
Форма для блока своими руками: пошаговая инструкция. Изготовление шлакоблоков в домашних условиях. Как сделать форму для шлакоблока.
видео-инструкция по монтажу своими руками, чертежи, особенности самодельных конструкция, фото
Шлакоблок – универсальный строительный материал для возведения зданий и ограждений. Многие застройщики предпочитают своими руками изготовить такие блоки удобного размера и гарантированного качества при минимальных финансовых затратах.
При самостоятельном изготовлении мы ограничимся только специальной формой.Отметим, что пустотелые блоки из цемента или граншлака, то есть отходов литейного дела, а также других наполнителей многофункциональны: они максимально приглушают звуки и хорошо удерживают тепло.

При изготовлении шлакоблоков в заводском производстве применяют особые металлические формы, прессы и вибростолы.
Особенности емкости для шлакоблоков

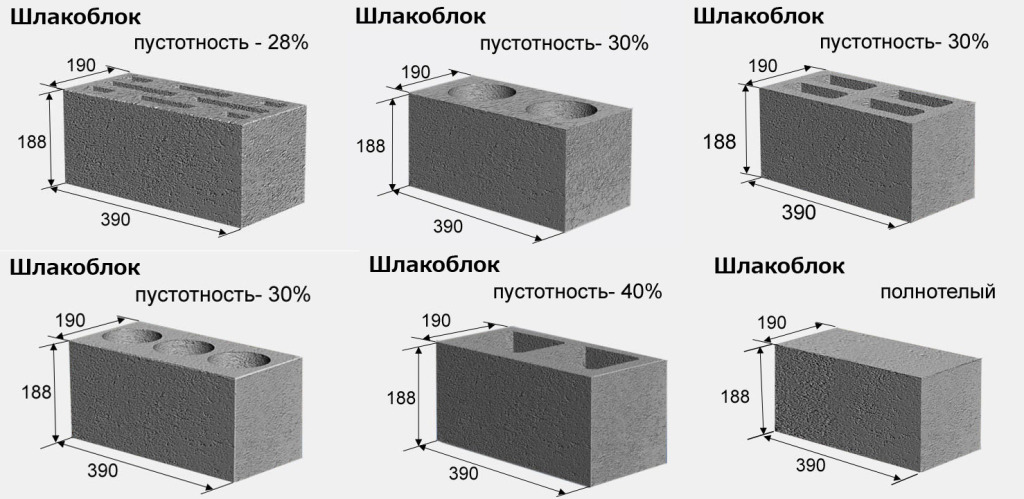
На фото – размеры стандартного блока.
Габариты
Стандартные шлакоблоки размерами 390х190х188 мм в продаже соседствуют с полублоками меньших габаритов — 390х120х188 мм.
Но в самодельных шлакоблоках размер мы выберем наиболее нам подходящий. Однако такие свободные размеры не должны слишком укрупнять и отягощать изделия, иначе будет трудно работать. То есть масса блока пусть будет не более 20 кг.
К слову, увеличение размеров блока экономит раствор при кладке, а уменьшение – значительно облегчает строительство. И все же цена 1 метра кладки остается почти неизменной. В связи с этим профессионалы считают оптимальными блоки размерами 330х145×330 мм.
Статьи по теме:
Правила изготовления
- Отклонения в высоте формы должны быть не более 5 мм.
- Соразмерные пластины фанеры, металла, гетинакса годятся для разделительных деталей.
- Заметим, что расстояние между поперечинами соответствует длине блоков, их ширина – толщине. Поэтому необходимые чертежи форм для шлакоблоков не позволят нам допустить брак: стоит строго соблюдать размеры при изготовлении этой оснастки.
- Деревянные элементы надо покрасить масляной краской, отталкивающей влагу и облегчающей извлечение шлакоблоков из формы.
- Чтобы готовый блок легко извлекался из формы, ее лучше сделать разборной, а вместо дна подложить пленку.
Виды форм для изготовления шлакоблоков
Качественно сделанная форма приемлемых размеров удержит бетонный раствор до полного затвердения.
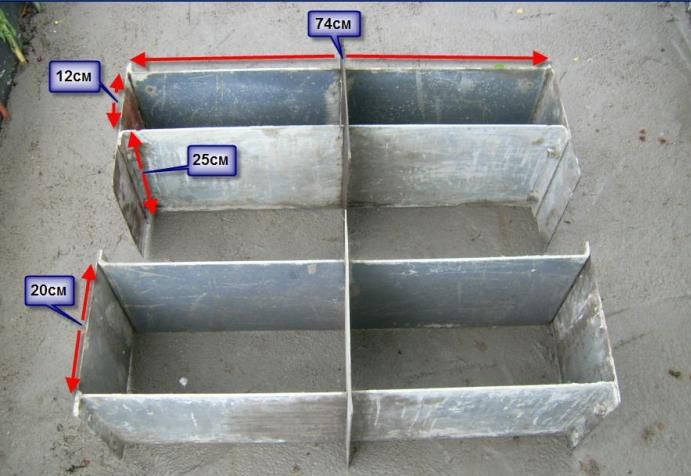
Разборные из дерева
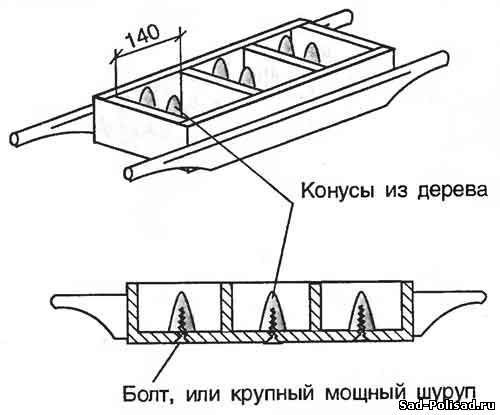
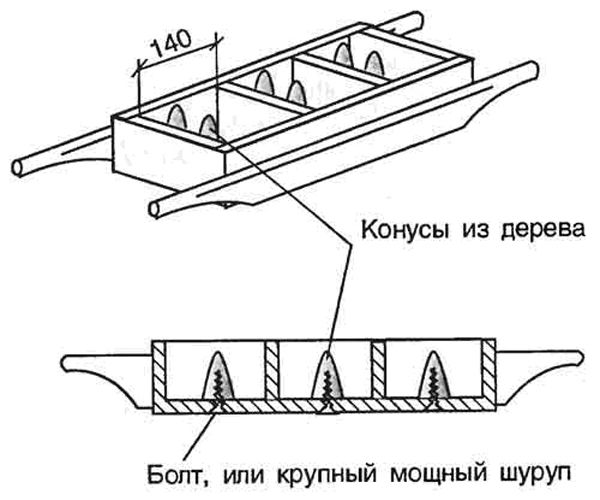
Форма для шлакоблока в виде носилок рассчитана на отливку 3 шлакоблоков.
В домашнем производстве данных блоков удобны деревянные формы, которые проще изготовить.
- Такая конструкция — элементарная опалубка, в которую мы заливаем цементную смесь.
- Чтобы изготовить форму–оснастку, нужны строганные доски шириной с высоту шлакоблока. А длина их до 2 метров — с досками длиннее и работать труднее.
- Затем поперечинами из коротких досок делим основу на отдельные ячейки, в которых образуются шлакоблоки.
Две крайние поперечины входят в задвижные 7 мм пазы для соединения с продольными досками.
- Целесообразно эти детали поставить на фиксаторы — задвижные пазы. Эти разделительные пластины можно также установить в выпиленные в длинных досках выборы.
