
Вязальная проволока диаметр для арматуры: характеристики, применение, выбор и расход
характеристики, применение, выбор и расход
Ни один объект промышленного или гражданского строительства не возводится без использования железобетонных изделий и конструкций. Для усиления прочности и надежности бетон армируют, в его «тело» помещают каркас из арматуры. Вязальная проволока самый популярный материал для соединения металлических прутов между собой, для создания каркаса, именно о ней пойдет речь в данной статье.
Применение и технология производства
Самой большой популярность проволока для вязки арматуры пользуется в монолитном строительстве. С помощью бетона и арматуры, создаются постройки самых необычных форм, благодаря своей технологии, целостности конструкции от фундамента до крыши. Именно в этой сфере без использования проволоки не обходится не один объект.
Проволоку применяют для армирования, таких железобетонных конструкций как:
- Фундаментов (ленточных, плитных, свайных).
- Стен, колонн, балок и перемычек.
- Лестниц.

- Монолитных перекрытий.
- Стяжки пола.

Самые важные параметры проволоки для вязки арматуры – это гибкость и прочность. Она должна обеспечивать надежное соединение пересекающихся элементов арматуры, одновременно быть мягкой и податливой для быстрого проведения работ.
Данные характеристики обеспечиваются свойствами материала, технологией производства и последующей термической обработкой.
Материалом для изготовления является низкоуглеродистая сталь. Проволока – продукт процесса волочения заготовки через фильеры с заданным диаметром. Под воздействием давления и в процессе пластического деформирования заготовки структура стали измельчается и улучшается, на поверхности образуется упрочненный наклепанный слой.
Однако после такой процедуры в металле сохраняются значительные внутренние напряжения, которые не позволяют изгибать полученный продукт, он будет жестким и хрупким. Поэтому, для возможности применения проволоки для вязки, она подвергается термической обработке – отжигу. В процессе отжига происходит релаксация и снятие напряжений. Таким образом, в результате получается прочное, удобное в работе изделие.
Поэтому, для возможности применения проволоки для вязки, она подвергается термической обработке – отжигу. В процессе отжига происходит релаксация и снятие напряжений. Таким образом, в результате получается прочное, удобное в работе изделие.
Маркировка и классификация
Вся выпускаемая вязальная проволока изготавливается в соответствии с ГОСТом – 3282-74 «Проволока стальная низкоуглеродистая общего назначения». Документ регламентирует все технические характеристики – тип, размеры, точность изготовления, механические свойства материала.
В ГОСТе указана классификация проволоки по следующим признакам:
- По виду обработки – термообработанная или нет.
- По виду покрытия – с оцинкованным покрытием или без него.
- По точности изготовления – с повышенной или нормальной точностью.
- По временному сопротивлению разрыву (только для не отожженной)– I и II группы.
В зависимости от условий, при которых производилась термическая обработка, проволочка бывает светлой или черной. Черная получается в процессе отжига в воздушной среде, под воздействием кислорода на поверхности металла образуются оксиды и окалины. Светлая проходит термообработку в среде инертных газов, её поверхность чистая, но по технологическим параметрам она ничем не отличается от черной.
Черная получается в процессе отжига в воздушной среде, под воздействием кислорода на поверхности металла образуются оксиды и окалины. Светлая проходит термообработку в среде инертных газов, её поверхность чистая, но по технологическим параметрам она ничем не отличается от черной.
Проволока может выпускаться диаметром от 0,16 до 10 мм без покрытия, и 0,2 – 6 мм с покрытием.
Бухта самой популярной оцинкованной вязальной проволоки диаметром 1,2 мм, весом 25 кг.
Маркировка проволоки включает в себя:
- диаметр – указывается в миллиметрах;
- вид обработки – буква О, в случае проведения термообработки;
- точность изготовления – буква П при повышенной точности;
- вид поверхности – С (светлая), Ч (Черная)
- наличие цинкового покрытия – 1Ц или 2Ц (цифра обозначает класс).
Вся выпускаемая проволока наматывается на бухты или катушки, проходит обязательный контроль, маркируется и подтверждается сертификатом качества. По маркировке выбирается необходимая для использования продукция. Каждый вид вязальной «нити» имеет свое назначение исходя из условий её применения.
Каждый вид вязальной «нити» имеет свое назначение исходя из условий её применения.
Какой проволокой лучше вязать арматуру
Основные критерии выбора это, диаметр арматуры и применяемый инструмент. Для вязки проволокой используют цанги, так же ручные, полуавтоматические и автоматические крючки.
Самодельный крючок для вязки арматуры проволокой.
Главная задача проволоки, это надежная фиксация арматуры, чем она толще, тем толще должен быть и связующий элемент. Минимальный применяемый для вязальных работ диаметр – 0,8 мм, используют для связки арматуры, диаметр которой не превышает 10 мм. Размер от 1 мм до 1,2 мм применяется чаще всего в частном малоэтажном строительстве. А при возведении зданий со значительной нагрузкой рекомендуют применять проволоку 1,4-1,6 мм. Для выполнения вязальных работ достаточно использование материала нормальной точности.
Совет от мастера! Я занимаюсь монолитным строительством уже более 10 лет и хочу сказать, что самая удобная проволока для вязки арматуры крючком имеет диаметр 1,2 мм.
 Подходит для связывания прутов всех диаметров, просто для арматуры диаметром 16 мм и выше, берется две проволочки.
Подходит для связывания прутов всех диаметров, просто для арматуры диаметром 16 мм и выше, берется две проволочки.Преимущество проволоки перед сваркой
При сравнении технологии сварки с вязкой, отметим следующие плюсы соединения проволокой:
- простота работы с материалом – процесс вязки арматуры посилен каждому;
- выполнение армирования непосредственно в опалубке;
- удобная регулировка положения прутьев – при необходимости можно исправить геометрию каркаса, отвязав несколько элементов конструкции;
- отсутствие сварных соединений – при нагреве у металла уменьшаются начальные характеристики, он становится слабее, сварной шов более подвержен коррозии;
- доступная цена.
К минусам можно отнести лишь шаткость связанного каркаса, но если, дополнить армирующую конструкцию раскосами, она станет жёстче.
Расход материала: нюансы и пример подсчета
Проволока реализуется в килограммах. Поэтому, при определении необходимого для работы объема материала, вычисляется сначала требуемый метраж, а затем рассчитывается общая масса.
Нарезаю проволоку угловой шлифовальной машинкой, ещё её называют болгаркой.
Метраж зависит от схемы армирования и количества узлов перехлеста прутков. Количество узлов умножается на 0,3-0,4. Таким образом, получается общая длина необходимой проволоки в метрах. На практике установлен процент возможного брака, что необходимый запас – не менее 30% от расчетного объема.
Зная необходимый метраж соединительного материала, умножаем его на вес одного метра, и получаем требуемый вес проволоки для проведения арматурных работ.
Таблица веса 1 погонного метра вязальной проволоки в кг.
| Диаметр, мм | Вес погонного метра, кг |
|---|---|
| 0,8 | 0,004 |
| 1 | 0,006 |
| 1,2 | 0,009 |
| 1,4 | 0,012 |
| 1,6 | 0,016 |
| 1,8 | 0,022 |
| 2 | 0,028 |
| 2,2 | 0,04 |
Для того чтобы высчитать расход вязальной проволоки на 1 м3 бетона и на 1 тонну арматуры, нужно знать диаметр используемых прутов, шаг соединения, и конструкционные особенности будущего железобетонного изделия.
Высчитаем на примере армирования монолитной плиты перекрытия арматурой 12 мм.
- Объем железобетонной плиты 1 м3, это 5 м2 перекрытия, а это в свою очередь два слоя сетки с шагом ячейки 200 на 200 мм, общей площадью 10 м2.
- Соединяется арматура в шахматном порядке, для связки 1 м2 такой сетки необходимо сделать 13 узлов + 8 узлов при дополнительном усилении, получаем 21 узел.
- Теперь 21*0,3= 6,3 метра, берем 30 % на брак – 2,1 метра, в итоге получаем 6,3+2,1=8,4 метра материала на 1 м2, рассчитываем необходимый метраж на всю площадь 10*8,4=84 м.
- Вес одного метра проволоки толщиной 1,2 мм равен 0,009 кг, считаем 84*0,009=0,756 кг, получаем, что для армирования 1 м3 бетонного перекрытия необходимо около 0,756 кг, вязальной проволоки.
- На 1 м3 такой плиты перекрытия надо около 113 метров арматуры А500С диаметром 12 мм. Вес 1 метра арматуры 0,888 кг, значит 113*0,888=100 кг материала на 1 м3.
- Следовательно, на 1 тонну арматуры диаметром 12 мм необходимо 10*0,756=7,56 кг проволоки.

Как видите, все расчеты строго индивидуальны, так как у каждого железобетонного изделия свои размеры и конструкционные особенности.
Вязка арматуры – на первый взгляд простой, но на самом деле очень важный процесс, от которого зависит прочность и долговечность железобетонной строительной конструкции. Немаловажную роль в качестве соединения арматуры играет качество вязальной проволоки. При правильном использовании материала, диаметре изделия и соблюдении технологии вязания добиться необходимого результата достаточно просто. Также не стоит забывать о проверке наличия сертификатов на приобретаемый материал, которые гарантируют заявленные производителем характеристики.
подбор диаметра, расчет количества, расход, цены
Технология сооружения железобетонных конструкций предусматривает наличие внутреннего каркаса из стальной арматуры. Для его устройства используется вязальная проволока. Гибкое и прочное металлоизделие широко применяется не только в строительстве, но и в быту. С помощью стальной проволоки производят упаковку грузов, связывают различные конструктивные детали. Как выбрать подходящий диаметр и рассчитать правильный расход материала? В этом поможет изучение его особенностей и краткий обзор текущих цен.
Гибкое и прочное металлоизделие широко применяется не только в строительстве, но и в быту. С помощью стальной проволоки производят упаковку грузов, связывают различные конструктивные детали. Как выбрать подходящий диаметр и рассчитать правильный расход материала? В этом поможет изучение его особенностей и краткий обзор текущих цен.
Оглавление:
- Сфера использования
- Классификация продукции
- Размеры сечения
- Сколько металлопроката понадобится?
- Расценки
Что представляет собой?
Длинномерный сортовой металлопрокат производится из стальной заготовки методом волочения. В процессе протягивания раскаленного сплава через сужающееся отверстие прокатного станка получают тонкий длинный шнур. Эластичность формируется в результате отжига – специальной термической обработки. Материал сначала нагревают в печи до заданной температуры, выдерживают в этом режиме определенное время и затем постепенно охлаждают.
Полученные изделия являются неотъемлемой частью устройства фундаментов. Способ создания каркаса посредством сварки является доступным и несложным, но малораспространенным из-за множественных недостатков. Соединение элементов арматуры в единую конструкцию при помощи проволоки имеет немало преимуществ перед другими видами временной фиксации:
Способ создания каркаса посредством сварки является доступным и несложным, но малораспространенным из-за множественных недостатков. Соединение элементов арматуры в единую конструкцию при помощи проволоки имеет немало преимуществ перед другими видами временной фиксации:
- надежная прочность узлов;
- экономное расходование материала;
- высокая скорость обвязки;
- удобство применения.
От жесткости крепления арматуры зависит прочность и целостность каркаса при заливке строительного раствора в опалубку. Этот фактор также способствует большей надежности железобетонной конструкции в период эксплуатации.
Области применения
Проволока для вязки арматуры имеет распространение практически во всех сферах человеческой деятельности. Самые популярные направления: строительство, машиностроение, промышленность. Готовые каркасы из связанных металлических стержней получаются гибкими и эластичными. Это способствует предотвращению возможных деформаций фундамента при вспучивании грунта и удлиняет срок службы армированного объекта.
Это способствует предотвращению возможных деформаций фундамента при вспучивании грунта и удлиняет срок службы армированного объекта.
Изделие с оцинкованным покрытием обладает хорошей устойчивостью к коррозионным процессам различного происхождения. Длительное время сохраняет технические и эксплуатационные качества при любых погодных условиях.
Нормативные требования
В результате отжига изделие становится более прочным и гибким, приобретая способность легко связывать арматуру. Согласно ГОСТ 3282-74 термически обработанный металлопрокат маркируют литерой «О». Классификация прокатной продукции производится по сорту стали, типу обжига, методу наружной обработки, механическим характеристикам.
1. По виду поверхности:
- без покрытия (Æ 0,16-10,0 мм) – необработанный металлопрокат светлый (С) или черный (Ч) ограниченного срока службы;
- с покрытием (Æ 0,2-6,0 мм) – изделия, защищенные от коррозии цинковым или полимерным слоем.
