен сбоку, на внешней поверхности находится нагревательна лента, для снижения тепловых потоков излучения вся система обернута фольгой.
Вакуум в камере создается форвакуумным насосом и турбомолекулярным насосом. Для контроля общего давления датчики размещаются между турбомолекулярным насосом и форвакуумным насосом, а также в камере.
Для определения предельного остаточного давления в камере необходимо учесть газовые нагрузки из-за внешних натеканий через негерметичности, десорбция со стенок камеры — в основном водяного пара. Первый член: газовая нагрузка делится на скорость откачки турбомолекулярного насоса. Остальными членами уравнения являются парциальные давления различных газов деленые на соответствующие степени сжатия турбомолекулярного насоса.
Общее давление может быть рассчитано, как: PUHV=(Qгв+Qнат)/SТМН+ Pфн h3/Kh3
, где Qгв-поток газовыделений с поверхности камеры и уплотнений за счет десорбции
Qнат — газовая нагрузка за счет натеканий через негерметичности
SТМН — эффективная быстрота действия ТМН
Ki— степень сжатия вакуумной системы по i-му газу
Pфн i — давление вакуумного насоса предварительной откачки по i-му газу
Из анализа состава остаточного газа в уравнении достаточно учесть только водород Н2, по остальным газам влияние будет на более чем порядок меньше. Газовая нагрузка, вызванная десорбцией и натеканиями являются свойствами вакуумной камеры. После проверки на герметичность всей системы методом повышения давления суммарное натекание составило 5·10-8Па·м3/c.
Газовая нагрузка, вызванная десорбцией и натеканиями являются свойствами вакуумной камеры. После проверки на герметичность всей системы методом повышения давления суммарное натекание составило 5·10-8Па·м3/c.
Чтобы оценить уровень дегазации с внутренних поверхностей (десорбциия), необходимо учитывать различные факторы:
- Процессы проводимые в камере
- Материал камеры, уплотнений
- Обработка поверхности — десорбция зависит от степени обработки поверхности
Рассмотрим устройство создания высокого вакуума — высоковакуумный турбомолекулярный насос.При условии, что:
- парциальное давление водорода при атмосферном давлении составляет 5·10-1Па;
- степень сжатия водорода для насоса предварительной откачки kфн=104
- степень сжатия водорода для турбомолекулярного вакуумного насоса kвн=105
Предельное остаточное давление с точки зрения парциального давления водорода может быть определено как: PUHVi=Pатмi/(KФН*KТМН), где PUHVi – парциальное давление по i-му газу, Pатмi – парциальное давление при атмосферном давлении по i-му газу, KФН – степень сжатия насоса предварительного сжатия, без газовой нагрузки, KТМН — степень сжатия ТМН без газовой нагрузки.
PUHV h3=5·10-2Па/(5·104·5·105) = 2·10-12Па
Можем сделать вывод, что вклад парциального давления водорода в общее давление незначителен. Будем учитывать только вклад быстроты действия высоковакуумного насоса. Все остальные компоненты уравнения предельного остаточного давления опустим.
Вакуумная система
Для создания сверхвысокого вакуума UHV подходят многоступенчатые насосы, а также комбинации нескольких насосов. Из-за высокой степени сжатия распространенным используемым форвакуумным насосом является маслозаполненный роторно-пластинчатый насос, так как в данных насосах не получится уйти от негативного влияния обратного потока паров маслатребность — будем использовать безмасляный вакуумный насос: ТМН на гибридном подшипнике (самосмазывающийся опорный предохранительный подшипник) в комбинации со сухим спиральным насосом SCROLLVAC SC15plus. Анализ остаточных газов показывает, что комбинация безмасляных насосов позволяет получать предельное парциальное давление по водороду ниже чем масляная система.
Описание экспериментальной установки
Основным компонентом является герметичная вакуумная камера из нержавеющей стали с одним фланцем CF DN 100 и четырьмя фланцами CF DN 40. На камеру установлен масс-спектрометр, а также датчик общего давления. При этом можно будет сравнить общее давление, измеренное с помощью датчика с горячим катодом, с парциальным давлением, измеренным с помощью квадрупольного масс-спектрометра.
Список используемых компонентов:
- Турбомолекулярный насос ТМН быстротой действия 350л/с Turbovac 350i DN 100CF
- Форвакуумный насос: спиральный насос SCROLLVAC SC15plus
- Датчик сверхвысокого давления: вакуумметр с горячим катодом (Баярда-Алперта) ITR90
- Вауумметр для форвакуума: комбинированный датчик Пирани/пьезо TTR101
- Анализатор остаточных газов: квадрупольный масс-спектрометр LEYSPEC 200S
- Вакуумная камера с CF уплотнениями. Общий объем системы 10л
Описание процесса откачки
Установка включает в себя стандартную камеру из нержавеющей стали, тип уплотнений — CF. Турбомолекулярный насос устанавливается на фланце DN 100CF, вакуумметр UHV и анализатор остаточного газа, установленные на вакуумную камеру. Нагрев осуществляется с помощью нагревательного бандажа с контролем температуры. Греющий бандаж закрыт алюминиевой фольгой.
Турбомолекулярный насос устанавливается на фланце DN 100CF, вакуумметр UHV и анализатор остаточного газа, установленные на вакуумную камеру. Нагрев осуществляется с помощью нагревательного бандажа с контролем температуры. Греющий бандаж закрыт алюминиевой фольгой.
Время прогрева: t = 48ч
Температура нагрева: Т = 120С
Вакуумметры работают в течение всего процесса нагрева и охлаждения. Анализатор остаточного газа установлен горизонтально и также может работать во время нагрева.
Обсуждение результатов
Перед прогревом камеры проводится анализ остаточного газа. При общем давлении P=5·10-6Па на диаграмме четко видны молекулы воды в 16, 17 и 18 а.е.м. Помимо воды, анализ показывает еще некоторые компоненты воздуха, такие как азот N2 (28 а.е.м.) и кислород O2 (32 а.е.м.). Спектр также показывает некоторое количество углекислого газа СО2 (44 а.е.м.), а также отсутствие углеводородов в диапазоне масс от 50 до 100 а. е.м. Очень низкие ионные токи считаются незначительными загрязнениями, которые должны исчезнуть при прогреве. Для понимания: самый высокий пик — это пик водорода.
е.м. Очень низкие ионные токи считаются незначительными загрязнениями, которые должны исчезнуть при прогреве. Для понимания: самый высокий пик — это пик водорода.
После прогрева в течение 48 часов и охлаждения в течение еще 72 часов было достигнуто минимальное общее давление. Форвакуумное давление было достигнуто 1 Па, а общее давление сверхвысокого вакуума составило 9·10-9 Па. Был проведен анализ остаточного газа, после прогрева. В Таблице №2 перечислены ионные токи основных пиков. Очевидно, что наибольшим вкладом является пик водорода.
Сравнивая ситуации до и после нагрева, можно сделать следующие наблюдения:
- Общее давление и, следовательно, сумма ионных токов были значительно уменьшены
- Пики воздуха, воды и других видов загрязнений в спектре на 2 порядка меньше пика по водороду.
- Пик водорода был уменьшен почти на 2 порядка.
| Масса, аем | 2 | 12 | 14 | 16 | 17 | 18 | 28 | 44 |
| До прогрева Ионный ток, А | 1,0·10-9 | 1,0·10-11 | 3,2·10-12 | 2,2·10-11 | 1,5·10-12 | 2,5·10-12 | 5,0·10-11 | 2,0·10-11 |
| После прогрева Ионный ток, А | 3,0·10-11 | 1,0·10-13 | 1,0·10-13 | 6,0·10-13 | 4,0·10-13 | 7,0·10-13 | 1,5·10-13 | 1,0·10-13 |
Выводы
Достигнутое общее давление порядка 10-6 Па на не прогретой камере, 10-9 на прогретой. Сравнивая теоретический подход с фактическими данными измерений, необходимо отметить, что исключение течей и десорбции со стенок камеры приводят к сильному искажению результатов расчета. Расчетное парциальное давление водорода 2·10-12Па, что на три порядка ниже, чем измеренное значение 10-9 Па. Спектр показывает отсутствуют течей воздуха, например, нет пика на 32 а.е.м. (кислород). Исходя из этого — газовыделение со стенок камеры является основным фактором влияющим на минимально достижимое давление.
Сравнивая теоретический подход с фактическими данными измерений, необходимо отметить, что исключение течей и десорбции со стенок камеры приводят к сильному искажению результатов расчета. Расчетное парциальное давление водорода 2·10-12Па, что на три порядка ниже, чем измеренное значение 10-9 Па. Спектр показывает отсутствуют течей воздуха, например, нет пика на 32 а.е.м. (кислород). Исходя из этого — газовыделение со стенок камеры является основным фактором влияющим на минимально достижимое давление.
Также было показано, что полностью сухая вакуумная система позволяет получать давление сверхвысокого вакуума, несмотря на опасения в недостаточном давлении и степени сжатия.
Зачем нужны вакуумные контакторы | Блог компании Texenergo
Вакуумный контактор — достойная альтернатива обычному электромагнитному контактору или пускателю. Далеко не все знакомы с вакуумниками и просто не понимают зачем (а) переплачивать и (б) уходить от привычных магнитных пускателей. Поэтому рассмотрим основные преимущества.
Поэтому рассмотрим основные преимущества.
Вакуумные контакторы применяются достаточно широко в щитах уличного освещения крупных объектов как дорога или мост или промышленных предприятий. Использование КВТ (популярная модель вакуумников) увеличивает срок службы и требует меньше обслуживания в процессе эксплуатации. Подобная нагрузка характеризуется повышенной индуктивностью. Где силовые контакты обычного, воздушного контактора, горят при коммутации, в вакуумных камерах гашение дуги происходит гораздо эффективнее. Отсюда и более длительный срок службы.
Страна у нас большая и мы не привыкли экономить место. Но тот же КВТ на 400А имеет габаритные размеры и вес раза в два меньше аналогичного, например, ПМ-16. Это на самом деле важно — более компактный шкаф удобнее в производстве и эксплуатации, он дешевле в производстве и эксплуатации и так далее. Так что размеры по сравнению с воздушными контакторами — это очень большое преимущество. Его сложно понять теоретически, до первого знакомства. Но после первого знакомства уже никто не может спорить.
Но после первого знакомства уже никто не может спорить.
Области применения вакуумных контакторов не ограничиваются щитами освещения. Отсутствие электрической дуги позволяет их использовать в специализированных местах. Например, контакторы в угольных шахтах обеспечивают не только коммутацию, но и безопасность. Внутрь контактора может попасть пыль, которая легко воспламеняется. Будь это сеть переменного тока или постоянного тока, при коммутации контактора образуется электрическая дуга. Такая же дуга используется в электрических плитах для поджигания газа. Использование вакуумных контакторов является способом изоляции дуги от легковоспламеняющихся газов или пыли.
Управление электроприводами в общем и мощными электродвигателями в частности тоже лучше реализуется с помощью вакуумных контакторов. Мы измеряли рабочее напряжение силовой линии с помощью осциллографа. Результат однозначен — снижение нагрузки на обмотки электродвигателей.
При всех этих преимуществах нельзя не забывать и о базовых, но всё же актуальных мерах обеспечения надёжности и безопасности. Вакуумные камеры — очень надёжное изобретении для разрыва электрической дуги, но эта камера коммутируется своей катушкой. Поэтому надо использовать реле контроля фаз и автоматический выключатель защиты цепей управления уже для защиты самого контактора.
Вакуумные камеры — очень надёжное изобретении для разрыва электрической дуги, но эта камера коммутируется своей катушкой. Поэтому надо использовать реле контроля фаз и автоматический выключатель защиты цепей управления уже для защиты самого контактора.
Сегодня одной из основных причин аварий в сетях электрораспределения является нарушение контактов. Рекомендуется использовать не болтовые, а пружинные контакты для подключения проводников. Если же речь идёт о больших токах, то использование пружинных контактов не всегда возможно или оправданно. Тогда регулярное подтягивание болтовых соединений является обязательным.
Выделим отдельно. У всего есть свой ресурс. Поэтому изношенная вакуумная камера редкое, но возможной событие.
Ассортимент вакуумных контакторов не очень широкий. Сегодня на рынке присутствует фактически всего две модели — КВТ производства Texenergo и Tesys V производства Schneider Electric. Так что купить вакуумный контактор достаточно просто, но если у Вас остались вопросы, то обращайтесь к нашим специалистам.
Фильтры для вакуумных насосов
В этой статье обсуждаются входные фильтры, которые используются в маслоуплотняемых механических вакуумных насосах, например, пластинчато-роторных и роторно-поршневые насосы, используемые в вакуумных печах, и маленьких в лабораториях и легкой промышленности. Одним из недостатков любого фильтра является то, что в конечном итоге он требует обслуживания. По этой причине многие операторы вакуумных систем предпочитают не использовать заграждающие фильтры. Если используются правильные заграждающие фильтры и проводится плановое техническое обслуживание, время простоя и затраты на обслуживание остаются в разумных пределах
Впускные фильтры для небольших механических вакуумных насосов
Существует четыре типа входных фильтров, используемых в вакуумных насосах, используемых в лабораториях и в легких промышленных применениях:
-
Форвакуумный фильтр -
«Ловушки» -
Воздушные фильтры -
Конденсирующие ловушки
Форвакуумные фильтры используются для предотвращения загрязнения вакуумной камеры из вакуумного насоса; а остальные три используются для предотвращения попадания загрязняющих веществ в вакуумный насос.
Форвакуумные насосы
Этот тип фильтров предотвращает попадание паров масла в вакуумную камеру, выходящих из впускного отверстия насоса в условиях низкого давления. Это происходит при давлении ниже 0,1 торр. Конечный вакуум масляного вакуумного насоса достигается, когда горячее масло в насосе начинает испаряться. В этих условиях некоторые молекулы паров масла будут поступать обратно от входа насоса в вакуумную систему. Хотя обратный поток паров масла происходит и при работе больших насосах, он может быть более критичен в небольших вакуумных системах, где трубопровод короче. Такие приборы, как масс-спектрометры, электронные микроскопы и системы сверхвысокого вакуума, могут быть загрязнены, если в них попадают пары масла, поэтому большинство из этих приборов используют форвакуумныые фильтры.В основном это проблема для процессов, которые находятся под вакуумом в течение нескольких часов подряд при низком давлении. Эта ситуация позволяет обеспечить достаточный переток масла, что загрязнение может в конечном итоге достигнуть вакуумной камеры.
В условиях молекулярного течения, где происходит обратное течение, молекулы газа и пара движутся по прямым линиям. Молекула сухого газа, движущаяся в вакуумной системе, может столкнуться с другими молекулами газа в зависимости от давления, а также столкнется с внутренними поверхностями камеры и трубопроводов. Когда молекула сухих газов сталкивается с поверхностью, она находится на этой поверхности в течение короткого времени и затем высвобождается в случайном направлении. Когда молекула масляного пара покидает вход вакуумного насоса, она будет двигаться по прямой линии до тех пор, пока она не столкнется с поверхностью. Как правило, она будет на этой поверхности и со временем будут присоединяться другие масляные молекулы. По мере того, как поверхность становится «влажной», масляная пленка будет медленно ползать вдоль поверхности. Это очень медленный процесс, но он постепенно загрязнит трубопровод и может попасть в рабочую камеру.
Форвакуумный фильтр — это устройство, предназначенное для захвата или поглощения молекул паров масла, поступающих из впускного отверстия насоса, и удерживания их в фильтровальной среде и, таким образом, предотвращения ими загрязнения вакуумной камерой.
В этих ловушках используются два типа материалов: молекулярное сито и активированный оксид алюминия. Молекулярное сито доступно в виде сфер и гранул в зависимости от спецификации. Активированный оксид алюминия обычно имеет сферическую форму, около 0,250 дюйма (0,635 см). В вакуумной промышленности этот материал используется для улавливания молекул пара масла. Однако он также улавливает водяной пар. Это еще одна причина, по которой он используется в очень немногих приложениях, в которых мало или совсем нет водяного пара. Если материал ловушки попадает под водяной пар, то меньше масла может быть захвачено. Эти материалы чрезвычайно пористые и имеют большие внутренние поверхности, которые позволяют маслам и молекулам воды сорбироваться на поверхности. После сорбирования на внутреннюю поверхность водяной пар очень медленно десорбируется.
Когда материал загрязняется масляным паром, он, как правило, демонстрирует некоторое светло-желтое или коричневое окрашивание. Это будет, как правило, на стороне насоса Рекомендуется, чтобы окрашенный материал был удалён, а фильтр была снабжен новым материалом. Стандартная ловушка обычно имеет корзину, которая удерживает материал, поэтому его можно удалить из корпуса ловушки для обслуживания. Старый материал должен нагреваться до температуры выше 121°C в течение нескольких часов, чтобы вытеснить любой захваченный водяной пар, прежде чем его снова установить в ловушку. Другие фильтры имеют встроенный нагреватель, так что материал заграждающего фильтра может быть регенерирован. При выполнении этой операции
Это будет, как правило, на стороне насоса Рекомендуется, чтобы окрашенный материал был удалён, а фильтр была снабжен новым материалом. Стандартная ловушка обычно имеет корзину, которая удерживает материал, поэтому его можно удалить из корпуса ловушки для обслуживания. Старый материал должен нагреваться до температуры выше 121°C в течение нескольких часов, чтобы вытеснить любой захваченный водяной пар, прежде чем его снова установить в ловушку. Другие фильтры имеют встроенный нагреватель, так что материал заграждающего фильтра может быть регенерирован. При выполнении этой операции
ловушка должны быть изолирована от камеры, так чтобы регенерируемые пары шли в вакуумный насос.
Для увеличения срока службы материала ловушкинужно установить ловушку ближе к камере. Масляный пар, поступающий из вакуумного насоса, будет затем конденсироваться на поверхности трубопровода, и меьшая часть паров достигнет фильтра. Этот трубопровод следует проверять, когда фильтр обслуживается и при необходимости очищать Наконец, все молекулярные сита и продукты с активированным оксидом алюминия должны храниться сухими. Размещение погруженного в воду материала в вакуумной ловушке не поможет вашему процессу и продлит время откачки до тех пор, пока загрязнение не будет откачано.
Размещение погруженного в воду материала в вакуумной ловушке не поможет вашему процессу и продлит время откачки до тех пор, пока загрязнение не будет откачано.
Ловушка
— пустой контейнер, предназначенный для улавливания твердых частиц, таких как пыль, которая может поступать из системы. Это обычно происходит во время первоначальной откачки, когда поток газа имеет наивысшую пропускную способность. Начальное движение молекул газа в большой вакуумной камере может быть очень турбулентным, и это может привести к транспортировке пыли к вакуумному насосу. Ловушка предназначена для изменения направления потока газа, так что захваченные твердые частицы выпали из потока и остались в ловушке. Газ может быть направлен вниз в ловушку или круговым движением по внутренней части с помощью смещенного входа (рис.3). Отверстие от выхода из ловушки размещается вблизи верхней части ловушки. По мере того как газ течет в больший объем ловушки, его скорость падает, позволяя тяжелым частицам выпадать и оставаться в ловушке. Затем газ попадает в выходную трубку ловушки в верхней части ловушки и течет вниз и выходит к вакуумному насосу.
Затем газ попадает в выходную трубку ловушки в верхней части ловушки и течет вниз и выходит к вакуумному насосу.
Пылевые фильтры
Пылевые ловушки имеют внутри себя элемент для улавливания твердых загрязнителей. Они доступны с двумя различными типами элементов: один для низкого уровня загрязняющих веществ, а другой для высокого уровня загрязняющих веществ. Этот фильтр может состоять из уловителя с добавленным элементом. Это позволяет использовать тело уловителя, используя его для нескольких вариантов.
Для низких уровней загрязнений используется плиссированная бумага (рис. 3 и 6) или полиэфирный элемент. В конечном итоге они будут загружены грязью и уменьшат поток газа через фильтр. Каждый техпроцесс отличается, и вы узнаете из опыта, как часто необходимо заменять фильтрующий элемент.
Когда уровень загрязняющих веществ выше, используется металлическая сетка (рис.6) или элемент шерсти, который смачивается маслом. Этот элемент заставляет загрязнитель прилипать к смачиваемому материалу, но позволяет проходить газу. Сетка также загрязняется, но может быть вымыта и повторно использована. Наличие запасного чистого элемента, готового к работе, сократит время простоя службы. Типичными материалами для проволочной сетки являются нержавеющая сталь и латунь.
Сетка также загрязняется, но может быть вымыта и повторно использована. Наличие запасного чистого элемента, готового к работе, сократит время простоя службы. Типичными материалами для проволочной сетки являются нержавеющая сталь и латунь.
Конденсирующие ловушки
В небольших вакуумных системах Конденсирующие ловушки используются редко, но могут потребоваться, если пар будет вредить вакуумному насосу, загрязняя масло насоса. Для многих применений, где присутствует небольшое количество водяного пара, мы можем использовать газовый балластный клапан на вакуумном насосе, чтобы поддерживать чистоту насоса.
Дегазация — это промышленный процесс, когда пары должны быть уловлены перед тем, как попасть в вакуумный насос. Уретаны, лаки и смолы испаряются при дегазации, и эти пары могут влиять на масло насоса и забивать масляные каналы. Используемая для этого фильтрующая среда обычно представляет собой активированные угольные гранулы, которые поглощают тяжелые пары.
В сушилке для замораживания «паровая ловушка» представляет собой встроенный охлажденный конденсатор между камерой и вакуумными насосами. Когда водяной пар «выпаривается» из замороженного продукта, он перемещается к вакуумным насосам, но замерзает на конденсаторе, чтобы предотвратить загрязнение насоса. Сублимация — это процесс, когда под вакуумом вода из замороженного состоянии будет напрямую становиться паром.
Когда водяной пар «выпаривается» из замороженного продукта, он перемещается к вакуумным насосам, но замерзает на конденсаторе, чтобы предотвратить загрязнение насоса. Сублимация — это процесс, когда под вакуумом вода из замороженного состоянии будет напрямую становиться паром.
В лабораториях паровые ловушки часто используются в течение коротких промежутков времени. Если процесс длится более нескольких часов, может потребоваться пополнить холодную ловушку, как ее часто называют. Если холодная ловушка остается нагретой, замороженные загрязняющие вещества будут оттаивать, испаряться и поступать в насос.
Один стиль использует сухого льда и изопропилового спирта или ацетона в краткосрочной холодной ловушке. Он охлаждается примерно до -109 ° F (-75 ° C). Этот тип ловушки (фиг.4) имеет емкость для сухих ледяных суспензий с крышкой, закрывающей верхнюю часть контейнера. Крышка уменьшает кипение охлаждающей жидкости и позволяет легко заполнять и дозаправляться. Контейнер для суспензии расположен в центре большего круглого контейнера, который создает промежуточное пространство вокруг холодной ловушки, где может протекать газ. Обычно для подключения ловушки к вакуумному насосу используются стандартные вакуумные соединения типа NW.
Обычно для подключения ловушки к вакуумному насосу используются стандартные вакуумные соединения типа NW.
Также могут быть использованы ловушки для жидкого азота (рис.5), которые имеют несколько иную конструкцию. Контейнер LN2 позиционируется в центре ловушки, как и раньше, но заполняющее соединение представляет собой меньший носик, а не крышку.
В некоторых ловушках имеется два желоба, позволяющих выкипать через один носик
во время повторного наполнения через другой носик. Это более безопасный дизайн,
поскольку он устраняет разбрызгивание, которое может произойти при
использовании только одного желоба.
В этой статье обсуждаются входные фильтры, которые используются в маслоуплотняемых механических вакуумных насосах, например, пластинчато-роторных и роторно-поршневые насосы, используемые в вакуумных печах, и маленьких в лабораториях и легкой промышленности. Одним из недостатков любого фильтра является то, что в конечном итоге он требует обслуживания. По этой причине многие операторы вакуумных систем предпочитают не использовать заграждающие фильтры. Если используются правильные заграждающие фильтры и проводится плановое техническое обслуживание, время простоя и затраты на обслуживание остаются в разумных пределах
По этой причине многие операторы вакуумных систем предпочитают не использовать заграждающие фильтры. Если используются правильные заграждающие фильтры и проводится плановое техническое обслуживание, время простоя и затраты на обслуживание остаются в разумных пределах
Впускные фильтры для небольших механических вакуумных насосов
Существует четыре типа входных фильтров, используемых в вакуумных насосах, используемых в лабораториях и в легких промышленных применениях:
-
Форвакуумный фильтр -
«Ловушки» -
Воздушные фильтры -
Конденсирующие ловушки
Форвакуумные фильтры используются для предотвращения загрязнения вакуумной камеры из вакуумного насоса; а остальные три используются для предотвращения попадания загрязняющих веществ в вакуумный насос.
Форвакуумные насосы
Этот тип фильтров предотвращает попадание паров масла в вакуумную камеру, выходящих из впускного отверстия насоса в условиях низкого давления. Это происходит при давлении ниже 0,1 торр. Конечный вакуум масляного вакуумного насоса достигается, когда горячее масло в насосе начинает испаряться. В этих условиях некоторые молекулы паров масла будут поступать обратно от входа насоса в вакуумную систему. Хотя обратный поток паров масла происходит и при работе больших насосах, он может быть более критичен в небольших вакуумных системах, где трубопровод короче. Такие приборы, как масс-спектрометры, электронные микроскопы и системы сверхвысокого вакуума, могут быть загрязнены, если в них попадают пары масла, поэтому большинство из этих приборов используют форвакуумныые фильтры.В основном это проблема для процессов, которые находятся под вакуумом в течение нескольких часов подряд при низком давлении. Эта ситуация позволяет обеспечить достаточный переток масла, что загрязнение может в конечном итоге достигнуть вакуумной камеры.
В условиях молекулярного течения, где происходит обратное течение, молекулы газа и пара движутся по прямым линиям. Молекула сухого газа, движущаяся в вакуумной системе, может столкнуться с другими молекулами газа в зависимости от давления, а также столкнется с внутренними поверхностями камеры и трубопроводов. Когда молекула сухих газов сталкивается с поверхностью, она находится на этой поверхности в течение короткого времени и затем высвобождается в случайном направлении. Когда молекула масляного пара покидает вход вакуумного насоса, она будет двигаться по прямой линии до тех пор, пока она не столкнется с поверхностью. Как правило, она будет на этой поверхности и со временем будут присоединяться другие масляные молекулы. По мере того, как поверхность становится «влажной», масляная пленка будет медленно ползать вдоль поверхности. Это очень медленный процесс, но он постепенно загрязнит трубопровод и может попасть в рабочую камеру.
Форвакуумный фильтр — это устройство, предназначенное для захвата или поглощения молекул паров масла, поступающих из впускного отверстия насоса, и удерживания их в фильтровальной среде и, таким образом, предотвращения ими загрязнения вакуумной камерой.