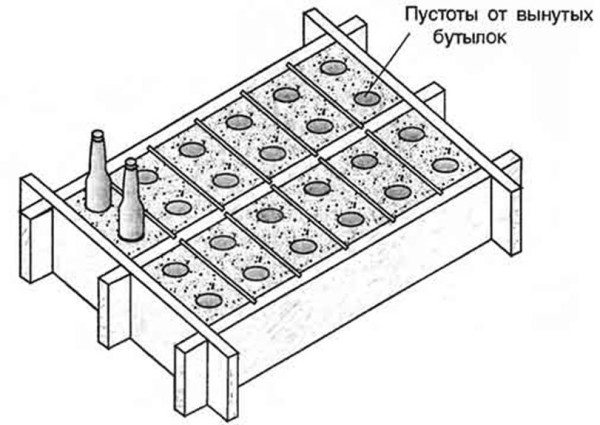
- В самодельные формы для шлакоблока поставим металлические цилиндры, куски труб или обычные пластиковые бутылки, наполненные водой (чтобы в растворе не всплыли),тяжелые бутылки из-под шампанского (9 штук) с толстыми прочными стенками для образования пустот в блоках.
- Дно формы можно застелить целлофаном.
Установим бутылки в раствор для образования пустот.
Совет!
Для беспрепятственного снятия сырого шлакоблока с емкости обязательным условием для образователя пустот является его конусность.
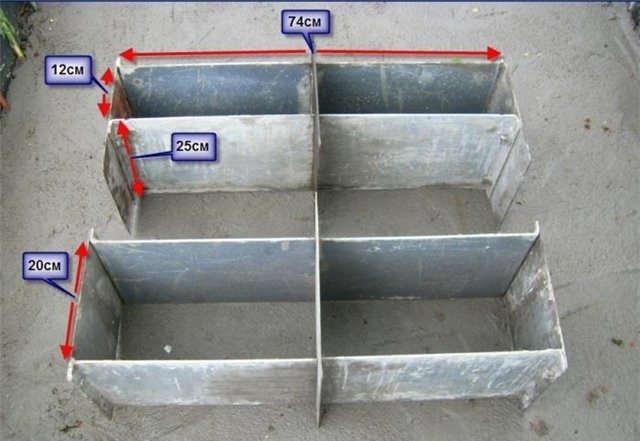
Из металла

На фото – грамотно сделанная металлическая емкость.
Сварные металлические ячейки с перегородками делаем по типу обычной опалубки или аналога из дерева. Кстати, из такой металлической оснастки шлакоблоки доставать проще и легче, особенно, если предварительно ее смазать отработанным маслом.
Инструкция по изготовлению металлической емкости и ее применению:
- целесообразно использовать листовой металл от 3-х мм толщины;
- из него вырежем матрицу по размерам шлакоблока, но с запасом в 5 см для неизбежной утрамбовки;
- далее формируем сквозной удобный короб без дна;
Обратите внимание!
Все сварочные швы делаем снаружи, чтобы шлакоблок получился гладким.
- резиновая обивка по периметру основания предохранит края блока от деформаций;
- для усиления устойчивости к коробу с торца приварим тонкие профильные трубы;
Схема металлической формы
- при изготовлении самодельных блоков в этих формах мы используем мягкий раствор с увеличенным количеством воды;
- через пару часов раствор схватится, и мы разберем конструкцию, оставив блоки сохнуть уже в свободном состоянии.
Самодельный станок

Покупать промышленный станок не всегда оправдано
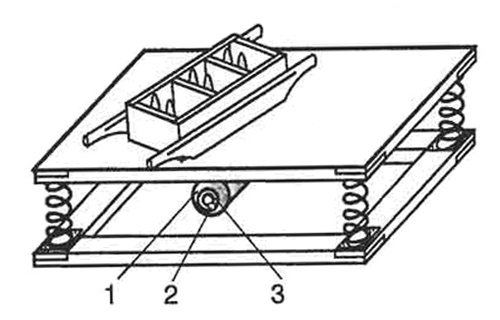
Схема самодельного стола-вибратора: 1-двигатель; 2-груз балансирующий; 3-шкив.
Мастера сконструировали самодельные станки для домашнего производства шлакоблока. Они оснащены вибрирующими устройствами, что максимально ускоряет процесс: изготовление без ожидания застывания бетона.
Застройщики используют 2 варианта:
- вибростол;
- формочку мотором, при этом даже не переворачиваем форму, чтобы достать сформированный шлакоблок.
Наиболее простой такой самодельный блочный станок-ящик собран по схеме «несушка». Он состоит из формовочной матрицы — ящика без дна и вибратора сбоку на стенке. Данный вибратор можно изготовить из любого маломощного электродвигателя на 150 Вт (например, от стиральной машины).
У ящика обязательно есть ручки, чтобы после формирования шлакоблока форма легко снялась, нисколько не повредив сам слепок.
Вывод
Застройщики иногда отливают бетонит в уникальных трансформерах.
Самыми оптимальными являются разборные формы.
- Для самостоятельного изготовления блоков мы сделаем формы из листовой стали либо струганной доски.
- Пустоты по форме предпочтительнее круглые.
- Данная емкость рассчитана на получение одновременно нескольких блоков.
- Преимуществами самостоятельного изготовления блоков является то, что мы сами контролируем качество блоков и экономим на строительстве.
Самодельные шлакоблоки идеально подходят для капитального строительства и ремонта: материал не тяжёлый и теплоёмкий. Обзаведясь такой емкостью, можем смело приступать к производству шлакоблоков для собственных нужд. А видео в этой статье ознакомит с нюансами работы.
изготовление своими руками станка и разных форм, видео
Одним из самых востребованных строительных материалов на сегодня является шлакоблок. Полученный методом естественной усадки или вибропрессования строительный камень используется для строительства различных невысоких зданий. Производить его можно как в промышленных условиях, так и своими руками с применением специальных устройств или форм. Самостоятельно можно сделать не только шлакоблоки, но и вибропрессовочный станок, на котором они будут изготавливаться.
Виды шлакоблоков
Различают два вида строительных блоков:
- Полнотелые шлакоблоки используются для возведения фундамента, несущих перегородок и стен.
- Пустотелые намного легче, поэтому они не создают нагрузку на фундамент. Кроме этого, они обладают хорошей тепло- и звукоизоляцией. За счет таких характеристик пустотелые блоки используются для возведения стен.
Самые первые строительные блоки изготавливались из шлака и вяжущего материала в виде цемента. Сегодня шлакоблоками называют различные строительные камни, которые с помощью вибропрессования получают из бетонного раствора. В их состав, кроме шлака, может входить:
- гранитный щебень;
- гранитный отсев;
- вулканический пепел;
- бой бетона и кирпича;
- песок;
- речной гравий, щебень;
- керамзит;
- стеклобой;
- цемент;
- бой затвердевшего цемента;
- бой бетона и кирпича.
Производство строительных блоков своими руками может осуществляться с помощью вибропрессовочного станка или деревянных форм.
Установка для производства шлакоблоков
Станок имеет довольно простую конструкцию, поэтому собрать его можно самостоятельно. Его главным элементом является предназначенная для шлакобетонного раствора матрица (форма). Она представляет собой металлическую коробку, внутри которой в виде пустот расположены ограничители.
Для создания установки своими руками понадобятся следующие инструменты и материалы:
- около 1 кв. м. лиственной стали толщиной в 3 мм;
- электродвигатель мощностью от 0,5 до 0,75 кВт;
- 30 см металлической полосы толщиной в 3 мм;
- болты;
- гайки;
- один метр трубы диаметром в 7,5–9 см;
- тиски;
- болгарка;
- стандартный набор слесарных инструментов;
- аппарат для сварки.