2. По степени обработки различают проволоку 1-го и 2-го класса – 1Ц и 2Ц соответственно.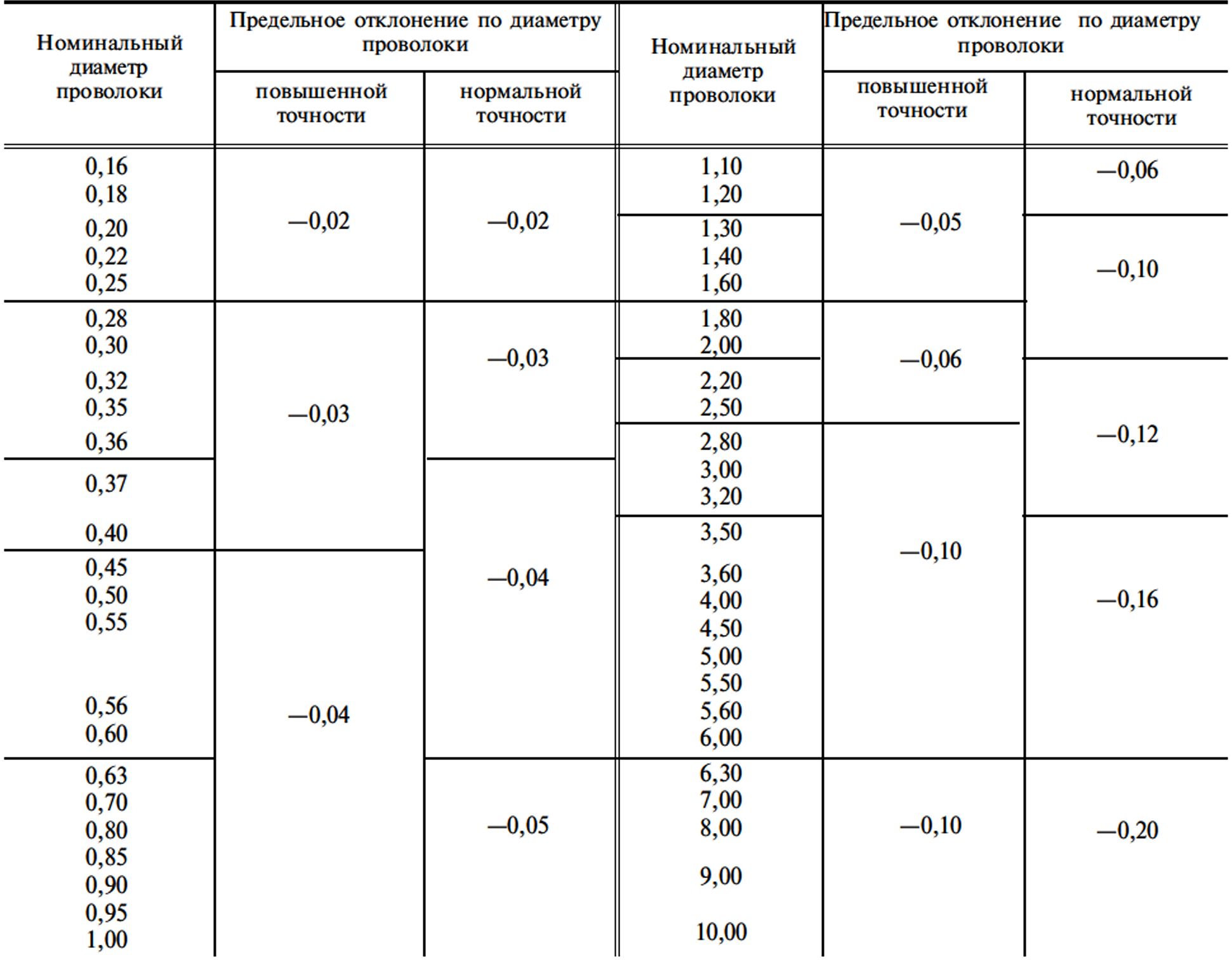
3. По внешнему виду металлопрокат бывает с круглым (В) и периодическим (ВР) профилем. Встречаются различные формы сечения: круглая, овальная, квадратная, шестиугольная. Нормативами ГОСТа предусматривается также разделение на метизы нормальной и повышенной точности.
Выбор подходящего диаметра
1. Самый популярный размер сечения для частного домостроения – 1,2 мм. По отзывам специалистов это самый удобный и прочный вариант материала. Термоотжиг значительно увеличивает его сопротивляемость на разрыв.
2. Тонкие метизы (0,3-0,8) слишком слабы для вязания арматуры. Их рекомендуется использовать только для крепления горизонтально ориентированных прутков малого диаметра.
3. Проволоку 1,8-2 выбирают при сооружении вертикальных армирующих конструкций. Большая толщина прокатного изделия требует повышенных физических затрат при монтаже. Для удобства и облегчения работ используют ручной крюк специального назначения или автоматический скручивающий пистолет.
4. Разновидность с диаметром 3-4 мм эксплуатируют в условиях повышенной влажности и усиленного воздействия агрессивной среды. Такие метизы обязательно подвергают многослойному покрытию оцинковкой.
Разновидность с диаметром 3-4 мм эксплуатируют в условиях повышенной влажности и усиленного воздействия агрессивной среды. Такие метизы обязательно подвергают многослойному покрытию оцинковкой.
Расход вязальной проволоки
Перед началом монтажных работ по созданию металлического каркаса необходимо купить в достаточном количестве стальные стержни и соединительные метизы. Средний расход на тонну арматуры составляет 11-15 кг вязального материала. Расчет объема имеет примерные показатели и зависит от нескольких факторов:
- тип фундамента;
- способ крепления арматуры;
- количество соединительных узлов;
- диаметр проволоки.
Для более точных данных расхода за основу принимают размеры ячеек армируемой решетки и число стыковочных точек. Так, на создание ста узлов арматуры потребуется 0,12 кг проволоки вязальной диаметром 0,8 мм. Расход прутков сечением 1,2 мм составляет 0,27 кг, 1,5 – 0,5 кг, 4 – 1,3 кг. В целях экономии допускается вязать каркасную сетку в шахматном порядке. Но для большей надежности конструкции два крайних ряда с каждой стороны фиксируют без пропусков.
Но для большей надежности конструкции два крайних ряда с каждой стороны фиксируют без пропусков.
Важно! Чем меньше сечение проволоки для вязания, тем больше ее итоговый расход.
При расчете в метрах следует учитывать, что каждое соединение производится с нахлестом, длина которого должна быть не менее 30 диаметров арматуры. Например, для сечения 12 мм протяженность нахлестов составляет 360 мм. Если умножить это число на количество узлов арматуры, то получится искомый метраж. Нужно помнить, что в процессе вязки проволока может лопнуть, переломиться. Недобросовестные продавцы также могут дать неточную информацию по длине и весу товара. Чтобы избежать неприятностей, желательно купить металлоизделий в 1,5-2 раза больше расчетного числа.
Принимая во внимание небольшую стоимость вязальной проволоки, нет необходимости производить точные математические расчеты нужного объема закупки. Примерный расход материала помогут определить электронные строительные калькуляторы. Большинство изготовителей предоставляют эту услугу клиентам на страницах своих интернет ресурсов или непосредственно в местах продажи.
Большинство изготовителей предоставляют эту услугу клиентам на страницах своих интернет ресурсов или непосредственно в местах продажи.
Стоимость
В торговую сеть металлоизделия поставляют в рулонах длиной до 120 м или на катушках массой 50-300 кг. Соответственно этому указывают цену за метр проволоки или стоимость за бухту по килограммам. В рулонах содержится одна длина, на катушках наматывают не более трех отрезков.
| Размер сечения, мм | Черная проволока | Оцинкованная | ||
| Масса кг/м | Цена руб/кг | Масса кг/м | Стоимость, руб/кг | |
| 1,2-1,8 | 0,020 | 45-68 | 0,025 | 54-79 |
| 2 | 0,025 | 45-68 | 0,025 | 50-75 |
| 3 | 0,060 | 44-65 | 0,060 | 49-72 |
| 4 | 0,100 | 42-61 | 0,100 | 48-71 |
| 6 | 0,230 | 43-64 | 0,230 | 58-72 |
расчет массы проволоки для вязки арматуры
К категории вязальной относится проволока с гладкой поверхностью, изготовленная из низкоуглеродистых сталей в соответствии с ГОСТом 3282. Стандартизированные диаметры длинномерного проката без покрытия – 0,16-10,0 мм, с защитным цинковым или цинк+полимерным слоем – 0,2-6,0 мм.
Стандартизированные диаметры длинномерного проката без покрытия – 0,16-10,0 мм, с защитным цинковым или цинк+полимерным слоем – 0,2-6,0 мм.
Какая проволока используется для связывания арматурных каркасов?
Вязальная проволока диаметрами 0,8, 1, 1,2, 1,4, 1,6, 1,8, 2 мм применяется для соединения арматурных прутов в плоские и объемные каркасы, вес 1 погонного метра находится в диапазоне 0,004-0,025 кг.
При проведении арматурных работ используется проволока после отжига, повышающего пластичность металлопродукции. В зависимости от способа проведения термообработки различают продукцию со светлой или черной поверхностью.
- Светлый отжиг.Его осуществляют в среде инертных газов без присутствия кислорода. Поверхность такой продукции чистая, не загрязненная окалиной.
- Черный отжиг. Происходит в воздушной среде, поэтому на поверхности присутствуют оксиды. Такая проволока сильно пачкает руки, но ее технические параметры не отличаются от свойств проката после светлого отжига.

Проволока без термической обработки обладает низкой пластичностью, легко ломается при вязке, поэтому при ее использовании образуется большое количество брака.
Для применения в условиях агрессивных сред используют прокат с цинковым покрытием. Различают продукцию с покрытием классов Ц1 и Ц2. Вес 1 м вязальной проволоки с покрытием и без него принимается одинаковым. Для повышения срока службы на металлоизделия, помимо цинкового слоя, наносят полимерные покрытия разных цветов.
Сколько весит бухта вязальной проволоки?
Для определения веса бухты длинномерного проката необходимо знать метраж и диаметр проволоки. По диаметру определяют массу 1 м изделия одним из способов: с помощью онлайн-калькуляторов, по таблице или по формуле. Умножив вес 1 м металлоизделия на количество метров, получают общий вес бухты.
Таблица весов вязальной проволоки различных диаметров
| Диаметр, мм | Масса 1 м, кг | Диаметр, мм | Масса 1 м, кг | Диаметр, мм | Масса 1 м, кг |
| 0,6 | 0,0022 | 2,0 | 0,0247 | 4,0 | 0,0986 |
| 0,8 | 0,00395 | 2,2 | 0,030 | 4,5 | 0,1249 |
| 1,0 | 0,00617 | 2,5 | 0,039 | 5,0 | 0,1541 |
| 1,2 | 0,00888 | 2,8 | 0,048 | 5,5 | 0,1865 |
| 1,4 | 0,0121 | 3,0 | 0,0555 | 6,0 | 0,222 |
| 1,6 | 0,0153 | 3,2 | 0,0631 | 6,3 | 0,2447 |
| 1,8 | 0,02 | 3,5 | 0,0755 | 7,0 | 0,3021 |
Для определения массы 1 метра длинномерного проката можно воспользоваться формулой M = ρ*π*(d2/4), в которой:
- ρ – плотность стали, 7500 кг/м3;
- π – 3,14;
- d – диаметр, м.

В стандартах указывают минимальный вес бухты для вязальной проволоки разных диаметров. Так, для продукции диаметрами 0,6-1 мм без покрытия он составляет 5 кг, 1,1-2 мм – 8 кг, 2,2-3,6 мм – 12 кг, 4-6 мм – 30 кг. Максимальный вес бухты, определенный нормативами, составляет 1500 кг. Однако в каждом отдельном случае масса мотков, бухт и катушек может устанавливаться заказчиком. В одном мотке присутствует только один отрезок проката, в бухте – не больше трех.
Помимо проведения арматурных работ, длинномерный прокат из низкоуглеродистых сталей используется для изготовления кладочных и штукатурных сеток, клеток и вольеров для животных, связывания товаров, утепления теплотрасс, при строительстве ограждений.
Вязальная проволока: область применения, характеристики, расчет
Вязальная проволока – материал, играющий важную роль при сооружении монолитных бетонных конструкций. Основное назначение – соединение арматурных элементов в надежный плоский или пространственный каркас. Другие области применения вязальной проволоки: изготовление канатов, сетки-рабицы, колючей проволоки, кладочной сетки, упаковочные работы.
Другие области применения вязальной проволоки: изготовление канатов, сетки-рабицы, колючей проволоки, кладочной сетки, упаковочные работы.
Основные характеристики продукции
Заготовкой для производства вязальной проволоки является проволока-катанка, которую подвергают холодному волочению. Исходный материал – низкоуглеродистая сталь с содержанием углерода до 0, 25%. Важным технологическим процессом при изготовлении этой продукции является термическая обработка – отжиг, заключающийся в нагреве проволоки с последующим медленным охлаждением в печах – колпаковых, шахтных, линейного типа. Цель этой операции – восстановление кристаллической решетки стали, деформированной при холодном волочении, и снижение остаточных напряжений в металле. Проволока, не прошедшая термическую обработку, плохо изгибается, часто рвется и ломается. Отожженные изделия удобны при вязании узлов, а главное – прочно фиксируют арматуру в установленном положении.
Существует два вида отжига, применяемых в производстве вязальной проволоки для арматуры:
- светлый – осуществляется в колпаковых печах в присутствии инертного газа. Поверхность такой продукции – чистая без окалины, стоимость – более высокая. В маркировке этот вид ТО обозначается буквой «С»;
- темный – протекает в присутствии кислорода, поэтому поверхность проволоки получается темной, с присутствием окалины. Продукция после такой термообработки маркируется буквой «Ч». Окалина ухудшает внешний вид изделий, остается на руках работников, но механические характеристики не снижаются.
 Поверхность такой продукции – чистая без окалины, стоимость – более высокая. В маркировке этот вид ТО обозначается буквой «С»;
Поверхность такой продукции – чистая без окалины, стоимость – более высокая. В маркировке этот вид ТО обозначается буквой «С»;
Оцинкованная вязальная проволока
Для увеличения коррозионной стойкости длинномерной продукции и расширения области ее применения используют различные виды металлических покрытий, наиболее массово используется цинкование. В промышленности распространены два вида этого процесса.