В этих ловушках используются два типа материалов: молекулярное сито и активированный оксид алюминия. Молекулярное сито доступно в виде сфер и гранул в зависимости от спецификации. Активированный оксид алюминия обычно имеет сферическую форму, около 0,250 дюйма (0,635 см). В вакуумной промышленности этот материал используется для улавливания молекул пара масла. Однако он также улавливает водяной пар. Это еще одна причина, по которой он используется в очень немногих приложениях, в которых мало или совсем нет водяного пара. Если материал ловушки попадает под водяной пар, то меньше масла может быть захвачено. Эти материалы чрезвычайно пористые и имеют большие внутренние поверхности, которые позволяют маслам и молекулам воды сорбироваться на поверхности. После сорбирования на внутреннюю поверхность водяной пар очень медленно десорбируется.
Когда материал загрязняется масляным паром, он, как правило, демонстрирует некоторое светло-желтое или коричневое окрашивание. Это будет, как правило, на стороне насоса Рекомендуется, чтобы окрашенный материал был удалён, а фильтр была снабжен новым материалом. Стандартная ловушка обычно имеет корзину, которая удерживает материал, поэтому его можно удалить из корпуса ловушки для обслуживания. Старый материал должен нагреваться до температуры выше 121°C в течение нескольких часов, чтобы вытеснить любой захваченный водяной пар, прежде чем его снова установить в ловушку. Другие фильтры имеют встроенный нагреватель, так что материал заграждающего фильтра может быть регенерирован. При выполнении этой операции
Это будет, как правило, на стороне насоса Рекомендуется, чтобы окрашенный материал был удалён, а фильтр была снабжен новым материалом. Стандартная ловушка обычно имеет корзину, которая удерживает материал, поэтому его можно удалить из корпуса ловушки для обслуживания. Старый материал должен нагреваться до температуры выше 121°C в течение нескольких часов, чтобы вытеснить любой захваченный водяной пар, прежде чем его снова установить в ловушку. Другие фильтры имеют встроенный нагреватель, так что материал заграждающего фильтра может быть регенерирован. При выполнении этой операции
ловушка должны быть изолирована от камеры, так чтобы регенерируемые пары шли в вакуумный насос.
Для увеличения срока службы материала ловушкинужно установить ловушку ближе к камере. Масляный пар, поступающий из вакуумного насоса, будет затем конденсироваться на поверхности трубопровода, и меьшая часть паров достигнет фильтра. Этот трубопровод следует проверять, когда фильтр обслуживается и при необходимости очищать Наконец, все молекулярные сита и продукты с активированным оксидом алюминия должны храниться сухими. Размещение погруженного в воду материала в вакуумной ловушке не поможет вашему процессу и продлит время откачки до тех пор, пока загрязнение не будет откачано.
Размещение погруженного в воду материала в вакуумной ловушке не поможет вашему процессу и продлит время откачки до тех пор, пока загрязнение не будет откачано.
Ловушка
— пустой контейнер, предназначенный для улавливания твердых частиц, таких как пыль, которая может поступать из системы. Это обычно происходит во время первоначальной откачки, когда поток газа имеет наивысшую пропускную способность. Начальное движение молекул газа в большой вакуумной камере может быть очень турбулентным, и это может привести к транспортировке пыли к вакуумному насосу. Ловушка предназначена для изменения направления потока газа, так что захваченные твердые частицы выпали из потока и остались в ловушке. Газ может быть направлен вниз в ловушку или круговым движением по внутренней части с помощью смещенного входа (рис.3). Отверстие от выхода из ловушки размещается вблизи верхней части ловушки. По мере того как газ течет в больший объем ловушки, его скорость падает, позволяя тяжелым частицам выпадать и оставаться в ловушке. Затем газ попадает в выходную трубку ловушки в верхней части ловушки и течет вниз и выходит к вакуумному насосу.
Затем газ попадает в выходную трубку ловушки в верхней части ловушки и течет вниз и выходит к вакуумному насосу.
Пылевые фильтры
Пылевые ловушки имеют внутри себя элемент для улавливания твердых загрязнителей. Они доступны с двумя различными типами элементов: один для низкого уровня загрязняющих веществ, а другой для высокого уровня загрязняющих веществ. Этот фильтр может состоять из уловителя с добавленным элементом. Это позволяет использовать тело уловителя, используя его для нескольких вариантов.
Для низких уровней загрязнений используется плиссированная бумага (рис. 3 и 6) или полиэфирный элемент. В конечном итоге они будут загружены грязью и уменьшат поток газа через фильтр. Каждый техпроцесс отличается, и вы узнаете из опыта, как часто необходимо заменять фильтрующий элемент.
Когда уровень загрязняющих веществ выше, используется металлическая сетка (рис.6) или элемент шерсти, который смачивается маслом. Этот элемент заставляет загрязнитель прилипать к смачиваемому материалу, но позволяет проходить газу. Сетка также загрязняется, но может быть вымыта и повторно использована. Наличие запасного чистого элемента, готового к работе, сократит время простоя службы. Типичными материалами для проволочной сетки являются нержавеющая сталь и латунь.
Сетка также загрязняется, но может быть вымыта и повторно использована. Наличие запасного чистого элемента, готового к работе, сократит время простоя службы. Типичными материалами для проволочной сетки являются нержавеющая сталь и латунь.
Конденсирующие ловушки
В небольших вакуумных системах Конденсирующие ловушки используются редко, но могут потребоваться, если пар будет вредить вакуумному насосу, загрязняя масло насоса. Для многих применений, где присутствует небольшое количество водяного пара, мы можем использовать газовый балластный клапан на вакуумном насосе, чтобы поддерживать чистоту насоса.
Дегазация — это промышленный процесс, когда пары должны быть уловлены перед тем, как попасть в вакуумный насос. Уретаны, лаки и смолы испаряются при дегазации, и эти пары могут влиять на масло насоса и забивать масляные каналы. Используемая для этого фильтрующая среда обычно представляет собой активированные угольные гранулы, которые поглощают тяжелые пары.
В сушилке для замораживания «паровая ловушка» представляет собой встроенный охлажденный конденсатор между камерой и вакуумными насосами. Когда водяной пар «выпаривается» из замороженного продукта, он перемещается к вакуумным насосам, но замерзает на конденсаторе, чтобы предотвратить загрязнение насоса. Сублимация — это процесс, когда под вакуумом вода из замороженного состоянии будет напрямую становиться паром.
Когда водяной пар «выпаривается» из замороженного продукта, он перемещается к вакуумным насосам, но замерзает на конденсаторе, чтобы предотвратить загрязнение насоса. Сублимация — это процесс, когда под вакуумом вода из замороженного состоянии будет напрямую становиться паром.
В лабораториях паровые ловушки часто используются в течение коротких промежутков времени. Если процесс длится более нескольких часов, может потребоваться пополнить холодную ловушку, как ее часто называют. Если холодная ловушка остается нагретой, замороженные загрязняющие вещества будут оттаивать, испаряться и поступать в насос.
Один стиль использует сухого льда и изопропилового спирта или ацетона в краткосрочной холодной ловушке. Он охлаждается примерно до -109 ° F (-75 ° C). Этот тип ловушки (фиг.4) имеет емкость для сухих ледяных суспензий с крышкой, закрывающей верхнюю часть контейнера. Крышка уменьшает кипение охлаждающей жидкости и позволяет легко заполнять и дозаправляться. Контейнер для суспензии расположен в центре большего круглого контейнера, который создает промежуточное пространство вокруг холодной ловушки, где может протекать газ.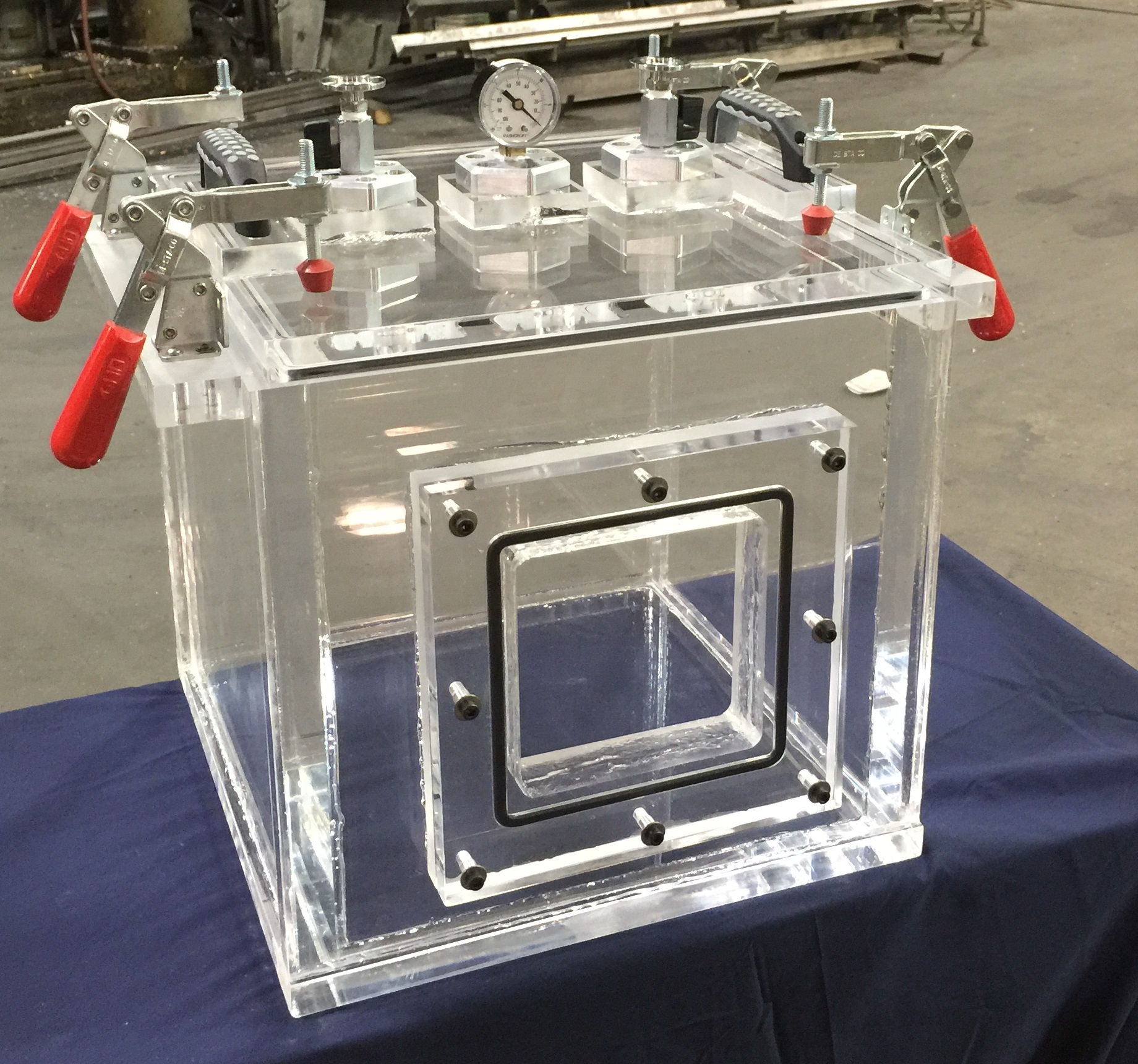 Обычно для подключения ловушки к вакуумному насосу используются стандартные вакуумные соединения типа NW.
Обычно для подключения ловушки к вакуумному насосу используются стандартные вакуумные соединения типа NW.
Также могут быть использованы ловушки для жидкого азота (рис.5), которые имеют несколько иную конструкцию. Контейнер LN2 позиционируется в центре ловушки, как и раньше, но заполняющее соединение представляет собой меньший носик, а не крышку.
В некоторых ловушках имеется два желоба, позволяющих выкипать через один носик во время повторного наполнения через другой носик. Это более безопасный дизайн, поскольку он устраняет разбрызгивание, которое может произойти при использовании только одного желоба.
Вакуумные насосы и комплекты для дегазации – Лабораторное и промышленное оборудование
Практически всегда, когда речь заходит о литье, особенно литье с использованием двухкомпонентных компаундов, таких как жидкий полиуретан, силикон для форм или пластик, нельзя не вспомнить о проблеме образования пузырьков воздуха, особенно после смешивания.
После застывания изделия, лишний воздух образует вкрапления, которые нарушают рельеф, фактуру, выглядят не эстетично или даже приводят к нарушению функциональности изделия (если это, к примеру, форма для литья или уже готовое изделие).
Отливка в силиконовую форму. Белые точки – дефекты поверхности , образовавшиеся в местах пузырьков на силоконовой форме для литья
Если при производстве нечувствительных к газовым пузырькам изделий, к примеру, имитации кирпича, дегазацию можно провести вибрацией или просто выждав некоторое время, то для мелких деталей, гладких поверхностей и, самое главное, прозрачных изделий, нужна дегазация с помощью вакуумного насоса.
Вакуумная дегазация – самый эффективный способ избавиться от пузырьков в форме и отливке.
Какой материал дегазируется?
Существует принципиальная разница между дегазацией практически любых смол и силиконами (резинами). Эта разница заключается в склонности компонентов дегазируемого материала к интенсивному выкипанию компонентов.
Дегазация смол
Как правило в составе многокомпонентных смол могут присутствовать летучие компоненты, которые при достижении определенного значения вакуума, начнут кипеть и покидать смесь.
Например, стирол или его более экологичные аналоги. Хороший растворитель полимеров, содержащийся практически во всех полиэфирных связующих, закипает при комнатной температуре, если давление в вакуумной камере составляет менее 50 мм рт. ст. (-95кПа), тогда как эпоксидные связующие не закипят даже при 1 мм рт. ст. (-99 кПа). Другие компоненты могут закипеть еще раньше, при еще более плохом вакууме.
Очевидно, кипение компонентов плохо сказывается на изделии: 1) появляются пузыри 2) изменяется пропорция смеси и часть может не отвердеть, отвердеть через очень продолжительное время или напротив, начать полимеризацию во время дегазации!
Границы кипения и дегазации очень отличаются в зависимости от состава. Для примера приведем усредненные цифры для некоторых двухкомпонентных смол (смола+отвердитель):
кипение начинается при давлении -80кПа
дегазация смолы/заполнителя проводится при давлениях около -60…-70кПа
Зрительно эти процессы можно различить так:
Дегазация в относительно мелких емкостях происходит быстро – в течение нескольких секунд. Затем интенсивность образования пузырьков сходит до нуля.
Затем интенсивность образования пузырьков сходит до нуля.
Кипение компонентов, например, после проведения дегазации, начинается при заметно более глубоком вакууме и, как правило, более длительно – до полного выкипания соответствующего компонента.
Некоторые составы могут не вскипеть и при вакууме глубже -99,9 кПа. Однако, как правило, это смолы, отвердевающие при высокой температуре, и их применение в инфузии больше, чем в литье. При работе со смолами всегда желательно контролировать вакуум в процессе дегазации.
Соответственно, насос и арматура должны быть подобраны таким образом, чтобы:
- быстро откачать вакуумную камеру (для быстро отвердевающих составов).
- иметь возможность регулировки вакуума или иметь предельный вакуум хуже точки кипения наиболее летучего компонента состава.
Как правило, при небольших производственных мощностях, для дегазации смол в маломерных емкостях (до 35л) применяются маслосмазываемые насосы, такие как Value VSV10P или Elmo Rietschle VT 3, в комплекте c парой ручных клапанов или регулятором вакуума.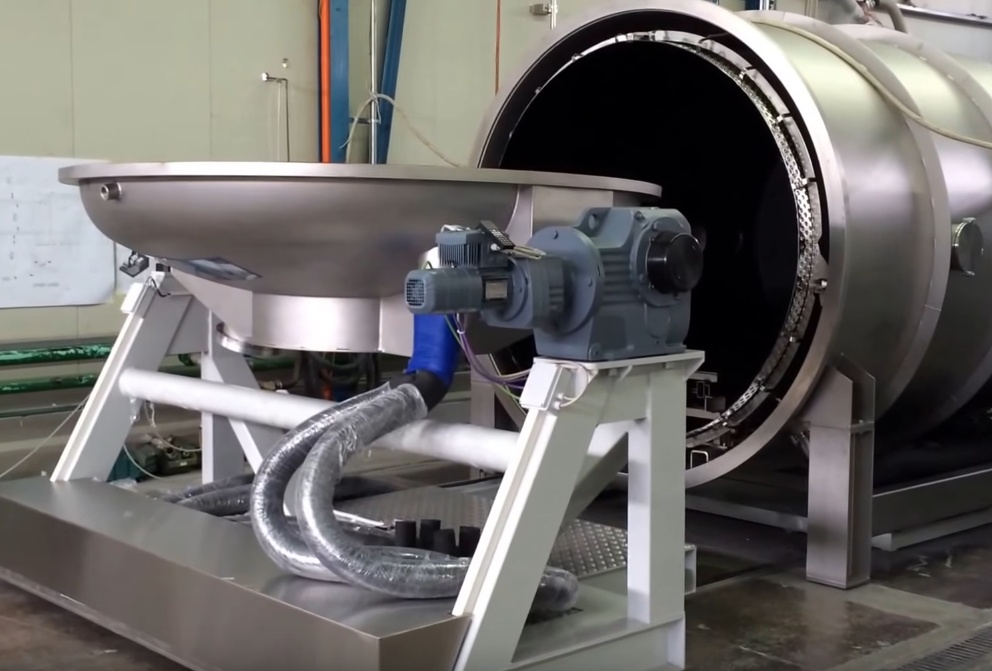
Для более поточного производства или быстроотвердевающих составов требуются насосы большей производительности – около 20м3/ч.
Для серийного производства изделий целесообразно сделать расчет требуемой производительности, учитывающий свойства составов, коэффициент одновременности и др.
Дегазация силиконов
В некоторых случаях в составе отвердителей и загустителей силикона также могут встречаться летучие компоненты, однако, ввиду изначально большей вязкости, процесс их выкипания если и начинается, то редко представляет серьезную опасность для конечного результата.
Главное отличие большинства силиконов и резиновых составов – значительное увеличение объема при дегазации.
Вспениваясь, силиконы увеличивают занимаемый объем более, чем в 5 раз, на что необходимо делать поправку при выборе посуды, вакуумной камеры и объема дегазируемого силикона, так как он должен иметь место для увеличения объема на столько, чтобы этого хватило для схлопывания пузырьков.
Лучше всего, чтобы дегазация происходила быстро, за 1-3 цикла откачки и напуска воздуха. Частично процессу дегазации помогает перемешивание миксером в стационарной камере или вращение под наклоном малой камеры.
С точки зрения выбора насоса, глубина вакуума имеет меньшее значение, чем для дегазации смол. Тем не менее, для дегазации силиконовых резин более глубоковакуумный насос предпочтительней, ввиду необходимости удаления мелких пузырьков из более вязкого материала.
Скорость отверждения при высокой вязкости и пенообразовании силиконов накладывает ограничения на скорость откачки насоса. Необходимо, чтобы давление дегазации в камере (-70..-80кПа) было достигнуто за короткое время – не более 40 секунд, а в случае больших объемов наполнения емкости силиконом и импульсного режима дегазации – не более 10-15 секунд.
Таким образом, для дегазации силиконов предпочтительней использовать насосы с масляным уплотнением, чем сухие, из-за более глубокого предельного вакуума.
Производительность насосов.
Для хобби и штучного производства при малых объемах емкостей можно использовать насосы для кондиционирования, такие как VALUE VI, в комплекте с вакуумметром и вакуумными клапанами. Однако, они рассчитаны на кратковременные и редкие пуски. Для относительно постоянной загрузки требуется использовать промышленные насосы для продолжительного режима работы серии VSV.
Миксер в вакуумной камере для литья производства ADN-Tech
Для небольших камер, объемом до 35 литров, рекомендуется использовать насосы Value VSV моделей 10P и 20P.
Для дегазации в камерах, объемом более 150 литров, требуются насосы быстротой действия 40м3/ч или больше. Обычно в таких камерах производится и литье в формы.
Следует помнить, что если залитая форма помещается в вакуум или литье происходит непосредственно в вакуумной камере, то необходимо поддерживать вакуум хуже, чем давление кипения компонентов заливаемого материала.
Литье в вакууме
При литье в вакууме, чаще всего дегазацию и смешивание также производят в вакууме. В отдельных емкостях дегазируется смола и отвердитель. После дегазации, с помощью вводов вращения под вакуумом, отвердитель сливается в емкость со смолой и миксером. Они смешиваются, после чего данная смесь заливается в форму на нижем уровне.
В отдельных емкостях дегазируется смола и отвердитель. После дегазации, с помощью вводов вращения под вакуумом, отвердитель сливается в емкость со смолой и миксером. Они смешиваются, после чего данная смесь заливается в форму на нижем уровне.
Однако, для снижения стоимости оборудования, иногда целесообразно использовать более медленно отвердевающие смеси. Это позволяет под атмосферным давлением максимально качественно перемешивать компоненты и после ставить емкость со смесью под миксер вакуумной камеры. В данном случае дегазируется уже готовая смесь, и миксер вакуумной камеры служит более для интенсификации и ускорения процесса дегазации. Такая компоновка вакуумной литьевой камеры позволяет отказаться от дополнительных вакуумных вводов для дополнительных емкостей под смолу и отвердитель, синхронизирующего механизма, а также значительно снизить стоимость миксера.
На нижнем уровне камеры располагается подставка с литьевой формой, где можно производить дегазацию силиконов для изготовления форм. Для таких камер обычно используются насосы производительностью не менее 40м3/ч.
Для таких камер обычно используются насосы производительностью не менее 40м3/ч.
Вакуумная дегазация масла.
Дегазация масла требуется, как правило, для удаления из него сконденсировавшихся из воздуха паров воды и растворителей.
Как правило, масло подогревается в вакуумируемой емкости паром из тепловой сети предприятия до температуры около 40 градусов или электрическими нагревателями, в случае мобильных станций регенерации. Вакуумирование производится одноступенчатыми масляными пластинчато-роторными насосами. В случае больших объемов дегазации может быть рационально использование бустерных насосов типа РУТС. Быстрота действия насосов выбирается исходя из эффективности газобалластного клапана по удалению из насоса паров воды.
Для этой работы мы предлагаем насосы версии HUMID с высокой производительностью по парам воды, или бюджетные насосы Value следующего типоразмерного ряда.
Для подбора вакуумного насоса или системы для дегазации масел, рекомендуем связаться с нашим инженером для консультации и уточнения режимов работы.
Вам также может быть интересно:
Вакуумные шланги
Армированные вакуумные шланги (10E-3 мбар) Быстросъемные вакуумные соединения (раб. вак. -99 кПа) Вакуумные армированные шланги из ПУ, ПВХ и Термопласта (USP …
«Далее»
КИП, фильтры и арматура
Вакуумметры, реле Масла, фильтры, переходники Для корректной работы вакуумным установкам, как правило. требуются контрольно измерительные приборы (КИП), защитная и предохранительная …
«Далее»
Какая температура в вакууме / Хабр
Хомяки приветствуют вас друзья!
Сегодняшний пост будет посвящен вибровакуумной установке с помощью которой, можно дегазировать различные смеси, жидкости, стабилизировать древесину, консервировать старинные находки и даже получать плазму. В ходе поста узнаем, какую глубину вакуума способен достичь двухступенчатый пластинчато-роторный насос, почему в процессе работы у него мутнеет масло и какую резину следует использовать в подобных устройствах. Пост обещает быть полезным, как сотня лечебных банок, помогающих от всех болезней. Но это не точно!
Пост обещает быть полезным, как сотня лечебных банок, помогающих от всех болезней. Но это не точно!
Изначально, сегодняшняя установка собиралась с целью повышения качества художественных отливок из различных благородных металлов. Для уменьшения поверхностных дефектов в виде корольков и наплывов применяется технология дегазации формовочной смеси путём вибровакуумирования.
Процесс проходит в два этапа. В первом — смесь дегазируется перед заливкой в опоку, а во втором — смесь дегазируется после заливки. Внешние вибрационное воздействие как бы разжижает гипс и способствует ускоренному выходу пузырей. Основным условием тут является время. Формовочная смесь имеет время жизни около 8-10 минут, после она начнет застывать. Потому, тут нужно уложиться в крайне короткие сроки и как можно меньше жевать сопли.
Прежде чем перейти к экспериментам и начать кипятить водичку внутри вакуумного колпака, давайте посмотрим, как устроены отдельные гравицапы в этом пепелаце.
Сердцем любой вакуумной системы является вакуумный насос. В данном случае применяется двухступенчатый пластинчато-роторный с масляным уплотнением, фирмы Value. Производительность 113 л/м. Максимальная глубина вакуума 15 микрон. На борту имеется отсечной клапан, предотвращающий попадание воздуха и паров масла в систему после остановки насоса. Вакуумметр, который здесь, больше отображает среднюю температуру по больнице, чем остаточное давление. После этого фильма сдам его на металлолом…
Альтернативным решением было приобрести цифровой вакуумный манометр VALUE NAVTEK. Таким же пользовался Ruslan Geek при получении рентгена из скотча. Единицы измерения остаточного давления здесь можно выбирать в соответствии с религиозным вероисповеданием: микроны, паскали, миллибары или миллиметры ртутного столба.
В течение этого фильма измерения у нас будут отображаться в микронах. Комплектация устройства содержит в себе все необходимые переходники! Прикручиваем устройство в соответствии движением стрелок и проверяем какие насосутся цифры. Спустя пять минут остаточное давление системы в режиме работы составило 13 микрон. Это примерно 1,7 Па.
Спустя пять минут остаточное давление системы в режиме работы составило 13 микрон. Это примерно 1,7 Па.
Примечание: показания приборной доски правдивы только при условии свежего масла в насосе, а заговнять его, как оказалось проще простого, но пока не будем торопить события и переходим к следующему конструктивному элементу сегодняшней системы.
Вибровакуумный стол. Первое, что здесь бросается в глаза, это огромный вакуумный колпак: диаметром 25 см, высотой 27 см и внутренним объемом 12 литров. Толщина стенок 8 мм. Нижний торец имеет следы шлифовки довольно крупным алмазным зерном. Время рождения и сфера применения данного артефакта мне не известны, возможно это «эхо» большой Советской Промышленности.
Плита, на которой будет размещаться стеклянный горшок, вырезана из стеклотекстолита толщиной 20 мм и внешними габаритами 30*30 см.
Изначально в качестве верхнего покрытия планировалось использовать силиконовую термостойкую пластину толщиной 3 мм, но в процессе выяснилось, что это полная шляпа. Она достаточно твердая, кривая и имеет слабые показатели остаточной деформации. Проведя ряд опытов и сравнив «силикон» с «вакуумной резиной» стало понятно, что любое внешнее воздействие будет оставлять лунные кратеры на ее поверхности.
Она достаточно твердая, кривая и имеет слабые показатели остаточной деформации. Проведя ряд опытов и сравнив «силикон» с «вакуумной резиной» стало понятно, что любое внешнее воздействие будет оставлять лунные кратеры на ее поверхности.