Этапы работ:
- По необходимым размерам строительных блоков изготавливается форма. Ее боковые грани вырезаются из листовой стали. Чтобы матрица получилась сразу на два шлакоблока, в центре ящика закрепляется внутренняя перегородка.
- Для оформления пустот, высоту которых нужно определить заранее, отрезается шесть кусочков трубы.
- Трубам необходимо придать конусную форму, для чего до середины каждого куска делается продольный разрез. Далее трубы обжимаются кусками и с помощью сварочного аппарата соединяются. Каждый конус заваривается с обоих краев.
- По длинной грани матрицы в ряд соединяются ограничители. Для скрепления с проушинами, по краям каждого ряда добавляется по пластине толщиной в 3 см.
- Посередине каждого получившегося отсека делаются пропилы, а с обратной стороны привариваются проушины. На них можно крепить элементы для создания пустот, которые потом легко убираются. В результате матрицу можно будет использовать для производства моноблоков.
- Для крепления виброматора снаружи одной из поперечных стенок навариваются четыре болта.
- Со стороны загрузки по краям сваркой крепятся лопасти и фартук.
- Все элементы выполненной конструкции тщательно зачищаются, полируются и красятся.
- Из пластины с отверстиями, которые должны совпадать с отверстиями в блоке, изготавливается пресс. Он должен свободно входить вглубь формы на 5–7 см.
- К прессу привариваются ручки.
На завершающем этапе работ по производству своими руками установки для шлакоблоков монтируется вибратор. Для этого можно взять обычный электрический двигатель, который приваривается на валы двигателя эксцентрики. Можно просто приварить болты, ориентируясь на то, чтобы совпадали их оси. Сила и частота вибрации будет регулироваться с помощью накрученных на болты гаек.
Производство строительных блоков
Чаще всего шлакоблоки изготавливаются стандартных размеров – 188х190х390 мм. Пустотелые блоки внутри имеют по три отверстия.
Для замешивания раствора понадобится:
- шлака или другого наполнителя – 7 частей;
- цемента марки М 400 или М 500 – 1,5 части;
- гравия фракции от 5 до 15 мм – 2 части;
- воды – 3 части.
Если в качестве основного наполнителя выбран доменный шлак, то другие добавки (щебень, гравий, керамзит, песок и т. д.) использовать нельзя. Для изготовления своими руками цветного строительного блока в раствор добавляется крошка из кирпича или истолченный мел.
Чтобы шлакоблоки получились прочными, водонепроницаемыми и морозостойкими, в смесь для их изготовления добавляется пластификатор (5 грамм на блок). Приобрести его можно в строительном магазине.
В процессе производства строительных блоков необходимо следить, чтобы раствор не растекался. Поэтому добавлять воду в смесь следует с осторожностью. Оптимальную консистенцию можно проверить руками. Для этого горсть готового раствора бросается на землю. Ударившись о поверхность, он должен рассыпаться, а при сжатии руками стать снова единой массой.
Готовый раствор можно использовать для производства шлакоблоков на выполненной своими руками установке. Для этого смесь укладывается в форму, которая устанавливается на виброплиту. Утрамбовывать раствор станок должен в течение 5–15 секунд. После этого в матрицу следует добавить еще смесь, поскольку загруженная во время трамбовки осядет.
Далее процесс повторяется до тех пор, пока прижим не достигнет ограничителей. Матрица со станка снимается до его остановки. Вынимать из формы блоки нужно только после их первичной просушки, на которую обычно уходит 1–3 суток. После этого готовые шлакоблоки вынимаются, ровно раскладываются по горизонтальной поверхности и прикрываются полиэтиленом. По назначению использовать их можно будет не раньше чем через месяц.
Изготовление металлических одинарных разъемных форм
Конструкция матрицы имеет боковые стенки и донышко. Между поперечными металлическими листами на необходимом расстоянии закрепляются поперечины. Шаг между ними должен соответствовать требуемым размерам строительного блока. Чтобы производство было эффективным, опалубку рекомендуется делать сразу на несколько шлакоблоков.
Изготовление формы производится с помощью следующих материалов и инструментов:
- болгарки;
- сварочного аппарата;
- цилиндров с диаметром в 4 см;
- нескольких железных планок толщиной в 5 мм;
- листов железа толщиной в 3 мм.
Согласно размерам шлакоблока размечается лист. Должны получиться две поперечные стороны размерами в 210х220 мм и две продольные стороны длиной в 450 мм и шириной в 210 мм. Размеченные пластины вырезаются с помощью болгарки.
Чтобы форма не ездила, к ее дну привариваются крылышки. А для удобства работ и быстрого освобождения формы от раствора крепятся ручки.
По контуру продольных стенок делаются насечки. Они помогут зацепить матрицу за установленные продольно стенки. После этого форму можно собирать.
Пустоты создаются с помощью навесных цилиндров. К пластине толщиной в 3 мм они привариваются так, чтобы ближе кверху она как бы пронизывала цилиндры. На торцевых стенках делаются насечки.
Производство шлакоблоков
В целях экономии материала рекомендуется использовать формы для изготовления сразу от четырех до шести блоков. Для создания полостей они должны быть оборудованы цилиндрами.
Поэтапный процесс изготовления блоков в разъемной форме:
- При помощи бетономешалки замешивается раствор.
- В форму лопатой засыпается смесь. При этом матрица должна стоять на ровной поверхности.
- Емкость раствором должна заполняться равномерно. За этим необходимо внимательно следить.
- После того как форма заполнится до краев, верхний слой выравнивается лопатой.
- Для сухого раствора используется специальная крышка с отверстиями, которые будут перекрывать в матрице имеющиеся штыки.
- Строительный блок вместе с емкостью перемещается на открытую площадку, где будет в дальнейшем храниться.
- Примерно через полчаса или чуть больше снимается низ, боковые стенки и крышка. Чтобы извлечь шлакоблок было легче, можно обычным молотком подбить продольную полоску с цилиндрами и стенки.
Полностью высыхать строительные блоки будут около трех суток.
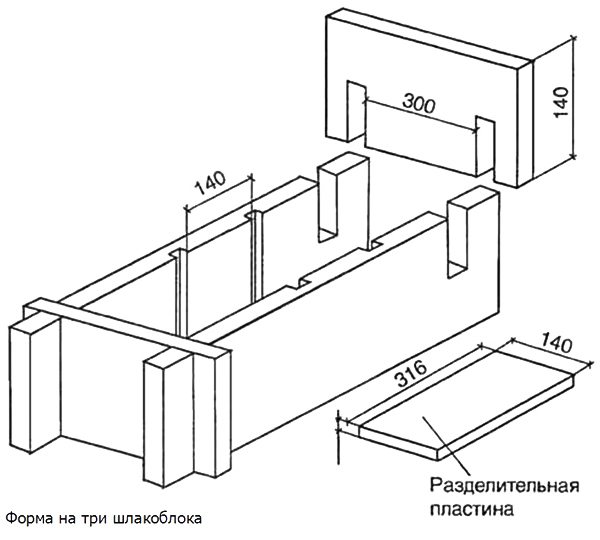
Деревянные формы для производства строительных блоков
Если понадобится изготовить всего несколько десятков шлакоблоков, то можно использовать матрицы из дерева. Изготовить их можно с помощью следующих материалов и инструментов:
- ровных обработанных досок с шириной в 14 см и длиной в 2 м;
- стамески;
- пилы;
- угольника;
- рулетки;
- масляной краски.
Форма будет иметь вид короба с перегородками. Доски должны быть обязательно гладкими.
Этапы работ:
- Из доски с помощью пилы длиной в 3 см нарезаются поперечины, которые соединяются в прямоугольный каркас. Ширина поперечин – это толщина будущего блока, а расстояние между ними будет его длиной. При изготовлении формы необходимо использовать угольник, чтобы соблюдать прямые углы.