- Горячее цинкование – по качеству и долговечности является одним из наилучших. Защитный слой наносится на промытую, обезжиренную, протравленную, флюсованную и тщательно высушенную поверхность. Этот процесс, осуществляемый протягиванием через ванну с расплавленным цинком, является высокопроизводительным, но энергозатратным и требующим проведения мероприятий по экологической безопасности. Может осуществляться несколько раз – до получения требуемой толщины защитного слоя.
- Гальваническое цинкование обеспечивает получение более тонкого, чем при горячем процессе, но достаточно плотного защитного слоя. Эта технология требует меньших затрат энергии и более экологична, получила широкое распространение за рубежом. Этот способ цинкования вязальной проволоки регламентируется ГОСТом 3282.
 Может осуществляться несколько раз – до получения требуемой толщины защитного слоя.
Может осуществляться несколько раз – до получения требуемой толщины защитного слоя.
Расчет вязальной проволоки для армирования
В частном строительстве наиболее востребованы арматурные стержни диаметром 8-12 мм, для которых обычно применяется проволока диаметром 1,2-1,4 мм.
Примерный расход вязальной проволоки можно определить, пользуясь следующими приблизительными данными:
- при стыковании двух арматурных стержней диаметром 10 мм требуется 0, 25 м проволоки;
- для узла из трех прутьев диаметром 10 мм – 0,5 м;
- наиболее упрощенный вариант расчета – количество узлов умножают на коэффициент 0,5 и получают требуемое количество проволоки в метрах.

При покупке продукции рекомендуется теоретически рассчитанное количество увеличить в два раза. Эта мера необходима, поскольку даже отожженная проволока рвется при завязывании.
Теоретический вес 1 м вязальной проволоки диаметром:
- 1 мм – 0,00617 кг;
- 1,2 мм – 0,00888 кг;
- 1,2 мм – 0,0121 кг.
При умножении массы 1 м этой длинномерной продукции на требуемый метраж вы получите вес мотка или бухты, который необходимо приобрести.
Проволока поставляется в розеттах, бухтах, мотках. Для создания арматурного каркаса можно приобрести готовые отрезы с кольцами по краям.
Вязальная проволока для арматуры: применение и выбор
Одним из самых надежных способов крепления арматуры является вязка специальной проволокой. Для решения подобных задач предназначены определённые виды металлоизделий, соответствующие необходимым параметрам: термическая закалка, устойчивость к растягиванию, действию влаги. От качества выбранного сырья зависит надёжность крепления конструкции и прочность будущего сооружения.
От качества выбранного сырья зависит надёжность крепления конструкции и прочность будущего сооружения.
Разновидности вязальной проволоки
Металлический материал подразделяется на виды, в зависимости от следующих параметров:
Классификация вязальной проволоки
- точность процесса изготовления: обычная вязальная проволока и материал повышенной точности;
- термическая обработка: необработанное и обработанное сырье;
- разновидность поверхностного слоя: наличие или отсутствие специального покрытия характерно для оцинкованной проволоки либо стальной;
- по сопротивлению на разрывное воздействие необработанный материал подразделяется на изделия первого и второго класса.
Проволока для вязки, прошедшая процесс специальной обработки, как правило, обретает светлые оттенки. Материал, обработанный путём обжига, имеет в марке обозначение «О». Термическая обработка металла влияет на кристаллическую структуру, повышая механическую прочность и эластичность изделия.
Изделия со специальным покрытием маркируются как Ц1 или Ц2. Сырье Ц2 отличается повышенной толщиной защитного слоя. В зависимости от категории прочности вязальная проволока для арматуры классифицируется на группу В1, обладающую обычным уровнем прочности и группу В2, характеризующуюся дополнительной прочностью.
Где применяется
Вязальная проволока широко применяется в строительной сфере для формирования каркасов, необходимых при армировании железобетонных конструкций. С помощью этого сырья выполняется соединение арматурных прутьев в точке перехлеста.
Вязальное изделие применяется при сборке следующих разновидностей каркаса:
Вязка арматуры для ленточного фундамента
- различные типы фундаментных конструкций;
- перекрытия;
- стяжка пола.
Проволока для арматуры наиболее популярна в сфере монолитного строительства. Применение вязального материала имеет некоторые достоинства по сравнению с методом сварки. У каркаса, выполненного с применением метиза, отсутствуют высокие риски коррозийного воздействия, чего нельзя сказать об арматуре, скрепленной сварными швами. В такие швы проникает влага, что приводит к потере прочности конструкции из-за воздействия процесса ржавления.
У каркаса, выполненного с применением метиза, отсутствуют высокие риски коррозийного воздействия, чего нельзя сказать об арматуре, скрепленной сварными швами. В такие швы проникает влага, что приводит к потере прочности конструкции из-за воздействия процесса ржавления.
Эластичность каркаса, выполненного с применением проволоки для связывания арматуры, увеличивает прочность конструкции, и её устойчивость к различным деформациям. Сварной каркас не в состоянии выдержать подобных нагрузок, что приводит к возникновению трещин на бетоне.
Правила выбора необходимого диаметра изделия
Диаметр – это ведущая характеристика вязальной проволоки для арматуры. Её сечение для изделий со специальной обработкой находится в диапазоне 0,2–6 мм. Для связки стандартного арматурного каркаса оптимально использование метиза с диаметром, равным 1,2 мм.
Её сечение для изделий со специальной обработкой находится в диапазоне 0,2–6 мм. Для связки стандартного арматурного каркаса оптимально использование метиза с диаметром, равным 1,2 мм.
При работе с более толстой арматурой диаметр необходимого сырья возрастает до 1,6 мм в связи с возросшими требованиями к надёжности. Однако не следует использовать изделие большего диаметра, так как велика вероятность недостаточного закрепления узла. Материал толщиной 0,8 мм предназначен для соединения горизонтальных звеньев каркаса, а также при формировании несущих стен и ограждающих устройств.
Диаметр вязальной проволоки
Способы соединения арматуры с помощью вязального металлоизделия
Для формирования каркаса из арматуры сечением 10–14 мм используется вязальная проволока диаметром 1,2–1,4 мм. В случае если изделие обладает плохой эластичностью, бухту следует поместить на полчаса в открытый огонь, например, костер. Затем оставить остывать при температуре окружающей среды. Можно использовать материал с меньшим диаметром, но в таком случае понадобится двойное перегибание материала и увеличенное количество узлов.
Для качественного выполнения работы необходим специальный крючок для вязки, который можно приобрести в строительном магазине или сделать самостоятельно из малярного валика, выполнив сгибание и заточку его концов.
Вязка арматуры с помощью крючка
Вязка осуществляется довольно просто, при выполнении следующих шагов:
Приемы вязки проволокой
- нарезка материала на равные отрезки;
- сложение нужного куска вдвое;
- по диагонали пересечения арматуры оборачивается метиз;
- в полученную петлю продевается специальный крючок;
- в петлю протягиваются проволочные кончики;
- по часовой стрелке происходит поворот крючка несколько раз;
- образуется прочный узел с четырьмя – пятью витками, фиксирующий арматуру.
Вязальная проволока реализуется в бухтах весом по 5 кг, где длина изделия составляет до 120 м либо в катушках массой от 50 до 300 кг. В пятикилограммовых упаковках метиз непрерывной длины, а в более габаритные упаковки может осуществляться намотка не более трёх отрезков.
Видео по теме: Проволока вязальная для арматуры
Вязальная проволока для арматуры ГОСТ 3282 74
.. | Проволока вязальная ГОСТ 3282 74. Сколько проволоки нужно для обвязки арматуры.
Проволока вязальная ГОСТ 3282 74 . Сколько проволоки нужно для обвязки арматуры.
При производстве стальной низкоуглеродистой проволоки общего назначения по ГОСТ 3282 после нагрева, а затем охлаждения получается проволока с окалиной — тёмная проволока, и без окалины — отожжённая, светлая. Наша компания реализует отожжённую проволоку — термообработанную, закалённую, её также называют вязальной проволокой. Она более гибкая и прочная, при изгибании реже ломается, чем необработанная. Узел из отожжённой проволоки плотно фиксирует арматуру в заданных положениях.
Она более гибкая и прочная, при изгибании реже ломается, чем необработанная. Узел из отожжённой проволоки плотно фиксирует арматуру в заданных положениях.
Вязальная проволока стальная используется не только для увязки арматуры, но и в производстве сетки, гвоздей, в декоративных целях, при плетении тросов, для удерживания элементов конструкций при сварных работах.
По сравнению с арматурными каркасами, соединёнными сваркой, связанные вязальной проволокой фундаменты наиболее прочны. Соединённый вязальной проволокой арматурный металлический каркас обладает гибкостью и эластичностью, и в случае вспучивания грунта, промерзания почвы не происходит деформация фундамента.
Вязальная проволока оцинкованная предотвращает коррозию металла фундамента, такой фундамент более долговечен.
Расход вязальной проволоки для арматуры , вес одного метра
Проволока ГОСТ 3282 выпускается в бухтах, обычно до 100кг. Чтобы определить, сколько метров проволоки в бухте, нужно сначала рассчитать удельный вес (массу одного метра проволоки), либо воспользоваться табличными данными теоретического веса по ГОСТу (найдёте на нашем сайте). 2,
2,
М = 7850* 0,00000113*1= 0,0089 кг,
L = 70 / 0,0089 = 7865 м.
Несмотря на то, что фактический вес метра проволоки вязальной оцинкованной меньше, чем вычисляемый (из-за разной плотности цинка и стали) для расчёта оцинкованной проволоки пользуются теми же формулами, что и для неоцинкованной.
Расчёт вязальной проволоки в работе
Сначала рассчитывают количество необходимой арматуры и количество узлов, которое получится при увязывании. Затем производят расчёт вязальной проволоки. Относительно обвязки арматуры не существует норм и требований по ГОСТу, рекомендации по расчёту количества необходимой проволоки 3282 ГОСТ основаны на личном опыте специалистов. Одни утверждают, что средний расход вязальной проволоки — 10 — 15 кг на тонну арматуры, а другие — что 15 – 20 кг, в зависимости от размеров ячеек арматурного каркаса. Так же у профессиональных строителей существуют разные подсчёты количества проволоки — 10 – 15 см и 30 – 50 см на каждый узел. Это довольно относительные показатели, в первую очередь при расчёте необходимой проволоки нужно учитывать диаметр арматуры и самой проволоки.
Общие правила при работе и закупке вязальной проволоки:
закупать нужно проволоки с запасом – в два раза больше, чем рассчитывалось, т.к. при увязке она рвётся, лопается;
нужно учитывать, что в точках, где пересекаются по два горизонтальных прутка арматуры с одним вертикальным — будет по два узла;
узлы вяжут в шахматном порядке — через стык,
учитывается нахлёст соединений, он может быть от 20 см до 80см,
для увязывания проволокой 1,2 — 1,5 мм на каждый узел проволоки потребуется больше, чем для более толстой проволоки, но с толстой проволокой работать гораздо тяжелее,
для увязки арматуры диаметр 8 — 12 мм удобнее всего использовать проволоку вязальную 1,2 мм . Для больших диаметров арматуры обычно используют более толстую проволоку. От диаметра проволоки зависит качество соединений арматурного каркаса.
Так же вычисляют длину охвата поверхности прутков ( F):
F =2*3,14* D/2, где D – диаметр арматуры в мм.
Например, для витка проволоки вокруг прутка арматуры 12мм , необходима вязальная проволока, длиной:
2*3,14*12/2= 38мм= примерно 4см.
Есть ещё один достаточно лёгкий способ подсчитать количество проволоки для вязки арматуры: пользуются таким понятием, как размер одного вязального проволочного элемента, равный 0,3 — 0, 5м. Таким образом, чтобы узнать, сколько понадобится проволоки, количество узлов вязки умножают на 0,5м.
Проволока вязальная 6 гост 3282-74 во Владимире
ОЧ d1.6 Терм.обр.проволока ГОСТ 3282-74 Без тм, A810001.
Проволока стальная вязальная 20 м 1,6 мм СИБРТЕХ 84911
Проволока вязальная в мотках 1,27мм 100 м, 08Кп, ГОСТ 3.
Проволока стальная оцинкованная ТН D1,6 мм ГОСТ 3282-74.
Спиральный барьер безопасности из армированной колючей.
Вязальная проволока Remocolor 26-6-003
Проволока вязальная D 1.6 ,стальная, цинк (уп.5 кг) ГОС.
Проволока вязальная 1.2 мм бухта 500 м
Проволока вязальная D 6.0 ,стальная, цинк (уп.5 кг) ГОС.
Проволока вязальная 1.2 мм ГОСТ 3282-74 (Цена за кг)
Проволока вязальная 2,0мм (1п.м.) Без тм, 071402
Проволока вязальная в пвх
Проволока вязальная оцинкованная 1,2 мм x 200 м
Черная вязальная проволока MOS РОС М68507
Проволока вязальная оцинкованная D-0,8mm (катушка 110м)
Черная вязальная проволока MOS РОС М68508
– Проволока вязальная, ГОСТ 3282-74, d=6 мм
Проволка вязальная Гост 6 мм
Проволока вязальная 1,4мм (цена за 1кг. )
)
Вязальная проволока 1.6 мм (1 упаковка – 1 кг)
Черная вязальная проволока MOS РОС М68501
Черная вязальная проволока MOS РОС М68507
Проволока вязальная 1.2 мм пруток 400 мм
Проволока стальная в прутках 400мм/100шт, вязальная, те.