В то время как вакуумной резине на такие издевательства абсолютно плевать, она мягкая, упругая, обладает высоким сопротивлением к сжатию, отличной стойкостью к высокому давлению, повышенным температурам, а также низким газовыделением в вакууме. Она как идеальная жена, только в резиновом мире…
При первом испытании вакуумного колпака в связке с вазелином выяснилась одна неприятная особенность в конструкции стола. Толстая основа в виде плиты из стеклотекстолита оказалась кривой. В некоторых местах отклонения от плоскости были с полмиллиметра. Чтобы скомпенсировать разницу, поверхность была залита слоем жидких гвоздей. Операция длилась два дня до полного высыхания герметика и оказалась малоэффективной, так как колпак при работе все равно умудрялся подсасывать воздух из всех возможных щелей. Остаточное давление обычной майонезной банки не хотело опускаться ниже 11 тис. микрон. Попытки исправить ситуацию привели к тому, что верхний слой стеклотекстолита начал отслаивается.
Остаточное давление обычной майонезной банки не хотело опускаться ниже 11 тис. микрон. Попытки исправить ситуацию привели к тому, что верхний слой стеклотекстолита начал отслаивается.
Пришлось сорвать старый паркет и взглянуть что находится в нижних слоях. Так как текстура поверхности теперь стала пористая, нанесем на нее слой омолаживающей маски в виде целого тюбика вазелина. Чтоб он лучше впитывался, нагреем поверхность с помощью бутановой горелки, а затем, сверху покладём лист вакуумной резины.
При проверке, остаточное давление майонезной банки показало 1000 микрон против старых 11000. Вакуумный колпак показал 1900 микрон. Это примерно 150 паскалей, 2.5 мбар и 1.8 мм рт.столба. Забегая наперед скажу, что это лучшие результаты, которые получилось добиться.
Модернизация вакуумного колпака. Так как нижний торец здесь абсолютно лысый и имеет малую площадь прилегания к столу, первым делом обезжирим его с помощью ацетона. Дальше разметочным циркулем определяем окружности и обычными ножницами вырезаем резиновую прокладку. Самым хорошим клей-герметиком для этих дел оказался силикон для аквариумов, у него довольно хорошая адгезия к стеклу и резине. Самым неудачным решением было применить жидкие гвозди. Либо они оказались старые, либо не подошли характером. Но хватило их не на долго и все ранние труды распались как карточный домик.
Самым хорошим клей-герметиком для этих дел оказался силикон для аквариумов, у него довольно хорошая адгезия к стеклу и резине. Самым неудачным решением было применить жидкие гвозди. Либо они оказались старые, либо не подошли характером. Но хватило их не на долго и все ранние труды распались как карточный домик.
При проектировании подобных дегазационных систем, не обязательно использовать стеклянные вакуумные колпаки. Можно применить оранжевые канализационные ПВХ муфты. Пластик тут достаточно толстый. Подобное решение вакуумной камеры использует один мой знакомый для дегазации литейного двухкомпонентного силикона. Это конечно не вакуумный колокол, а кусок сартирной трубы, но работает как нужно. Для простых домашних экспериментов вполне подъемный и доступный вариант.
Теперь рассмотрим из чего состоит система вибровакуумных подземных коммуникаций. Для ее сооружения достаточно было заглянуть в ближайший сантехнический магазин и прикупить несколько водопроводных фитингов диаметром 3/8, а также краник и медную оцинкованную трубу диаметром 10 мм.
Система обязательно должна иметь в себе фильтр-осушитель, от него правда в дальнейшем будет больше вреда, чем пользы, но польза таки доминирует. Покупался он в специализированном магазине кондиционерного оборудования вместе с вакуумным насосом.
Внутри этой штуковины находится кусок мочалки, защищающий насос от попадания в него мелких частиц пыли и влагопоглощающий материал в виде молекулярного сита. Для сопряжения фильтра с водопроводными фитингами на нем необходимо спилить резьбу и промазать ее герметиком. Он должен присутствовать на всех соединительных узлах, в противном случае эти слабые места будут давать течь.
Конструировать переходник под резьбу насоса пришлось путем жертвоприношения вакуумного шланга. Отпиливаем гайку с одного из концов и привариваем ее к водопроводной цанге с помощью горелки и серебросодержащего припоя. Вот теперь совсем другое дело!
Дальше прикидываем каким образом вакуумные коммуникации расположатся под массивной плитой. Воздух будет откачиваться через отверстие, в которое запихнем 10 мм медную трубу. Примеряем и смотрим все ли подходит друг к другу, в идеале чтобы детали заходили друг в друга с усилием.
Воздух будет откачиваться через отверстие, в которое запихнем 10 мм медную трубу. Примеряем и смотрим все ли подходит друг к другу, в идеале чтобы детали заходили друг в друга с усилием.
К одному из концов трубы приварим латунную муфту, она нам понадобится для дополнительной защиты насоса от влаги. После окончания огненных работ, случайно прислонил раскаленный кончик горелки к своей любимой флиске. Блин, теперь мамка меня убьет…
На глянцевой, чересчур скользкой и блестящей трубе делаем насечки с помощью наждачной бумаги. Параллельно разводим эпоксидную смолу в пропорциях 1:2, тут главное не торопится и хорошо перемешать смесь до получения однородной массы. Обмазываем получившимся соусом отверстие и устанавливаем в него трубу. Важно надежно герметизировать стык стола, трубы и дать время для полимеризации состава. Через пару дней продолжаем работу и прикручиваем оставшиеся детали с применением силикона.
На этапе бурильно-сверлильных работ делаем отверстия с 4-х сторон плиты. В них будут устанавливаться жесткие пружины от 3D принтера, которые должны предотвратить гашение полезных вибраций передаваемых виброматором к платформе. Отверстия здесь не глубокие и залиты эпоксидным клеем для прочного соединения.
В них будут устанавливаться жесткие пружины от 3D принтера, которые должны предотвратить гашение полезных вибраций передаваемых виброматором к платформе. Отверстия здесь не глубокие и залиты эпоксидным клеем для прочного соединения.
Электродвигатель для вибростола выбирался из того, что было в хозяйстве. Конкретный экземпляр был извлечен с катушечного магнитофона Маяк 203, если память не подводит. Модель двигателя КД-6-4-УХЛ-4, мощность 6 Вт, частота вращения вала 1400 об. Эксцентрик сделан из говна и палок, тут особо рассказывать нечего, главное, чтоб его ось находилась по центру стола. Регулировка скорости вращения данного асинхронного двигателя реализовано через обыкновенный диммер, которым регулируют яркость свечения ламп накаливания и прочую примитивную силовую электронику.
Это в корень не правильно. Потому что диапазон регулировки частоты вращения двигателя лежит в очень узком диапазоне, но он работает! Как сказал один великий сказочник: И так сойдет.
Данная плата некоторое время назад разводилась для самогонного аппарата. Схема тут довольно простая, состоит из симистора ВТА41-600, пары резисторов и конденсаторов. В связке с электромотором это безобразие выглядит так. Тут еще нужно добавить фазосдвигающий конденсатор на 4 мкФ параллельно одной из обмоток и 10 Вт резистор номиналом 130 Ом, иначе работать ничего не будет.
Заказать плату к данному проекту можно на все мирно известном сервисе PCBWey. Для этого на сайте в разделе «быстрое прототипирование» указываем все необходимые параметры. Длинна в нашем случае 38 мм, ширина 61мм. Плата двухсторонняя.
Как только платы приехали, распаиваю компоненты согласно рисункам и надписям на плате, а затем проверяю как всё работает.
После включения вроде ничего не взорвалось, это хороший знак. Регулируя в небольшом диапазоне напряжение на обмотках электромотора, можно добиться механического резонанса стола, при котором все содержимое на его поверхности будет стремится уползти в неизвестном направлении.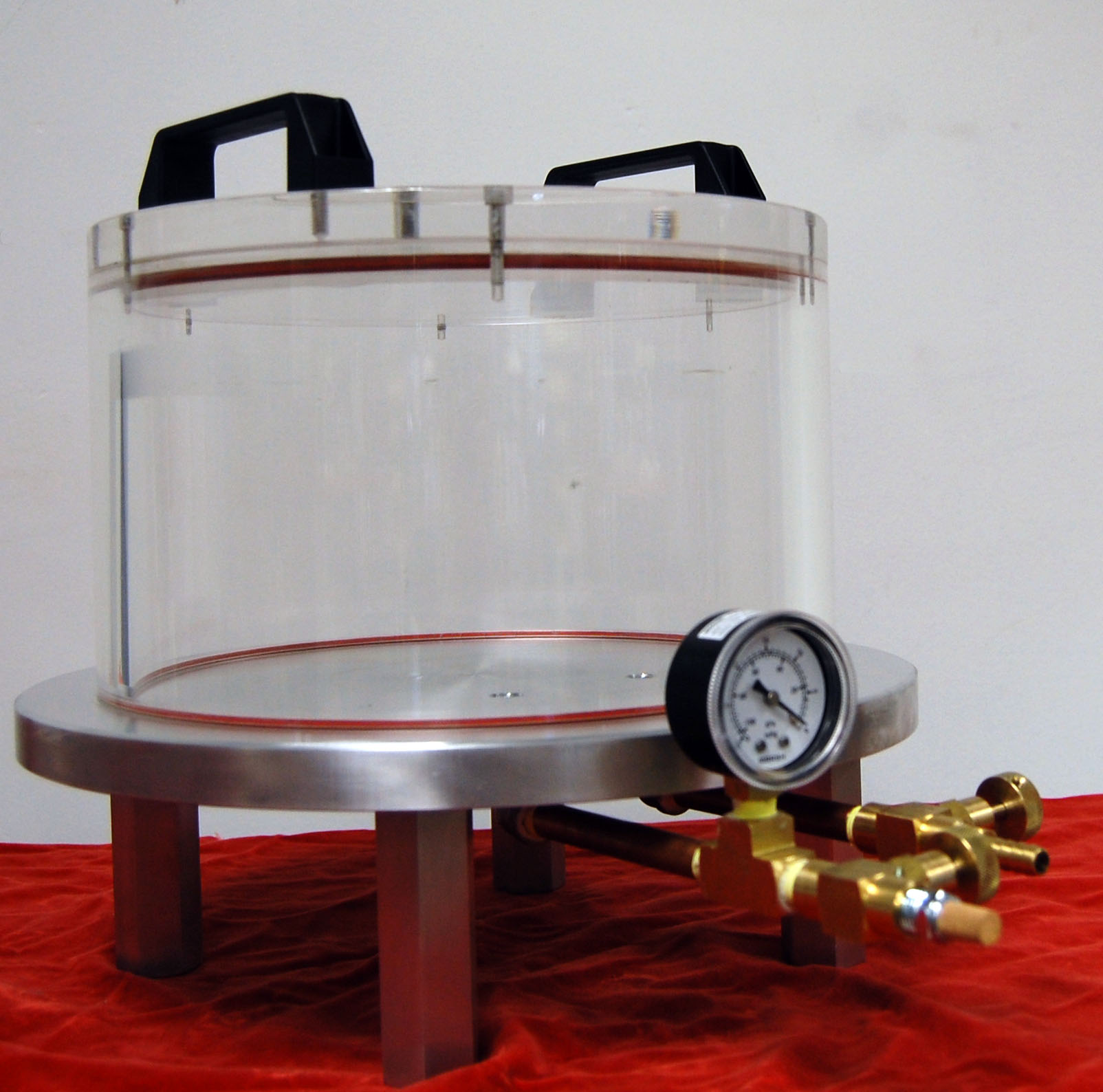 Полагаю, формовочная смесь для литья будет чувствовать себя уютно на таком сеансе вибротерапии.
Полагаю, формовочная смесь для литья будет чувствовать себя уютно на таком сеансе вибротерапии.
Работа по сборке стола подходит к концу. Осталось прикрутить резиновые ножки к куску 10 мм фанеры и установить спицы на которых будет размещено пружинное основание машины смерти. Как только был закручен последний шуруп, тут же набежала толпа хомяков и начала изучать слабые места конструкции, попутно оставляя следы в виде рисовых зерен.
Пришло время для основных испытаний вибровакуумного стола. Подсоединяем вакуумный шланг к вакуумному насосу и смотрим какую глубину способна набрать система из обычных водопроводных труб и фитингов. Закрываем отверстие с помощью куска вакуумной резины и ждем пока перестанут меняться цифры на вакуумметре. Спустя примерно 5 минут, давление опустилось до 650 микрон, что являлось лучшим результатом пока не засрался влагой фильтр-осушитель. Под конец всех экспериментов, давление в системе не получалось опустить ниже отметки в 1000 микрон, так как молекулярное сито в нем начало зверски газить. Но тут ничего не поделать. Напомню, что работа насоса «на себя» за 5 минут дает 12.8 микрон или в пересчете 1.7 паскаля с новым маслом на борту. По показаниям таблиц из википедии мы достигли среднего вакуума.
Но тут ничего не поделать. Напомню, что работа насоса «на себя» за 5 минут дает 12.8 микрон или в пересчете 1.7 паскаля с новым маслом на борту. По показаниям таблиц из википедии мы достигли среднего вакуума.
Первые десять откачиваний системы проводились с пустым колпаком. При каждом новом запуске установки на нержавеющей сетке глушителя появлялся слой инея, который объясняется одновременно несколькими физическими явлениями. С этого момента давай поподробней. При включении установки внутри колпака происходит адиабатическое расширении газа и следовательно он охлаждается. При этом если температура воздуха упадет ниже точки росы, то появится жидкая фаза в виде микроскопических капелек. Выглядит это как образование тумана, поток которого направлен к выпускному патрубку.
Пневмоглушитель, который дополнительно был установлен во избежание попаданий мелких частиц пыли в тело насоса, создает пневматическое сопротивление потоку воздуха. В этом месте появляется сильное разрежения газа с высокой скоростью и давлением, что приводит к резкому охлаждению металла и образованию слоя инея на нем. Та как воздух проходит через сужение канала трубопровода где происходит понижение давление возле пористой перегородки, такой эффект можно назвать дросселированием. Достаточно убрать глушитель и этого эффекта не будет. Точней будет, но его сложно будет определить невооруженным взглядом.
Та как воздух проходит через сужение канала трубопровода где происходит понижение давление возле пористой перегородки, такой эффект можно назвать дросселированием. Достаточно убрать глушитель и этого эффекта не будет. Точней будет, но его сложно будет определить невооруженным взглядом.
Дросселирование применяется в компрессионных холодильниках в качестве средства обеспечения перепада давления хладагента, которое при изотермическом расширении отнимает теплоту от охлаждаемого объекта, а затем после сжатия отдает ее охлаждающей среде через радиатор холодильника. Максимальная температура, которую удалось зафиксировать на сетке при старте насоса минус 10 градусов. После десятка минут работы, температура в камере становится равна комнатной.
После серии увлекательных экспериментов я заметил что вакуумное масло внутри насоса слегка помутнело и превратилось в какую-то эмульсию.
Причиной этому стала атмосферная влага, которая раз за разом проходя через масло оставляла в нем свой след. Естественно такой неожиданный поворот привел к тому, что насос больше не мог набрать глубину вакуума ниже 48 микрон.
Естественно такой неожиданный поворот привел к тому, что насос больше не мог набрать глубину вакуума ниже 48 микрон.
Посидев пару часов в паутине всемирного мусора, на одном из форумов нашел методику очистки масла с помощью простого кипячения. Грех было не проверить способ. Я тут же бросился сливать жижу с двигателя и бежать на кухню отдавая содержимое огню. После двадцати минутного сеанса масло перестало пузырится и стало немного дымить. Его оптические свойства явно улучшились. Даем некоторое время на остывания и заливаем его обратно в насос. В процессе работы компрессора «на себя», давление в системе показало 11.7 микрон, что есть просто космическим результатом.
Чтоб избежать дальнейших проблем, было принято решение соорудить осушитель с применением силикагеля. В начале, начал скрести по сусекам в поиске пакетиков из коробок с под обуви. Вроде дело хорошее, но насобиралось всего пару грамм такого материала. Потом случайно залез в шкаф и нашел бентонит, наполнитель для котэ, неплохая альтернатива в качестве воздушного осушителя, только перед применением его нужно просушить в духовке.
В качестве емкости тут использована банка из под огурцов с пару проделанных в ней отверстий. Засыпаем глину в банку. Обязательно нужно использовать тряпочный мешочек, так как в воздух поднимается куча мелкодисперсной пали. В общем пару минут работы и примитивный осушитель готов.
Если его поместить в зип-пакет вместе с китайским гигрометром, то влажность упадет с 41 до 17% за 12 часов. Датчик влажности тут резистивный.
Банка вышла немаленькая и занимает примерно четверть полезного объема под колпаком. Ну то ладно. Первое что захотелось проверить при запуске вакуумной установки, это при каком давлении будет закипать вода, какая будет её температура, температура воздуха под куполом и её влажность.
Если ускорить этот процесс в 100 раз, то можно заметить что вода начинает активно закипать после остаточного давления в 15000 микрон, температура воды при этом падает на 5-6 градусов. Температура воздуха внутри камеры остается практически неизменной, влажность в начале упала к отметке 36% а затем резко поднялась до 70% в процессе кипения. Под конец дегазации и удаления растворенных газов из воды, она уже не кипит, а слегка испускает дух. Весь процесс занял не больше 3 минут. Давление стабилизировалось на 3.7 кило микронах. Выключаем насос и запускаем воздух в камеру.
Под конец дегазации и удаления растворенных газов из воды, она уже не кипит, а слегка испускает дух. Весь процесс занял не больше 3 минут. Давление стабилизировалось на 3.7 кило микронах. Выключаем насос и запускаем воздух в камеру.
Особенности. Если запустить пустую установку , то влажность упадет с 50 до 18%. При этом показалось, что это нижняя граница в показаниях гигрометра и меньше он показать не способен. Банка после каждой вакуумации слегка нагревается, похоже в бентоните происходят экзотермические реакции при поглощении влаги. Масло естественно после нескольких кипячений снова испортилось и стало мутным.
Где-то прочитал, чтобы избежать таких неприятностей в начале рекомендуют устанавливать мембранный насос для удаления влаги с откачиваемого объема, а затем уже пластинчато-роторный. Но покупать второй насос меня жаба давит.
Удивительно, но много кто грешил на масло, которое идет в комплекте, типа вот у меня дома насос уже 10 лет качает и проблем никаких нет. Послушав предположения и рекомендации взял другое, самое дешевое марки ВМ-1. В общем чтоб не томить длинными историями, его ждала такая же мутная участь что и с предшественником. Потому в процессе съемок это болото пришлось кипятить раз пять. Либо у меня насос какой-то волшебный, либо всему виной высокая влажность в хате. Возможно виноваты кривые руки, магнитные бури или любые другие причины, о которых мне мало неизвестно.
Послушав предположения и рекомендации взял другое, самое дешевое марки ВМ-1. В общем чтоб не томить длинными историями, его ждала такая же мутная участь что и с предшественником. Потому в процессе съемок это болото пришлось кипятить раз пять. Либо у меня насос какой-то волшебный, либо всему виной высокая влажность в хате. Возможно виноваты кривые руки, магнитные бури или любые другие причины, о которых мне мало неизвестно.
Переходим к практической стороне, а то смотрю вы уже утомились от пустой болтовни. Как говорилось в самом начале, основная задача вибровакуумного стола — это обеспечить надлежащее качество отливок из серебра, золота или любых других металлов, которые можно расплавить газовой горелкой в домашних условиях.
Перед каждым литейным процессом я зачастую черпаю вдохновение с канала литейной мастерской ARIMF, даже по рекомендации сделал набор для резьбы по воску. В последнее время Тимофей куда то пропал, хочется верить что у него просто много работы и он не «забил» на канал. Аримф — давай возвращайся уже!)
Аримф — давай возвращайся уже!)
В основе этого повествования лежит попытка вернуть первоначальный вид подвеске Киевской Руси, которая была найдена в округе тридевятого царства. Восковка эта создавалась из двух половинок, так как находка была разломана на две части. Если найти вторую половину на том поле, то можно подобно Джедаю воссоединится с силой!
Вставляем восковку в пластилин и параллельно размешиваем формомассу с водой в пропорциях которые указаны в инструкции. Дальше эту смесь подвергаем вакуумации в совокупности с полезными вибрациями. Сильный вакуум это вред, как по мне, так как если не контролировать процесс, после определенного давления формовочную смесь подобно извержению вулкана начнет разбрызгивать по внутренним стенкам стеклянного сосуда.
После нескольких минут активного кипения заливаем формовочный состав в опоки где установлены восковки и еще раз кипятим этот натюрморт. Тут важно не забыть облепить трубы скотчем с запасом, а то гипс увеличивается в объемах в процессе.
Вся выше описанная операция не должна превышать десять минут, так как гипс потом начнет схватываться. После этого даем отдохнуть опокам в течении суток, вынимаем из нее лишние гвозди и ставим это безобразие на шести часовую прокалку. Дальше все по накатаной. Разогреваем необходимую порцию металла и начинаем крутить его в кружке посреди комнаты в надежде, что она не улетит в окно. В результате у нас должна получится качественная отливка.
А перед следующими экспериментами обязательно одеваем очки. Осколочно-фугасные банки не рассчитаны под задачи, которые будут показаны дальше.
Если у нас есть вакуумная установка, то грех не попробовать получить на ней плазму. Примитивную конечно, но с кем бог не шутит. Для этого достаточно просверлить в банке отверстие с помощью алмазной коронки и ввинтить в нее болт в качестве электрода. Откачиваем воздух и подключаем высокое напряжение. Шуруп в банке будет служить — анодом, а выходной патрубок — катодом. Блок высокого напряжение способен выдавать от 6 до 9 кВ с током 1.5 мА. Выходные характеристики тут зависят от подаваемого на вход напряжения.
Блок высокого напряжение способен выдавать от 6 до 9 кВ с током 1.5 мА. Выходные характеристики тут зависят от подаваемого на вход напряжения.
По сути, все что светится внутри банки это ионизированные частицы воздуха, которые не способен удалить вакуумный насос. Плазменная дуга как видно довольно толстая, а значит мусора тут осталось много. В процессе этого эксперимента был сделал ряд фотографий и выложен в инстаргамм, где сразу начали писать человеки с просьбой провести измерение радиационного фона. Да не вопрос. Делать это будем с помощью сцинтилляционного дозиметра Радиокод 101, если какая-то частица и вылетит из банки, она тут же будет зарегистрирована.
Для создания маломайской рабочей лампы, требуется более серьезное вакуумное оборудование с применением диффузионного насоса, азотными ловушками и прочими экзотическими штуками, о которых нормальные люди мало что слышали. Мы с Саней химиком начали собирать простенькую установку для ионного плазменного напыления металлов. Но изучая тему глубокого вакуума приходит понимание того, что одним напылением дело не закончится. -6 мм. рт. ст. Это необходимо при работе с чистыми газами, поскольку остаточный воздух и любые загрязнения в колбах сведут на нет всю красочность разряда. Напуск газов в колбы из баллонов производится через краны с тонкой регулировкой, процесс контролируется с помощью точных вакуумметров. Этот процесс лучше один раз увидеть, чем сто раз услышать.
-6 мм. рт. ст. Это необходимо при работе с чистыми газами, поскольку остаточный воздух и любые загрязнения в колбах сведут на нет всю красочность разряда. Напуск газов в колбы из баллонов производится через краны с тонкой регулировкой, процесс контролируется с помощью точных вакуумметров. Этот процесс лучше один раз увидеть, чем сто раз услышать.
Теперь рассмотрим самое практичное применение для вакуумной камеры. Слышали что-нибудь про стабилизацию древесины? Так вот, сейчас сделаем полезное дело. Правда это будет скорей пропитка, так как стабилизация осуществляется с определенными дорогими полимерами, которые в дальнейшем нужно нагревать до скажем 80 градусов, чтобы он застыл. А у нас это тунговое масло с добавлением воска.
В процессе вакуумирования, воздух в порах ручки ножа замещается маслом, что в дальнейшем защитит ее от агрессивных внешних факторов и продлит срок службы. Клинок этого самурайского меча сделан из нержавеющей стали N690, а ручку под заказ делал японский мастер. И тут хорошо видно разницу до пропитки и после. Дерево заиграло новыми цветами и стало выглядеть благородно. Стакан, который служил подопытным кроликом на утро покрылся слоем белого налета, это и есть тот самый воск который присутствовал в масле.
И тут хорошо видно разницу до пропитки и после. Дерево заиграло новыми цветами и стало выглядеть благородно. Стакан, который служил подопытным кроликом на утро покрылся слоем белого налета, это и есть тот самый воск который присутствовал в масле.
Постоянные читатели знают, что я время от времени увлекаюсь археологическими раскопками и часто найденные предметы из черного металла лежащие на полке, ржавеют и рассыпаются. Чтоб хоть как то сохранить наследие наших далеких предков, попробуем пропитать металл льняным маслом. Уверен в древности за металлом ухаживали такими же методами, натирая или вываривая предмет в растительных маслах, которые получалось добыть теми или иными способами. После пропитки железные предметы выглядят намного красивей и теперь можно не боятся что историческое наследие превратится в труху.
Накладки на этом средневековом ноже, похоже сделаны из кости какого-то животного. А рядом лежит пинцет времен Древней Руси. Возможно кто-то, когда-то этой штукой выщипывал свои брови. В общем как вы поняли, вакуумной установкой можно найти много интересных применений и в дальнейших постах мы ее будем часто применять в литейном ремесле.
В общем как вы поняли, вакуумной установкой можно найти много интересных применений и в дальнейших постах мы ее будем часто применять в литейном ремесле.
Для справки. Съемка этого выпуска заняла порядка двух месяцев. При том, что большая часть времени было потрачено на поиски и устранения утечек в вакуумной системе. К счастью вазелин и герметик решают все. Ну не все конечно, но многое, в прочем как и синяя изолента. Стоимость сегодняшней установки с учетом вакуумного компрессора, вакууметра, фитингов и прочих мелочей обошлась примерно в 500 баксов. Кто то может сказать а чего так дорого? На самом деле собственноручно собранное устройство не имеет цены, тем более что оно неоднократно будет использоваться в различных экспериментах, которые помогут узнать наш мир лучше.
Поддержи нас на Patreon
Полное видео проекта на YouTube
Наш Instagram
Рождение советской ПРО. Как СССР копировал микросхемы
Упрощенно говоря, существуют две больших категории транзисторов: исторически первые серийные – биполярные транзисторы (bipolar junction transistor, BJT) и исторически первые концептуально – полевые транзисторы (field-effect transistor, FET), причем логические элементы, собранные на них, в обоих случаях можно реализовать как в дискретном виде, так и в виде интегральных схем.
Для биполярных транзисторов существовало две основных технологии изготовления: примитивная точечная (point-contact transistor), не имевшая практического применения, и технология транзисторов на pn-переходах (junction transistor).