- Разделительные пластины можно сделать из дерева, толстой фанеры, гетинакса или металла.
- В продольных досках выпиливаются пазы, в которые будут устанавливаться пластины. Пазы должны иметь глубину в 4–6 мм и соответствовать толщине пластины.
- Все деревянные части формы на несколько раз красятся масляной краской. Это необходимо, чтобы при эксплуатации дерево не впитывало влагу и матрицу не «коробило». К тому же из окрашенной формы строительные блоки будут выниматься легче.
Чтобы сделать своими руками с помощью деревянной матрицы пустотелый шлакоблок, можно воспользоваться бутылками из-под шампанского. С их помощью в еще не застывшем растворе делаются отверстия. Через два – три часа бутылки аккуратно выкручиваются так, чтобы не навредить еще сырой цементной смеси.
Перед изготовлением каждого блока деревянная форма протирается обработкой моторного масла. Лишнее масло убирается, и стенки матрицы протираются старой тряпкой. Когда все шлакоблоки будут готовы, форма тщательно отмывается от раствора, высушивается и обрабатывается отработкой. В таком виде храниться она должна обязательно в помещении.
При помощи изготовленной своими руками установки для производства блоков и при наличии всех необходимы материалов, за один час можно сделать вместе с помощником до 70 шлакоблоков. Улучшит качество раствора и сократит время работы использование небольшой бетономешалки.
Форма для шлакоблока своими руками (+чертеж)
Шлакоблок – популярный строительный материал, который широко используется благодаря его дешевизне и хорошим эксплуатационным характеристикам. Дом из шлакоблоков прослужит 50 и более лет. Оборудование, предназначенное для производства этого строительного материала, не подлежит сертификации, поэтому многие изготавливают шлакоблоки своими руками.
Фото: шлакоблоки
Что нужно для производства блоков, изготовление формы
Для того чтобы изготовить шлакоблок своими руками, необходимо закупить в большом количестве все составляющие смеси, в которую обязательно входит цемент и наполнители, а также кладутся различные добавки, улучшающие качество строительного материала.
Для производства понадобится бетоносмеситель, вибросито и вибростанок. Особое внимание следует уделить формам для изготовления блоков.
Форм потребуется столько, сколько блоков вы собираетесь делать в день. Изготовлены формы могут быть как из дерева, так и из металла. Для пустотообразователей берутся трубы нужного диаметра. Также можно сделать прямоугольные пустотообразователи, но нужно учитывать, что пустотность блока не должна превышать 40%.
Совет прораба: обычные размеры блоков – 390х190х188 мм, но если вы изготавливаете блоки своими руками, то можете сделать формы произвольных размеров.
Чертеж формы для изготовления щлакоблока
Фото: вибростанок
Сделать станки для производства шлакоблока также можно своими руками. Помогут в этом подробные чертежи.
Если у вас много времени, то можно делать блоки без применения станка только при помощи форм. Для этого в нее нужно залить раствор на треть, после чего простучать молотком ее стенки по всему периметру для того, чтобы смесь уселась. Затем нужно снова залить смесь и повторить действие. В качестве пустотообразователей можно использовать пластиковые бутылки, заполненные водой. Их нужно вставлять на одинаковом расстоянии друг от друга. Для подсыхания в этом случае потребуется 2-4 суток, после чего блок можно вынимать и готовить новый.
При использовании качественного цемента и четкого следования технологии производства, блоки, сделанные своими руками, получаются не менее качественными, чем при производстве на предприятии.
Видео
Формы для пеноблока: видео-инструкция по изготовлению своими руками, виды
Пенобетонные блоки обладают рядом хороших характеристик, в результате чего получают все большую популярность в современном строительстве. Этот материал не дорого стоит, к тому же формы для для изготовления пеноблоков не сложно купить или сделать самостоятельно, что позволяет изготавливать блоки самостоятельно.
Далее мы рассмотрим особенности производства этого стройматериала, включая изготовление форм для пеноблоков и самого пенобетона.

Пеноблоки
Общие сведения о пеноблоке
Прежде чем приступить к созданию форм для пеноблоков, следует разобраться, что же они из себя представляют. И так, пенобетон состоит из песка, цемента, пенообразователя и воды. Кроме того, для улучшения определенных свойств материала, а также для повышения его прочности допускается добавление затвердителей, пластификаторов и фибры.
Что такое пенообразователь
Пенообразователем называется жидкость на органической или белковой основе. Это экологически чистый, химически нейтральный продукт. На рынке существуют два типа пенообразователей – белковые и синтетические.
Белковые пенообразователи обладают следующими свойствами:
- Практически не влияют на увеличение времени схватывания и твердения раствора пенобетона.
- Практически не ухудшают прочность пенобетона.
- Придают пенобетонной массе высокую стойкость.
- Обладают слабой устойчивостью к всевозможным ускорителям, однако их добавление, как правило, и не требуется.
- С применением белковых пенообразователей можно получить пенобетон плотностью 300 — 1200 кг/см3.
Синтетические пенообразователи имеют следующие свойства:
- Увеличивают время схватывания и твердения пенобетонного раствора.
- Сильно снижают прочность пенобетона.
- Снижают стойкость пенобетонной массы.
- Устойчивы к различным ускорителям.
- Не позволяют произвести пенобетон низкой плотности.
Свойства пенобетона
Применение пенообразователя придает материалу пористую структуру закрытого типа, т.е. внутри материала пузырьки получаются изолированными друг от друга. Это обеспечивает его высокими теплозащитными и морозостойкими характеристиками. Кроме того, пенобетон не впитывает влагу, в отличие от многих других пористых стройматериалов.

Размеры блока
Формы для пенобетонных блоков
После изготовления пенобетон находится в жидкой консистенции и растекается по поверхности оснастки с учетом своей вязкости. От формы для производства пеноблоков зависит не только их размер, но и качество готовой продукции.
Материал и тип, из которого выполнена технологическая оснастка, в первую очередь зависят от требований к оборачиваемости и масштабов производства. Оборачиваемость зависит от времени, которое проходит с момента заливки до предварительного отвердения.
По конструкционной особенности формы бывают двух типов -неразъемные и разъемные. Кроме того, они могут различаться по количеству блоков, которые можно залить одновременно, т.е. одноместные и многоместные.
Различные типы технологической оснастки позволяют получить как готовые штучные блоки, так и массив, который после извлечения из оснастки подвергается распилу.Конечно, формы для пеноблоков своими руками делают первого типа, так как они позволяют получить уже готовый продукт.
Недостатком оснастки для изготовления штучных блоков является то, что они позволяют выпускать изделия фиксированного размера. Чаще всего производят блоки габаритами — 200*300*600 мм.
Самыми распространенными материалами для их изготовления форм являются: влагостойкая фанера, пластик и металл. От типа материала зависят не только технологические и эксплуатационные свойства оснастки, но и ее цена.

Формы из фанеры
Статьи по теме:
Формы из фанеры
Как правило, такие формы изготавливаются с металлическим каркасом. Металлические конструкции необходимы для того, чтобы придать фанере необходимую жесткость, а также предотвратить ее деформацию. В результате, это положительным образом влияет на качество выпускаемой продукции.
Главным достоинством оснастки из фанеры является ее невысокая стоимость и простота изготовления. Эксплуатация также не требует больших затрат. Формы могу выдержать как минимум 40-50 циклов заливки. Если правильно обслуживать фанерную оснастку и ухаживать за ней, то она сможет прослужить еще дольше.
Изготовленная форма для пеноблоков своими руками представляет собой сбитый фанерный ящик с ячейками. Каждая ячейка соответствует размеру будущего изделия.