Расчетная проволока для связывания арматурных стержней
Расчетная вязка проволоки для связывания арматуры
Для связывания арматуры используем проволоку. Очень важно оценить количество связывающих проволок для связывания арматурных стержней, помимо оценки количества стали для различных элементов, чтобы заказать правильное количество стали. Существует метод расчета количества связывающих проволок, и сначала вы должны знать, что формулы для расчета не существует. обвязочные провода. Мы используем правила большого пальца в соответствии со строительной отраслью, чтобы рассчитать количество связывающих проводов.Количество связывающих проволок зависит от типа конструкции и типа стержня.
Проволока для обвязки арматуры
Для оценки арматурных стяжек применяйте правила большого пальца,
Обвязочная проволока, необходимая для 1 центнера (100 кг) стальной арматуры = от 0,9 до 1,3 кг
Обвязочная проволока, необходимая для 1 тонны (1000 кг) стальной арматуры = 9-13 кг
Следовательно, вязальная проволока, необходимая для связывания 1000 кг стержней 8 мм, составляет около 12 кг, а для стержней 28 мм или 32 мм — около 7 кг.Мы пришли к выводу, что чем больше диаметр стержня, тем меньше количество вязальной проволоки. Мы можем оценить проволоку для связывания арматуры, используя правила большого пальца.
Оборудование для связывания арматуры
Арматура
может быть связана с использованием ручного оборудования для связывания арматуры и автоматического оборудования для связывания арматуры. Оба оборудования для связывания арматуры описаны ниже:
Ручное оборудование для связывания арматуры
Ручное оборудование для связывания арматуры требует наличия опытного персонала и удобного оборудования для связывания проволоки в арматуре. Это оборудование требует низкой стоимости и не требует обслуживания. Такие методы используются в небольших проектах при любых погодных условиях. Вес обвязочного оборудования почти 0,68 кг. Этот метод оборудования для связывания арматуры позволяет связывать арматуру любого размера.
Это оборудование требует низкой стоимости и не требует обслуживания. Такие методы используются в небольших проектах при любых погодных условиях. Вес обвязочного оборудования почти 0,68 кг. Этот метод оборудования для связывания арматуры позволяет связывать арматуру любого размера.
Автоматическое оборудование для связывания арматуры
Автоматическое оборудование для связывания арматуры автоматически связывает стержни размером до 32 мм. Это оборудование занимает всего 1,6 секунды на одну галстук. Это оборудование имеет регулировки крутящего момента, с помощью которых мы можем прикладывать крутящий момент или крутящую силу к объекту.Они отрегулированы для обеспечения разной плотности завязывания. Каждая катушка с проволокой связывает от 120 до 200 стержней в зависимости от размера стержня.
Для получения более подробной информации посетите Rebar People, чтобы воспользоваться нашими услугами и уточнить свои вопросы, связанные с арматурой. Вы можете связаться с нами по телефону или электронной почте.
Автоматический пистолет для обвязки арматуры BE-RT-40L Арматурный ярус Belton / Строительные проекты / Сопутствующие услуги / Инструменты
Описание продукта
Автоматическая машина для обвязки арматуры — это портативное динамо-электрическое устройство с интеллектуальным аккумулятором, оно обладает чертой безопасного и надежного, разумного, продвинутого ремесла, простоты управления, высокой эффективности работы.Его можно использовать в архитектуре для упаковки сборной арматуры, что может значительно повысить скорость работы инженера.
Характеристика продукта
1, Идеальная завязка: при правильном использовании машины узел завязывания идеален, и все стяжки устойчивы
2, Возможность адаптации: та же машина используется для работы с стержнями разного диаметра, стременами, подвесками и т. Д. .
3, Простота использования: всего за несколько дней менее опытный ученик становится ПРОФЕССИОНАЛОМ вашей работы.
4, без усилий: оператор может работать весь день без усталости
5, без риска: низкое напряжение аккумулятора без риска поражения электрическим током
Технические характеристики продукта / Модели
Модель BE-RT-40L
Литий-ионная батарея
Напряжение: DC14.4V
Время зарядки 90 мин.
Применимый размер арматурного стержня: 4-45 мм
Время завязывания узла: 0,8 с
Оборотов на галстук: 2–3 оборота / стяжку
Стяжек на бухту: Приблизительно 170 галстуков (2 оборота) Приблизительно 120 галстуков ( 3 витка)
Длина провода для связывания: 600 мм / 2 витка 820 мм / 3 витка
Размер (Д * Ш * В) 300 * 100 * 280 мм
Связь на одну зарядку: 2700-е годы
Аксессуары 2 аккумулятора, 1 зарядное устройство
Применение
Автоматический станок для связывания арматуры используется для автоматической связывания арматуры.
Эффективность в 5 раз превышает рабочую силу.
Каркасная конструкция
| Крыша конференц-зала | Продавец: XUZHOU LF ENGINEERING & CONSTRUCTION CO., LTD. | LF подходит для крупных спортивных объектов, промышленных предприятий, кинотеатров … | |
| болт шаровая рама | Продавец: XUZHOU LF ENGINEERING & CONSTRUCTION CO., ООО | Знаете ли вы пространственную раму с болтом? Пространственная рама для болтов — это очень практичная конструкция с небольшим … | |
| Колено стальное | Продавец: 135690 | 1) Название: Стальное колено2) Размер: 1/2 «- 48» 3) Вес: Sch50, Sch80, Sch2604) Стандарт: DIN, ANSI5) Материал: Углерод . .. .. | |
| Calacatta Classic | Продавец: Foshan Herostone CO., ООО | CalacattaClassic, с белым фоном и седыми замутненными латинеллами , useminutenessrecycleglass, i … | |
| Calacatta Classic | Продавец: Foshan Herostone CO., LTD | CalacattaClassic, с белым фоном и седыми замутненными латинеллами , useminutenessrecycleglass, i … |
A Руководство по сборке жгутов проводов
Условия производства, инструменты и советы по производству жгутов проводов
Производство жгутов проводов — наша основа.Это у нас в крови. Все это датируется 1985 годом. Команда Falconer Electronics Inc. (FEI) гордится тем, что производит удивительные продукты для наших клиентов. Кроме того, наша миссия как производителя жгутов проводов — сборка и поставка продукции высшего качества. На самом деле мы фанаты проводов, поэтому называем это нашим крестовым походом.
Кроме того, наша миссия как производителя жгутов проводов — сборка и поставка продукции высшего качества. На самом деле мы фанаты проводов, поэтому называем это нашим крестовым походом.
Что такое производитель жгутов проводов?
Производитель жгутов проводов — это компания или предприятие, предоставляющее услуги по завершению процесса сборки жгутов проводов.Жгут проводов — это набор проводов, кабелей и разъемов, передающих электроэнергию или сигналы. Полный комплекс услуг на месте включает в себя резку, снятие изоляции, опрессовку, пайку, а также монтаж проводов в широком диапазоне. Сборка жгутов проводов обеспечивает максимальную эффективность за счет связывания проводов вместе по безопасной и надежной схеме прокладки с использованием продуктов для управления проводом, таких как стяжные ленты, ПВХ, трубчатые трубки с прорезями и широкий выбор рукавов.
Промышленным стандартом для производителей жгутов проводов является сертификация IPC-620.Сертифицированный IPC производитель жгутов проводов обучает людей в соответствии с этими стандартами и имеет средства контроля процесса для мониторинга; пайка, снятие изоляции, обжатие, закрепление и т. д., необходимые для обеспечения полного соответствия сборок проводов настоящему стандарту. Стандарт IPC-620 предписывает передовые методы и требования отрасли к производству кабелей и жгутов проводов.
д., необходимые для обеспечения полного соответствия сборок проводов настоящему стандарту. Стандарт IPC-620 предписывает передовые методы и требования отрасли к производству кабелей и жгутов проводов.
Кроме того, стандарт IPC-620 описывает материалы, тесты и критерии [визуальной] приемлемости для производства гофрированных, механически закрепленных, паяных соединений, а также «всеохватывающие» связанные сборочные операции, связанные с сборками кабелей и жгутов проводов.
Вариант 1:
Попробуйте наш индивидуальный оценщик жгута проводов
Получите оценку, отправленную прямо на вашу электронную почту, в течение нескольких секунд
Нажмите здесь, чтобы начать
Вариант 2:
Просто отправьте рисунок
Специалист по жгуту проводов свяжется с вами в ближайшее время
Отправить рисунок
Руководство по производству жгутов проводов
Что ж, если вы новичок в процессе сборки жгута проводов, наша команда создала это полезное руководство по производству жгута проводов, приведенное ниже.
Приступим ……… ..
Руководство по изготовлению жгутов проводов включает:
- Условия изготовления жгутов проводов
- Инструменты
- Советы профессионалам
- A Руководство по измерению размеров жгутов проводов
Производство жгутов проводов Стандарт IPC / WHMA-A-620
Следовательно, как производитель жгутов проводов, сертифицированный IPC, мы следуем строгим отраслевым стандартам.
Кроме того, чтобы узнать больше, щелкните по этой ссылке: «Требования и приемка IPC / WHMA-A-620A для сборок кабелей и жгутов проводов».
Ассоциация производителей жгутов проводов и IPC (Association Connecting Electronics Industries) объединили усилия для создания «Требования и нормы IPC / WHMA-A-620A для сборок кабелей и жгутов проводов», которые являются прекрасным ресурсом для производителей жгутов проводов.
IPC / WHMA-A-620C служит единственным отраслевым международным стандартом по производству жгутов проводов, касающимся характеристик и приемлемости сборок кабелей и жгутов проводов.
Таким образом, этот промышленный стандарт устанавливает критерии для обычно используемых жгутов проводов. Следовательно, стандарт устанавливает «набор визуальных требований приемлемости качества для кабелей, проводов и жгутов в сборе».
Все приведенные ниже Условия изготовления жгутов проводов взяты из документа IPC / WHMA-A-620.
Термины и определения, связанные с производством жгутов проводов
American Wire Gage (AWG): Стандартная система для обозначения диаметра проволоки.В основном используется в США
Bellmouth: Приподнятая часть на передней и / или задней части обжима цилиндрической проволоки, которая обеспечивает постепенный вход и выход проволочных жил без повреждения.
Клетка для птиц: Проволочные жилы, отделившиеся от обычной проволоки.
Оплетка: Плетеный неизолированный металлический или луженый медный провод, используемый в качестве экрана для проводов и кабелей и в качестве заземляющего провода для аккумуляторов или тяжелого промышленного оборудования.А также тканое волокнистое защитное внешнее покрытие поверх проводника или кабеля.
Кабель: Группа индивидуально изолированных проводов в скрученной или параллельной конфигурации под общей оболочкой.
Кабельная сборка: Кабель с прикрепленными штекерами или разъемами.
Проводник: Неизолированный провод или провод изолированного провода, пригодный для пропускания электрического тока.
Кабелепровод: Трубка, по которой проходят изолированные провода и кабели.
Разъем: Устройство, используемое для физического и электрического соединения двух или более проводов.
Контакт — Проводящая часть соединителя, которая взаимодействует с другой такой частью для замыкания или размыкания цепи.
Непрерывность: Непрерывный путь прохождения тока в электрической цепи.
Обжим: Окончательная конфигурация цилиндрической клеммы, образованной сжатием клеммной коробки и провода.
Высота обжима: Измерение общей высоты гильзы для провода после обжима клеммы.
Ток: Полный ток — это комбинация резистивного и емкостного токов. Резистивный ток присутствует в тестах DWV как переменного, так и постоянного тока. Кроме того, емкостной ток присутствует только при колебаниях приложенного напряжения (например, испытание переменным током).
Диэлектрик: Любая изолирующая среда, которая находится между двумя проводниками.
Двойной обжим: Процесс двух или более операций механического обжима в одном месте на одной клемме.
Феррула: Короткая трубка. Используется для беспаечного подключения к экранированному или коаксиальному кабелю. Кроме того, на многожильный провод обжимается клемма, позволяющая вставить ее в клеммные колодки.
Втулка: Резиновое уплотнение, используемое на стороне кабеля многоконтактного разъема для защиты разъема от влаги, грязи или воздуха.
Жгут: Группа проводов и кабелей, обычно с пробоями. Кроме того, соедините их резиновой или пластиковой оболочкой. Жгут также обеспечивает соединение электрической цепи.
Изоляция: Материал, обладающий высоким электрическим сопротивлением, что делает его пригодным для покрытия компонентов, клемм и проводов. Этот материал также помогает предотвратить возможный контакт соседних проводников в будущем и, как следствие, короткое замыкание.
Обжим изоляции: Площадь клеммы, стыка или контакта, образованная вокруг изоляции провода.
Оболочка: Наружное покрытие, обычно неметаллическое, в основном используется для защиты от окружающей среды.
Ремешок: Устройство, прикрепленное к определенным разъемам, которое позволяет отсоединять и разъединять половинки разъема, потянув за провод или кабель.
Многожильный кабель: Комбинация двух или более проводов, соединенных вместе и изолированных друг от друга и от оболочки или брони, если они используются.
Поляризация: Механическое расположение вставок и / или конфигурация корпуса, которая запрещает стыковку несовпадающих вилок и розеток.
Разъем RF: Разъем, используемый для подключения или оконечной нагрузки коаксиального кабеля.
Ленточный кабель: Плоский кабель с индивидуально изолированными проводниками, расположенными параллельно и удерживаемыми вместе с помощью клеящейся пленки.