В свою очередь, переходные транзисторы насчитывали три основных технологических поколения (в зависимости от того, как формировался переход): транзисторы с выращенным переходом (grown-junction transistor, оригинальная работа Шокли, 1948 г.), транзисторы со сплавным переходом (alloy-junction transistor, RCA и General Electric, 1951 г., развитие получили в технологии MAT/MADT от Philco и PADT от Philips) и самые совершенные, транзисторы с переходом, полученным диффузией (diffused-base transistor от Bell Labs, 1954 г., более продвинутые mesa transistor от Texas Instruments, 1957 г., и, наконец, планарные транзисторы от Fairchild Semiconductor, 1959 г.).
В качестве экзотических вариантов существовали также транзисторы с поверхностным барьером (surface-barrier transistor, Philco, 1953 г. ), именно на них были созданы компьютеры MIT Lincoln Laboratory TX0 и TX2, Philco Transac S-1000 и Philco 2000 Model 212, Ferranti-Canada DATAR, Burroughs AN/GSQ-33, Sperry Rand AN/USQ-17 и UNIVAC LARC!
), именно на них были созданы компьютеры MIT Lincoln Laboratory TX0 и TX2, Philco Transac S-1000 и Philco 2000 Model 212, Ferranti-Canada DATAR, Burroughs AN/GSQ-33, Sperry Rand AN/USQ-17 и UNIVAC LARC!
Также были известны транзисторы с дрейфующим полем (drift-field transistor, German Postal Service Central Bureau of Telecommunications Technology, 1953 г.), они использовались в IBM 1620 (1959 г.) под названием Saturated Drift Transistor Resistor Logic (SDTRL).
Для производства микросхем подходили (в теории) три варианта переходных транзисторов – сплавные, меза и планарные.
На практике, конечно же, со сплавными ничего не вышло (остались только бумажные идеи Джеффри Даммера, Бернарда Оливера и Харвика Джонсона, 1953 г.), с меза-транзисторами получилась убогая гибридная TI 502 от Джека Килби, и более желающих экспериментировать не нашлось, а планарный процесс, наоборот, пошел отлично.
Первыми планарными микросхемами стали Fairchild Micrologic (те самые, что использовались в Apollo Guidance Computer и малоизвестных AC Spark Plug MAGIC и Martin MARTAC 420) и Texas Instruments SN51x (использовались в компьютерах NASA Interplanetary Monitoring Probe и ракетах Minuteman II), обе появились в 1961 году.
В целом Fairchild неплохо заработали на программе Apollo – для всех компьютеров суммарно NASA закупило более 200 000 микросхем по $20–30 каждая.
В результате как планарные биполярные транзисторы, так и микросхемы на них использовали для производства компьютеров все 1960-е годы (а микросхемы – и все 1970-е).
Например, великий CDC 6600 был собран в 1964 году на 400 000 кремниевых биполярных транзисторах Fairchild 2N709, изготовленных по наиболее совершенной эпитаксиальной планарной технологии и рассчитанных на сверхвысокую частоту в 10 МГц.
Краткая история логики
Как же организовывали логические ячейки в это время?
Для того, чтобы собрать компьютер, необходимы две вещи.
Во-первых, нужно так или иначе собрать саму логическую схему на ключах, которыми можно управлять.
Во-вторых (и это не менее важно!), нужно усилить сигнал одной ячейки настолько, чтобы она, в свою очередь, могла управлять переключением других, так собираются сложные арифметико-логические цепи.
В исторически первом типе логики – резисторно-транзисторной (resistor-transistor logic, RTL), в качестве усилителя использовался тот же самый единственный транзистор, что служил ключом, более никаких полупроводниковых элементов в схеме не было.
RTL-ячейка выглядит максимально примитивным с точки зрения электротехники образом, например, вот классическая реализация элемента NOR.
Таблица, показывающая как работает NOR-ячейка, и два возможных варианта ее реализации – самый примитивный, двухвходовый 2-NOR, и трехвходовый 3-NOR. Raytheon Apollo Guidance Computer был собран на 4 100 таких 3-NOR микросхем производства Fairchild Semiconductor. Вторая версия, уже для пилотируемых полетов, была усовершенствована до 2 800 микросхем, каждая из которых объединяла два 3-NOR.
AGC – самый известный в мире компьютер, собранный на RTL-логике. Справа – Маргарет Гамильтон (Margaret Hamilton), одна из разработчиц программного обеспечения миссии Apollo (https://wehackthemoon.com, https://www. theatlantic.com).
theatlantic.com).
Естественно, с помощью RTL можно (и нужно!) реализовать и прочие конструкции, например, триггеры.
Первый транзисторный компьютер MIT TX0 был собран в 1956 году на дискретных транзисторах по схеме RTL.
В СССР RTL легла в основу первых осокинских микросхем, о которых мы уже писали – Р12-2 (102, 103, 116, 117) и ГИС «Тропа-1» (201).
RTL была дешевой и простой, но имела кучу недостатков: высокая мощность, что приводило к повышенному нагреву, нечеткий уровень сигналов, низкая скорость, низкая помехоустойчивость и главное – низкая нагрузочная способность выходов.
Большей скоростью обладал вариант RCTL (resistor-capacitor-transistor logic), но он был еще менее помехоустойчивым.
Несмотря на появление более продвинутых серий, RTL использовалась и выпускалась года до 1964.
Одной из самых популярных была серия Fairchild MWuL и чуть более быстрая uL. Эти две группы, дополняющие друг друга по характеристикам, насчитывали около 20 типов ИС и выпускались года три в больших количествах.
В СССР их осилили клонировать в районе 1966 года, а выпускали разные варианты чудовищно допотопной RTL до середины 1980-х, если не далее.
Разработка происходила по классике, со всем подобающим, как было принято в СССР испокон веков (пишет про 111-ю серию известный коллекционер и историк электроники):
Очень редкая бескорпусная РТЛ-логика, одна из первых отечественных логических серий (тема «Микроватт»), разработанная в КБ-2 Ф. Г. Староса. Первоначально она выпускалась под доГОСТовским названием ТИС. История её развития не лишена странных моментов и белых пятен. Предположительно, изначально Старосом в середине 60-х были разработаны 1ЛБ111–1ЛБ113 с разбраковкой по входному/выходному току и времени распространения.
Затем (ориентировочно в самом начале 70-х) появляются 1ЛБ111–1ЛБ113, которые бракуются практически по тем же параметрам, но в абсолютном выражении имеют заметно лучшие характеристики. К примеру, время распространения было 600/650 нс, а стало 100/400 нс. Они нашли применение, к примеру, в гибридных микросхемах 207 серии – вероятно, при замене базового логического элемента, собранного на дискретных транзисторах.
Но достаточно быстро, к 1973 году, выпуск быстродействующего варианта был прекращен, также сошли со сцены и 1ЛБ112+1ЛБ113.
Ситуация вернулась к первоначальной. Что означает этот второй авантюрный вариант, теперь довольно трудно установить, но, возможно, разработчиков было двое. Тогда в этой истории появляется хоть какой-то смысл. Видимо, разработчика более быстродействующего варианта к 1973 году загнобили, что согласуется с историей КБ Староса.
Вишенкой на торте в каталоге 1976 года вновь откуда-то появляется 1ЛБ113…
Отметим крайне важный для дальнейших рассуждений момент.
Тип логики – это понятие, применяемое к схемотехнике логического элемента, а не конкретной его имплементации!
RTL можно реализовать как на дискретных элементах, так и в варианте микросхемы. На самом деле, можно даже заменить транзистор лампой и получить resistor-coupled vacuum tube logic – такую использовал первый прототип электронного компьютера в мире – машина Атанасова-Берри (Atanasoff-Berry Computer, 1927–1942 гг. ). В варианте микросхем RTL можно встретить в самых первых чипах – Fairchild Micrologic, а варианте RCTL – в TI SN51x.
). В варианте микросхем RTL можно встретить в самых первых чипах – Fairchild Micrologic, а варианте RCTL – в TI SN51x.
Знаменитая космическая серия RTLC TI SN51x. Сами микросхемы, их внутренне устройство и блок управления Minuteman II с компьютером Autonetics D-37D Missile Guidance System Computer на них (https://minutemanmissile.com/, http://ummr.altervista.org, https://www.petritzfoundation.org)
Нагрузочная способность критична для создания сложных схем – какой там получится компьютер, если наша транзисторная ячейка способна раскачать максимум 2–3 соседа, даже сумматор толковый не соберешь. Довольно быстро возникла идея – использовать транзистор в качестве усилителя сигнала, а логику реализовать на диодах.
Так появился куда более продвинутый вариант логики – диодно-транзисторный (diode–transistor logic, DTL). Бонусом DTL становится высокая нагрузочная способность, хотя скорость по-прежнему оставляет желать лучшего.
Именно DTL являлась основой 90 % машин второго поколения, например, IBM 1401 (чуть модифицированная фирменная версия complemented transistor diode logic – CTDL, упакованная в SMS-карты) и кучи других. Вариантов схемотехнической реализации DTL было едва ли меньше, чем самих машин.
Вариантов схемотехнической реализации DTL было едва ли меньше, чем самих машин.
Элементарная DTL NAND-ячейка и логический блок от БЭСМ-6 на извращенной модификации ECL для сравнения (https://1500py470.livejournal.com).
Естественно, можно обойтись и без транзисторов, тогда получится diode vacuum tube logic (чрезвычайно популярное решение в начале 1950-х, практически все машины, которые принято называть ламповыми, по факту имели логические цепи на диодах, а лампы ничего не вычисляли, просто усиливали сигнал, хрестоматийный пример – М1 Брука).
Еще одним экзотическим по нынешним меркам вариантом является чисто диодная логика (diode-resistor logic, DRL). Изобретенная тогда же, когда появились первые промышленные диоды, она широко использовалась в малых машинах начала 1950-х, например, калькуляторе IBM 608 и БЦВМ Autonetics D-17B от знаменитой ракеты Minuteman I.
До изобретения планарного процесса транзисторы считались неподходящими для критичных военных применений из-за потенциальной ненадежности, поэтому американцы использовали DRL в своих первых ракетах.
Советский ответ Minuteman I использовал ламповый компьютер, и ракета Р-7 (в том числе и из-за большей величины всех прочих компонентов) получилась чудовищно огромной по сравнению с американской: у янки примерно 29 тонн и 16,3х1,68 метра против невероятных 280 тонн и 34х10,3 метра. Даже монструозный LGM-25C Titan II имел размер 31,4х3,05 метра и массу 154 тонны, вообще, советские МБР всегда были куда больше американских, из-за отсталости технологий.
В результате, например, в качестве ответа компактной Ohio class SSBN пришлось разрабатывать хтоническую 941 «Акула» – в лодку, размером с «Огайо», советские ракеты бы просто не поместились.
Кроме компьютеров, DRL десятки лет использовалась во всевозможной заводской автоматике.
Классика DRL – ячейка AND-OR, одна плата от Autonetics D-17B и сам компьютер в сборе (https://minutemanmissile.com, http://www.bitsavers.org)
Транзисторная логика тоже нашла свое воплощение в ИС, начав с чипов Signetics SE100 1962 года.
Чуть позже DTL-версии микросхем были выпущены всеми основными игроками на рынке, включая Fairchild 930 Series, Westinghouse и Texas Instruments, разработавшую на низ БЦВМ D-37C Minuteman II Guidance Computer в том же 1962 году.
В Союзе DTL-микросхемы выпускались в огромных количествах: серии 104, 109, 121, 128, 146, 156, 205, 215, 217, 218, 221, 240 и 511.
Подготовка к производству DTL тоже не обошлась без советских приключений.
Вспоминает Юрий Замотайлов, с. н. с. кафедры ядерной физики ВГУ:
В 1962 году отдел № 8 (начальник отдела Хорошков Ю.В.) выпросили у главного инженера Колесникова В. Г. очень большие деньги для завода того времени для закупки электронной пушки. Цель-то была благородной – делать на ней по невероятно простой (а, следовательно, дешевой) технологии диоды – аналоги нужных для страны Д226. Технология, действительно, несложная: окисление пластин, напыление алюминия, выстрел электронным лучом, скрайбирование и сборка.
Не хочу оправдываться в неудаче, но для общего представления скажу, что вакуумная камера кубической формы, примерно 3 м3, защищенная 5 тоннами свинца от вторичных рентгеновских лучей, была куплена у НИИАТ в Москве.
Знаменита она была тем, что с нее выступал после полета в космос Валерий Быковский. Так что для загрузки в нее деталей операторами она была оснащена лестницей высотой около трех метров. По паспортным данным пучок электронов мог быть сфокусирован до диаметра 100 мкм.
Двухлетняя наладка специалистами НИИАТ и нами дала пучок с минимальным диаметром около миллиметра. Достаточно сказать, что настройка и управление пучком осуществлялась с помощью 148 трансформаторов типа ЛАТР-2.
Короче, пушку пришлось передать в Политехнический институт.
Вы представляете наше душевное состояние?
В отделе некоторые просто перестали здороваться. Хорошков Ю.В., проходя мимо, смотрел сквозь нас.
Интересно, почему же Зеленоград постоянно закупал на Западе оборудование?
Может, по причине того, что советские установки годились только как реквизит фильмов про доктора Франкенштейна?
В итоге на диоды все забили и решили собирать сразу микросхемы (если удастся достать западные степперы).
Начали клонировать DTL.
Но какую же делать схему?
Честно говоря, схемотехники из нас никудышные. В одном из журналов нашли схему ДТЛ с девятью компонентами. Добавив к ней на вход диод, мы и получили ту самую ТС-1.
<…>
Приехав в очередной раз к нам, Шокин А. И., как всегда в сопровождении в то время первого секретаря обкома КПСС С. Д. Хитрова, вечером, в узком кругу, ознакомился с ходом работ. Затем был затронут вопрос о предъявлении к сдаче НИР «Титан» Госкомиссии…
Никогда не забуду слова Шокина: «Мужики! 31 декабря, хоть под самые 24 часа, ко мне домой, но привезите действующую схему». Хитров С.Д. сидит и говорит: «И мне одну!» Меня даже передернуло. Думаю: «Но вам-то зачем?! Дай бог, чтобы получилась одна, доказывающая, что технология принципиально разработана».
Тем не менее фраза Хитрова имела свое действие.
После некоторой паузы министр сказал: «Действительно, один образец как-то не звучит». И, извините, после получасовой торговли договорились, что Госкомиссии будет предъявлено 10 образцов. Мы долго вспоминали Хитрова и забыли лишь после сдачи темы Госкомиссии.
Мы долго вспоминали Хитрова и забыли лишь после сдачи темы Госкомиссии.
Никогда не забуду день, когда, наконец, первый кристалл (целиком!!!) зафурыкал.
Это была большая радость для коллектива, описать которую уже, простите, я не смогу.
Произошло это в середине ноября. Оставалось 1,5 месяца, а надо было сделать еще 9 штук!
И хотя за счет сверхинтенсивной работы партию пластин из 15–20 штук мы прогоняли за 4–5 суток, и партии запускались ежедневно, как это часто бывает в жизни, наступила настоящая полоса неудач. Почти в течение месяца не было ни одного целого кристалла.
Слава Богу, где-то в середине декабря из двух-трех партий Аракчеева И. А. набрала 7 кристаллов и собрала их в корпуса. Честно говоря (теперь в этом можно признаться), Госкомиссии так и было предъявлено 10 колодок для измерения, в которых в восьми были схемы, а в двух пустые корпуса. Но Госкомиссия замерами двух схем удовлетворилась.
<…>
Надо отдать должное Колесникову В. Г. в понимании наших проблем.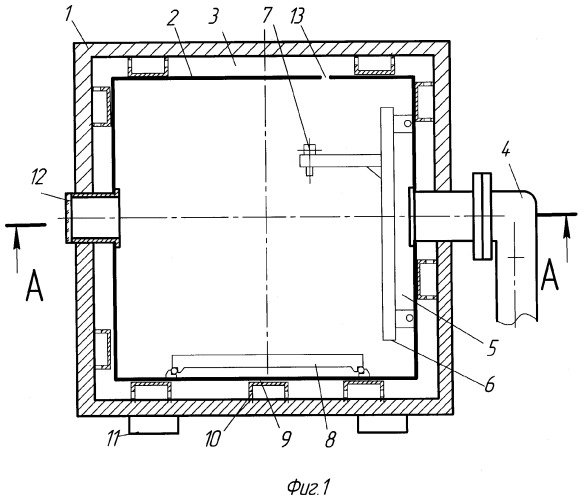
Он прекрасно знал, что на том оборудовании, на котором в основном выполнялась часть НИР, выполнить ОКР, организовать серийное производство не могло быть и речи. Еще месяцев за 6 до окончания НИР мы краем уха узнали, что заместитель главного инженера Лаврентьев К. А. уехал в Японию, правда, с какой целью мы не очень-то были осведомлены…
Через пару недель после этого мы накинулись распаковывать печи, привезенные Лаврентьевым из Японии. Это были знаменитые СДО-2, в прямом смысле спасшие нас. Мы их получили как раз в тупиковое время.
Таким образом, Колесников В. Г. заранее выпросил валюту и договорился о поставке оборудования (вместе с печами было получено некоторое оборудование по фотошаблонам и фотолитографии).
<…>
Мы взяли в лабораторию сверх лимита Чернышова А. И. из аспирантуры ВГУ, причем старшим инженером. Я, зная его еще раньше, никакой группы ему не дал (да и он не просил), а поручил поработать с контактами. Месяца два – два с половиной, как мы тогда говорили, никакой отдачи.
И вот однажды он подозвал меня, говорит: «Смотри!»
Проверили кристалл, на входе у двух диодов нет контакта, сама схема, естественно, не функционирует. Затем кладет пластину на самодельную плоскую печку, разогревает ее до 470 градусов и выдерживает 15 минут. После этого на этой пластине мы находим две функционирующие схемы, на другой (аналогичной) – 3 и т. д.
Так был найден режим для вжигания алюминия.
Ведь до этого вжигали алюминий при температуре 300 градусов, пользуясь секретными сообщениями, полученными через 1-й отдел, оказавшимися дезинформационными…
Невольно возникла мысль, какие схемы мы предъявили Госкомиссии? Случайно получившиеся?!
Различные варианты стандартных карт (как правило, 1 карта = 1–2 элемента типа NAND или NOR) от транзисторнных машин 1960–1970 гг., представляют все варианты дискретной логики – DTL, TTL, ECL (фото предоставлено коллекционером http://ummr.altervista.org) /size]
Так в муках рождалась советская микроэлектроника.
На чем собирали «Эльбрус-1»
Наконец, царь-логика, ставшая золотым стандартом до эпохи микропроцессоров, это, конечно, транзисторно-транзисторная (transistor-transistor logic, TTL).
Как явствует из названия, транзисторы здесь используются для выполнения как логических операций, так и усиления сигнала. Реализация TTL требует заменить диоды многоэмиттерным (обычно 2–8 эмиттеров) транзистором.
TTL была изобретена в 1961 году Джеймсом Бьюи (James L. Buie) из компании TRW, который сходу осознал, что она как нельзя лучше подходит для интегральных схем, только появляющихся в те годы. Конечно, TTL можно реализовать и дискретно, но, в отличие от DTL, ее слава пришла вместе с возвышением ИС.
Уже в 1963 году Sylvania выпустила первый комплект микросхем Universal High-Level Logic family (SUHL, использовалась в ракете AIM-54 Phoenix для истребителя Grumman F-14 Tomcat), построенных по транзисторно-транзисторной схеме. Буквально сразу же за Sylvania фирма Transitron выпустила клон их семейства с названием HLTTL, но главное событие было впереди.
В 1964 году Texas Instruments выпускает серию SN5400 для военных, а в 1966 году – вариант SN7400 в пластиковом корпусе для гражданского применения (недолго выпускалась средняя между ними по живучести серия SN8400 для индустриального применения).
Нельзя сказать, что 54/74 обладала какими-то невероятными параметрами, но она была удачно подобрана по элементам и самое главное – имела невероятную рекламу.
Вообще, TI была своеобразным Intel 1960-х – главным законодателем мод на рынке ИС (в основном благодаря невероятно тормознутой политике их основного конкурента Fairchild и чудовищным патентным войнам, а не особому таланту разработчиков).
В результате буквально через пару лет серию 7400 лицензировали десятки фирм – Motorola, AMD, Harris, Fairchild, Intel, Intersil, Signetics, Mullard, Siemens, SGS-Thomson, Rifa, National Semiconductor, и спёр весь Соцблок – СССР, ГДР, Польша, Чехословакия, Венгрия, Румыния и даже КНР, и она стала таким же эталоном, как в 1980-е архитектура x86.
Единственной фирмой, которая не поддалась пропаганде TI, стала, конечно, IBM, корпорация-государство, которая все делала сама.
В результате до середины 1990-х они изготавливали абсолютно оригинальные TTL-чипы собственной, ни с чем не совместимой разработки, и применяли их в IBM System/38, IBM 4300 и IBM 3081.
Типовой MST-модуль (Monolithic Systems Technology) от IBM S/370 и его содержимое (https://habr.com)
Интересно и то, что 7400 серия фактически была не совсем честной TTL-логикой.
Начиная с продвинутой серии 74S (Schottky TTL) 1969 года и далее в 74LS (Low-power Schottky), 74AS (Advanced-Schottky), 74ALS (Advanced-Schottky Low-power) и 74F (Fast Schottky), вышедших в 1985 году, микросхемы вовсе не содержат многоэмиттерного транзистора – вместо него на входах стоят диоды Шоттки.
В результате технически это самая настоящая DTL(S), носящая название TTL, чисто чтобы не путать потребителя и не мешать бизнесу.
TTL и TTL(S) были лишены практически всех недостатков предыдущих семейств – они работали достаточно быстро, были недороги, надежны, мало грелись и имели высокую нагрузочную способность. Микросхемы TTL в зависимости от типа содержали от десятков до тысяч транзисторов и представляли собой элементы от самого примитивного логического вентиля до продвинутого BSP военного назначения.
Микросхемы TTL в зависимости от типа содержали от десятков до тысяч транзисторов и представляли собой элементы от самого примитивного логического вентиля до продвинутого BSP военного назначения.
Элементарная NAND-ячейка TTL-логики
Kenbak-1, предок всех ПК, использовал TTL для своего процессора в 1971 году.
Легендарный терминал Datapoint 2200 1970 года также работал на них (причем позже этот набор послужил прототипом архитектуры Intel 8080). Рабочие станции Xerox Alto 1973 года и Star 1981 года тоже имели процессоры, собранные из дискретных TTL-микросхем, правда, уже масштаба bit-slice процессора.
Практически все компьютеры до середины 1990-х годов в том или ином виде использовали TTL-чипы в некритичных для производительности моментах, как части разнообразных контроллеров шин, например.
Кроме того, до появления FPGA-матриц TTL-чипы активно применяли для прототипирования микропроцессоров (круче всех тут оказался как раз «Эльбрус» – перед тем как выпустить нормальную его версию, ИТМиВТ, по сути, прототипировал на TTL целую машину, которую даже впарил отдельно).
Первый ПК в мире, малыш Kenbak-1, созданный Джоном Блакенбакером (John V. Blankenbaker) в 1971 году. Было выпущено около 40 компьютеров. Сейчас уцелевшие экземпляры стоят около 500 000 долларов. Xerox Alto 1973 года – первая в мире рабочая станция с графической ОС, мышью, WYSIWYG-редакторами и ООП в качестве стандартного средства программирования. Фактически от современного ПК Alto не отличается вообще ничем, кроме производительности. Процессор собран на 4-х TI SN74181, образующих 16-битный BSP (https://t-lcarchive.org, https://3dnews.ru, https://habr.com)
Изначально TI выпустили классическую 74-ю серию и вариант повышенного быстродействия 74H с типовой задержкой всего 6 нс.
Нагрузочная способность равнялась 10 – отличный результат, позволяющий собирать довольно сложные схемы.
Корпус был самым простым – DIP14, в серию входило 8 самых простых (типа NAND) микросхем. Чуть позже номенклатура была расширена (как и типы корпусов, добавились на 16 и 24 вывода) и появился маломощный вариант – 74L, заторможённый до 30 нс на такт.
Первая серия с диодами Шоттки, 74S, вышла в 1971 году, ее скорость возросла почти до уровня советских ECL – 3 нс. В середине 1970-х появилась маломощная 74LS (при той же скорости, что обычная, 74-я мощность уменьшена в 5 раз).
В 1979 году Fairchild решает вставить свои 5 копеек и создает серию 74F по фирменной технологии Isoplanar-II (глубокое селективное окисление, обеспечивающее боковую изоляцию элементов вместо pn-переходов), которую они использовали для всего вообще.
Это позволило взять вожделенный барьер в 2 нс и при этом резко снизить мощность (кстати, для советских TTL-клонов все задержки смело можно множить на 2–3).
Texas Instruments провозились до 1982 года, когда, наконец, осилили серии 74ALS и 74AS практически тех же параметров. 74AS была даже чуть быстрее версии от Fairchild, но грелась в два раза больше и успеха не снискала, а вот 74ALS пользовалась огромной популярностью.
Наконец, лебединой песней TTL стала созданная фирмой Fairchild в 1989 году серия 74Fr, которая была в 1,5 раза быстрее 74F и грелась аналогично в 1,5 раза больше, поэтому была довольно быстро снята с производства.
74ALS же штамповали аж до 2019 года и использовали в куче мелкой автоматики и электроники. Существовала и версия SNJ54 – радиационно-стойкая для космического применения.
Золотая бессмертная классика – 16-битный процессор на TTL-рассыпухе TI SN74xx. Именно так выглядели процессоры 90 % машин в 1965–1975 гг. Конкретно эти платы представляют собой EAU (Extended Arithmetic Unit) модель 8413 (выпущена в 1974 г.) для миникомпьютеров Data General NOVA (примерный аналог по классу DEC PDP-11) и их же семейства Eclipse (S200, S230, C300, C330). Процессор (который сейчас бы назвали FPU) собран как BSP на чипах 74181. Он был совместим также с машинами General Electric Medical Systems, разработанными на основе Data General (http://ummr.altervista.org).
В Союзе к 1967–1968 годам TTL-чипов еще не было.
Именно поэтому в том числе и ЕС ЭВМ, и М10 Карцева, и 5Э53 Юдицкого разрабатывали под самое мощное, что было доступно – разнообразные ГИС. БЭСМ-6 и 5Э92б были вообще транзисторными, как и все гражданские машины. Даже прототип возимой ЭВМ 5Э65 (идеи которого позаимствовал Бурцев для 5Э21 позже), выпущенная в количестве трех штук, с 1969 по 1970 год тоже была транзисторной.
Даже прототип возимой ЭВМ 5Э65 (идеи которого позаимствовал Бурцев для 5Э21 позже), выпущенная в количестве трех штук, с 1969 по 1970 год тоже была транзисторной.
Однако, как мы помним, в 1967–1968 гг. было принято решение о разработке комплекса С-300, и в то же время ИТМиВТ заказывает клонирование серии TI 54/74.
Параллельно Минрадиопром перетягивает на себя все разработки, связанные с ПРО, и примерно в то же время у Бурцева рождается концепция «Эльбруса».