Совет!
Перед тем, как заливать смесь в фанерные формы, внутреннюю поверхность следует смазать.
Это предотвратить прилипание пенобетона к бортам и основанию.

Форма из пластика
Формы из пластика
Пластиковые формы для пеноблоков являются самыми дешевыми. Они отличаются неприхотливостью в эксплуатации и не требуют смазки перед заливкой. Недостатком таких форм является их хрупкость. Этим обусловлен их незначительный срок эксплуатации.
В последнее время стали производить металлические каркасы, в которые устанавливается пластиковая оснастка. Они позволяют увеличить долговечность форм.

Металлические формы
Формы из металла
Самыми прочными являются металлические формы для пеноблоков, но при этом они и самые дорогие. Однако, если учитывать продолжительность срока их эксплуатации, то стоимость форм составляет незначительную часть в себестоимости готовых изделий.
Сделать металлическую оснастку гораздо сложней. Если у вас нет такой возможности, то можно поискать б у формы для пеноблоков, которые будут стоить гораздо дешевле, чем новые.
Совет!
Вместо форм можно использовать разъемную опалубку.
Технология производства пеноблоков
Для производства пеноблоков кроме форм понадобится следующее оборудование:
- Пеногенератор.
- Компрессор.
- Бетономешалка емкостью 80-100 литров.
При наличии этой техники два работника в течение смены могут произвести несколько кубометров пенобетона.

Сборка металлических форм
Пеногенератор разумней сделать своими руками, так как фабричное оборудование стоит неподъемно дорого. Пенообразующие компоненты, которые продаются, создают в десяток раз уменьшепены. Кроме того, при использовании этих компонентов бетон необходимо взбивать на очень высоких оборотах.
Инструкция по изготовлению пеногенератора довольно простая. Найти ее можно в интернете.
Совет!
Качество полученной пены можно проверить следующим образом – заполнить ею ведро и перевернуть его вверх дном. Качественная пена должна удержаться в ведре.
Для производства пеноблоков используют цемент марки не ниже 400. Присутствие в нем примесей не допускается. Обратите внимание, что при производстве теплоизоляционных блоков с плотностью до 500 кг/м3 песок не применяют. При изготовлении бетонов с плотностью от 600 кг/м3 и выше в смесь добавляют дробленый или природный песок.
Совет!
Лучше использовать отсев, так как стоимость его меньше, а активность в бетоне – выше.

Оборудование для производства пеноблоков
Для производства 1 м3 пенобетона в среднем требуется:
- 310-320 кг цемента.
- 210-220 кг песка (если пенобетон будет производиться плотностью от 600 кг/м3).
- 100-110 литров воды для раствора и около 55-60 литров для пенообразователя.
- Полтора литра концентрата пенообразователя.
В первую очередь смешиваются песок,цемент и вода, после чего добавляется пена. Чем быстрее перемешиваются компоненты, тем более качественным получается бетон.
В обычной бетономешалке перемешивание пенобетона займет около 20 минут, так как пена будет долго держаться на поверхности. В бочке с подвижными лопастями пена размешается в течение пары минут.

На фото структура пенобетона
После изготовления пенобетона, его заливают либо в формы, либо в разборную опалубку. Во втором случае, не дожидаясь полного застывания, опалубку разбирают и режут массив на отдельные блоки.
Разбирать формы следует не ранее, чем через сутки. Перед отправкой на склад изделия требуют дополнительной выдержки в 16 часов. Температура при производстве блоков не должна понижаться ниже +5 градусов по Цельсию.
Вывод
Изготовление пеноблоков для себя или как бизнес не требует наличия сложного оборудования, а сам процесс хоть и имеет некоторые нюансы, в целом довольно простой. Это позволяет обеспечить свое строительство собственным стройматериалом и тем самым существенно сократить на него расходы.
Видео в этой статье дополнит информацию по данной теме.
как сделать своими руками, цены
Пеноблок – один из наиболее востребованных материалов на строительном рынке. Это обуславливает высокую потребность в его производстве, а значит, и возрастает спрос на формы.
Оглавление:
- Классификация по материалу изготовления
- Как сделать своими силами?
- Стоимость
Разновидности
Производство заключается в заливке смеси в специальные ячейки, где она находится на протяжении 12-14 часов до полного застывания. Изготовление может проводиться в промышленных или домашних условиях. В последнем случае самодельные сооружения позволяют снизить себестоимость блоков.
1. Пластиковые формы.
Конструкции из пластмассы не пользуются большой популярностью в промышленных масштабах. Существует лишь типовой размер – 390х190х188 мм. Пластик не выдерживает большого количества заливок. Это существенно ограничивает сферу применения, поэтому не многие изготовители выпускают их, а только Китай, Днепропетровск и Чернигов.
Несмотря на то, что для масштабного производства требуется закупать сотни, а то и тысячи секций, в перерасчете на 1 куб.м. продукции такие формы оказываются вполне дешевыми. Они просты в эксплуатации и не требуют предварительной смазки перед заливкой пенобетона.
2. Фанерные.
Ламинированная фанера часто используется как в промышленном, так и «домашнем» производстве. Она позволяет свести к минимуму затраты, особенно когда не планируется масштабная стройка.
Конструкция напоминает ящик, созданный из листов ламинированной фанеры и рассчитанный на один блок. Для придания жесткости используются струбцины, которые стягивают стенки. Но данный материал чувствителен к влаге, поэтому заливку нужно проводить на свежем воздухе и хранить сами изделия в сухом месте. Но чтобы пенобетон меньше разрушал стенки, изнутри ящик застилают полиэтиленом.
Преимущества:
- легко изготовить своими руками;
- стоимость намного ниже металлического аналога;
- конструкция имеет небольшой вес, за счет чего ее легко транспортировать по участку;
- выдерживает до 50 заливок.
3. Металлические.
Бывают двух видов – с днищем или без. Это обуславливает еще одну классификацию – цельные и разборные металлоформы. Для складных секций без дна используют прокатный лист (4 мм), обработанный лазерной резкой. Эта технология ускоряет изготовление кассет, при этом обеспечивая точность габаритов.
Блок может иметь различные размеры, но базовый параметр всегда сохраняется – 600х300х200 или 600х300х100 мм. Металлические формы для пеноблока без дна не имеют достаточной жесткости, из-за чего есть риск нарушения геометрии изделия. Поэтому даже в домашнем производстве рекомендуется делать секции с днищем.
Для секций с дном используются листы толщиной в 6 мм, благодаря чему конструкция становится жестче и прочнее. Дно дополнительно укрепляется при помощи швеллеров. Самыми популярными размерами являются контейнеры на 35, 63 и 70 блоков стандартных объемов.
Современные производители стали использовать специальные металлические вставки, которые позволили создать пазогребневые формы. Они предназначены для создания перегородочных плит. Также всегда есть возможность сэкономить и купить не новые, а б/у изделия.
Чтобы пенобетон не прилипал к металлическим стенкам, когда он заливается, поверхность покрывают саморазрушающейся смазкой. Специалисты рекомендуют использовать средство фирмы Компил, так как его консистенция не оставляет жирных пятен, сохраняет эстетичный вид и не влияет на уровень адгезии материала.
На сегодняшний день популярностью и надежностью пользуются металлические конструкции завода Строй-Бетон, компании ПромСпектр и ООО Интэк.
Изготовление блоков своими руками
В домашних условиях лучше делать формы из ламинированной фанеры. Она позволяет легче достать элемент и проще в обработке. От количества ячеек зависит, сколько готовых блоков получится на выходе. Для домашнего производства рекомендуется делать многоместные опалубки с размером 200х300х600 мм. Хотя если есть возможности и знания, то выйдет самостоятельно изготовить и металлическую конструкцию. В сборке деревянной формы для заливки пенобетона есть два основных этапа – создание каркаса и разбивка на ячейки.