Устройство снятия напряжения: Техника или предмет, снижающий передачу механических напряжений на конец проводника.
Снятие напряжения: Заранее определенная величина провисания для снятия напряжения в компонентах или проводах вывода.
Клемма: Устройство, предназначенное для заделки проводника, который должен быть прикреплен к стойке, шпильке, шасси, другому проводнику и т. Д. Для установления электрического соединения. Некоторые типы клемм также включают в себя кольцо, язычок, лопату, флажок, крючок, лезвие, быстроразъемное соединение, смещение и с флажком.
Трубка: Трубка из экструдированного пластика или металла без опоры.
Проволока: Тонкий стержень или нить из тянутого металла.
Хомуты для проводов: Свяжите провода в отдельные группы. Также отделяет провода от других проводов в жгуте. Кроме того, они полезны для удержания провода в определенном направлении.
Типы клемм для проводов
Определение терминала для проводов:
Устройство, предназначенное для заделки проводника, который должен быть прикреплен к стойке, шпильке, шасси, другому язычку и т. Д., чтобы установить электрическое соединение.
Зажимы для проводов
бывают разных форм и размеров. Это связано с размером проволоки и винта. Также существует несколько типов терминалов.
Типы клемм для изготовления жгутов проводов включают:
Клеммы для проводов бывают изолированными и неизолированными. Тем не менее, изоляция обеспечивает защитное покрытие. Следовательно, выступая непроводником. Кроме того, тип выполняемого проекта определит, нужны ли вам изолированные или неизолированные клеммы.
Изоляция защищает провод от воды и влаги. Также он защищает от сильной жары или холода. Изоляция проводов обычно бывает виниловой, нейлоновой и термоусадочной. Неизолированные клеммы обеспечивают гораздо большую экономическую ценность при низкой стоимости. Кроме того, они обычно используются, когда дополнительная защита не требуется.
При покупке различных типов клемм для проводов убедитесь, что ваша покупка соответствует отраслевым стандартам, а также требованиям проекта.
Клеммы для проводов
Кольцевые клеммы
Кольцевой зажим — это зажим с круглым концом, который позволяет легко прикрепить винт или шпильку.Кольцевые клеммы, также называемые кольцевыми разъемами, бывают разных размеров. Очень важно, чтобы кольцевой зажим был совместим с калибром провода и размером шпильки. Кольцевые клеммы либо обжимаются, либо припаиваются к проводу. Доступен в изолированном или неизолированном исполнении.
Лопаточные клеммы
Плоские клеммы также называют плоскими разъемами или вилочными клеммами из-за формы клеммы. Лопаточный зажим доступен в различных размерах в зависимости от калибра провода и размера шпильки.Кроме того, лопаточный наконечник с открытым концом удобен в использовании, что позволяет легко прикрепить или снять с винта. Специально для проектов жгутов проводов, в которых мало места для установки. Они также доступны в изолированном или неизолированном исполнении.
Крюковые клеммы
Подобно Spade Terminal, Hook Terminals также удобно использовать с открытым концом (представьте крошечную версию Captain Hook). Аналогичным образом, эти клеммы производятся изолированными или неизолированными.Крюковые клеммы также предлагают простое, но надежное соединение для множества проектов.
Клеммы быстрого отключения
Быстроразъемный терминал обеспечивает удобное и надежное использование, а также предлагает простое соединение и разъединение между двумя проводами. Они обычно встречаются в автомобильных, промышленных и потребительских товарах. Изделия могут быть утепленными или неизолированными. Клеммы быстрого отключения дополнительно обеспечивают стабильное и надежное соединение.
Пулевые терминалы
Пулевые клеммы
(также называемые пулевыми клеммами) обеспечивают простое, надежное и безопасное соединение. Отключить тоже просто. Пулевые клеммы также подключаются к штекерным и круглым гнездовым разъемам с открытым концом, создавая высококачественное соединение. Следовательно, соединение с пулевыми клеммами помогает предотвратить попадание коррозии и других потенциально вредных материалов в жгут проводов.
Стыковые клеммы
Стыковая клемма соединяет или завершает один или несколько проводов.Стыковые клеммы помогают предотвратить истирание и порезы. Кроме того, эта дополнительная защита защищает от влаги, коррозии и других негативных элементов. Стыковые клеммы служат простым решением для удлинения проводов за счет возможности сопряжения и соединения проводов. Просто установите каждый провод на открытый конец разъема, затем обожмите оба конца клеммы, чтобы закрепить соединение.
Клеммы с наконечником
Скрепление, соединение, герметизация или армирование проволоки между собой.Терминалы Ferrule могут использоваться во многих различных приложениях. Это связано с множеством разных типов.
Клеммы с флагом
Flag Terminals также называют флажковыми разъемами, чтобы обеспечить удобное и безопасное соединение. Флажковые клеммы хорошо работают в ограниченном пространстве, а также когда быстроразъемное соединение слишком велико. Обеспечивает быстрое и простое подключение и отключение. Доступны также изолированные и неизолированные.
Тип изоляции клемм
Изолированный
- Частично изолированный — Обычно на кольцевых или вилочных клеммах.Используется в основном для предотвращения перекрещивания / короткого замыкания проводов. Это делается путем предотвращения контакта с другими проводами.
- Полностью изолированный — В основном на клеммах быстрого подключения / отключения. Для предотвращения контакта в основном используются полностью изолированные клеммы. Этот контакт между клеммами. Таким образом, провода не будут соприкасаться друг с другом в небольших помещениях.
неизолированный
- Клеммы, которые необходимо обжать. Также клеммы, которые нужно припаять на место.Обычно заканчиваются термоусадочной трубкой.
Типы проводов
- Многожильный: Когда проволока должна быть гибкой с продуктом.
- Гибкая оплетка заземления: Заземляющее соединение между двумя клеммами. По-прежнему может двигаться или вибрировать.
- Ленточный кабель — серый: Обычно используется для соединения между электрическими устройствами. Такие устройства, как компьютеры, DVD-плееры или жесткие диски.
- THHN — Solid: Для фиксированного применения. Например, движение по прямому каналу.
- THHN — Многожильный: Для приложений, где требуется гибкий провод. Так же, как при прокладке провода вокруг углов или в силовых коробках.
Изоляция проводов
Провода можно найти… вроде как… везде. Любой электрический продукт, который требует протекания тока, обычно требует провода (или кабеля).Даже когда вы слышите что-то «беспроводное». В этом случае провода питают устройство, отправляющее сигнал. Электричество, идущее по проводам, приносит каждому из нас огромную радость и удовольствие.
Примеры электроники, содержащей провода:
- Компьютеры
- Интернет-маршрутизаторы
- Также музыкальные плееры (MP3 и iPod)
- Устройства связи (сотовые телефоны)
- Транспортные средства
- Приборы
На самом деле, можете ли вы представить, чтобы прожить один день без электричества? Что ж, на ранних этапах развития электричества токи не проходили так безопасно по проводам.К счастью, электричество теперь в целости и сохранности передается по проводам, защищенным изоляцией.
Бурный рост производства электротехнической продукции более века назад резко увеличил использование проводов, по которым проходит электричество. К сожалению, незащищенные или оголенные провода были причиной опасных ситуаций.
Кроме того, оголенные провода приводили к поражению электрическим током или возгоранию. Однако добавление непроводящего покрытия было отличным шагом для защиты и укрепления проводов.Применение изоляции проводов защищает провода, значительно снижая потенциальные опасности и угрозы.
Давайте посмотрим на изоляцию проводов на ранних этапах.
Эволюция изоляции проводов
В связи с ростом спроса на электроэнергию в 19 веке, электротехнические изделия нуждались в решении для защиты проводов от потенциальных опасностей. Решение должно быть доступным и эффективным.
Insulation стал жизнеспособным и эффективным решением. Изоляция служит непроводником.Изоляция также разделяет и защищает провода внутри жгута проводов. Тем более, что это неприятный мир с множеством вредных элементов, которые могут нанести вред неизолированным проводам.
Чтобы сэкономить время, изоляционная оболочка защищает каждый провод от непогоды, сохраняя его уют и безопасность. Как и изолированные клеммы, изоляция проводов также защищает от влаги и экстремальных температур.
К счастью, изоляция проводов сегодня намного эффективнее. Это также эффективно и доступно.Например, термопластичная проволока с высокотермостойким нейлоновым покрытием (проволока THHN) имеет низкую стоимость. Кроме того, он легкий. Из-за этих факторов это чрезвычайно популярный вариант изоляции проводов.
Кроме того, незакрепленная проволока также нуждалась в организации. Поэтому возникла необходимость в сборке жгута проводов. Это намного более эффективно при использовании незакрепленных проводов. Это противоположно принципу «бесплатно для всех». Особенно это касается потребительских электротоваров и автомобильной промышленности, спрос на которые резко вырос в начале 20 века.
Посмотрите это классное видео о фарфоровых изоляторах. Спасибо Техническому центру Томаса Эдисона:
Изоляция проводов для изготовления жгутов проводов: пять общих типов
Изоляция проводов имеет решающее значение. Особенно при изготовлении жгутов. Это связано с тем, что большинство жгутов состоит из проводов. Эти провода прикреплены друг к другу. Без изоляции, отделяющей необработанные жилы провода друг от друга, жгуты проводов могли бы закоротить.Это может привести к повреждению из-за контакта.
Существует пять типов изоляции проводов, которые чаще всего используются для изготовления жгутов проводов. Все они имеют сходство. Однако они используются для разных типов проектов. Поэтому ниже мы перечислили каждый из этих типов изоляции. Также указано, для чего их лучше всего использовать.
1) Поливинилхлорид (ПВХ)
Встречается во всех основных типах проводов и кабелей.
Примеры включают:
- Изоляция и оболочка проводов зданий низкого напряжения.
- Оболочка кабелей для оборудования низкого и среднего напряжения.
- Также оболочка троса управления.
- Кабель для внутренней связи.
- Автомобильный провод.
- Наконец, гибкие шнуры.
ПВХ
огнестойкий и устойчивый к царапинам. Следовательно, ПВХ может противостоять огню, маслам и солнечному свету. А также загрязнение озоном. Кроме того, благодаря этим атрибутам он считается материалом «общего назначения».
2) Фторированный этилен-пропилен e (FEP)
Это сополимер, перерабатываемый в расплаве. Он изготовлен из тетрафторэтилена и гексафторпропилена. Кроме того, FEP обладает диэлектрическими свойствами в дополнение к химической инертности и термостойкости. Кроме того, он устойчив к погодным условиям. Кроме того, он прочный и гибкий.
3) Полиэтилен
Легкий, водостойкий и химически инертный.
Различные виды полиэтилена:
Низкая плотность (LDPE).
Линейный низкоплотный (LLDPE).
Средняя плотность (MDPE).
высокой плотности (HDPE).
Хлорированный полиэтилен (ХПЭ).
Сшиваемый полиэтилен (XLPE).
Полиэтилен — идеальный выбор для изоляции проводов, которые будут использоваться в проектах, которые считаются «высоковольтными».Особенно для вещей, связанных с радиочастотами или аудиопроектами. Благодаря низкой диэлектрической проницаемости снижаются электрические потери. Кроме того, низкая диэлектрическая проницаемость полиэтилена позволяет сохранять низкий уровень электрического заряда.
4) Нейлон
Очень гибкая изоляция проводов. Кроме того, его обычно экструдируют поверх более мягких изоляционных смесей.
Несколько ключевых компонентов:
- Жесткий.
- Сильное истирание.
- Кроме того, это химическая стойкость.
5) Термопластичная резина
Обладает способностью к растяжению до умеренного удлинения. Кроме того, он вернется к своей почти исходной форме. Следовательно, создавая более долгую жизнь. Кроме того, у него лучший физический диапазон, чем у других материалов
Свойства термопластичного каучука:
- Более высокая скорость обработки.
- Более широкий диапазон рабочих температур.
- В дополнение к отличной термостойкости и атмосферостойкости. А также устойчивость к старению без отверждения.
Вариант 1:
Попробуйте наш индивидуальный оценщик жгута проводов
Получите оценку, отправленную прямо на вашу электронную почту, в течение нескольких секунд
Нажмите здесь, чтобы начать
Вариант 2:
Просто отправьте рисунок
Специалист по жгуту проводов свяжется с вами в ближайшее время
Отправить рисунок
Производство жгутов проводов: цвета проводов
Черный:
Горячий / Положительный.
Белый:
Обычное / Отрицательное.
Зеленый:
Земля.
Красный:
Вторичная линия: горячая / положительная.
Синий, желтый, коричневый:
Доступно по выбору заказчика. Кроме того, он используется для соединения одной точки с другой.
Инструменты для изготовления жгутов проводов
Клещи для обжима
Обладая более чем 30-летним опытом производства жгутов проводов, мы накопили внушительный арсенал обжимных инструментов.При обжиме проводов и кабелей для наших клиентов очень важно использовать надлежащие инструменты. Эти инструменты позволяют нашей команде выполнять работы с точными
Технические характеристики, обработка и фото арматурной проволоки.
Хомуты для арматуры могут поставляться в форме спиральной проволоки для крепления и связывания стальной арматуры в бетонных конструкциях. Черная отожженная стяжная проволока является наиболее желанным материалом. Популярные формы арматурной стяжной проволоки — это небольшая витая или петельная стяжная проволока.Он может поставляться с одинарной или двойной петлей, стержнем с прямой линией.
Concreate, как экспертный поставщик арматурной стали в Китае, осуществляет поставки арматурных стяжек из различных металлов и форм. Мы поставляем не только черную отожженную арматурную проволоку, но и оцинкованную сталь с пластиковым покрытием.