В результате принимается решение начать архитектурные изыскания в области сразу 2-х машин – для возимой ПВО (5Э26) и для стационарной ПРО («Эльбрус»). Параллельно планируется вести разработку долгожданных TTL-чипов, изучать возможности производства ECL-чипов и создавать два компьютера.
Как мы знаем, на практике все пошло не так, как задумано, и куда более примитивную 5Э26 закончили только через 8 лет разработки, а куда как боле навороченный «Эльбрус» выпустили серийно в TTL-версии только к середине 1980-х (а ECL-вариант к началу 1990-х), угробив на проект 20 лет.
На развитие советской TTL значительно повлиял и второй, после ИТМиВТ, серьезный игрок, возникший к 1969 году – НИЦЭВТ, разрабатывавший серию ЕС (а о его огромной роли в разработке советских ECL мы поговорим в следующей части).
Мало кто в курсе, но в золотые 1959–1960 годы не только русские ездили к американцам, но и американцы к нам!
В частности, в 1960 году на International conference on semiconductor physics в Прагу приезжал знаменитый инженер и изобретатель из Texas Instruments, директор по исследованиям приборов под руководством Гордона Тила, доктор Петриц (Richard L. Petritz), один из отцов SN51x.
Из Чехословакии он отправился в Москву, где осматривал советские лаборатории, делился своим опытом и обсуждал физику полупроводников.
Таким образом (с учетом Староса и Берга) практически вся советская микроэлектроника была основана при деятельном и довольно дружелюбном участии американцев.
К 1969 году была закончена разработка знаменитой серии 133 – клона SN5400 в планарном исполнении для военных (ОКР «Логика-2»).
С этого момента постепенно была скопирована вся линейка микросхем от TI:
Именно на этой серии и был создан «Эльбрус-1».
Как и многие в 1990-е, Бурцев внезапно узнал, что основатели Зеленограда Старос и Берг были американцами и, подобно Малашевичу, испытал такой шок, что не преминул вылить на покойных коллег неплохой ушат:
Бессмысленно анализировать талантливо сфабрикованную ложь создателей телепрограммы, в корне исказивших представление об истинных основателях отечественной микроэлектроники и вычислительной техники на ее основе.
Со Старосом и Бергом я был хорошо знаком и достаточно подробно изучал результаты их деятельности в Советском Союзе…
Наверное, это правда, что Старос и Берг, будучи студентами, передавали советской стороне закрытые данные США в области радиолокации. Но что они тем самым оказали нам большую помощь в развитии РЛС – по меньшей мере, преувеличение.
<…>
Облик микроэлектронных устройств по Старосу-Бергу выглядел так: в общий плохо герметизированный корпус помещались кристаллы, извлеченные из корпусных точечных транзисторов.
Естественно, по пути такой микроэлектроники мы пойти не могли.
Тем более, что мы хорошо знали, как работают точечные транзисторы в составе феррито-транзисторной логики, так как использовали их в этих элементах вычислительной техники начиная с 1956 года.
Подтверждение правильности нашего отказа от предлагаемой Старосом микроэлектроники не заставило себя ждать.
В один прекрасный день 1966 года меня вызвал директор нашего института академик Сергей Алексеевич Лебедев и говорит: «Тебя просил срочно приехать Валерий Дмитриевич. Калмыков. Зачем – не сказал, только хитро улыбнулся.
В министерстве Валерий Дмитриевич рассказал: «На днях у Староса был Хрущев. Ему показали ЭВМ под названием УМНХ – машина управления народным хозяйством.
Хрущев рекомендовал использовать УМНХ в управлении народным хозяйством.
После приезда Хрущева был созван обком партии, на котором поставили вопрос о том, нужна ли такая машина в районах. Все секретари заявили, что им такая машина очень нужна.
А делать-то эту ЭВМ кому?
Мне. Я же сомневаюсь в ее необходимости и в том, что УМНХ вообще работает.
Поэтому мы включаем тебя в комиссию по приемке этой машины, но имей в виду, положение трудное – если вы примете машину, придется ее делать, а я этого не хочу, не примете – может быть скандал».
К счастью, все обошлось хорошо.
Приехав в Ленинград и приступив к работе в комиссии, я прежде всего написал маленькие тесты.
Извлеченные из корпуса кристаллы транзисторов, помещенные в общий корпус машины, не работали. Мы, конечно, не могли написать отрицательный акт, и мудрый наш председатель генерал В. Ф. Балашов перенес испытания на шесть месяцев…
Испытания переносили еще много раз, так и не завершив работу комиссии, а про машину УМНХ все забыли…
Однако сами Старос и Берг, а в особенности их коллектив, произвели на нас хорошее впечатление, мы подружились с ними, поделились своим опытом разработки надежных систем.
<…>
Мы, конечно, не могли не спросить своих коллег, работающих в этой лаборатории, что же они показали Хрущеву и как убедили его, что машина УМ-НХ может чем-то управлять? Под большим секретом нам ответили: «Мы показали ему на осциллографе фигуру Лессажу и дали приемник, который вставляется в ухо». Такие приемники подарили и нам, но работали они не более недели.
Такие приемники подарили и нам, но работали они не более недели.
Не надо удивляться и возмущаться – примеры потемкинских деревень и нового платья короля можно встретить, к сожалению, и сегодня, причем в более грубой форме и на достаточно высоком уровне.
И Старос, и Берг были инициативными людьми – изобретателями, но, к сожалению, изобретателями в той области, где место только научно-техническим исследованиям. От изобретателей здесь пользы никакой, одно раздражение.
Поэтому назвать их основателями микроэлектроники Советского Союза никак нельзя, даже если Н. С. Хрущев и назначил Староса главным конструктором Зеленограда.
Еще более ложно утверждение, что они сыграли какую-то положительную роль в развитии вычислительной техники в СССР.
Отношение к этому интервью емко выразил известный бывший разработчик и эксперт по советским чипам:
При всём уважении к академику, несёт он дикую дичь. Ну, по крайней мере, про разработки Староса. Какие точечные транзисторы? Какие, к матери, «извлеченные из корпусных»? Он, видимо, что-то недопонял из старосовских микротранзисторов, потом у себя в голове нарисовал какую-то общую картину, вообще не имеющую отношения к действительности. ..
..
Вообще, здесь можно комментировать каждое предложение, начиная с «по пути такой микроэлектроники мы пойти не могли», а все советские ГИС, на которых собирали все, что можно, за 5 лет до Староса, пардон, это тогда что, это другое?
Не говоря уже, что с чудовищно криво корпусированной ECL, изготовленной мозолистыми руками честных советских людей, а не всякими пришельцами Старосами, 10 лет спустя столкнулся и Бурцев, наплакавшись вволю и задержав «Эльбрус-2» тем самым на несколько лет.
Особенно радует глаз пассаж про «такие приемники подарили и нам, но работали они не более недели. Не надо удивляться и возмущаться – примеры потемкинских деревень и нового платья короля можно встретить, к сожалению, и сегодня».
Эти самые приемники просто волшебные. Если мы хотим доказать ничтожество Староса – они отвратительны. Если мы хотим доказать величие советской сверхнауки – они восхитительны!
До середины семидесятых годов этот микроприемник можно было купить в магазинах СССР и Франции. Этот приемник произвел мировую сенсацию на съезде радиоинженеров в США. О нем писали в газетах: «как СССР смог нас обогнать?». Примечательно, что даже Хрущев брал их с собой за границу как сувениры, дарил Гамалю Насеру и даже самой королеве Елизавете.
Этот приемник произвел мировую сенсацию на съезде радиоинженеров в США. О нем писали в газетах: «как СССР смог нас обогнать?». Примечательно, что даже Хрущев брал их с собой за границу как сувениры, дарил Гамалю Насеру и даже самой королеве Елизавете.
В общем, американец Старос сделал шедевральный бесполезный мусор, превзошедшую американцев потемкинскую деревню.
Чтобы спокойно удерживать в голове эти взаимоисключающие параграфы и не тронуться рассудком, нужно иметь развитый навык двоемыслия, как мы уже описывали, невероятно прокачанный у отечественных академиков еще с 1930-х годов.
Из цитаты также забавно всесилие Калмыкова.
Хрущев подписал постановление об изготовлении УМ-1НХ, однако министру сам черт не брат, вызывает к себе Бурцева и говорит: не нравится мне Старос, завали-ка ты его. Бурцев – это не честный и принципиальный Лукин, которого за нежелание подставить Кисунько выперли из МРП, Бурцев все понимает и через это становится главным по программе ЭВМ для ПРО.
Ну и вообще вся суть отечественных министерств: машина изготовлена?
Да.
Все секретари обкомов за?
Да.
Хрущев за?
Да.
Все бумаги на выпуск подписаны?
Да.
Думаете, машину выпустили?
А шиш, Калмыков, как Баба-яга, против, ему лень возиться.
В этой истории радует одно, через 20 лет карма настигла и Бурцева, и точно так же всеми оплеванный за провал «Эльбруса» он был изгнан из ИТМиВТ, а позже Бабаян дожал его, ликвидировав и ВЦКП РАН и выгнав его на мороз второй раз, да еще и украв всю славу отца советского Burroughs.
Не будем забывать, что «Эльбрусом-1» применение советской TTL не исчерпывалось.
Второе ее важнейшее применение – это ЕС ЭВМ, конкретно – младшие и средние модели Ряда-1 и модифицированного Ряда-1.
О качестве их отлично высказался генеральный конструктор ЕС Пржиялковский:
Нужно отметить, что уже в начале производства машин ЕС ЭВМ выявились существенные проблемы, сопровождавшие отечественную ВТ все дальнейшие годы.
Во-первых, микроэлектронная база, на которой строилась ЕС ЭВМ, создавалась параллельно с машинами. Поскольку цикл разработки ЭВМ составлял минимум три года, то к моменту первой поставки машины потребителю она устаревала по своей элементной базе. До начала 80-х годов отечественные микросхемы неуклонно повышали степень своей интеграции. Так, ЭВМ ЕС-1020 использовала всего восемь типов микросхем серии 155, а к моменту начала ее производства появились еще два десятка типов, причем уже средней степени интеграции.
Во-вторых, химическая промышленность не смогла (а может не хотела?) стабильно выпускать для микросхем с корпусами ДИП пластмассу, обеспечивающую герметичность корпуса. В результате этого микросхемы имели крайне низкую надежность, особенно в условиях принудительной вентиляции шкафов ЭВМ.
<…>
Среди этих машин резко выделяются по технико-экономическим характеристикам модели ЕС-1032.
При единой архитектуре причиной таких великолепных для того времени показателей являлась только технологическая база. Есть смысл несколько остановиться на этом случае, учитывая те серьезные дебаты, которые проходили в высших органах управления СССР (ВПК, ГКНТ, ГОСПЛАН, МРП) при появлении в 1974 г. польской ЭВМ ЕС-1032.
Есть смысл несколько остановиться на этом случае, учитывая те серьезные дебаты, которые проходили в высших органах управления СССР (ВПК, ГКНТ, ГОСПЛАН, МРП) при появлении в 1974 г. польской ЭВМ ЕС-1032.
Процессор этой модели вместе с ОЗУ и каналами располагался в одном шкафу, тогда как отечественные модели ЕС-1022 и ЕС-1033 – в трех. Разработка ее велась на Вроцлавских заводах вне планов СГК ЕС ЭВМ. Когда она была закончена, встал вопрос о принятии ее в ЕС ЭВМ и присвоении ей соответствующего шифра.
При изучении документации на машину выяснилось, что при ее создании нарушены основополагающие документы и стандарты ЕС ЭВМ.
Главным нарушением было использование полной серии микросхем SN74 компании Texas Instrument. Советский аналог этой серии – серия 155 («Логика-2») имела вдвое худшие временные характеристики и в ней отсутствовали схемы повышенной интеграции. Под давлением высших органов страны (в первую очередь ВПК и МО) документами ЕС ЭВМ использование иностранных комплектующих изделий, не имеющих отечественных аналогов, запрещалось категорически.
Аналогичная ситуация была и с блоками питания.
Нарушением руководящих материалов ЕС ЭВМ было использование сдвоенных ТЭЗов размером 280х150 мм.
Все это, а также применение многослойной печатной платы ТЭЗа и использование полупроводникового ЗУ вместо ферритового (в СССР еще не было серийного производства микросхем для ОЗУ) привело к многократному увеличению степени интеграции сменного элемента замены, а следовательно, уменьшению габаритов и снижению потребляемой мощности.
По понятным причинам найти фото плат «Эльбрус-1» не представляется возможным. Примерно представление о микроэлектронике их уровня можно получить из этой картинки. Это космические часы с корабля «Союз», изготовленные в 1984 году на микросхемах 134ЛА8. Они попали в музей в Маунтин-Вью в Калифорнии и были там изучены Кеном Шириффом (Ken Shirriff). Часы, таймер и будильник содержат более 100 ИС, это немного шокирует. Микросхема реализует 4И-НЕ, далее показан распотрошенный чип, его логическая схема, снимок кристалла и участок, отвечающий за 1 транзистор (https://habr. com).
com).
Как мы и говорили – чудовищное воплощение советской TTL (особенно в гражданском варианте) было именно тем, что подкосило Ряд-1 и навсегда оставило у многих впечатление, что выпуск клона IBM был страшнейшей ошибкой.
Сами-то машины были отличными (IBM мусора не сделает, эту архитектуру со страшной силой копировал весь мир, от немцев до японцев), наши разработчики тоже в целом постарались неплохо.
А вот Зеленограду до качественного изготовления чипов, даже на целиком купленных западных линиях, всю его историю было как пешком до Луны. Именно из-за чудовищного качества первых микросхем 155-й серии большинство машин ЕС Ряд-1 вообще не работали или же постоянно и жестоко глючили.
Досадно то, что к концу 1980-х Ряд-1 составлял более 25 % всего объема ЕС ЭВМ, в результате как минимум 1/4 несчастных пользователей по всему Союзу была готова разбить эти чертовы машины кувалдой, в чем не была виновата ни фирма IBM, ни НИЦЭВТ.
Все претензии по справедливости нужно было отправлять в Зеленоград, к Малашевичу, чиновнику МЭП, прославившемуся своими мемуарами, в которых одна история удивительнее другой:
…с момента появления первых ИС прошло всего лишь около 20 лет, а результаты были получены фантастические…
Согласимся, результаты действительно были фантастические, вот только не в позитивном смысле.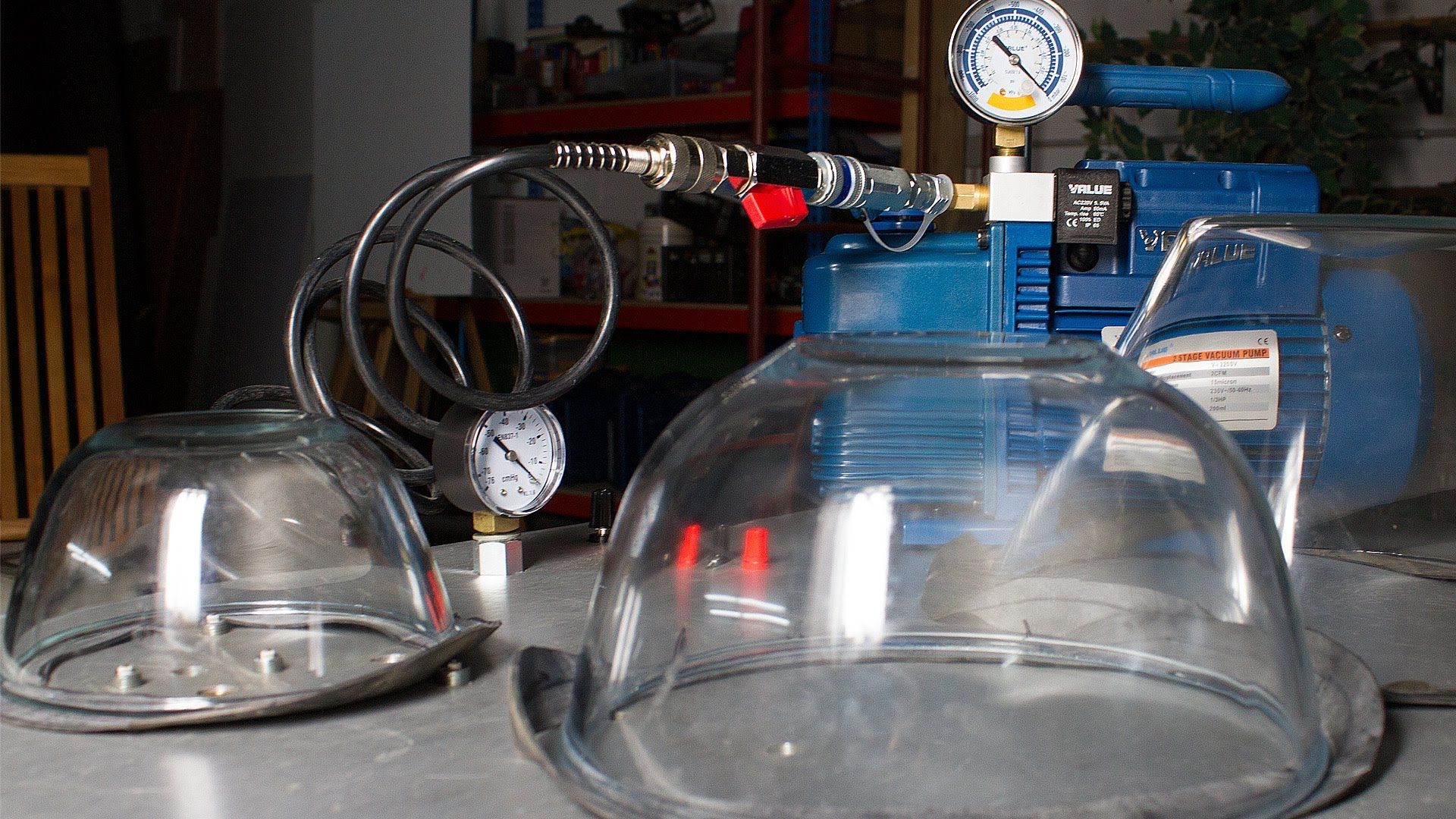
В 1972 году ЦРУ подготовило ряд отчетов о состоянии советской микроэлектроники и рассекретило их в 1999 году.
Вот один из них:
…лабораторный анализ доступных образцов, проведенный в США, выявил, что их дизайн довольно примитивен, а качество – в основном низкое.
Образцы явно уступают аналогам, производимым в США.
Даже изделия выпуска 1971 г. с заводской маркировкой, судя по всему, представляют собой прототипы… ничего не известно о наличии серийно выпускаемого в СССР гражданского оборудования, в котором использовались бы интегральные схемы, и нет никаких признаков их использования в оборудовании военного назначения. Если СССР производит микросхемы в промышленных масштабах, то не ясно, где они собираются их использовать или используют.
И если Союз создал масштабную и жизнеспособную индустрию микросхем, то озадачивает также его интерес к крупным закупкам оборудования и технологий у Запада для производства этих изделий…
СССР слишком поздно получил планарную кремниевую технологию и, из-за постоянных сложностей с производством исходного кремниевого материала в достаточном количестве, производство микросхем в Союзе все же началось совсем недавно и в очень небольших объемах…
В 1971 году в СССР планарные и планарно-эпитаксиальные транзисторы составляют всего 1/10 от общего числа типов транзисторов, доступных в советских каталогах.
<…>
Технологии производства отстают на 5–10 лет от используемых в США. На заводе широко используется западное оборудование. Некоторые изделия в финальной стадии тестирования, по-видимому, содержат товарный знак основного американского производителя интегральных микросхем, хотя у агента не было возможности исследовать эти образцы вблизи, чтобы подтвердить данное подозрение.
<…>
Даже ограниченные возможности по выпуску интегральных схем, которые сейчас есть у СССР, в значительной степени являются результатом успеха Советов в приобретении критически важного оборудования из США, Западной Европы и Японии. В то же время, неудача в приобретении ноу-хау, необходимых для развертывания, эксплуатации и поддержки этого оборудования, замедлила усилия по производству микросхем.
В 1999 году ЦРУ рассекретило очередной доклад USSR seeks to build advanced Semiconductor Industry with embargoed western machinery.
Вот что можно почерпнуть из этого интересного документа:
В настоящее время в СССР производство полупроводников составляет менее 2 % от объема, производимого в США, и еще больше отстает от современного состояния.
Большинство военных электронных систем Советов все еще основаны на устаревших технологиях транзисторов или электронных ламп, а выпуск современных компьютеров третьего поколения для обработки данных значительно отстает от намеченных планов.
С 1973 года Москва приобрела оборудования и средств, предназначенных для производства полупроводников, на общую сумму в 40 миллионов долларов…
Власти США, контролирующие экспорт, получили информацию о закупках Советов и задержали поставку определенных элементов, играющих важную роль для автоматической обработки и систем контроля состояния производственной среды. СССР пока еще не получил технологию производства, позволяющую эффективно использовать приобретенное оборудование…
Был предпринят ряд попыток приобрести полные технологические линии производства интегральных схем (ИС), или даже заводы по производству ИС вне легальных каналов, но мы уверены, что они были неуспешными.
В общем, Советы не получили, и даже не пытались получить доступ к соответствующему ноу-хау…
Спорадические закупки западного оборудования для заполнения критических разрывов в производственном процессе, вероятно, позволили СССР запустить производство ИС несколько раньше, чем это было бы возможно в другом случае.
Однако мы убеждены в том, что общее влияние такого подхода на производственные возможности Советов было невелико.
Это связано с нехваткой изготовленного в СССР оборудования и устаревшей технологией производства, а также с почти полным отсутствием контроля качества продукции и состояния производственной среды на советских предприятиях.
К 1973 году, после почти четырех лет производственного опыта, Советы могли производить только относительно простые биполярные малые ИС (с невысокой степенью интеграции), имеющие низкое качество, и выпускаемые в небольших объемах.
До 1973 года Советы выпускали в основном простые типы полупроводников (транзисторы и диоды) на основе германия.
Переход к кремниевой технологии и к производству более современных типов полупроводниковых устройств, включая и интегральные схемы, основанные на кремнии, происходил медленно. Так, СССР в 1972 году выпускал только 10 миллионов ИС, что составляло менее двух процентов от производства США (составляющего более 700 миллионов единиц).
По нашему мнению, Советы смогли достичь даже такого невысокого уровня производства лишь за счет использования больших трудовых ресурсов, применяя неэффективные методы проб и ошибок и используя похищенные или тайно приобретенные западные разработки полупроводниковых устройств.
Советы ощущали отсутствие прогресса в разработке и производстве ИС, и в 1973 году, похоже, решили прибегнуть к крупномасштабной помощи Запада.
В 1973–1974 годах Советы начали искать нелегальные каналы для получения заметных объемов оборудования, включая и наиболее современного из доступного в то время оборудования…
Наконец, СССР сейчас может иметь серийное производство собственных тестовых устройств.
Однако эта технология сегодня устарела и, если только Советы не обновили ее или не использовали более развитые технологии, то она может оказаться неадекватной для современного производства полупроводников высокой плотности.
Этот доклад интересно сочетается со словами Малашевича:
«Тогда в мире было три страны, которые делали, скажем, фотолитографическое оборудование: США, Япония и Советский Союз. Это самое прецизионное оборудование среди всех технических устройств: уровень технологии в микроэлектронике зависит от уровня фотолитографии… Надо помнить, что при всех проблемах, которые испытывала наша страна, только в Советском Союзе была единственная в мире самодостаточная электроника. В которой все было свое и которая сама выпускала всю номенклатуру электронных изделий от радиоламп до СБИС. И обладала собственным материаловедением, собственным машиностроением – все было свое.
Это самое прецизионное оборудование среди всех технических устройств: уровень технологии в микроэлектронике зависит от уровня фотолитографии… Надо помнить, что при всех проблемах, которые испытывала наша страна, только в Советском Союзе была единственная в мире самодостаточная электроника. В которой все было свое и которая сама выпускала всю номенклатуру электронных изделий от радиоламп до СБИС. И обладала собственным материаловедением, собственным машиностроением – все было свое.
Сравнение часов «Союза» и «Шаттла»
При этом уровень военно-космической электроники с архитектурной точки зрения в СССР не отличался от американской, отставание было в уровне интеграции и технологиях.
Пишет Кен Ширрифф:
Для сравнения часов «Союза» с современной им американской космической электроникой 1980-х, я взял плату от компьютера AP-101S космического «Шаттла». На фото ниже показана схема от часов «Союза» (слева) и компьютера «Шаттла» (справа). Хотя компьютер «Шаттла» более продвинут с точки зрения технологий, разница между ними не такая большая, как я ожидал.
Обе системы сделаны на основе ТТЛ-чипов, хотя чипы у «Шаттла» из более быстрого поколения. Многие чипы у «Шаттла» чуть более сложные; обратите внимание на чипы с 20 контактами вверху.
Большой белый чип куда как более сложный – это чип коррекции ошибок памяти AMD Am2960.
Печатная плата «Шаттла» более продвинутая, у неё больше двух слоёв, из-за чего чипы можно располагать на 50 % плотнее.
В то время считалось, что СССР отстаёт от Запада в ИС-технологиях на 8–9 лет; это совпадает с тем, что видно на основе сравнения двух плат.
Однако что меня удивило, так это схожесть компьютера «Шаттла» и часов «Союза».
Я ожидал, что в компьютере «Шаттла» будут использоваться микропроцессоры 1980-х годов, и он будет опережать часы «Союза» на целое поколение, но оказалось, что обе системы используют технологию ТТЛ, и во многих случаях у чипов оказывается почти одинаковая функциональность.
К примеру, на обеих платах используются чипы, реализующие по 4 NAND-вентиля (поищите слева чип 134ΛБ1A, а справа – 54F00).
Пришествие CMOS
Для общего развития упомянем и историю полевых транзисторов (field-effect transistor, FET).
Как концепция, он появился даже раньше, в работах Лилиенфельда (Julius Edgar Lilienfeld) 1920-х годов и, собственно, его и пытались изготовить Бардин, Браттейн и Шокли, не безуспешно, получив в итоге биполярный транзистор.
Мучения с полевыми транзисторами продлились с 1945 (Heinrich Johann Welker, прототип JFET – junction FET) до 1953 года (патент George F. Dacey и Ian Munro Ross на промышленный, но дорогостоящий и ненадежный способ изготовления JFET).
Технология все равно была настолько сырой и неудачной, что к середине 1950-х большинство исследователей отказались вообще возиться с полевыми транзисторами, а те, что производились – изготавливались малыми тиражами для специальных применений (например, GE Technitron, тонкоплёночный полевой транзистор на сульфиде кадмия 1959 года от RCA, или работы 1960 года от Crystalonics).
Прорыв произошел только в 1959 году, когда американский инженер египетского происхождения Мохаммед Аталла (Mohamed M. Atalla) открыл пассивацию поверхности кремниевых пластин, сделавшую возможным массовое технологичное производство кремниевых ИС.