Сначала делается чертеж, его можно составить самостоятельно или найти готовый в интернете. На эскизе указываются необходимые параметры, а также рассчитывается количество секций. Этот вопрос решается по своему усмотрению, но специалисты рекомендуют делать контейнер не более, чем на 40 блоков. Это позволит иметь практически беспрерывный конвейер – пока одна партия застывает, вторую заготавливают. Для создания ящика потребуются влагостойкие фанерные листы толщиной 6-8 мм. Этого хватит, чтобы стенки не прогибались под давлением пенобетона, из-за чего произойдет деформация.
Ориентируясь на чертеж, проводится вырезка дна ящика. В зависимости от расположения секций необходимо контролировать, чтобы длина и ширина днища была кратной размером блока. Сразу на заготовке расчерчивается место перемычек. На этом же этапе из листов вырезают боковые и торцевые стенки. Важно, чтобы высота формы равнялась уровню элементов, так как пенобетон заливается «заподлицо».
На следующем этапе приступают к сборке каркаса. Для этого стенки фиксируются на основании, а для придания жесткости торцы оформляются металлическими уголками. Их устанавливают вертикально, ориентируясь на внешние углы ящика, и пропускают по верхнему краю опалубки. После этого перемычки закрепляются внутри в заранее заготовленных пазах в боковых стенках.
В обязательном порядке стенки обиваются полиэтиленовой пленкой для их защиты от влаги. Важно проконтролировать, чтобы на поверхности не возникало заломов, пузырей или складок. Если этого не сделать, то после высыхания поверхность пенобетонных блоков будет покрыта неровностями.
Вынимать готовые элементы можно только через сутки. При этом важно, чтобы температура окружающей среды была не ниже +5°C. Если пенобетон заливают в формы в домашних условиях, то нужна защита от воздействий окружающей среды – попадания пыли, грязи, атмосферных осадков.
Стоимость готовых форм
Размер, материал и количество ячеек – главные составляющие цены.
| Наименование, размеры | Цена, рубли |
| Контейнер фанерный 0.5 м3 (14 штук) | 9000 |
| Контейнер металлический 588Х300Х188 (24 ячейки) | 11 000 |
| Контейнер металлический кассетный 590х360х120 (40 блоков) | 35 400 |
| Пластиковая форма 390х190х188 мм (1 штука) | от 300 |
| Наборная форма из древесины 600х300х400 | от 7 000 за 1 куб.м |
| Наборная деревянная форма 600х300х100 | от 12 000 за 1 куб.м |
| Металлический контейнер на 24 пеноблока без дна 588х300х188 | 11 000 |
| Металлический контейнер на 40 шт без дна 590х360х120 | 35 000 |
| Форма с дном 35 шт 600х300х200 (металл) | 62 000 |
| Форма с дном 63 шт 600х300х100 (металл) | 48 000 |
| Контейнер с перегородками на 36 блоков (0,54 м3) 500х300х100 | 5 900 |
| Контейнер с перегородками на 30 блоков (0,85 м3) 498х295х198 | 3 000 |
| Наборная из полипропилена 600х300х200 мм, ширина 1,5 м | от 35 000 за куб.м. |
| Наборная из полипропилена 600х300х400 мм, ширина 1,5 м | от 29 000 за куб.м. |
| Кассетная форма для пазогребневых блоков 600х300х200 на 30 шт | 35 000 |
Это ориентировочные цены на формы, так как у каждого производителя они могут разниться в зависимости от качества материала и сложности оборудования. Многие фирмы предлагают приобрести б/у изделия, но их стоимость нужно уточнять отдельно.
виды, как сделать своими силами (фото инструкция)
Шлакоблок представляет собой один из наиболее распространенных строительных материалов, востребованность которых объясняется низкой стоимостью. Изготовлением бетонита можно заняться самостоятельно, что существенно уменьшит общие затраты на возведение сооружений. Для этого достаточно запастись расходными материалами и приобрести формы для шлакоблока. Если в строительстве необходимо использовать камни нестандартных размеров, то рекомендуется изготовить матрицы для него своими руками.
Разновидности бетонных элементов
В производстве строительных блоков используют шлак, наполнитель, воду из которых замешивают раствор. Для создания нужных геометрических параметров смесь помещают в формы для отливки шлакоблоков. Здесь происходит усадка раствора естественным путем или с помощью вибропрессования. В результате всех действий получают бетонит двух видов:
- полнотелый – прочный монолитный блок, отличающийся большой массой и низким уровнем теплоизоляции;
- пустотелый – блочный элемент с внутренними пустотами, характеризуется нормальной теплоизоляцией и надежной прочностью.
Чтобы создать полости в блоках, формы заливают раствором наполовину. Затем вдавливают в них пластиковые бутылки, заполненные водой (можно также использовать стеклянную посуду).
Преимущества и недостатки шлакоблоков
Достоинства:
- дешевизна;
- большой размер (стандартные параметры 390х190х188 мм).
Положительные качества материала значительно облегчают строительный процесс, ускоряют его сроки и позволяют экономить кладочный раствор.
Недостатки:
- слабая морозостойкость;
- высокая теплопроводность;
- низкая шумоизоляция;
- неполное соответствие экологическим нормам;
- затрудненный процесс обработки.
Совокупность всех показателей делает шлакоблок наиболее востребованным в строительстве цоколей зданий или малоэтажных объектов, не нуждающихся в теплоизоляции (гараж, сарай и другие хозяйственные постройки).
Изготовление разъемных матриц для бетонита своими руками
При производстве шлакоблоков небольшими партиями в домашних условиях потребуется емкость для замешивания раствора и заливочные формы. Число матриц зависит от количества элементов, которое вы сможете изготовить за один рабочий день. Готовые изделия будут сушиться в формах не менее суток.
Матрицы для заливки делают из дерева или металла. Формы разборные состоят их боковых стенок и донышка. Между двумя металлическими листами (или деревянными досками) закрепляют поперечины, выдерживая шаг соответствующий длине строительного блока. Его толщину определяет расстояние между основными стенками.
В целях экономии материала рекомендуется изготавливать опалубку, рассчитанную на несколько блоков (4–6 штук). Более громоздкие конструкции будут создавать неудобства в работе и значительно снизят эффективность производства.
Если у вас нет возможности использовать подручные материалы для изготовления опалубки или требуется изготовить всего несколько шлакоблоков, можно устроить форму прямо в земле. Выкопайте ямки нужного объема, выровняйте поверхности, посыпьте песком и слегка увлажните водой.
Формы самодельные для шлакоблока можно также делать без дна. Доски (металлические полосы) пропиливают таким образом, чтобы поперечные элементы надежно вставлялись в продольные, образуя одинаковые ячейки, зафиксированные общей рамкой. Разборную опалубку укладывают на ровную поверхность, предварительно постелив полиэтиленовый лист или гладкий резиновый коврик.
Чтобы упростить выемку готовых блоков, рекомендуется покрыть внутренние стенки матричных форм масляной краской. После опустошения ячеек опалубку промывают водой, просушивают и слегка смазывают отработанным машинным маслом или соляркой.
Для производства единичной отливки можно применять пенопласт. Из него легко получается форма для изготовления шлакоблоков нужного размера. Воспользоваться подобной матрицей придется только один раз, потому что при извлечении готового камня ее придется сломать.