Общие характеристики:
Диаметр проволоки Аметр: 15 #, 16 #, 16,5 #, 17 #
Предел прочности на разрыв: 300-450 Н / мм2
Износ провода: мин. 15%
Обработка стяжной проволоки из черной отожженной арматуры:
Материалы: Проволока из низкоуглеродистой стали в процессе волочения проволоки, кислотной промывки и удаления ржавчины, отжига
бескислородный отжиг.
Применение: В основном используется в качестве связующей проволоки или вязальной проволоки в строительстве, используется в плетеной проволочной сетке или производстве ремесел и т. Д.
Упаковка: В бухтах и каждая катушка должна быть обернута внутри полосками ПВХ, а снаружи — гессенской тканью или изнутри полосками ПВХ и снаружи плетеным мешком также могут быть изготовлены в соответствии с требованиями наших клиентов.
Проволока с черным отжигом для стяжек арматуры:
| BWG | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 |
| (мм) | 4.19 | 3,76 | 3,40 | 3,05 | 2,77 | 2,41 | 2,11 | 1,83 | 1,65 | 1,47 | 1,25 | 1,07 | 0,89 | 0,81 | 0,71 |
| Упаковка | 1.внутри полиэтиленовой пленки, снаружи из ПВХ или гессианской ткани 2. небольшие бухты по 50 м, 100 м, 150 м, 200 м и т. д. 3. в паутине, затем в картонные коробки | ||||||||||||||
| Примечание | как горячеоцинкованные. и электро гальв. | ||||||||||||||
| BWG 23-32 доступен как опция покупателя | |||||||||||||||
| Арматурная стяжная проволока | SWG16.5 и 16 Упаковка: 3-1 / 2 фунта / бухта и 3-1 / 8 фунта / бухта, затем в картонные коробки | ||||||||||||||
| Стяжная арматура, отожженная в черном цвете, малая катушка | Проволока для крепления стального стержня в строительстве |
Нужна дополнительная информация о продуктах для армирования бетона? Свяжитесь с нами сейчас.
общественных дорог — сталь против арматуры из стеклопластика? , Сентябрь / октябрь 2008
Роджер Х. Л. Чен, Чон-Хун Чой, Хота В. Ганга Рао и Питер А. Копач
Полевые исследования показывают, что полимер, армированный стекловолокном, обеспечивает низкую стоимость жизненного цикла для армирования бетонных покрытий.
| Этот грузовик едет по первому в стране испытательному участку GFRP-CRCP, построенному на участке шоссе 9 в Западной Вирджинии.Исследовательская группа сделала этот снимок во время полевого наблюдения 31 января 2008 г. |
Полимерная арматура, армированная стекловолокном, является одним из новых продуктов на рынке, который может предложить ряд преимуществ для транспортной отрасли. Поскольку он легкий и не подвержен коррозии, затраты на строительство должны быть ниже, а тротуары должны служить дольше. Однако лабораторные исследования мало помогают в определении реальных характеристик арматурных стержней из стекловолоконного полимера (GFRP) в непрерывно армированных бетонных покрытиях (CRCP).Причины: трудности моделирования полевых граничных условий, таких как трение от основания и удержания от обочин или прилегающих тротуаров; изменения окружающей среды; транспортные нагрузки; и возможные варианты строительных работ. Чтобы преодолеть эти ограничения и лучше понять поведение GFRP-CRCP, исследователи обратились к полевым исследованиям.
При поддержке и сотрудничестве Федерального управления шоссейных дорог (FHWA), Департамента транспорта Западной Вирджинии (WVDOT) и подрядчиков исследователи Университета Западной Вирджинии (WVU) недавно завершили первый в стране испытательный участок GFRP-CRCP, а также стальную конструкцию. Тестовый сегмент CRCP для изучения характеристик двух материалов арматурных стержней.Сегменты для испытаний из стеклопластика и стали расположены на шоссе 9 в Мартинсбурге, в северо-восточном углу Западной Вирджинии.
«Использование арматурных стержней из стеклопластика вместо обычной стальной арматуры в CRCP, как было продемонстрировано прошлой осенью [2007] в Западной Вирджинии, дает некоторые интересные соображения относительно производительности, — говорит Сэм Тайсон, инженер по бетонным покрытиям, FHWA. «Во-первых, коррозионная стойкость стержней из стеклопластика делает их привлекательными по очевидным причинам, особенно в штате, где зимние условия требуют частого применения антиобледенителей.Кроме того, высокая прочность на растяжение и небольшой удельный вес GFRP, его соответствующие термические характеристики и соответствующие характеристики жесткости обеспечивают уникальный подход к проектированию и изготовлению CRCP. Наконец, поскольку GFRP не является магнитным, его использование на бетонных покрытиях, где должны быть установлены различные устройства для отслеживания дорожного движения и дорожных сборов, может быть выгодным ».
Эти качества являются явными преимуществами GFRP, но исследование WVU не привело к заключению относительно рабочих характеристик, включая коррозионную стойкость, поскольку прошло недостаточно времени для получения достаточных результатов.Тем не менее, исследование показало, что CRCP, армированные стекловолокном, можно построить с низкими затратами и без дополнительных затрат времени на строительство.
Обзор исследования
WVDOT выделил 610-метровую (2000 футов) двухполосную секцию на Маршруте 9 в качестве испытательного полигона для исследования. План эксперимента включал два раздела CRCP для сравнения. Сегменты из стеклопластика и армированные сталью имеют длину 305 метров (1000 футов) и толщину 25 сантиметров (10 дюймов). WVU указала, что оба сегмента должны были быть построены из бетона, содержащего крупнозернистый известняк, размещенного на цементно-стабилизированном основании.
Подрядчик построил две экспериментальные секции CRCP 25 сентября 2007 г., и WVU непрерывно контролировал их в течение первых 3 дней, чтобы исследовать поведение растрескивания в раннем возрасте. По мере того как бетон застывал в течение этого периода, исследователи WVU зафиксировали изменения в деформации бетона, деформации арматуры и температуре. Исследователи WVU обнаружили, посчитали и измерили трещины раннего возраста, чтобы оценить расстояние и ширину. Затем исследовательская группа проанализировала и сравнила данные, а также дополнительные данные о трещинах, полученные примерно через 1 и 4 месяца после строительства.
| Члены бригады подрядчика укладывают слой земляного полотна во время строительства испытательных участков. |
Детали конструкции
Каждая секция CRCP состоит из двух проезжих полос с асфальтированными обочинами. Слой земляного полотна, состоящий из обработанного цементом заполнителя, обеспечивает равномерную поддержку секциям CRCP. Поверх земляного полотна в качестве основания используется открытый грунт со свободным дренированием с заполнителем № 57.Подрядчик стабилизировал основание с помощью портландцемента типа 1, чтобы получить устойчивую к эрозии стабилизированную опору под обеими секциями.
Для секции, армированной стеклопластиком, проект предусматривал использование продольных стержней из стеклопластика №7. Для стального профиля в проекте предусмотрена стальная продольная арматура №6. В обоих испытательных сегментах подрядчик разместил продольные стержни посередине плиты.
Для поперечной арматуры, которая поддерживает продольную арматуру, подрядчик разместил поперечные стержни из стеклопластика №6 и №5 из черной стали в точке 1.Расстояние 2 метра (4 фута). Подрядчик поместил поперечную арматуру на пластиковые стулья для арматуры из стеклопластика и стальные стулья для стальной арматуры. Стулья — это опоры, удерживающие арматуру в нужном положении во время укладки бетона.
Обеспечение адекватной прочности сцепления в нахлестанных стыках продольных арматурных стержней важно для предотвращения расширения трещин и последующего разрушения конструкции. Следовательно, требуется минимальная длина стыка, в 40 раз превышающая диаметр арматурного стержня для стеклопластика и в 25–30 раз для стали, с как минимум тремя надежными стяжками для каждого соединения внахлест.Для стальной арматуры использовалась обычная стальная стяжка, а для стеклопластика — пластиковые стяжки. Подрядчик также расположил стыки внахлест на тротуаре в шахматном порядке, чтобы предотвратить локальные деформации в плите.
Подрядчик использовал три оконечных соединения балки с широкими полками между двумя испытательными участками и примыкающими к нему полосами обычного сочлененного бетонного покрытия (JPCP) на Маршруте 9. Соединение с широкими полками балки спроектировано для размещения, а не ограничения движения свободного конца плиты CRCP.В системе соединения балок с широкими полками нижняя часть балки частично заделана в железобетонную шпальную плиту, большую горизонтальную плиту, которая поддерживает концы примыкающих к мостовой. Шпальная плита под стыком обеспечивает большую опорную поверхность и дополнительную опору для свободных концов. Стальной фланец помогает защитить углы от выкрашивания и способствует передаче нагрузки через соединение.
Бетонные смеси и свойства армирования
Для обоих тестовых участков подрядчик использовал один и тот же состав бетонной смеси в соответствии с разделом 601 Стандартных спецификаций и процедуры материалов MP 711 Отделения автомобильных дорог Западной Вирджинии.03.23 для портландцементного бетона. Подрядчик использовал портландцемент типа I в бетонной смеси вместе с летучей золой класса F. Крупный заполнитель представлял собой известняк № 57, а мелкий заполнитель — природный песок. Подрядчик также включил воздухововлекающую добавку и водовосстанавливающую добавку. Соотношение вода / цемент составило 0,42. Разработчики WVU указали, что бетонная смесь имеет относительно высокую прочность, чтобы избежать чрезмерно узких промежутков между трещинами.
| На этой фотографии показаны сборки сплошной арматуры с арматурой из стеклопластика. |
| Здесь показаны сборки непрерывной арматуры со стальной арматурой. |
Свойства арматурного стержня из стеклопластика, предоставленные производителем из стеклопластика, включают модуль продольной упругости (показатель деформации арматуры) 40,8 гигапаскалей, ГПа (5,92 на 106 фунтов на квадратный дюйм, psi) и предел прочности при растяжении 620,6 мегапаскалей. , МПа (90 тысяч фунтов на квадратный дюйм) для арматурного стержня №6 и 586.1 МПа (85 тысяч фунтов / кв. Дюйм) для арматуры №7. Арматура из стеклопластика состоит из стекловолокна из алюмосиликата кальция и матрицы из винилэфирной смолы, модифицированной уретаном, с минимальным содержанием волокон 70 процентов по массе. Подрядчик использовал типичную деформированную арматуру из стали марки 60 для секции сталь-CRCP.
Строительство
Укладка бетона для секции сталь-CRCP началась примерно в 9:00 при температуре окружающей среды около 20 градусов по Цельсию (68 градусов по Фаренгейту). Подрядчик завершил строительство секции сталь-CRCP примерно в 12:30 p.м. и затем началась бетонная укладка секции GFRP-CRCP.
Свойства тестовых участков
Товар | CRCP, армированный сталью | CRCP, армированный стеклопластиком |
|---|---|---|
Ширина перекрытия | 7,32 метра (24 фута): две полосы движения длиной 3,66 метра (12 футов) | 7,32 метра (24 фута): две полосы движения длиной 3,66 метра (12 футов) |
Ширина выступа для асфальта | 3.05 метров (10 футов) шириной рядом с правой полосой движения; Ширина 1,22 м (4 фута) рядом с полосой для проезда | Ширина 3,05 метра (10 футов) рядом с правой полосой движения; Ширина 1,22 м (4 фута) рядом с полосой для проезда |
Продольная арматура | Арматурный стержень № 6 с шагом 15,24 см (6 дюймов) | # 7 арматура на 15.Интервал 24 см (6 дюймов) |
Диаметр продольной арматуры | 1,91 см (0,75 дюйма) | 2,22 см (0,875 дюйма) |
Дополнительная база | 10,16 сантиметра (4 дюйма) — толстое открытое ступенчатое основание со свободным дренажом, стабилизированное содержанием цемента 9062 килограмма на кубический метр, кг / м3 (15065 фунтов на кубический ярд, фунт / ярд3) | 10.Открытый градиентный дренажный фундамент толщиной 16 сантиметров (4 дюйма), стабилизированный с содержанием цемента 9062 кг / м3 (15065 фунтов / ярд3) |
Земляное полотно | Земляное полотно из обработанного цементом заполнителя толщиной 27,31 см (10,75 дюйма) | Земляное полотно из обработанного цементом заполнителя толщиной 27,31 см (10,75 дюйма) |
Требуемая прочность бетона на сжатие | 40.7 мегапаскалей, МПа (5900 фунтов на квадратный дюйм, фунт / кв. Дюйм) | 40,7 МПа (5900 фунтов на кв. Дюйм) |
Продольный коэффициент теплового расширения | 11,88 микродеформации на градус Цельсия, мкэ / ° C (6,6 микродеформации на градус Фаренгейта, мкэ / ° F) | 6,58 µe / ° C (3,66 µe / ° F) |
По мере продолжения укладки температура поверхности основания увеличивалась из-за постоянного пребывания на солнце.Подрядчик измерил температуру поверхности основания около 39 ° C (103 ° F) в 13:30. Чтобы избежать ухудшения обрабатываемости, связанного с температурой, из-за того, что заполнители сухого основания абсорбируют воду из бетонной смеси, и нежелательного растрескивания из-за ускоренной потери влаги, подрядчик перед укладкой бетона разбрызгивал воду на основание из спринклерной машины. Рабочие завершили обе секции CRCP примерно в 18:30, когда температура окружающей среды была около 29 ° C (85 ° F).