Atalla) открыл пассивацию поверхности кремниевых пластин, сделавшую возможным массовое технологичное производство кремниевых ИС.
Вместе с еще одним американским иностранцем, корейцем Дионом Кангом (Dawon Kahng), Аталла разработал концепцию формирования металл-оксидных структур для производства FET – так родился новый тип транзистора, metal-oxide-semiconductor FET (MOSFET), представленный в двух вариантах: pMOS (МОП p-типа) и nMOS (МОП n-типа).
Изначально технология не заинтересовала двух серьезных игроков на рынке – лабораторию Bell и TI (те продолжали колупать неудачный JFET, даже выпустив в 1962 году планарную версию на pn-переходе), но оставшиеся: RCA, General Microelectronics, IBM и Fairchild, немедленно продолжили изыскания.
В том же 1962 году RCA изготовил первый прототип MOS-микросхемы на 16 транзисторах (Steve R. Hofstein и Fred P. Heiman), а год спустя инженеры Fairchild Чин-Тан Са (Chih-Tang Sah) и General Microelectronics Фрэнк Уонлес (Frank Marion Wanlass) разработали, наконец, совершенную технологию – комплиментарный металл-оксидный полупроводник, КМОП (complementary metal-oxide-semiconductor, CMOS), по праву занявший место в списке величайших изобретений в истории.
В 1964 году появились первые серийные MOS-транзисторы от RCA и Fairchild, и в том же году General Microelectronics выпустила первую серийную MOS-микросхему, а CMOS-чипы появились в 1968 году в компании Fairchild.
Первым коммерческим применением MOS-микросхем стал заказ NASA на ИС для программы Interplanetary Monitoring Platform, выполненный GM. CMOS стал первым типом логики, получившим исключительно интегральное воплощение, она имела массу преимуществ перед TTL: высочайшая масштабируемость и феноменальная плотность упаковки (позволившая без проблем разрабатывать микросхемы большой и сверхбольшой интеграции), дешевизна, невысокая потребляемая мощность и колоссальный потенциал для различных улучшений.
Дополнительным бонусом стало то, что CMOS требовала на несколько этапов меньше при фотолитографии, что не только снижало стоимость, но и упрощало оборудование и значительно уменьшало вероятность ошибок изготовления.
Единственной проблемой ранних CMOS-чипов стала скорость работы – низкая по сравнению с рассыпухой на TTL и тем более ECL.
В результате все 1970-е годы CMOS активно применялись там, где не требовались экстремальные скорости – в микросхемах ОЗУ и разнообразных микроконтроллерах.
В 1968 году вышла знаменитая серия логики RCA 4000, ставшая для CMOS тем же, чем SN54/74 для TTL. Тогда же RCA создала первую микросхему SRAM на 288 бит. В том же году выходцы из Fairchild инженеры Fairchild Нойс (Robert Norton Noyce), Мур (Gordon Earle Moore) и Гроув (Andrew Stephen Grove) основали Intel, а менеджер Джереми Сандерс (Walter Jeremiah Sanders III) основал AMD.
Изначально инвесторы смотрели на Сандерса косо, так как он был в первую очередь управленцем, а не изобретателем, как Нойс и Мур, однако, эта парочка поспособствовала и созданию AMD, вложив в компанию свои деньги.
Смысл был в том, чтобы начать зарабатывать на военных заказах – в тендерах должны были участвовать минимум две компании, так что Intel не видели вреда в том, чтобы вырастить себе конкурента. План в целом сработал, AMD прославилась множеством оригинальных разработок.
В русских источниках их часто, не разбираясь в теме, называют обычными копиркиными, однако клонировали они только 8080 и x86 (параллельно выпуская и кучу своих архитектур), а все прочее разрабатывали самостоятельно и весьма неплохо, в 1990–2000 гг. уже Intel пришлось догонять AMD.
В начале 1970-х годов CMOS не была самой распространенной технологией, использовалась pMOS, обладавшая тогда куда большим быстродействием, pMOS-чипами были почти все иконические американские микросхемы тех лет.
В 1969 году Intel запустили свою первую и последнюю TTLS-линейку (Intel 3101 SRAM на 64 бита; 3301 ROM; 3105 регистр; серия чипов 300x BSP-процессор), но дальше настало господство pMOS.
Intel 1101 (SRAM на 256 бит), знаменитые процессоры Intel 4004 и Intel 8008, National Semiconductor IMP-16, PACE и SC/MP, микроконтроллер TI TMS1000, Rockwell International PPS-4 и PPS-8 – все это pMOS-чипы.
К 1972 году технология nMOS тоже догнала свою родственницу, Intel 2102 (1 кбит SRAM) был изготовлен на ней. Поскольку подвижность электронов в канале n-типа примерно в три раза превышает подвижность дырок в канале p-типа, nMOS-логика позволяет увеличить скорость переключения.
Поскольку подвижность электронов в канале n-типа примерно в три раза превышает подвижность дырок в канале p-типа, nMOS-логика позволяет увеличить скорость переключения.
По этой причине nMOS быстро начала вытеснять pMOS, и через 10 лет почти все западные микропроцессоры были уже nMOS-чипами. pMOS была дешевле и обеспечивала лучший уровень интеграции, а nMOS – быстрее.
И тут внезапно на рынок ворвались японцы.
Японский ренессанс потихоньку набирал обороты с конца оккупации, и к исходу 1960-х они были готовы побороться за рынок. Решено было начать с дешевой и простой электроники, часов, калькуляторов и т. п., а для них CMOS была идеальным вариантом, максимально дешевая и с минимальным энергопотреблением, а на скорость в часах было наплевать.
В 1969 году Toshiba разработала C2MOS (Clocked CMOS) – технологию с более низким энергопотреблением и более высокой скоростью работы, и применила ее в чипах для карманного калькулятора Elsi Mini LED компании Sharp, выпущенного в 1972 году.
В том же году Suwa Seikosha (сейчас Seiko Epson) начала разработку микросхемы CMOS для своих кварцевых часов Seiko 38SQW, вышедших в 1971 году. Идею переняли даже консервативные швейцарцы, в 1970 году под влиянием японцев Hamilton Watch Company впервые осквернила традиции швейцарского механического мастерства, выпустив электронные часы Hamilton Pulsar Wrist Computer.
Вообще, благодаря сверхмалому по сравнению с TTL энергопотреблению и высокой интеграции, все 1970-е CMOS активно продвигалась на рынке портативных устройств.
На Западе в это время все колупали MOS-технологию, только в 1975 году вышли первые CMOS-процессоры Intersil 6100 и RCA CDP 1801 (самое знаменитое использование – миссия к Юпитеру, Galileo, 1989 год, выбран из-за низкого энергопотребления).
CMOS изначально был в 10 раз тормознутее, например, Intel 5101 (1 кб SRAM, 1974, CMOS) имел время доступа 800 нс, а Intel 2147 (4 кб SRAM, 1976, технология depletion-load nMOS) уже 55–70 нс. Только в 1978 году.
Тосиаки Масухара (Toshiaki Masuhara) из Hitachi создал технологию twin-well Hi-CMOS, чип памяти на которой (HM6147, аналог Intel 2147) был таким же быстрым, но потреблял в 8 раз меньше энергии.
Техпроцессы конца 1970-х лежали в диапазоне 3 мкм, в 1983 году Intel представила 1,5 мкм (Intel 80386), а в 1985–1988 годах ирано-американский инженер Биджан Давари (Bijan Davari) из IBM разработал прототип 250 нм чипа, но серийные устройства были пока куда толще, хотя даже 1 мкм уже хватило для достижения скорости, наконец, превосходящей все прочие виды архитектур ИС.
С середины 1980-х доля CMOS стала расти экспоненциально, и к 2000 году 99,9 % всех выпускаемых в мире микросхем созданы по тем или иным вариантам CMOS-технологии.
Все, что вы хотели знать о CMOS, но боялись спросить. FinFET (fin field-effect transistor) – одна из самых совершенных реализаций CMOS. Два MOSFET на тестовой пластинке, взгляд через микроскоп. Наглядное различие между nMOS и pMOS. Классический вентиль NAND – его схема и физическое воплощение в кремнии (рисунки и фото https://en. wikipedia.org)
wikipedia.org)
Fujitsu освоила 700 нм в 1987 году, затем Hitachi, Mitsubishi Electric, NEC и Toshiba в 1989 году выпустили 500 нм.
Японцы продолжали доминировать в разработке техпроцессов все ранние 1990-е, в 1993 году Sony создала 350 нм, а Hitachi и NEC – наконец, серийные 250 нм.
Американцы в этом плане отставали, например, версии Intel 80486 (выпускавшегося с 1989 по 2007) имели техпроцесс последовательно 1 000, 800 и 600 нм, Pentium 800–250 нм. Hitachi представила 160 нм процесс в 1995 году, в 1996 году Mitsubishi ответила 150 нм, а затем в битву ворвались корейцы, и в 1999 году Samsung Electronics выкатила 140 нм.
Только в 2000 году их, наконец, превзошли американские компании, когда Гуртедж Сингх Сандху (Gurtej Singh Sandhu) и Транг Доан (Trung T. Doan) из Micron Technology изобрели 90 нм техпроцесс. Pentium IV выпускался по техпроцессу 180–65 нм, азиаты не сдавались, в 2002 Toshiba и Sony разработали 65 нм, а затем в высшую лигу добавилась тайванская TSMC с 45 нм в 2004 году.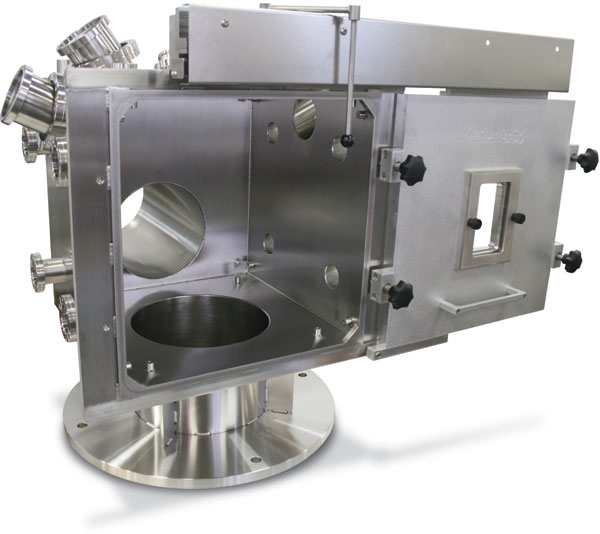
Разработки Сандху и Доана позволили Micron Technology достичь 30 нм, а с High-κ/metal gate FinFET началась эпоха менее 20 нм.
СССР, к сожалению, никакими прорывами в CMOS-логике похвастать уже не смог и ограничился копированием MOS-чипов 1970-х годов.
Отметим, что термин CMOS описывает не собственно логику работы схемы, а ее техпроцесс (и тем отличается от всех прочих, упомянутых здесь). При этом в рамках CMOS возможны самые разные решения, например, Pass transistor logic (PTL), на которой собирался знаменитый процессор Zilog Z80 (1976) и многие другие чипы.
Были и более экзотические варианты, например, Cascode voltage switch logic (CVSL), а в аналоговых чипах часто применяется Bipolar CMOS (BiCMOS). В 1976 году Texas Instruments выпустила микропроцессор SBP0400, основанный вообще на интегрально-инжекционной логике (integrated injection logic, I2L) – максимально извращенном варианте RTL.
В I2L используют особые «транзисторы» с объединенной базой и общим эмиттером, не способные в нормальном состоянии проводить ток и подключенные к электродам-инжекторам, фактически из этих инжекторов логика и собирается.
Благодаря такому I2L имеет отличный уровень интеграции, превосходящий уровень MOS 1970-х годов, но все портит ее тормознутость, разогнаться более чем до 50 МГц такая схема не сможет.
В итоге I2L-процессоры остались курьезом середины 1970-х, но в СССР успели на всякий случай содрать и их, как микропроцессорные наборы серий К582 и К584.
В конце 1970-х в моду вошла микропроцессорная реализация популярных архитектур мейнфреймов. TI создали TMS9900, DEC – LSI-11, а Data General – mN601 MicroNova.
Возник интересный вопрос – а что случится, если сторонняя компания разработает собственный процессор, полностью совместимый по системе команд?
Ранние патентные войны Intel и AMD привели к тому, что Верховный суд постановил, что сама система команд не может являться объектом патентования, будучи общедоступной по определению, защищена лишь ее конкретная реализация.
Опираясь на это, Fairchild (не решившись обижать реально сильных игроков типа IBM или DEC) взяла и выпустила клон Data General – процессор F9440 MICROFLAME по фирменной технологии I3L (Isoplanar Integrated Injection Logic, усовершенствованный вариант I2L), нагло рекламируя его как полноценную замену мейнфрейму DG Nova 2.
Сказать, что Data General была в ярости – это еще слишком мягко, но по закону они ничего не могли сделать. Чтобы обеспечить контроль над своими клиентами, DG хитро добавила в лицензионное соглашение раздел о том, что программа может работать только на оборудовании Data General, даже если она могла работать на Fairchild F9440 (или любом другом процессоре), и это уже стало бы нарушением копирайта.
В 1978 году Fairchild подала встречный иск, утверждая, что такая лицензия является антиконкурентной, и потребовала 10 миллионов долларов в качестве возмещения ущерба. Чтобы было еще веселее, они выпустили F9445, MICROFLAME II, совместимый с Nova 3, и в рекламе утверждали, что он в 10 раз быстрее.
Однако тут Fairchild сама себе подложила свинью, поскольку разработка настолько сложной топологии задержала все прочие производства и поставила компанию на грань банкротства, тем более что процессор еще и вышел с опозданием. Вдобавок DG заявила, что архитектуру Nova 3 невозможно было воспроизвести без промышленного шпионажа, и вкатила еще один иск.
В 1979 году Fairchild была поглощена нефтяной компанией Schlumberger Limited (Exxon в ответ купила Zilog в 1980 году). Производство F9445 наконец-то началось в первой половине 1981 году. В целом его архитектура похожа на предыдущий, а инструкции Nova 3 эмулируются микрокодом. Включение микрокода позволило использовать чип, не только чтобы подразнить Data General.
В 1980 году ВВС США опубликовали знаменитый стандарт MIL-STD-1750A на 16-разрядную архитектуру набора команд для всего, что летает: от истребителей до спутников. Он определяет только систему команд, но не ее физическое воплощение, в результате множество фирм подключилось к изготовлению разнообразных военных и космических процессоров, соответствующих этой ISA.
Так появились процессоры Signetics, Honeywell, Performance Semiconductor, Bendix, Fairchild, McDonnell Douglas и иных экзотических производителей.
Fairchild разработала для F9445 прошивку, реализующую MIL-STD-1750A, к 1985 году, и так родился F9450. Даже предыдущая версия вышла очень горячей, в новой же пришлось применить не имеющий аналогов корпус из оксида бериллия BeO, имеющего теплопроводность выше, чем у любого неметалла (исключая алмаз), да и выше, чем многие металлы. Процессор получился очень оригинальным и использовался в военных целях до середины 1990-х.
Даже предыдущая версия вышла очень горячей, в новой же пришлось применить не имеющий аналогов корпус из оксида бериллия BeO, имеющего теплопроводность выше, чем у любого неметалла (исключая алмаз), да и выше, чем многие металлы. Процессор получился очень оригинальным и использовался в военных целях до середины 1990-х.
Судебное побоище между Data General и Fairchild продолжалось до 1986 года, в итоге истощенная компания предпочла не продолжать дело и даже выплатить Fairchild отступные в размере 52,5 миллиона долларов. Что забавно, к этому моменту оригинальные Nova 2 и Nova 3 уже не производились.
Судебные иски разорили обе компании, в 1987 году Schlumberger перепродал Fairchild корпорации National Semiconductor, а та прикрыла всю линейку F94xx.
Так закончилась последняя попытка использовать для микропроцессоров что-то, существенно отличное от CMOS.
Британская фирма Ferranti в 1971 году лицензировала у Fairchild чрезвычайно оригинальный процесс диффузной изоляции коллектора (collector-diffusion-isolation, CDI), который они разработали для TTL чипов, но забросили, переключившись на I3L и MOS. В начале 1970-х Министерство обороны Великобритании выдало им заказ на разработку военного микропроцессора на данной технологии.
В начале 1970-х Министерство обороны Великобритании выдало им заказ на разработку военного микропроцессора на данной технологии.
К 1976 году был готов F100-L – отличный 8 МГц 16-битный процессор на примерно 1 500 вентилей, оригинальной системы команд. Он стал первым микропроцессором, созданным в Европе, и оспаривает честь быть первым 16-битным в мире у Texas Instruments TMS9900, вышедшем в том же году. Однако TI использовала nMOS процесс, в результате ее чип получилось утолкать только в громоздкий заказной корпус DIP64, а Ferranti без проблем влез в стандартный с 40 ножками.
Архитектура получилась очень удачной, хотя, увы, она стала не только первым оригинальным европейским чипом, но и последним (если не считать модификации F200-L 1984 года).
Некоторые из процессоров экзотических архитектур, упомянутые в статье. Фото из коллекции автора.
Конец Ferranti был анекдотичен и печален.
К середине 1980-х они зарабатывали отличные деньги на военных заказах в Европе и решили выйти на североамериканский рынок.
Для этого они приобрели компанию International Signal and Control, с 1970-х производящую военное оборудование по заказу Правительства США, в частности ракеты AGM-45 Shrike и RIM-7 Sea Sparrow.
У читателей, возможно, уже возник вопрос – а как это вообще так вышло, что янки продали британцам аж целого своего военного подрядчика?
Они бы еще Raytheon СССР продали!
Только вот подарочек оказался гнилым внутри.
На самом деле, несмотря на прекрасную отчетность, ISC практически ничего не производила и не разрабатывала, а по заказу АНБ и ЦРУ все 1970-е продавала в ЮАР (находящуюся официально под жесточайшими санкциями ООН за плохое отношение к неграм) новейшее американское оружие, средства РЭБ, связи и прочее.
В обмен на это ЮАР позволила церэушникам тайно построить станцию прослушки на мысе Доброй Надежды для слежения за советскими подводными лодками. Однако вышло так, что ЮАР решила поделиться американскими игрушками с Саддамом, и ЦРУ это сильно не понравилось.
Как бы так красиво свернуть весь бизнес и не спалиться, чтобы не отвечать на неприятные вопросы в ООН?
Выход нашли быстро – в 1988 сбагрили ISC британцам.
Те сначала очень обрадовались, а потом закопались поглубже и ахнули.
Оказалось, что никакого легального бизнеса, да и вообще производства, у ISC и в помине нет, все что есть – это бумаги о «произведенных» невероятных технологиях, нужные для отмывания оружейных денег.
Итогом стал невероятный скандал, тяжесть которого легла в основном на нового хозяина.
Основатель ISC Джеймс Гэрин (James Guerin) и 18 его партнеров, которых тащили в федеральную тюрьму на много-много лет, по дороге орали, что они не виноваты, и все было по согласию с АНБ и ЦРУ, но кто же поверит мошенникам?
В 1994 году Бобби Инмэн (Bobby Ray Inman), министр обороны при Клинтоне и член совета директоров ISC, тихонько ушел в отставку, и дело было окончательно замято.
Инмэн вообще был очень интересным человеком – при Рейгане был сначала директором АНБ, потом замдиректора ЦРУ, а параллельно – CEO в Microelectronics and Computer Technology Corporation, один из официальных попечителей Калтеха и член совета директоров Dell, AT&T, Massey Energy и той самой ISC.
В итоге немного заигравшиеся в шпионов американцы получили во время войны в заливе по башке своей же кассетной бомбой Mk 20 Rockeye II, которую по чертежам, переданным в ЮАР, для иракцев собрала чилийская Cardoen Industries, а Ferranti, опозоренная и разоренная, была в 1993 году поглощена Siemens-Plessley.
Советская CMOS связана на 90 % с микропроцессорами – клонами Intel, и к «Эльбрусу» не относится, поэтому мы ее опустим.
В следующей серии нас ждет горячая эмиттерно-связная логика, базовые матричные кристаллы и разработка «Эльбрус-2».
Когда использовать нагнетательный бак и вакуумную камеру
Меня часто спрашивают, требуются ли вакуумная камера или нагнетательный бак в изобразительном искусстве изготовления форм и литья. Как и в случае со многими ответами в жизни, ответ «да» или «нет» невозможен без предварительного изучения дополнительной информации о проекте. За исключением водопрозрачной смолы, такой как смола AquaClear, где крошечные пузырьки воздуха будут затемнять прозрачность изделия, и такое оборудование является обязательным, мой ответ чаще всего таков: «Все зависит от обстоятельств. «Это неудовлетворительно, я знаю. Таким образом, цель этой статьи — дать конкретный ответ, который вы ищете.
«Это неудовлетворительно, я знаю. Таким образом, цель этой статьи — дать конкретный ответ, который вы ищете.
Для обычного изготовления форм и литья вы можете наливать материалы высокой узкой струей в один угол формы, чтобы уменьшить неизбежные пузырьки воздуха. Это позволяет воздуху выходить, когда он движется по узкой струе, когда вы наливаете. Вибрация пресс-формы или пресс-формы также помогает механически, постукивая по ней костяшками пальцев, вибрационным столом или даже помещая источник вибрации на пресс-форму, например, ручную шлифовальную машину.Все это отличные студийные трюки, которые определенно уменьшат количество пузырьков воздуха. Но они не устраняют их полностью. Так что, если это ваша цель, пожалуйста, читайте дальше.
Итак, если вы планируете создавать формы и отливки на регулярной основе, вам следует стиснуть зубы и приобрести правильный тип оборудования для достижения профессиональных результатов. Точно так же, как можно заниматься столярными работами с помощью ручных инструментов, таких как ручная пила, лучшие и более быстрые результаты часто достигаются с помощью настольной электрической пилы или отрезной пилы. Правильные инструменты для правильной цели имеют большое значение для достижения стабильных удовлетворительных результатов в любой отрасли или хобби. Правильные инструменты в производстве форм и литья начинаются с вакуумной камеры и камеры высокого давления, также известной как камера высокого давления.
Правильные инструменты для правильной цели имеют большое значение для достижения стабильных удовлетворительных результатов в любой отрасли или хобби. Правильные инструменты в производстве форм и литья начинаются с вакуумной камеры и камеры высокого давления, также известной как камера высокого давления.
«В чем разница между ними и нужны ли мне оба?» — основные вопросы, которые я чаще всего получаю. Как следует из названий, одна камера обеспечивает давление воздуха, а другая удаляет его. Но только одна камера фактически удаляет воздух из вашего материала для изготовления форм и литья — вакуумная камера, а другая просто скрывает его- — барокамера.Барокамера работает, обеспечивая атмосферное давление до 50 фунтов на квадратный дюйм. Если вы помните свою школьную науку, нормальное давление на уровне моря составляет около 14,7 фунтов на квадратный дюйм. Таким образом, более высокое давление сжимает любые пузырьки воздуха в вашем материале и сжимает их до почти микроскопических размеров, создавая впечатление, что они исчезают. Хотя воздух все еще там, но вы просто не можете видеть пузырьки сейчас. Но как только вы снова сбросите давление воздуха до 14,7 фунтов на квадратный дюйм, пузырьки воздуха вернутся, то есть, если воздух не содержится, как это было бы, если бы материал, который вы подвергали давлению, затвердел до твердого состояния, такого как твердая смола, гипсовая штукатурка. или эпоксидка.
Хотя воздух все еще там, но вы просто не можете видеть пузырьки сейчас. Но как только вы снова сбросите давление воздуха до 14,7 фунтов на квадратный дюйм, пузырьки воздуха вернутся, то есть, если воздух не содержится, как это было бы, если бы материал, который вы подвергали давлению, затвердел до твердого состояния, такого как твердая смола, гипсовая штукатурка. или эпоксидка.
Однако, если ваш материал представляет собой формовочную резину, такую как силикон или полиуретан, гибкая резина не будет содержать пузырьков сжатого воздуха, и они расширятся внутри резины до нормального размера, даже если ваша резина затвердеет. Таким образом, напорный бак лучше всего использовать, когда ваш материал для изготовления форм или литья затвердевает до твердого состояния, а вакуумная камера используется для удаления воздуха из гибких каучуков.
Вакуумная камера также может удалять воздух из твердых и эпоксидных смол. Но поскольку для создания вакуума требуется немного больше времени, а некоторые смолы быстро отверждаются, барокамера является предпочтительным инструментом в таких случаях, поскольку в ней можно быстро создать давление, быстрее, чем можно вакуумировать вакуумную камеру.
Последнее, на что следует обратить внимание, это то, что для работы с этими двумя инструментами вам потребуется вакуумный насос для вакуумной камеры и компрессор для нагнетательного бака. Оба предмета не слишком дорогие. Все, что вам нужно, это компрессор, используемый для работы гвоздезабивного пистолета и доступный в крупных магазинах. Вакуумный насос, используемый автомеханиками для проверки автомобильных кондиционеров, легко доступен в Интернете. В заключение, если вы серьезно относитесь к изготовлению пресс-форм и литью в качестве хобби или профессии, приносящей доход, то вакуумная камера и барокамера в вашем будущем.
Таким образом, вакуумная камера используется в основном для устранения неприглядных пузырьков воздуха в твердых материалах, тогда как вакуумная камера может использоваться как для дегазации резины, так и для твердых материалов, но лучше всего подходит для таких каучуков, как силиконы и полиуретаны.