Оборудование для формирования шлакоблоков
При необходимости возведения нескольких объектов или организации собственного бизнеса по производству бетонита метод матричной заливки будет неэффективным. Для этих целей лучше обзавестись специальным вибростанком. В производстве шлакоблоков применяют формы в виде небольших носилок, содержащие не более пяти ячеек.
Фабричное оборудование поставляется сразу с готовыми матрицами. Если вы планируете изготовить несложный станок и формы к нему самостоятельно, то для этого понадобятся следующие материалы:
- электрический двигатель с двумя валами мощностью 0,5–0,7 кВт;
- болгарка;
- электросварочный аппарат;
- листовой металл толщиной 3 мм;
- прочная арматура диаметром 12 мм.
Как изготовить шлакоблок своими руками
Процесс домашнего производства не представляет большой сложности, он состоит из четырех этапов.
1. Замешивание раствора из шлака, цемента, песка и воды.
2. Заполнение форм готовым составом.
3. Уплотнение заливки с помощью прижима и вибрации в течение 1–2 минут.
4. Выемка готовых камней.
Чтобы из формы извлечь шлакоблоки для высыхания, нужно слегка обстучать опалубку по периметру и раскрепить ее. Через 2–3 часа удаляют бутылки, а блоки оставляют просушиваться на 2–4 дня при естественной температуре, после чего можно приступать к строительным работам.
Таблица цен на популярные вибростанки в Москве
| Наименование модели | Производительность блоков в смену (8 часов), шт. | Цена, рубли |
| Мечта застройщика (МЗ-10) | 240-320 | 8 000 – 11 000 |
| 1ИКС передвижной | 240-560 | 12 000 – 15 800 |
| Марс-Универсал | 600 | 16 000 – 19 900 |
| Команч | 900 | 31 800 – 36 000 |
| Дракон | 600-1200 | 55 000 – 70 000 |
| РПБ-1500 | 1500 | 45 900 – 58 000 |
Изготовление шлакоблоков своими руками — 2 варианта, инструкция!
Шлакоблок является одним из наиболее востребованных строительных материалов. Изготавливается по методу вибропрессования из бетонного раствора. Из шлакоблоков возводятся самые разнообразные постройки – от сараев и гаражей до бань и жилых домов.
 Изготовление шлакоблоков своими руками
Изготовление шлакоблоков своими руками
Планируете что-нибудь построить из шлакоблоков? Сделайте их самостоятельно! Ничего сложного в технологии производства этих бетонных блоков нет. Нужно досконально разобраться в порядке работы, узнать основные требования и выдержать рецептуру.
Общие рекомендации и требования
 Размеры шлакоблока
Размеры шлакоблока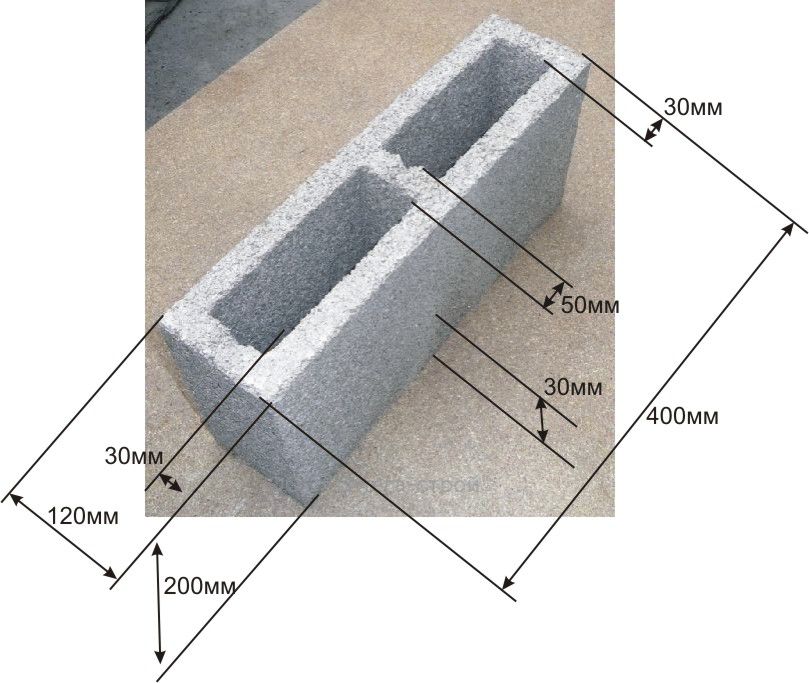 Шлакоблок для межкомнатных перегородок
Шлакоблок для межкомнатных перегородок
Размеры шлакоблока стандартизированы – 188 х 190 х 390 мм. Каждый блок имеет отверстия. Обычно их 3. Для изготовления строительных элементов используется смесь из цемента марки не ниже М400, доменного шлака и крупнозернистого песка. Нередко добавляются дополнительные наполнители и пластификаторы.
Можно изготавливать блоки как вручную с помощью форм, так и при помощи оборудования с функцией вибропрессования.
В среднем одного мешка цемента хватает для изготовления 36 блоков. Экономия очевидна.
Шлакоблок должен иметь правильную геометрию. Даже небольшие неровности приведут к ухудшению качества кладки. Чтобы получать ровные блоки, формы нужно наполнять не просто до краев, а с небольшой горкой, т.к. во время вибрации бетон слегка утрясется и осядет.
Цены на различные виды строительных блоков
Строительные блоки
Как готовить раствор?
Какого-то универсального состава раствора для изготовления шлакоблоков нет – у каждого мастера свой уникальный рецепт. В целом же нужно ориентироваться на особенности состава шлака.
| Составляющие | Объем, л, на один блок | Прочность высохшего блока на сжатие, кг/см2 | Морозостойкость готового блока, циклов | Коэффициент теплопроводности готового шлакоблока |
|---|---|---|---|---|
| Шлак до 8 мм | 10 | 30-40 | 30 | 0.35-0,4 |
| Песок до 3 мм | 1,8 | |||
| Цемент | 2,75 | |||
| Вода | 1,5 |
Есть стандартная «заводская» рецептура, можете ориентироваться на нее. Пропорции следующие:
- шлак – 7 частей;
- песок – 2 части;
- цемент – 1,5 части;
- вода – 1,5-3 части. Подробнее об определении необходимого количества воды будет рассказано далее.
Полезный совет! Ранее приводились стандартные габариты шлакобетонных блоков. Однако для частной застройки удобнее использовать изделия с размерами 400х200х200 мм.
Помимо шлака в состав таких блоков можно включать золу, опилки, гипс, бой кирпича, продукты сгорания угля, гравий и прочие подобные материалы.
Дополнительно в состав раствора рекомендуется добавить пластификатор для бетона. Хватит 5 г на блок. Благодаря пластификатору будут увеличены показатели водонепроницаемости, прочности и морозостойкости изделий.
 Пластификатор для бетона
Пластификатор для бетона
Уделите особое внимание определению необходимого объема воды. Ее надо добавить столько, чтобы изделия не растекались после формирования.
Можете сделать простой тест. Бросьте горсть раствора на землю или другую поверхность. Если он рассыпался, но при обратном сжатии руками вновь соединился в единую массу – консистенция оптимальная.
Делаем шлакоблоки вручную
Если запланировано не слишком масштабное строительство, блоки можно сделать без вибропресса.
Изготавливаем форму
 Форма для шлакоблока
Форма для шлакоблока
Собираем форму размерами 40х20х20 см. При желании можете корректировать размеры на свое усмотрение. Для изготовления формы используем металлические листы либо деревянные доски.
Конструкция предельно простая: дно и боковые стенки. Стенки крепим с учетом выбранных ширины и длины блока. Высота граней формы также должна соответствовать запланированной высоте строительных элементов.