Строительные бригады укладывали секции CRCP с помощью машины для укладки скользящей формы.Машина смогла уместить всю ширину дорожного покрытия. Автобетоносмесители доставили бетон, а ленточный конвейер распространил его по центру дорожки. Бригады закончили поверхность тротуарной плитки сразу после проезда тротуарной машины.
После укладочной машины машина для текстурирования / полимеризации выполнила две дополнительные операции. Машина протащила ткань мешковины, чтобы создать микроструктуры на готовой поверхности, а затем тонировала поверхность, чтобы получить макротекстуры, чтобы обеспечить адекватное трение для сухой и влажной погоды.Затем машина для текстурирования / отверждения распылила отверждающий состав на текстурированную поверхность, чтобы замедлить испарение воды из бетона.
| На этой первой из серии из четырех фотографий показана схема усиления шпальной плиты во время строительства концевого соединения широкополочной балки. |
| Здесь широкополочная балка частично заделана в шпальную плиту. |
| На этой третьей фотографии показаны узлы сплошной стальной (слева) и стеклопластиковой арматуры, размещенные на плите шпалы. |
| На этой четвертой фотографии показана завершенная система оконечных соединений широкополочной балки, соединяющая секции сталь-CRCP и GFRPCRCP. |
Экспериментальное оборудование и мониторинг
Исследователи WVU и подрядчики протестировали бетонную смесь, чтобы измерить ее свойства как в свежем, так и в затвердевшем состоянии.Подрядчики взяли образцы бетона с поля и немедленно измерили температуру, осадку и содержание воздуха. В то же время исследователи WVU отлили 30 цилиндрических образцов бетона для тестирования прочности на сжатие, прочности на растяжение и модуля упругости в разном возрасте, а также отлили три призматических образца для испытания на усадку при высыхании.
Инженеры
WVDOT также взяли керны примерно через 4 месяца после строительства; средняя прочность на сжатие керна была почти на 40 процентов выше, чем у 28-дневного образца как для секции сталь-CRCP (два образца керна), так и для секции GFRP-CRCP (три образца керна), хотя прочность на сжатие GFRP была немного выше чем у стали.
Примерно на середине длины обеих секций CRCP исследователи установили термопары и тензодатчики, чтобы исследовать поведение каждого CRCP в первые 3 дня с точки зрения температуры бетона, деформации бетона и деформации арматуры. Чтобы установить контрольную точку и измерить деформации в продольном направлении, исследователи создали известное искусственное местоположение поперечной трещины. Исследователи WVU разместили индуктор трещин поперек каждой дорожки CRCP в месте, где был установлен набор термопар и тензодатчиков.Исследователи прикрепили пластиковую трещину в форме обратной Т-образной формы к поверхности основания.
Для измерения температуры на месте команда WVU установила 18 термопар на разной глубине и в продольном направлении. Комплект термопары состоял из трех термопар и металлической стойки. Исследователи привязали термопары к стойке вертикально, что позволило проводить измерения температуры на расстоянии 5, 13 и 20 сантиметров (2, 5 и 8 дюймов) от верха тротуарной плиты, и приклеили четыре ножки металлической стойки к подставке. поверхность основания.
Исследовательская группа разместила пять комплектов термопар в различных продольных точках в секции GFRP-CRCP и один комплект в секции сталь-CRCP. Исследователи контролировали температуру окружающей среды (с помощью стандартного термометра), поверхности (с помощью инфракрасного термометра) и внутренней температуры (с помощью термопар) бетона каждые 2-4 часа, чтобы получить полное представление о колебаниях температуры в разных местах в течение время под воздействием гидратации бетона и температуры окружающей среды.
Исследователи установили восемь тензорезисторов для измерения деформации бетона с течением времени. Чувствительная сетка погружных манометров, заключенных в полимербетон, имеет активную измерительную длину около 10 сантиметров (4 дюйма). Набор датчиков для заливки включал в себя два датчика и металлическую стойку, соединенных вместе для измерения деформаций в двух вертикальных точках: 5 см (2 дюйма) от верха и низа плиты покрытия.
| Станок для укладки тротуарной плитки. |
Чтобы избежать каких-либо эффектов от края плиты, исследователи разместили все комплекты датчиков на расстоянии около 1,2 метра (4 фута) от края плиты. Были использованы две системы сбора данных, одна для секции сталь-CRCP, а другая для секции GFRP-CRCP, для сбора данных о деформации бетона каждые 10 минут в течение первых 3 дней после укладки бетона.
Исследователи прикрепили к арматуре 10 универсальных тензорезисторов для измерения продольных деформаций арматуры в стальных профилях и секциях из стеклопластика и CRCP.Тензодатчики были самокомпенсированы по сравнению со сталью или арматурными стержнями из стеклопластика, так что нежелательные тепловые мощности, возникающие из-за несоответствия теплового расширения между тензодатчиком и материалом арматуры, могли быть минимизированы. В каждом разделе, чтобы избежать потенциальной потери полевых данных из-за неисправности датчика, исследователи установили три тензорезистора арматуры в том месте, где возникла поперечная трещина, где возникло максимальное напряжение арматуры. Исследователи также установили два датчика на 25 сантиметрах (10 дюймов) и 0.9 метров (3 фута) в продольном направлении от наведенной поперечной трещины.
Чтобы защитить провода от дорожек мощения, исследователи собрали их в электрический канал и вложили его в траншею, вырытую в основании. По кабелепроводу провода попадали в электрические шкафы, соединяющиеся со станцией сбора данных. Провода термопар из двух дополнительных мест рядом с основной станцией сбора данных в секции GFRP также были собраны в небольшие электрические кожухи, которые были встроены в плечевую подстилку.Когда соединители проводов не использовались, исследователи держали их внутри корпусов.
| Здесь рабочие распределяют бетон по основанию. |
Исследователи провели визуальные исследования ширины и ширины поперечных трещин в течение первых 3 дней, а затем 1 месяца после укладки бетона. Команда наблюдала за длиной миделя 122 метра (400 футов) и концевой частью длиной 55 метров (180 футов) в каждой секции CRCP.Они классифицировали все трещины в исследуемых областях по месту и дате их появления.
Исследователи наблюдали трещины на гладкой поверхности кромки дорожного покрытия, которые имели более четкий вид трещин. Они измерили ширину трещин, в частности, от верхнего угла кромки дорожного покрытия, что дает завышенные (или консервативные) значения по сравнению со значениями для проезжей части. Наибольшие изменения объема бетона обычно происходили в верхнем углу кромки дорожного покрытия, где было меньше ограничений от трения арматуры и основания.Изменения ширины трещины в этом месте должны быть больше, чем при измерении в других местах.
Результаты экспериментов через 7, 28 и 38 дней и 4 месяца
Тест | CRCP, армированный сталью | CRCP, армированный стеклопластиком |
|---|---|---|
Средняя прочность на сжатие через 7 дней (испытано в WVU) | 19,7 МПа (2850 фунтов на кв. Дюйм) | 19.7 МПа (2850 фунтов на кв. Дюйм) |
Средняя прочность на сжатие через 28 дней (испытано в WVU) | 26,9 МПа (3900 фунтов на кв. Дюйм) | 26,9 МПа (3900 фунтов на кв. Дюйм) |
Средняя прочность на сжатие через 4 месяца (проверено в WVDOT и WVU) | 37,6 МПа (5450 фунтов на кв. Дюйм) | 37,9 МПа (5,500 фунтов на кв. Дюйм) |
Трещины в средней части через 3 дня | 45 | 19 |
Трещины средней части через 38 дней | 75 | 40 |
Среднее расстояние между трещинами в средней части за 3 дня | 2.88 метров (9,44 фута) | 6,91 метра (22,67 футов) |
Среднее расстояние между трещинами в средней части через 38 дней | 1,71 м (5,61 фута) | 3,31 метра (10,86 футов) |
Средняя ширина трещины в средней части за 3 дня | 0,025 см (0,01 дюйма) | 0,043 сантиметра (0.017 дюймов) |
Средняя ширина трещины в средней части за 38 дней | 0,028 см (0,011 дюйма) | 0,053 см (0,021 дюйма) |
Максимальная ширина трещины на 31 января 2008 г. | 0,058 см (0,023 дюйма) | 0,086 см (0,034 дюйма) |
Чтобы измерить ширину трещины, исследователи использовали увеличительное стекло и компаратор трещин, который представляет собой прозрачную линейку с нанесенными градуировками разной ширины.Трещина из GFRP-CRCP, наблюдаемая на третий день и снова через 125 дней, показала максимальную ширину трещины на испытательном участке GFRP-CRCP, равную 0,058 сантиметра (0,023 дюйма) на третий день и 0,086 сантиметра (0,034 дюйма) на 125-й день.
Наблюдение за шагом и шириной трещин в раннем возрасте
Все трещины в бетоне были поперечными, продольных трещин не наблюдалось. Предполагаемое отсутствие продольных трещин связано с проектированием продольного стыка, который ограничивает ширину полосы движения до 3.7 метров (12 футов), что снижает вероятность появления трещин в этом направлении. Исследователи оценили максимальные, средние и минимальные значения расстояния между поперечными трещинами и ширины трещин для каждой секции CRCP для каждой даты, когда проводилось измерение. После строительства команда проследила ширину каждой трещины для четырех разных возрастов, чтобы наблюдать за изменениями ширины трещины с течением времени.
| Исследователи WVU установили датчик трещин и тензодатчики в секции GFRPCRCP, как показано здесь. |
Резкое уменьшение среднего расстояния между трещинами произошло между первым и вторым днями, потому что ряд трещин образовался из-за сочетания большого изменения объема бетона и низкой прочности бетона, которые присущи этому раннему возрасту. . Расстояние трещины для секции GFRP-CRCP было больше, чем для секции стали-CRCP, из-за более низкой жесткости усиления GFRP. Использование арматуры из стеклопластика в качестве арматуры может уменьшить нежелательное развитие напряжений в бетоне, вызванное несоответствием жесткости и теплового расширения между стальной арматурой и бетоном.Жесткость стали примерно в шесть раз больше, чем у бетона или стеклопластика. Улучшенная совместимость может быть полезной в зависимости от других факторов проектирования CRCP для контроля ширины трещин и расстояния между ними, таких как снижение напряжений, окружающих арматуру в месте трещины, которые могут вызвать выкрашивание или пробой в CRCP. Как и ожидалось, с концевыми соединениями, которые допускают перемещение свободного конца плиты CRCP, средний интервал трещин в соединительном сечении был больше, чем в среднем сечении.
Что касается ширины трещины, то исследователи наблюдали неоднозначные результаты.Ширина осталась неизменной или даже уменьшилась на второй день, а затем начала увеличиваться. Трещины, обнаруженные в первый день, обычно имели большую ширину, в то время как дополнительные трещины, обнаруженные в более позднем возрасте, имели меньшую ширину из-за меньшего изменения объема бетона. «Мы полагаем, что сдерживающее напряжение в бетоне, вероятно, было снято, когда возникли дополнительные трещины, сужая ширину существующих трещин», — говорит Уильям «Билл» Шанклин, инженер-строитель отдела автомобильных дорог Западной Вирджинии.
| Исследователи поместили этот набор тензодатчиков непосредственно над источником трещин в усиленной сталью секции CRCP. |
Исследователи обнаружили больше новых трещин на второй день, чем в более поздние дни. С третьего дня и позже ширина трещины начала медленно увеличиваться из-за непрерывной, но менее резкой усадки бетона. Несмотря на то, что ширина трещины для секции GFRP-CRCP была больше из-за большего расстояния между трещинами и меньшей жесткости арматуры, она по-прежнему соответствует критерию ограничения ширины трещины Американской ассоциации государственных служащих автомобильных дорог и транспорта (AASHTO) — # 0 .1 сантиметр (0,04 дюйма), что имеет первостепенное значение для обеспечения надлежащей блокировки заполнителя и обеспечения целостности дорожного покрытия. Кроме того, ширина трещин в сечении стыка оказывается меньше, чем в среднем сечении, из-за более низких удерживающих напряжений, возникающих в сечении стыка.
| Показанный здесь набор термопар установлен в секции GFRP-CRCP. |
В настоящее время обе секции CRCP открыты для движения.Согласно полевым наблюдениям 31 января 2008 г., максимальная ширина трещины для секции GFRP-CRCP и секции стали-CRCP соответствовала текущему критерию ограничения AASHTO, даже несмотря на то, что руководство основывалось на опыте и понимании, полученном при использовании армированного сталью CRCP. Критерии ограничения, такие как расстояние между трещинами, ширина трещин и уровень напряжений арматуры для CRCP, армированного стеклопластиком, все еще нуждаются в разработке.