Пример компрессора, необходимого для работы нагнетательного бака.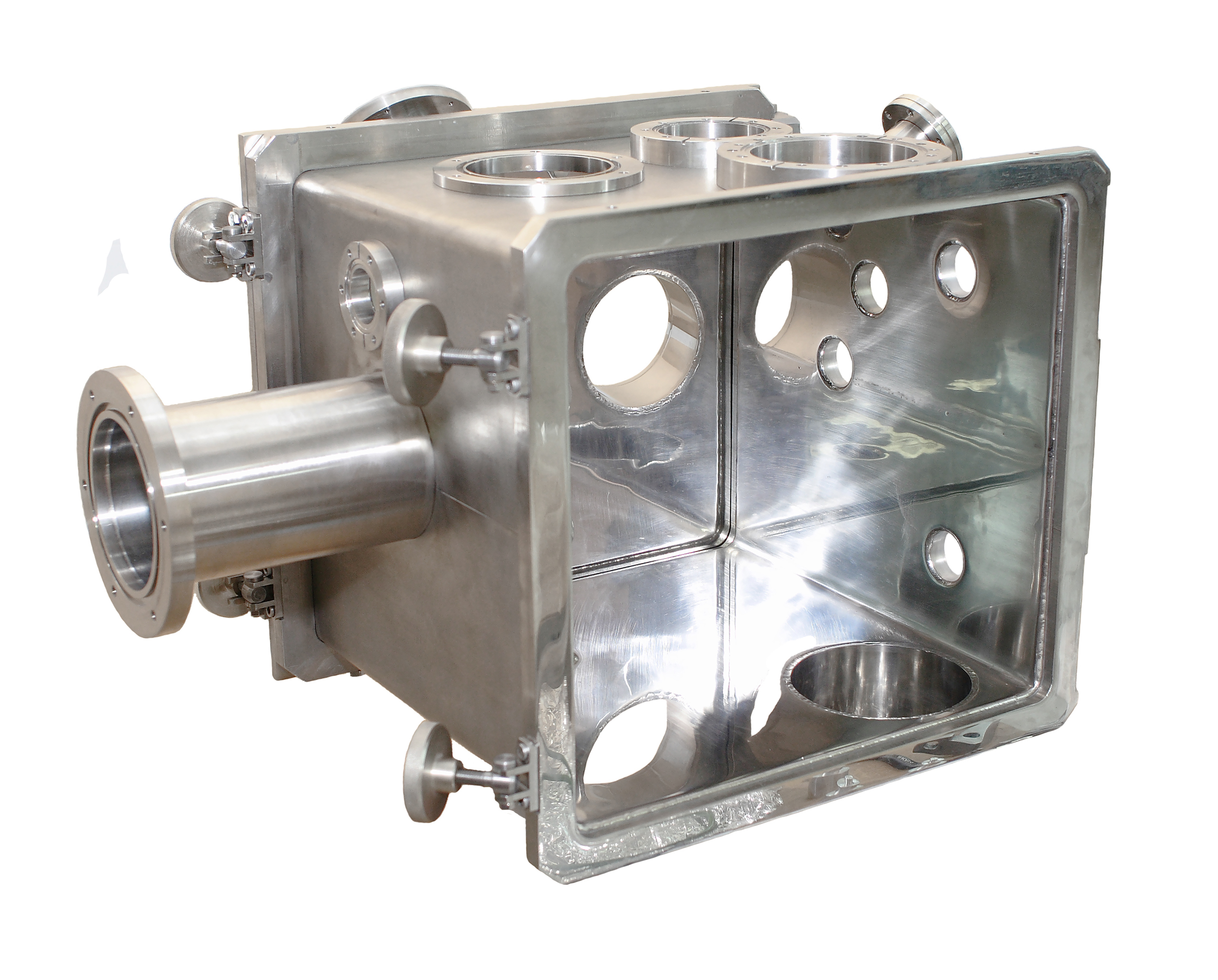
Пример вакуумного насоса, используемого для вакуумирования вакуумной камеры.
7 Важные области применения вакуумных камер, которые должен знать каждый производитель
Производители в самых разных отраслях часто используют вакуумные камеры на различных этапах разработки своей продукции и производственных процессов. Размер вакуумной камеры обычно зависит от применения и может сильно различаться: от небольших настольных камер, используемых для тестирования миниатюрных компонентов и объектов, до более крупных камер, способных охватывать объекты гораздо большего размера.
Понимание различных способов использования вакуумных камер в производстве может помочь компаниям внедрить или улучшить использование вакуумных камер в своих процессах, чтобы обеспечить более качественный, стабильный и надежный конечный продукт.
Как работает вакуумная камера?
Вакуумные камеры работают путем удаления воздуха и газов из сосуда или камеры с помощью вакуумного насоса, создавая вакуум, который определяется как пространство, полностью лишенное материи. Важно отметить, что создание вакуума НЕ является «всасывающим» процессом. Молекула удаляется из камеры только тогда, когда она попадает в насос в результате случайных столкновений. Распространенной ошибкой является мнение, что вакуумный насос всасывает газ из камеры. Пока молекула, движимая случайными столкновениями, не попадет в откачивающий механизм насоса, ее нельзя удалить из камеры.Насос не дотягивается, захватите молекулу из камеры и всосите ее.
Важно отметить, что создание вакуума НЕ является «всасывающим» процессом. Молекула удаляется из камеры только тогда, когда она попадает в насос в результате случайных столкновений. Распространенной ошибкой является мнение, что вакуумный насос всасывает газ из камеры. Пока молекула, движимая случайными столкновениями, не попадет в откачивающий механизм насоса, ее нельзя удалить из камеры.Насос не дотягивается, захватите молекулу из камеры и всосите ее.
Давление можно контролировать, ограничивая удаление газа из камеры или дозируя газ в камеру во время откачки. Все вакуумные камеры подвержены небольшим атмосферным утечкам, степень утечки известна как «скорость утечки». Чтобы поддерживать желаемое давление внутри камеры, может потребоваться продолжить откачку на некотором уровне, чтобы компенсировать скорость утечки.
Только несколько материалов могут быть использованы для изготовления вакуумной камеры из-за особых требований к свойствам, таким как толщина, удельное сопротивление и проницаемость, среди прочего. Наиболее распространенными материалами высокой плотности, используемыми для создания вакуумных камер, являются латунь, стекло, акрил, твердая сталь, нержавеющая сталь, мягкая сталь и алюминий.
Наиболее распространенными материалами высокой плотности, используемыми для создания вакуумных камер, являются латунь, стекло, акрил, твердая сталь, нержавеющая сталь, мягкая сталь и алюминий.
Конструкция с вакуумной камерой
Конструкция вакуумной камеры определяется отраслью и областью применения. Например, камера, используемая для испытаний окружающей среды или материалов, может сильно отличаться от камеры, используемой в крупномасштабном производстве.Есть много переменных, которые могут быть приняты во внимание, чтобы обеспечить доступ, просмотр, контрольно-измерительные приборы и контроль температуры. Некоторые варианты дизайна компонентов включают:
- камера и уплотнительные материалы
- порты доступа, двери или люки
- насосные порты
- порты для впрыска газа или жидкости
- доступ с помощью автоматики или других вакуумных камер
- нагрев или охлаждение
- смотровые окна или освещение
- порты для метрологии или контрольно-измерительных приборов
В дополнение к стандартным портам и вариантам инструментов, индивидуальная настройка камеры обеспечивает еще один уровень конфигурации конструкции для соответствия даже самым сложным приложениям. Например, камеры с двойными стенками и водяным охлаждением могут обеспечивать постоянную циркуляцию по всей камере для превосходной однородности внутренней температуры.
Например, камеры с двойными стенками и водяным охлаждением могут обеспечивать постоянную циркуляцию по всей камере для превосходной однородности внутренней температуры.
Вакуумная камера использует
Вакуумные камеры
в сочетании с различными дополнительными аксессуарами могут использоваться для широкого спектра применений, в которых должны быть созданы особые атмосферные условия или условия окружающей среды. Некоторые из наиболее распространенных применений включают:
Плазменная обработка материалов в вакуумной камере улучшает способность активировать, очищать, травить и осаждать в рамках производственного процесса.Применяя плазменную обработку в вакуумной камере, производители могут равномерно обрабатывать материалы.
Дегазация или сушка материалов. Снижение давления в вакуумной камере влияет на давление паров жидкостей, превращая их из жидкости в газ. Это фазовое изменение в материале позволяет удалить жидкость из материала. Он часто используется для сушки пищевых продуктов или удаления влаги из предметов, поврежденных водой.
Моделирование большой высоты — с увеличением высоты атмосферное давление уменьшается.Тщательно контролируя количество воздуха в вакуумной камере, можно создавать условия на определенных высотах, что позволяет моделировать работу на большой высоте для испытаний продуктов и материалов, которые будут использоваться в аэрокосмической или авиационной промышленности.
При производстве или литье композитных компонентов используются вакуумные камеры для обеспечения равномерного смешивания материалов, а также для дегазации или дегазации клеев, адгезивов и эпоксидных смол для устранения пузырьков воздуха в твердо отверждаемых материалах.
Лазерные исследования создают вакуум в лучевых камерах для удаления любых частиц, которые могут нарушить траекторию лазерного луча.
Вакуумное хранение. Материалы, чувствительные к влаге или другим атмосферным условиям, можно хранить в вакууме, чтобы избежать повреждений.
Удаление нежелательного запаха из материала. Запахи создаются парами или газами, выделяемыми материалом. Введение материала в вакуумную систему низкого давления ускоряет выброс пара или газа, практически не оставляя жидкости или источника запаха.
Запахи создаются парами или газами, выделяемыми материалом. Введение материала в вакуумную систему низкого давления ускоряет выброс пара или газа, практически не оставляя жидкости или источника запаха.
Использование вакуумной камеры для усиления, ускорения или изменения действия или реакции часто используется для улучшения процесса или процедуры.Производители и исследовательские группы, имеющие представление о возможностях и характеристиках материала, который можно улучшить с помощью вакуума, могут получить значительное конкурентное преимущество на своих соответствующих рынках.
Чтобы узнать больше, посетите нашу страницу о вакуумных камерах. Если вы хотите поговорить с нами о наших вакуумных камерах, запросите предложение по вакуумной камере. Чтобы узнать больше о Thierry Corp, загрузите нашу электронную книгу.
Напорные баки и вакуумные камеры: в чем разница? Вам нужны оба?
Возможно, вы искали в Интернете способ сделать красивые игральные кости без пузырьков и силиконовые формы, но нашли противоречивую информацию по этому вопросу. Некоторые люди говорят, что вам абсолютно необходима вакуумная камера, чтобы иметь смолу и силикон без пузырьков для изготовления форм. Другие говорят, что все, что вам нужно, это кастрюля высокого давления, чтобы уменьшить микропузырьки, присутствующие в смоле или силиконе. Кто прав? Какой минимум оборудования вы можете приобрести, чтобы обойтись?
Некоторые люди говорят, что вам абсолютно необходима вакуумная камера, чтобы иметь смолу и силикон без пузырьков для изготовления форм. Другие говорят, что все, что вам нужно, это кастрюля высокого давления, чтобы уменьшить микропузырьки, присутствующие в смоле или силиконе. Кто прав? Какой минимум оборудования вы можете приобрести, чтобы обойтись?
Камера вакуумной дегазации, используемая для удаления воздуха из всего, что находится внутри. Обычно для этих резервуаров необходимо покупать отдельный воздушный насос.
Напорные баки и вакуумные камеры — это две совершенно разные части оборудования.Нагнетательные баки подают сжатый воздух в герметичную герметичную камеру для повышения давления внутри, в конечном итоге сжимая и сжимая любые существующие пузырьки воздуха внутри смолы или силикона до невидимого размера в зависимости от PSI. Вакуумные камеры — полная противоположность. Они высасывают весь воздух из всего, что находится внутри камеры, заставляя пузырьки воздуха в смоле и силиконе подниматься вверх и выходить из камеры. Если вы не будете осторожны, вы можете устроить настоящий беспорядок с вакуумной камерой и переполненными чашками смолы или силикона.
Если вы не будете осторожны, вы можете устроить настоящий беспорядок с вакуумной камерой и переполненными чашками смолы или силикона.
Сосуд для краски под давлением, модифицированный для литья смолы под давлением. Это может быть опасным занятием, если вы решите преобразовать его самостоятельно.
Какой выбрать
Лично я никогда не пользовался вакуумной камерой. Единственный инструмент, который, как я считаю, нужен каждому, чтобы иметь практически без пузырьков смолы и силикона, — это кастрюля высокого давления. Вакуумная камера полезна только в том случае, если у вас нет вакуумного бака, в который можно поместить продукты для отверждения. Владение автоклавом сокращает ваше рабочее время вдвое, поскольку вам не нужно помещать смолу и силикон в вакуумную камеру. в наполовину заполненных емкостях и подождите 15-20 минут, пока из них не поднимутся пузырьки.Это сокращает ваше драгоценное время работы с этими материалами. Все, что вам нужно сделать с кастрюлей под давлением, это смешать ваши продукты, как обычно, и поместить их в кастрюлю при давлении от 35 до 40 фунтов на квадратный дюйм. Ставишь и забываешь до следующего дня.
Ставишь и забываешь до следующего дня.
Если у вас уже есть вакуумная камера, продолжайте делать то, что делаете. Если нет, я бы настоятельно рекомендовал вам для начала приобрести кастрюлю высокого давления, потому что в долгосрочной перспективе с ними меньше хлопот.
Чем отличаются камерные и вакуумные запайщики?
Как выбрать между аспирационным и камерным герметиком?
Это один из самых частых вопросов, которые мы слышим от покупателей вакуумных упаковщиков.Вы уже решили, что вакуумный упаковщик станет отличным дополнением к вашей жизни, теперь перед вами стоит непростая задача выбора машины — мы хотим избавить вас от стресса, связанного с этим решением!
Первое, что вам нужно решить, это то, что будет более полезным для вас: камерная машина или аспирационная машина. Это решение должно основываться на том, как вы планируете использовать машину. или не вы будете уплотнительные жидкости.
Камерный вакуумный упаковщик
Можете ли вы вакуумировать жидкости? Да, вы, безусловно, можете вакуумировать жидкости, хотя для этого вам понадобится камерный вакуумный аппарат, поэтому вот несколько наиболее распространенных: Если вы хотите использовать вакуумный упаковщик для любого из этих предметов, вы захотите использовать камеру, а не всасывание. Вы можете вакуумировать жидкости в камерной машине, потому что вместо того, чтобы удалять воздух из пакета, он удаляет воздух из всей камеры, оставляя давление воздуха одинаковым как внутри, так и снаружи пакета, и надежно удерживая жидкости внутри пакета.
Вы можете вакуумировать жидкости в камерной машине, потому что вместо того, чтобы удалять воздух из пакета, он удаляет воздух из всей камеры, оставляя давление воздуха одинаковым как внутри, так и снаружи пакета, и надежно удерживая жидкости внутри пакета.
Всасывающий вакуумный упаковщик
Всасывающий вакуумный упаковщик — это более традиционный вакуумный упаковщик, также широко известный как внешний вакуумный упаковщик. Эти машины просто высасывают весь воздух из нужного мешка, а затем обеспечивают герметичность.Эти машины идеально подходят для использования вокруг дома, позволяющие вакуумному уплотнить различные предметы, в том числе:
• Игра
• остатки
• Кофейные зерна / основания
• Вне сезона Одежда
• Дополнительные постельные принадлежности
• Огнестрельное оружие и AMMO
• Этот список не заканчивается!
*Видео показывает myvacmaster. com, веб-сайт теперь vacmasterfresh.com
com, веб-сайт теперь vacmasterfresh.com
Вакуумный упаковщик Duo
Конечно, сейчас вы можете подумать, что можете использовать оба типа вакуумных упаковщиков в своей жизни. Хотя вы можете купить по одному из них, мы также предлагаем аспирационный и камерный вакуумный упаковщик DUO 550 в одном. Этот продукт дает вам лучшее из обоих миров, возможность запечатывать предметы с помощью всасывания, а также камеру для этих жидких предметов.
* См. инфографику с описанием различий здесь*
Зачем создавать вакуум? | Общественный колледж Нормандейла
Фила Дэниелсона
Создание вакуума стало довольно распространенным и часто рутинным делом, но обычность этого действия не противоречит затратам и сложности его выполнения.Люди постоянно борются с вакуумными технологиями по очень веской причине. Вакуумы в какой-то степени являются необходимой частью технологических процессов и/или неотъемлемой частью продукта.
Каждого, кто занимается вакуумом, в какой-то момент спрашивали, зачем им нужно проходить через все эти испытания, мучения и неприятности до такой степени, что они рискуют потерять свой самый последний шарик. «Я должен сделать это, чтобы делать то, что я делаю», может быть временно приемлемым ответом, но есть очень реальные и простые ответы.По сути, необходимо удалить определенное количество молекул из контейнера (камеры), чтобы что-то сделать. Итак, если вы немного раскроете тему; вопрос не такой уж насущный.
Если мы примем во внимание, что создание вакуума есть не что иное, как удаление молекул газа из сосуда до тех пор, пока число молекул в одном объеме не станет меньше, чем число молекул в том же объеме вне сосуда, мы можем приступить к разработке набора причин для делать это.
Эту уменьшенную молекулярную популяцию можно рассматривать как давление, количество молекул, расстояние между молекулами, количество молекулярных столкновений или количество столкновений молекул с поверхностью. Хотя все эти взгляды физически взаимосвязаны и взаимозависимы, любая из этих возможных причин может быть перенесена в описание процесса с соответствующими требованиями и обоснованиями.
Хотя все эти взгляды физически взаимосвязаны и взаимозависимы, любая из этих возможных причин может быть перенесена в описание процесса с соответствующими требованиями и обоснованиями.
Физические и химические эффекты проявляются либо по отдельности, либо в сочетании.
Физические эффекты
Физические эффекты вступают в игру, когда физические свойства газа или газов либо являются основной проблемой процесса, либо помогают или препятствуют процессу.
Перепад давления
Если молекулы газа удалить из трубы или сосуда, будет меньше столкновений между молекулами и поверхностью, чем снаружи сосуда, где он подвергается воздействию атмосферы. Чем меньше молекул, тем меньше столкновений и тем ниже будет общая сила.
Как и многие другие физические эффекты, это также можно использовать для измерения давления, используя перепад давления для приложения силы, пропорциональной давлению.Это легко продемонстрировать с помощью U-образного манометра, в котором столб жидкости уравновешивается атмосферным давлением, реагируя на перепад давления, что приводит к измеримой высоте столба жидкости, как показано на рисунке 1.
В практическом смысле этот перепад давления, возникающий в результате удаления молекул для уменьшения количества молекул, сталкивающихся с поверхностью, может использоваться для обеспечения силы как в динамическом, так и в статическом режимах.
Динамические приложения часто используются для перемещения твердого или жидкого материала по трубе или воздуховоду, где более высокое атмосферное давление перемещает материал в направлении более низкого давления в попытке уравнять давление с обеих сторон.Примеров, где требуется движущая сила, таких как пневматическая транспортная труба, вакуумная фильтрация или даже первое метро, предостаточно. В статическом смысле перепад давления часто используется для обеспечения фиксации на месте, например, с помощью вакуумных зажимов или прижимов. На рис. 2 показан перепад давления в фунтах на квадратный дюйм в зависимости от давления.
Теплообмен
Теплопередача при атмосферном давлении преимущественно осуществляется либо прямым переносом во время столкновений молекул газа с молекулами, либо конвекцией молекулярного движения. Если два предмета с разной температурой поместить в камеру с атмосферным давлением, Теплота начнет перетекать от более горячего к более холодному через молекулы газа; но если давление уменьшить, удалив часть молекул газа, расстояние между молекулами станет больше, а количество молекулярных столкновений уменьшится, что приведет к уменьшению теплового потока.
Если два предмета с разной температурой поместить в камеру с атмосферным давлением, Теплота начнет перетекать от более горячего к более холодному через молекулы газа; но если давление уменьшить, удалив часть молекул газа, расстояние между молекулами станет больше, а количество молекулярных столкновений уменьшится, что приведет к уменьшению теплового потока.
Снижение теплопроводности теплоносителя (молекул газа) будет означать, что более горячий объект будет сохранять свое тепло.Если давление постоянно снижается, то и тепловой поток также будет постоянно уменьшаться. Таким образом, вакуум между горячими и холодными объектами станет теплоизолятором со степенью изоляции, определяемой степенью вакуума (недостаточностью молекул) между ними. Этот изолирующий эффект вакуума приводит к ряду практических применений.
Возможно, наиболее известным является почтенный сосуд Дьюара или термос, показанный на рис. 3, который обычно используется для поддержания тепла или холода.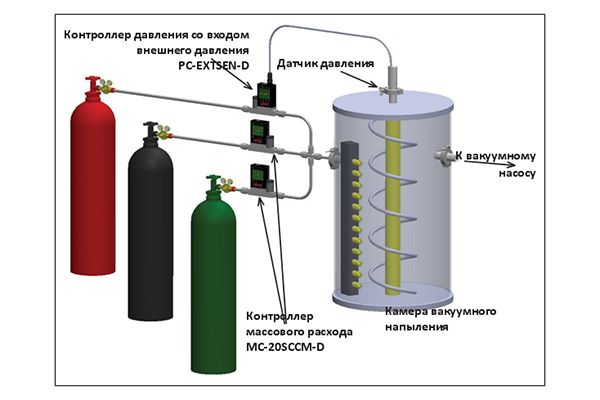 Это легко приводит к другим применениям, таким как перекачивающие линии для сжиженных газов, которые окружены кольцевой трубой с вакуумом между трубами, чтобы предотвратить попадание тепла в жидкость и вызвать испарение.
Это легко приводит к другим применениям, таким как перекачивающие линии для сжиженных газов, которые окружены кольцевой трубой с вакуумом между трубами, чтобы предотвратить попадание тепла в жидкость и вызвать испарение.
Как и в случае механического воздействия перепада давления, теплопроводность может использоваться в качестве метода измерения давления, когда проволока нагревается за счет приложения постоянной мощности, а потери тепла проволокой определяются ее температурой, которая либо измеряется непосредственно (термопарный манометр ) или по его сопротивлению (датчик Пирани).
Те же эффекты, что и при теплопроводности, могут также применяться к звуко- или электроизоляции с некоторыми специфическими сложными отличиями.
Испарение
Практически любой материал испарится, если его достаточно нагреть, но вакуумные процессы в основном связаны с испарением жидкостей. Жидкость, обладающая какой-либо летучестью при комнатной температуре, рано или поздно испарится при атмосферном давлении. С практической точки зрения, чем раньше, тем лучше, чем позже, поэтому средства для увеличения скорости испарения могут иметь важное значение.
С практической точки зрения, чем раньше, тем лучше, чем позже, поэтому средства для увеличения скорости испарения могут иметь важное значение.
Поскольку испарение на самом деле представляет собой молекулы жидкости, покидающие поверхность и не возвращающиеся обратно в виде жидкости, увеличение скорости испарения будет означать увеличение количества молекул, покидающих поверхность в данный момент времени.
При атмосферном давлении скорость потери будет относительно низкой из-за большого количества молекул непосредственно над поверхностью. Это означает, что испаряющаяся молекула, вероятно, немедленно ударится о молекулу газа, потеряет свою энергию и вернется в жидкое состояние.Однако, если жидкость находится внутри камеры, которая была до некоторой степени вакуумирована, меньшее количество молекул будет находиться над поверхностью. Это означает, что у испаряющейся молекулы будет меньше шансов столкнуться с молекулой газа, потому что меньше молекул, с которыми можно столкнуться, больше промежутков между молекулами и меньше молекул, сталкивающихся с поверхностью жидкости.
Практическим примером может служить разница в температуре кипения воды в долине и на вершине горы. Когда жидкость кипит, она достигает критической точки, когда тепло, добавляемое к жидкости, мгновенно преобразуется в испарение, поэтому температура жидкости не изменится.По мере увеличения высоты давление снижается, поэтому остается меньше молекул, препятствующих испарению, и меньше энергии требуется испаряющимся молекулам для преодоления потерь при столкновении с молекулами окружающего газа. На рис. 4 показана разница в температуре кипения воды на разных высотах.
Практическим вакуумным процессом может быть вакуумная перегонка, когда необходимо разделить две жидкости с разным давлением паров. Поток пленки жидкой смеси в вакуумированный контейнер при фиксированной температуре заставит или позволит наиболее летучей жидкости испаряться при низкой температуре, потому что будет доступно меньше молекул для сдерживания испарения, чем при атмосферном давлении.
Следовательно, быстрая дистилляция для практического процесса. Следует понимать, что контейнер необходимо будет динамически накачивать, чтобы поддерживать пониженное давление, иначе убегающие молекулы вскоре вызовут повышение давления и затем снизят скорость испарения жидкости. Примером такого процесса может быть дистилляция масла для механических насосов, когда необходимо удалить летучие компоненты с высоким давлением пара, прежде чем его можно будет использовать в вакуумном насосе.
Следует понимать, что контейнер необходимо будет динамически накачивать, чтобы поддерживать пониженное давление, иначе убегающие молекулы вскоре вызовут повышение давления и затем снизят скорость испарения жидкости. Примером такого процесса может быть дистилляция масла для механических насосов, когда необходимо удалить летучие компоненты с высоким давлением пара, прежде чем его можно будет использовать в вакуумном насосе.
Химические эффекты
Химические эффекты проявляются в большинстве случаев, когда химическая активность и свойства газов либо помогают, либо тормозят процесс.Это часто касается не только конкретных рассматриваемых газов, но и их соответствующих концентраций.
Удаление реактивных газов
Любой контейнер, камера или сантехника когда-либо подвергались воздействию атмосферного воздуха. Перед использованием любого из них для содержания или передачи чистых технологических газов их необходимо откачать, чтобы свести к минимуму вредное воздействие газов внутри, прежде чем подавать чистый газ. Если бы этого не было сделано, это было бы очень похоже на наливание очищенного химического раствора в грязный химический стакан.Требуемая степень чистоты газа будет определять необходимый предельный вакуум, поскольку все остаточные газы будут рассматриваться как загрязнители.
Если бы этого не было сделано, это было бы очень похоже на наливание очищенного химического раствора в грязный химический стакан.Требуемая степень чистоты газа будет определять необходимый предельный вакуум, поскольку все остаточные газы будут рассматриваться как загрязнители.
Например, давление кислорода 10 -3 Торр приведет к уровню загрязнения 1 PPM, если контейнер будет заполнен чистым газом до атмосферного давления. Эта простая концепция давления остаточного газа может ввести в заблуждение, поскольку внутренние поверхности будут покрыты десорбирующими молекулами воды, что приведет к повышению уровня загрязнения до 10 частей на миллион после того, как поверхность уравновешивается чистым газом.Следовательно, общее количество молекул в контейнере будет главной проблемой в этом типе эффекта.
Практическое применение, чтобы проиллюстрировать этот эффект, было бы почтенной лампой накаливания, которая была бы вакуумирована до заполнения инертным газом. Любой водяной пар или кислород, оставшиеся в корпусе колбы до засыпки, становятся химически активными загрязнителями, которые вступают в реакцию с горячей вольфрамовой нитью во время работы и вызывают преждевременное перегорание.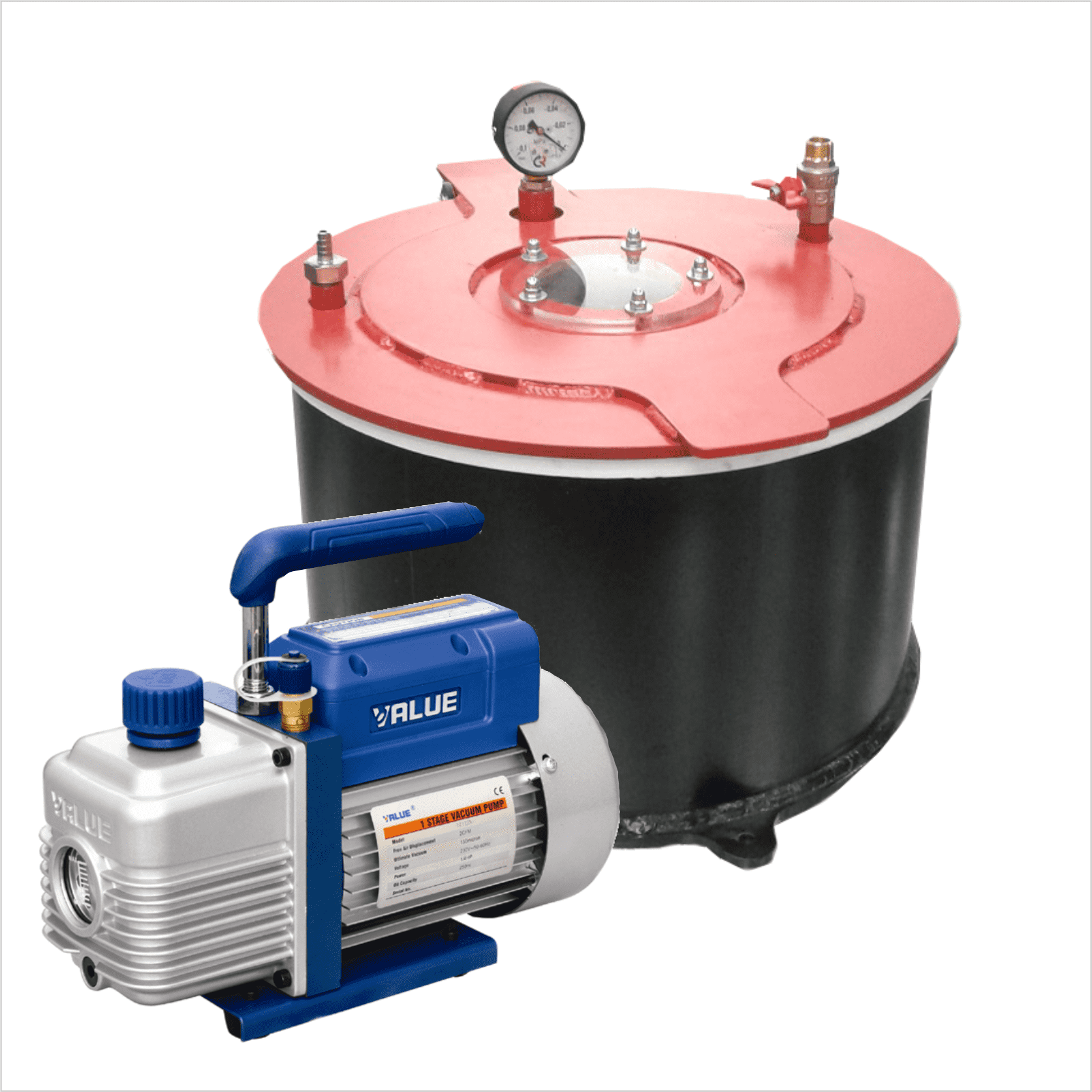
Защита
Так как многие материалы подвергаются химическим реакциям с воздухом, возникает необходимость удаления молекул вблизи обрабатываемой поверхности.Единственный разумный способ сделать это — поместить материал в камеру и использовать атмосферу или ее отсутствие для защиты материала от химической реакции. В этом случае первостепенное значение будет иметь количество молекул химически активного газа, сталкивающихся с поверхностью.
В некоторых процессах камера будет откачиваться с использованием тех же соображений, которые обсуждались выше, в том смысле, что камера будет заполнена инертным газом после откачки для удаления такого количества молекул реактивного газа, которое требует процесс.В других случаях весь процесс будет проходить под вакуумом, чтобы защитить материал от химической реакции.
Металлургические процессы являются яркими примерами, когда печь может быть вакуумирована, а затем заполнена инертным газом или водородом (восстановительной атмосферой), или весь термический процесс может выполняться, пока камера находится в условиях динамической откачки. На самом деле, такие процессы, как вакуумная пайка, часто представляют собой комбинацию, в которой печь после первоначального вакуумирования предварительно нагревают, заполняя ее водородом под давлением, и непосредственно перед достижением температуры пайки камеру вакуумируют, а затем дают скачок температуры. до температуры течения припоя.
На самом деле, такие процессы, как вакуумная пайка, часто представляют собой комбинацию, в которой печь после первоначального вакуумирования предварительно нагревают, заполняя ее водородом под давлением, и непосредственно перед достижением температуры пайки камеру вакуумируют, а затем дают скачок температуры. до температуры течения припоя.
Комбинированное физическое и химическое воздействие
Тонкопленочные процессы являются яркими примерами тех процессов, которые требуют сочетания физических и химических воздействий. Рассмотрим простой пример нитевидного напыления алюминия на подложку, как показано на рис. 5. Скрученная вольфрамовая нить непосредственно нагревается сильным током до тех пор, пока алюминиевая скоба не расплавится и не смочит нить. Если молекулярная концентрация химически активных газов слишком высока, нить накала окислится и перегорит.Кроме того, горячий алюминий будет окисляться. В этом случае первостепенное значение имеет количество ударов молекул активного газа о поверхность. Хотя нагрев можно проводить в атмосфере инертного газа, это лишь часть полного набора требований к технологическим параметрам.
Хотя нагрев можно проводить в атмосфере инертного газа, это лишь часть полного набора требований к технологическим параметрам.
Поскольку идея состоит в том, чтобы испарить молекулы алюминия на подложку, испаряемый алюминий должен иметь возможность достичь подложки.
Если бы количество молекул между испаряющимся алюминием и подложкой было слишком большим, столкновения молекул алюминия с газом были бы настолько сильными, что алюминий, вероятно, не смог бы достичь подложки из-за потери энергии из-за столкновений.Кроме того, несколько более низкая концентрация молекул газа может легко привести к такому разбросу концентрации испаряющегося алюминия, что пленка на подложке не будет иметь приемлемой однородности.
Выводы
Таким образом, очевидно, что все вакуумные процессы предъявляют особые требования к количеству остаточных молекул и, конечно же, к идентичности этих молекул с точки зрения химической активности. Понимание причин этих молекулярных эффектов с точки зрения их давления, количества молекул, расстояния между молекулами, количества молекулярных столкновений или количества столкновений молекул с поверхностью может привести к лучшему пониманию рассматриваемого процесса. Дальнейшее размышление об эффектах может привести к улучшению процесса, поскольку улучшения рассматриваются с учетом этих же эффектов.
Дальнейшее размышление об эффектах может привести к улучшению процесса, поскольку улучшения рассматриваются с учетом этих же эффектов.
Кроме того, рассмотрение молекул может открыть лучшие способы передачи этого понимания процесса.
Версия появилась в Vacuum & Thinfilm , , июль 1999 г.
Выбор подходящих вакуумных материалов
Тщательный анализ каждого материала, подвергающегося воздействию вакуумной системы, абсолютно необходим для обеспечения успешного проектирования системы.
Фила Дэниелсона
Вопросы, которые следует задать при выборе вакуумных материалов
Тщательный анализ каждого материала, подвергающегося воздействию вакуумной системы, абсолютно необходим для обеспечения успешного проектирования системы.
Для его практиков не секрет, что вакуумная технология — требовательная дисциплина. Технология неумолима до такой степени, что вы можете сделать почти все правильно, но если вы сделаете одну ошибку, камера может не накачать до необходимого уровня. Это означает, что необходимо принять множество решений. Решающие решения. Когда вы полагаете, что общая сложность вакуумной системы больше, чем сумма сложности ее частей, сообщение доходит до вас с ужасающей ясностью. Каждая часть взаимодействует со всеми остальными частями, поэтому ошибка может убить проект. Что еще хуже, несколько действительно маленьких ошибок могут быть хуже, чем одна большая. Хотя это может быть пугающе, на самом деле это не так пугающе, как кажется.
Это означает, что необходимо принять множество решений. Решающие решения. Когда вы полагаете, что общая сложность вакуумной системы больше, чем сумма сложности ее частей, сообщение доходит до вас с ужасающей ясностью. Каждая часть взаимодействует со всеми остальными частями, поэтому ошибка может убить проект. Что еще хуже, несколько действительно маленьких ошибок могут быть хуже, чем одна большая. Хотя это может быть пугающе, на самом деле это не так пугающе, как кажется.
Небольшое подробное размышление в рамках основного отношения вакуума Q (газовая нагрузка) = S (скорость откачки) x P (давление) обеспечит руководство и технику.Низкое значение Q приведет к более низкому P при любом заданном S. Если, таким образом, мы попытаемся сохранить общую газовую нагрузку как можно более низкой, мы должны понимать, что наиболее важная(ые) газовая нагрузка(и) в большинстве вакуумных систем исходят от материалов, находящихся в вакууме. Газ внутри камеры перед откачкой, конечно, должен быть удален, но это гораздо более простой процесс, чем удаление газа из материалов.
Все инженерные решения — это череда последовательных компромиссов, и выбор вакуумных материалов — не исключение.Выбор материалов для использования в конструкции вакуумной системы — это не только поиск материалов с наименьшими газовыми нагрузками, но и рассмотрение различных физических или химических свойств, которые будут соответствовать требованиям процесса.
| Вакуумный материал | Скорость дегазации (торр л/сек/см 2 ) |
| Нержавеющая сталь | 6 х 10 -9 |
| Алюминий | 7 х 10 -9 |
| Мягкая сталь | 5 х 10 -6 |
| Латунь | 4 x 10 -6 |
| Керамика высокой плотности | 3 x 10 -9 |
| Пирекс | 8 х 10 -9 |
| Вакуумный материал | Скорость дегазации (торр л/сек/пог. см) см) |
| Витон (необожженный) | 8 х 10 -7 |
| Витон (запеченный) | 4 x 10 -8 |
Универсальная проблема материалов, которая затрагивает все без исключения вакуумные технологии, — это сама вакуумная камера.Материал(ы) конструкции должен обеспечивать как можно меньшую газовую нагрузку, но при этом быть достаточно прочным, чтобы выдерживать силы, создаваемые внешним атмосферным давлением. С проблемой прочности легко справиться, сделав стены достаточно толстыми или добавив дополнительные связи или опоры как внутри, так и снаружи, но основная проблема заключается в оценке возможных газовых нагрузок. Камеры обычно изготавливаются из металлов, стекла, керамики или пластика. Общим для всех этих материалов является то, что внутренние поверхности будут покрыты слоями сорбированных молекул воды, которые должны быть десорбированы во время откачки.
Поскольку большая часть молекул воды прилипает друг к другу в слое, материал основы не имеет большого значения до тех пор, пока не будет десорбировано достаточно воды, чтобы на поверхности остался только один монослой. В этот момент все меняется. Вам нужен материал, который не слишком сильно связывается с молекулами воды. Это начинает исключать многие пластиковые материалы, но, что более важно, вы должны начать думать о газе, выходящем из объема материала. Это, наряду с поверхностной десорбцией, и есть то, что мы называем дегазацией.В сочетании с этим эффектом происходит проникновение газов из атмосферы через стенки камеры, включая герметики и/или прокладочные материалы, такие как уплотнительные кольца из эластомера.
Помимо рассмотрения прочности и проникновения, те же критерии должны применяться к любому материалу, подвергаемому воздействию вакуума. Проникновение происходит с большинством материалов, но часто оно слишком мало, чтобы вызывать беспокойство. Например, небольшое количество атмосферного гелия, проникающего в колпак из пирекса через крошечные микропоры стекла, слишком мало, чтобы вызывать беспокойство при 10 -6 — 10 -7 торр, но может стать реальной проблемой в пирексовом колпаке.![]() система, которая, как ожидается, будет работать при 10 -11 торр.Однако в целом мы можем рассматривать материалы, подвергающиеся воздействию вакуума, в основном оценивая скорость дегазации. Кроме того, газовые нагрузки могут возникать из-за испарения самого материала или компонентов материала. Материалы с высоким давлением паров представляют собой очевидную проблему с точки зрения загрязнения вакуумного пространства или процесса.
система, которая, как ожидается, будет работать при 10 -11 торр.Однако в целом мы можем рассматривать материалы, подвергающиеся воздействию вакуума, в основном оценивая скорость дегазации. Кроме того, газовые нагрузки могут возникать из-за испарения самого материала или компонентов материала. Материалы с высоким давлением паров представляют собой очевидную проблему с точки зрения загрязнения вакуумного пространства или процесса.
Металлы, возможно, являются наиболее распространенными материалами для вакуумных камер, при этом нержавеющая сталь (SS) намного опережает другие металлы, такие как мягкая сталь (MS) или алюминиевые (Al) сплавы.Поскольку MS обычно используется только для систем, требующих умеренного вакуума выше 10 90 237 -6 90 238 Торр, казалось бы, что выбор между SS или Al будет достаточен, но это только начало процесса выбора. Например, решение использовать нержавеющую сталь не означает любые сплавы нержавеющей стали. Легкообрабатываемые сплавы, такие как 303 SS, содержат серу (S), но давление паров серы слишком велико для высоковакуумных систем. 304 SS, тем не менее, является наиболее распространенным выбором. Это помогает сузить круг вопросов, но для сверхвысокого вакуума (СВВ) обычно требуется низкоуглеродистый сплав 304L.
304 SS, тем не менее, является наиболее распространенным выбором. Это помогает сузить круг вопросов, но для сверхвысокого вакуума (СВВ) обычно требуется низкоуглеродистый сплав 304L.
То, что мы описываем здесь, — это процесс выбора слоев, чтобы просто определить общее описание материала, но нам нужно еще углубиться. Окончательный выбор материала также будет зависеть от обработки поверхности, чтобы минимизировать площадь поверхности и, как следствие, самую низкую скорость десорбции на единицу площади. Затем необходимо оценить очистку поверхности, чтобы убедиться, что органические загрязнения удалены и не осталось пористой сварочной окалины. Вся эта, казалось бы, утомительная работа с деталями абсолютно необходима для обеспечения того, чтобы материал обеспечивал минимальную газовую нагрузку.Например, если бы был выбран алюминий, вам нужно было бы убедиться, что поверхность не была анодирована, поскольку оксидная пленка поглощает большое количество водяного пара, а затем медленно десорбирует его в вакуумное пространство.
Уплотнительные материалы и прокладки являются еще одним чрезвычайно важным фактором. Суммарные газовые нагрузки, исходящие от эластомерных уплотнительных колец, могут быть больше, чем от поверхности камеры. Итак, если вы собираетесь использовать уплотнительные кольца, вы должны сделать все возможное, чтобы уменьшить газовую нагрузку.Это означает использование прокаленных в вакууме уплотнительных колец, с которыми осторожно обращались в безворсовых перчатках и которые не очищались растворителем, поскольку растворители впитываются и вызывают набухание. Набухание увеличивает дегазацию и проникновение в атмосферу. Таким образом, при анализе ожидаемых газовых нагрузок можно рассмотреть возможность использования металлических прокладок и полного исключения газовых нагрузок на уплотнительное кольцо.
Существует ряд других материалов, которые, вероятно, будут использоваться в вакуумной системе для очень специфических применений, зависящих от технологического процесса.Эта общая категория включает керамику и стекло, которые могут использоваться в качестве тепловых или электрических изоляторов, компонентов внутренних массивов или даже пластиковых подложек. В каждом случае требуется одинаковая тщательная оценка, чтобы гарантировать, что газовые нагрузки будут как можно меньше.
В каждом случае требуется одинаковая тщательная оценка, чтобы гарантировать, что газовые нагрузки будут как можно меньше.
Например, керамика считается хорошим вакуумным материалом, но только в том случае, если используются спеченные материалы высокой плотности. Это отличает изолятор в вводе для сверхвысокого напряжения от куска огнеупорного кирпича.Пористые материалы содержат огромное количество газа. Даже обычно приемлемые металлы, такие как Al, требуют тщательного изучения. Бытовая алюминиевая фольга часто используется в системах, где она используется в качестве вкладыша камеры. Этот материал покрыт арахисовым маслом, используемым в качестве смазки при его производстве, и его практически невозможно удалить с помощью очистки растворителем.
Помимо влияния газовой нагрузки необходимо учитывать физические свойства материалов. Внутренние массивы часто собираются с помощью гаек и болтов из нержавеющей стали, которые могут нагреваться в процессе.Это приводит к сильному истиранию поверхности, что делает невозможным разборку пары, но тонкий слой магнезиального молока (без ароматизаторов), нанесенный на резьбу перед сборкой, облегчает разборку. Поверхности скольжения также могут вызывать проблемы с заеданием или прилипанием таких пар, как SS-to-SS, но покрытие из дисульфида молибдена может действовать как совместимая с вакуумом смазка. Это лишь некоторые из многих примеров проблем с материалами, которые необходимо учитывать, и для успешной работы системы требуется полный анализ.
Поверхности скольжения также могут вызывать проблемы с заеданием или прилипанием таких пар, как SS-to-SS, но покрытие из дисульфида молибдена может действовать как совместимая с вакуумом смазка. Это лишь некоторые из многих примеров проблем с материалами, которые необходимо учитывать, и для успешной работы системы требуется полный анализ.
Существует ряд материалов, которых следует по возможности избегать. Металлы с высоким давлением паров могут быть проблемой, и они могут легко проникнуть внутрь, если не уделять пристального внимания. Ярким примером являются гайки и болты с цинковым и кадмиевым покрытием. Если эти материалы нагреваются во время процесса, они могут сублимировать в системе, вызывая металлическое загрязнение. Кроме того, они могут образовывать тонкие оксидные покрытия, поглощающие большое количество водяного пара. Содержание цинка в латуни часто является проблемой при любых, кроме самых нестрогих требований.Таким образом, к любому материалу, который может испаряться в вакууме, нужно относиться с подозрением. Это включает в себя множество пластиковых материалов.
Это включает в себя множество пластиковых материалов.
Хотя вакуумная технология не прощает ошибок, тщательный глубокий анализ материалов, которые будут подвергаться воздействию вакуумной системы, поможет избежать ужасных ошибок, которые могут убить конструкцию. Любой процесс потребует ряда последовательных компромиссов, но суммирование множества газовых загрузок позволит сделать ряд разумных компромиссов. Это один из тех случаев, когда «дьявол кроется в деталях» действительно имеет смысл.топ
| 1. Суммировал ли я общее количество газа из всех материалов? |
| 2. Достаточно ли хорошо я определил каждый материал? |
| 3. Что произойдет с общей газовой нагрузкой, если я заменю любой отдельный материал? |
| 4. Доминирует ли газовая нагрузка одного материала над другими? |
| 5. Не слишком ли много раз я шел на компромиссы? |
6.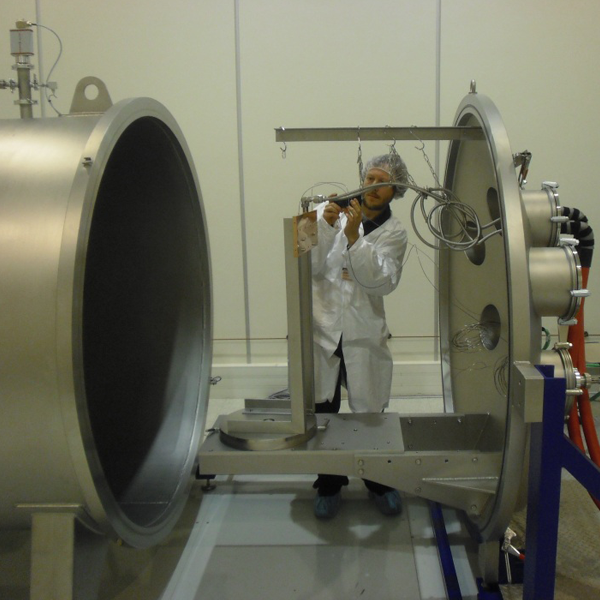 Действительно ли я уверен, что просмотрел все материалы? Действительно ли я уверен, что просмотрел все материалы? |
| 7. Допустил ли я ошибки? |
Перепечатано с разрешения R&D Magazine, , все права защищены. Канерс Деловая информация.
Более короткая версия опубликована в R&D Magazine, , апрель 2003 г.
Вакуумные камеры — Заметки и мысли
Вакуумные камеры доступны в различных размерах и формах.
и материалы.Не все вакуумные камеры созданы одинаковыми, и ни
смолы, предназначенные для использования в них. Подходящая вакуумная камера должна быть хорошо
изготовлены из прочных и химически стойких материалов таким образом, чтобы безопасно
поддерживает экстремальные силы, воздействующие на них в глубоком вакууме. При выборе
вакуумная камера, вы можете рассмотреть некоторые из них, которые сделаны из металла, пластика и
возможно стекло. Я не могу обсуждать каждую вакуумную камеру, так что это
Глава будет посвящена трем основным стилям, которые мы обнаружим.
Наиболее часто используемые вакуумные камеры для стабилизации:
изготовлен из трубы ПВХ. Лучше всего использовать прозрачную трубу из ПВХ для
стенки камеры и стоят вертикально. Высокая стоимость материалов для них, как правило,
чтобы цены были достаточно высокими. Доступны во многих размерах, вы можете ожидать стоимость
камеры резко увеличиваться на каждый дюйм увеличения трубы
диаметр. Хотя прозрачный ПВХ не требуется, он обеспечивает наилучший обзор
что происходит внутри палаты.Камеры из стандартного твердого
сердцевина из ПВХ хорошо работает, однако для них требуется прозрачная крышка, чтобы иметь четкую
вид на поверхность смолы. Это важно и будет объяснено далее.
подробно позже.
Прозрачная крышка на вакуумной камере — штука хитрая. Лучший ясный
крышки изготовлены из толстого закаленного стекла толщиной не менее полудюйма.
толщина. Прокладка для герметизации крышки и камеры обычно не закреплена или установлена.
как шина вокруг внешнего края стекла.Важно отметить, в
в случае камер трубчатого типа не должно быть никаких отверстий в прозрачных
крышка. Фитинги, клапаны, манометры и т. д. должны быть установлены высоко в камере.
Фитинги, клапаны, манометры и т. д. должны быть установлены высоко в камере.
стены. Отверстия, сделанные в плоской прозрачной крышке, ослабят материал и
значительно увеличивает вероятность катастрофического отказа. это интересно
обратите внимание, что постоянно растущее признание марихуаны в медицинских и рекреационных целях
использование в США значительно расширило рыночные возможности для вакуумных
камеры.Постоянно растущее количество вакуумных камер, выполненных в стиле Pyrex.
посуда, алюминиевые или стальные кастрюли и акриловые крышки проявляются очень низко и
соблазнительные расходы. Часто эти камеры продаются в комплекте с
небольшой одноступенчатый вакуумный насос другой марки. Если вы когда-нибудь слышали выражение
«Вы получаете то, за что платите», — это яркий пример. Глубина вакуума и
время, необходимое для приготовления растительного экстракта или концентрата марихуаны
значительно меньше, чем используется для стабилизации.Поэтому эти экономики
Сделки с версиями не должны быть такими прочными или надежными, как нам нужно.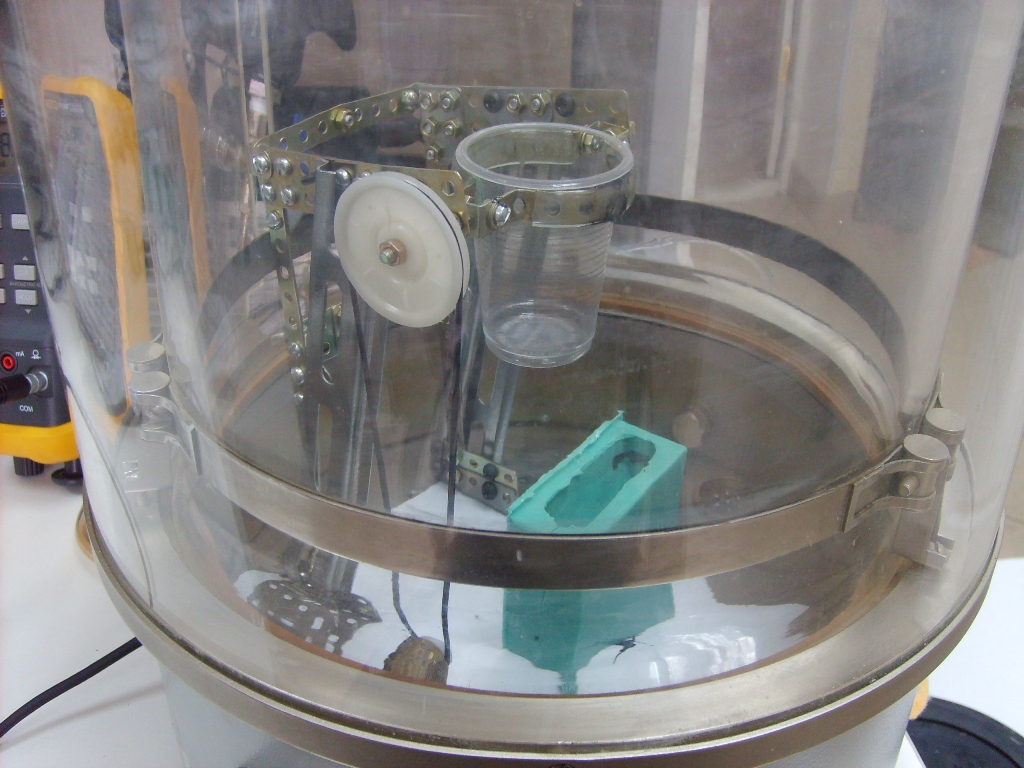
Доступность домашнего производства совсем недавно
значительно повлияли на рынок вакуумных камер. Сейчас есть ряд
доступные камеры, которые, по-видимому, являются золотой серединой между травяным экстрактом и
стабилизация. Эти камеры, как правило, немного больше, а иногда немного
более долговечны, чем камеры травяного хозяйства для дегазации эпоксидных смол и
каучуков, но, как и их более дешевые собратья, эти камеры характеризуются
более слабая акриловая крышка с манометром и прикрепленными к ней фитингами.Эти дегазации
камеры немного более долговечны, но также не предназначены для хранения на такой глубине.
вакуум в течение времени, необходимого для стабилизации.
Поскольку токарная обработка древесины и стабилизация дома продолжают оставаться одним из
самые быстрорастущие хобби в США, компании, которые производят и/или продают
эти два типа камер, несомненно, видели очень большое количество
гарантийные претензии, предъявляемые к камерам, которые вышли из строя при использовании для стабилизации древесины. Это
Это
теперь нередко можно увидеть заявления об отказе от ответственности, такие как «не для стабилизации» или «для
дегазация эпоксидных смол, уретанов и каучуков» в списках продуктов.
Хотя большинство из них используют цилиндрические камеры,
можно найти камеры кубической формы. Обычно изготавливается из акриловых листов,
более слабая конструкция плоских стенок по сравнению с прочностью цилиндра и вероятностью
для акрила, на который воздействует смола, эта конструкция устарела. Когда
при выборе стабилизирующей камеры, вот список вещей, которые следует учитывать:
- 1. Обеспечивает ли она четкий обзор смолы
поверхность? - 2. Используется ли акрил, чего лучше избегать?
- 3.Если акриловая или стеклянная крышка, фитинги в
крышке или в стенке камеры? - 4. Поддерживает ли размер материал моего проекта, с
много места сверху? - 5.Соответствует ли нужная камера моему бюджету?
- 6. Является ли камера безопасной и надежной, а компания
уважаемый? Кто-нибудь использовал его раньше? (ищите упоминания, обзоры и
обсуждения на форумах и в социальных сетях.