Предложения для будущих исследований
Необходимы дополнительные исследования эффективности CRCP, усиленной GFRP, в ответ на нагрузку трафика.Уроки, извлеченные из этого краткосрочного полевого исследования, предполагают, что необходимы дальнейшие исследования для дальнейшего улучшения конструкции CRCP, усиленного GFRP, если такое улучшение окажется необходимым после длительной нагрузки трафика. Периодические наблюдения за эффективностью передачи нагрузки в трещинах, расстоянием между трещинами и шириной под нагрузкой, профилем ширины трещины по всей глубине плиты под нагрузкой и повреждениями дорожного покрытия необходимы для получения всестороннего понимания общих характеристик CRCP, армированного стекловолокном.Это понимание в конечном итоге поможет в разработке стандартных руководств по проектированию для будущих CRCP, усиленных GFRP.
| Исследователи поместили эти три набора тензодатчиков в секцию GFRP-CRCP. |
Что касается затрат на жизненный цикл CRCP, то в настоящее время ожидается, что затраты на секцию из стеклопластика будут значительно ниже, чем на стальные секции. Затраты на долгосрочное обслуживание будут ниже для GFRP-CRCP, чем для стали-CRCP, потому что не будет структурных повреждений, вызванных коррозией арматуры.
| Два исследователя WVU измеряют температуру, зарегистрированную небольшим электрическим трубопроводом, встроенным в подоснову плеча. |
Данные по показателям раннего возраста из секции полевых испытаний GFRP-CRCP выгодно отличаются от данных из секции стали-CRCP. При дополнительном опыте строительства с использованием CRCP, армированного GFRP, и улучшении конструкции GFRP-CRCP, можно достичь еще лучших характеристик.
| Исследователи поместили шариковую ручку на секцию GFRP-CRCP, чтобы показать масштаб ширины этой трещины 0,058 см (0,023 дюйма) на третий день (28 сентября 2007 г.) после укладки бетона. Ржаво-оранжевая краска под ручкой отмечает местоположение каждой трещины, обнаруженной в первый день после укладки бетона, а идентификационный номер написан на красной ленте. |
| Сечение GFRP-CRCP показало ширину трещины 0.086 сантиметров (0,034 дюйма) через 128 дней после размещения (31 января 2008 г.). Эта трещина такая же, как на предыдущем фото. Когда обочина была установлена, подрядчик удалил всю краску и ленты, но места были записаны по номерам строительной станции. |
Роджер Х. Л. Чен, доктор философии, , профессор гражданского строительства в Университете Западной Вирджинии (WVU), Моргантаун. Он активно участвовал в исследованиях структурной динамики, неразрушающей оценки (NDE), динамического взаимодействия грунта и конструкции и определения характеристик материала бетона, композитов, древесины и керамических материалов в течение примерно 25 лет, а также ведет текущие исследовательские проекты в области CRCP, армированной стекловолокном. , самоуплотняющийся бетон, оценка мостов для транспортировки угля и диагностика термобарьерных покрытий.Он входит в несколько технических комитетов Американского института бетона, Американского общества инженеров-строителей и Американского общества неразрушающего контроля (ASNT), связанных с бетоном, неразрушающим контролем, FRP, динамикой и экспериментальным анализом. Он получил докторскую степень. из Северо-Западного университета и является научным сотрудником ASNT.
Чон-Хун Чой — старший научный сотрудник Департамента гражданской и экологической инженерии WVU. Он получил степень бакалавра гражданского строительства в университете Ханьян, Республика Корея, и степень магистра гражданского строительства в WVU.Его доктор философии. исследования связаны с разработкой и применением GFRP-CRCP.
Хота В. Ганга Рао — профессор гражданского строительства и директор Центра построенных сооружений в WVU. Он является членом ASCE и входит во многие технические комитеты профессиональных обществ.
Питер А. Копац — старший инженер-исследователь по дорогам в группе проектирования дорожного покрытия и моделирования характеристик в Управлении исследований и развития инфраструктуры FHWA. Он имеет почти 40-летний опыт работы на автомагистралях, в том числе 31 год в FHWA.Компания Kopac руководила, контролировала и участвовала в многочисленных исследованиях, касающихся бетонных и бетонных покрытий.
Это исследование финансируется FHWA через Центр построенных сооружений в WVU. Для получения дополнительной информации свяжитесь с Роджером Х. Л. Ченом по телефону 304-293-3031, доб. 2631 или roger.chen@mail.wvu.edu, Чон-Хун Чой, тел. 304-293-3031, доб. 2434, jchoi1@mix.wvu.edu, Hota V. GangaRao, 304-293-3031, доб. 2634, hota.gangarao@mail.wvu.edu, или Питер А. Копач, тел. 202-493-3151, питер.kopac@fhwa.dot.gov. См. Также www.fhwa.dot.gov/pavement/pccp/pubs/05081/05081.pdf.
Монтаж проводки — шнуровка, связывание и заделка проводов (часть первая)
Шнуровка и связывание жгутов проводов
Стяжки, шнуровка и ремни используются для закрепления групп или связок проводов с целью облегчения обслуживания, осмотра и установки . Ремни нельзя использовать в зонах SWAMP, таких как колесные арки, около закрылков или складок крыльев. Их нельзя использовать в зонах с высокой вибрацией, где повреждение ремня может привести к перемещению проводки по частям, которые могут повредить изоляцию и вызвать загрязнение механических соединений или других движущихся механических частей.Их также нельзя использовать там, где они могут подвергаться воздействию ультрафиолетового излучения, если ремни не устойчивы к такому воздействию. [Рисунок 9-147] Рисунок 9-147. Проволочная шнуровка.
Метод одинарной перевязки шнура и обвязки лентой может использоваться для групп проводов диаметром 1 дюйм или меньше. Рекомендуемый узел для начала метода одинарной шнуровки — это зубчатая зацепка, закрепленная двухпетлевым узлом сверху.
Рисунок 9-148. Метод одинарной шнуровки. [щелкните изображение, чтобы увеличить] [Рисунок 9-148, шаг A] Используйте метод двойного шнура для пучков проводов диаметром 1 дюйм или больше.При использовании метода двойной шнуровки используйте в качестве начального узла боулин-на-бугорке. [Рисунок 9-149, шаг A] Рисунок 9-149. Двойная шнуровка. [щелкните изображение, чтобы увеличить] Связывание
Используйте группы проводов или связки пучков, если опоры для проводов разнесены более чем на 12 дюймов. Галстук состоит из зубчатой петли вокруг группы проводов или связки, закрепленных квадратным узлом. [Рисунок 9-150] Рисунок 9-150. Связывание. [щелкните изображение, чтобы увеличить]
Концевая заделка провода
Зачистка провода
Перед сборкой провода на разъемы, клеммы, стыки и т. д.необходимо снять изоляцию с соединительных концов, чтобы обнажить оголенный провод. Медный провод можно зачистить разными способами в зависимости от размера и изоляции.
Алюминиевый провод необходимо зачищать с особой осторожностью, поскольку отдельные жилы очень легко ломаются после надрезов. При зачистке любого типа провода рекомендуются следующие общие меры предосторожности:
- При использовании любого типа устройства для зачистки проводов держите провод перпендикулярно режущим лезвиям.
- Тщательно настройте инструменты для автоматической зачистки; следуйте инструкциям производителя, чтобы избежать надрезов, разрезания или иного повреждения прядей.Это особенно важно для алюминиевых проводов и медных проводов меньше № 10. Осмотрите зачищенные провода на предмет повреждений. Отрежьте и перережьте (если длина достаточна) или отклоните и замените любые провода, имеющие больше, чем допустимое количество зазубрин или оборванных жил, указанное в инструкциях производителя.
- Убедитесь, что изоляция чисто обрезана, без потертостей или рваных краев. При необходимости подрезать.
- Убедитесь, что вся изоляция удалена с зачищенной области. Некоторые типы проводов поставляются с прозрачным слоем изоляции между проводником и первичной изоляцией.Если он присутствует, удалите его.
- При использовании плоскогубцев для снятия изоляции, длина которой превышает 3⁄4 дюйма, это проще выполнить за две или более операций.
- Скрутите медные пряди вручную или, если необходимо, с помощью плоскогубцев, чтобы восстановить естественную укладку и плотность прядей.
Пара ручных устройств для зачистки проводов показана на Рисунке 9-151. Этот инструмент обычно используется для зачистки большинства типов проводов. Следующие общие процедуры описывают шаги по зачистке провода ручным инструментом для зачистки.
Рисунок 9-151. Инструмент для зачистки проводов.
- Вставьте проволоку точно в центр режущей кромки, соответствующей размеру проволоки, которую нужно зачищать. На каждом слоте указан размер провода.
- Сложите ручки вместе до упора.
- Освободите ручки, позволяя держателю проволоки вернуться в открытое положение.
- Удалите зачищенный провод.
Клеммы прикрепляются к концам электрических проводов, чтобы облегчить подключение проводов к клеммным колодкам или элементам оборудования.[Рисунок 9-152] Прочность на разрыв соединения провод-клемма должна быть по крайней мере эквивалентна пределу прочности самого провода, а его сопротивление незначительно по сравнению с нормальным сопротивлением провода.
Рисунок 9-152. Клеммы с кольцевым язычком.
При выборе клемм для проводов следует учитывать следующее: номинальный ток, размер (калибр) провода и диаметр изоляции, совместимость материала проводника, размер шпильки, совместимость изоляционного материала, среда применения и паяльность по сравнению с беспаечной.
Предпочтительны предварительно изолированные клеммы обжимного типа с кольцевым язычком. Прочность, размер и поддерживающие средства шпилек и зажимных столбов, а также размер провода могут быть учтены при определении количества клемм, которые должны быть прикреплены к любой одной стойке. В высокотемпературных приложениях номинальная температура клемм должна быть больше, чем температура окружающей среды плюс текущее повышение температуры. Следует рассмотреть возможность использования никелированных клемм и неизолированных клемм с высокотемпературными изоляционными рукавами.Клеммные колодки должны быть обеспечены соответствующими электрическими зазорами или изоляционными полосами между монтажным оборудованием и токопроводящими частями.
Клеммные колодки
Провода обычно присоединяются к клеммным колодкам. [Рис. 9-153] Клеммную колодку, снабженную перегородками, можно использовать для предотвращения контакта клемм на соседних шпильках друг с другом. Шпильки должны быть закреплены против вращения. Когда необходимо соединить вместе более четырех выводов, небольшая металлическая шина должна быть установлена через две или более соседних шпильки.Во всех случаях ток должен проходить по контактным поверхностям клемм, а не по самой шпильке. Неисправные шпильки следует заменять шпильками того же размера и из материала, поскольку шпильки клеммной колодки меньшего размера могут срезаться из-за чрезмерной затяжки гайки. Запасная шпилька должна быть надежно закреплена в клеммной колодке, а гайка крепления клеммы должна быть затянутой. Клеммные колодки следует устанавливать таким образом, чтобы незакрепленные металлические предметы не могли упасть на клеммы или шпильки.Рекомендуется предусмотреть хотя бы одну запасную шпильку для будущего расширения цепи или на случай поломки шпильки.
Рисунок 9-153. Клеммник.
Клеммные колодки, обеспечивающие подключение радио и электронных систем к бортовой электросистеме, должны быть проверены на предмет ослабленных соединений, металлических предметов, которые могли упасть на клеммную колодку, скопления грязи и смазки и т. Д. Эти условия могут вызвать искрение, что может привести к при пожаре или сбоях системы.
Клеммные наконечники
Клеммные наконечники для проводов следует использовать для подключения проводов к шпилькам клеммной колодки или шпилькам клемм оборудования.К любой шпильке следует подсоединять не более четырех клеммных проушин или трех клеммных проушин и шины. Общее количество клеммных наконечников на шпильку включает общую шину, соединяющую соседние шпильки. На одной стойке не допускается использование четырех клеммных проушин и общей шины. Клеммные наконечники следует выбирать с диаметром отверстия под шпильку, соответствующим диаметру шпильки. Однако, если клеммы, прикрепленные к шпильке, различаются по диаметру, наибольший диаметр следует размещать снизу, а наименьший — сверху.Затяжка клеммных соединений не должна деформировать клеммные проушины или шпильки. Клеммные наконечники должны быть расположены так, чтобы не требовалось изгиба клеммного наконечника для снятия крепежного винта или гайки, а перемещение клеммных наконечников могло привести к затяжке соединения.
Клеммы для медных проводов
Можно использовать медные провода без пайки обжимными клеммами, которые соответствуют стандарту MIL-T-7928. Между язычками клеммных проушин нельзя использовать проставки или шайбы.[Рисунок 9-154] Рисунок 9-154. Клемма провода.
Клеммы для алюминиевых проводов
Алюминиевые наконечники для клемм следует обжимать только на алюминиевый провод. Язычок алюминиевых клеммных проушин или общее количество язычков алюминиевых клеммных проушин при штабелировании должен быть зажат между двумя плоскими шайбами при заделке на контактные шпильки. Между язычками клеммных проушин нельзя использовать проставки или шайбы. Особое внимание следует уделять установке алюминиевых проводов и кабелей для защиты от условий, которые могут привести к чрезмерному падению напряжения и высокому сопротивлению в соединениях, что в конечном итоге может привести к выходу из строя соединения.Примерами таких условий являются неправильная установка клемм и шайб, неправильное скручивание (затяжка гаек) и недостаточная площадь контакта клемм.
Предварительно изолированные соединители
Предварительно изолированные наконечники клемм и соединения должны быть установлены с помощью высококачественного обжимного инструмента. Такие инструменты снабжены позиционерами для размера проволоки и настраиваются для каждого размера проволоки. Важно, чтобы глубина обжима соответствовала размеру провода. Если завиток будет слишком глубоким, он может порвать или порезать отдельные пряди.Если обжим недостаточно глубокий, он может быть недостаточно тугим, чтобы удерживать провод в клемме или разъеме. Недостаточно тугие обжимы также подвержены высокому сопротивлению из-за накопления коррозии между обжатым выводом и проводом. [Рисунок 9-155] Рисунок 9-155. Терминальные соединения.
Обжимные инструменты
Для обжима наконечников клемм доступны ручные, переносные и стационарные электроинструменты. Эти инструменты прижимают цилиндр к проводнику и одновременно образуют изоляционную опору для изоляции провода.