Полезный совет! Вы можете сделать формы с ячейками для одновременного изготовления 4-6 блоков – очень удобно. Нужно лишь увеличить длину и ширину внешних граней и установить между ними перегородки.
Подготовьте пустые стеклянные бутылки. Их вы будете использовать для создания пустот в блоках.
 Вариант формы для шлакоблока
Вариант формы для шлакоблока
Заливаем блоки
Равномерно заливаем раствор в форму до краев.
 Закладка смеси в форму
Закладка смеси в форму
Помещаем в залитую массу бутылки горлышком вверх. Разравниваем поверхность заливки, удаляя излишки раствора.
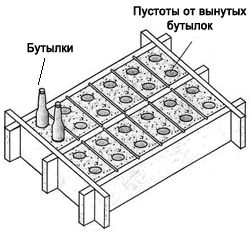 Схема размещения бутылок в залитых блоках
Схема размещения бутылок в залитых блоках
Ждем порядка 5 часов и достаем бутылки. Шлакоблоки же оставляем в формах на сутки, после чего аккуратно их вынимаем и раскладываем по горизонтальной поверхности штабелями.
Оставляем блоки сушиться на месяц. Лишь спустя указанное время материал можно будет использовать для строительства.
 Изготовление шлакоблоков
Изготовление шлакоблоков
Полезный совет! На время сушки накройте блоки полиэтиленовой пленкой. Она защитит изделия от растрескивания во время жары и не даст им намокнуть в случае дождя.
Делаем шлакоблоки на станке
 Фото конструкции в разных ракурсах
Фото конструкции в разных ракурсах
Станок позволяет существенно повысить производительность работы. Оборудование имеет довольно простую конструкцию.
 Вибростанок
Вибростанок
Собираем станок
Главный элемент самодельного вибропрессовочного станка – форма (матрица) для шлакобетонного раствора. По своей конструкции такая форма является металлической коробкой с внутренними элементами в виде пустот. Ограничители для создания пустот также могут быть съемными.
 Станок для шлакоблоков компактный
Станок для шлакоблоков компактный
Набор для работы включает следующие материалы и инструменты:
- аппарат для сварки;
- стандартный набор слесарных инструментов;
- болгарку;
- тиски;
- листовую сталь толщиной 3мм. Уйдет около 1 м2;
- трубу диаметром 7,5-9 см. Нужен примерно 1 м трубы;
- металлическую полосу толщиной 3 мм. Понадобится порядка 30 см материала;
- электродвигатель мощностью 0,5-0,75 кВт;
- гайки;
- болты.
 Станок для шлакоблоков компактный
Станок для шлакоблоков компактный Вид сбоку
Вид сбоку Вид спереди
Вид спереди Вид спереди
Вид спереди
Первый шаг. Изготавливаем форму по размерам будущих блоков. Вырезаем из листовой стали боковые грани матрицы. Будем делать форму сразу на 2 блока. Для этого вырезаем из стали внутреннюю центральную перегородку и закрепляем ее в ящике.
Второй шаг. Определяем высоту элементов для оформления пустот.
Важно! В соответствии с технологией высота пустот должна быть такой, чтобы донная стенка имела толщину от 3 см.
Третий шаг. Отрезаем 6 кусков трубы по длине цилиндров-ограничителей для оформления пустот.
Четвертый шаг. Придаем трубам конусную форму. Для этого продольно прорезаем каждый кусок трубы до середины, обжимаем тисками и соединяем с помощью сварочного аппарата. Завариваем каждый конус с обоих краев.
Пятый шаг. Соединяем ограничители в ряд по длинной грани шлакоблока. Добавляем по краям ряда по пластине 3-сантиметровой толщины с отверстиями для скрепления с проушинами.
Шестой шаг. Делаем посередине каждого такого отсека формы пропилы. С обратной грани формы привариваем проушины. Они позволят выполнять временное крепление элементов для создания пустот. Очень удобное решение – можно будет убирать цилиндры и делать монолитные блоки.
 Станок для шлакоблоков компактный (пресс сверху)
Станок для шлакоблоков компактный (пресс сверху) Пресс станка
Пресс станка Пресс станка
Пресс станка
Седьмой шаг. Снаружи одной из поперечных стенок навариваем 4 болта для крепежных отверстий вибромотора.
Восьмой шаг. С помощью сварки прикрепляем со стороны загрузки фартук и лопасти по краям.
Девятый шаг. Готовим все элементы конструкции к покраске – зачищаем их и тщательно полируем.
Десятый шаг. Делаем пресс. Он будет иметь вид пластины с отверстиями, повторяющими расположение отверстий в блоке.
Важно! Диаметр отверстий на пластине должен превышать аналогичный параметр для углублений в блоке примерно на 0,5 см.
Пластину изготавливаем такого размера и закрепляем ее таким образом, чтобы она могла входить вглубь коробки в месте установки ограничителей на 5-7 см.
В завершение остается приварить к прессу ручки, покрыть конструкцию грунтовочной смесью и смонтировать вибромотор.
В подходящий вибромотор можно превратить обыкновенный электрический двигатель. Для этого необходимо приварить на валы двигателя эксцентрики. Сильно заморачиваться не будем – просто приварим болты так, чтобы их оси совпадали. Для регулирования частоты и силы вибрации накручиваем на приваренные болты гайки.
 Станок для шлакоблоков компактный
Станок для шлакоблоков компактный Мотор
Мотор Мотор
Мотор Виброустройство
Виброустройство
Цены на станки для шлакоблоков
Станок для шлакоблоков
Делаем блоки
Рекомендации по приготовлению раствора приводились выше. Можете использовать стандартный рецепт либо же модифицировать его на свое усмотрение. Главное получить оптимальную вязкость. Ее можно определить «на глаз» — комок смеси должен устойчиво держать форму.
Перед загрузкой смеси смазываем контактные металлические плоскости маслом. Благодаря этому раствор не будет прилипать к железу.
Укладываем готовую смесь в матрицу и приступаем к прессованию.
Устанавливаем наполненные формы на виброплиту и даем ей утрамбовать раствор на протяжении 5-15 секунд. Спустя указанное время добавьте в форму еще раствора, т.к. загруженный ранее неизбежно осядет.
Повторяем процесс, только на этот раз не выключаем виброплиту, пока прижим не достигнет ограничителей. Снимаем форму до момента остановки станка.
 Готовый шлакоблок
Готовый шлакоблок
Даем блокам 1-3 суток на первичную просушку, аккуратно вынимаем их из блоков, раскладываем по ровной горизонтальной поверхности и накрываем полиэтиленовой пленкой. Использовать материал по назначению можно не ранее чем через месяц.
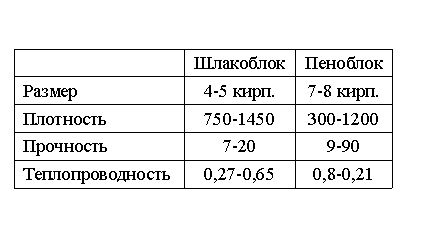 Сравнение характеристик шлакоблоков и пеноблоков
Сравнение характеристик шлакоблоков и пеноблоков
Узнайте, как делать арболитовые блоки своими руками, из нашей новой статьи.
Удачной работы!
Видео – Изготовление шлакоблоков своими руками
LNA для всех: DIY DC block
Я получаю много вопросов относительно использования LNA4ALL. Больше вариантов — больше вопросов. Более года назад мы представляем LNA4ALL с модификацией Bias-T 5V. Таким образом, мы можем использовать ключ RTL.SDR, Hack-RF, питание постоянного тока Airspy для удаленного питания LNA4ALL через коаксиальную линию. Любой другой приемник, имеющий 3,3–5 В постоянного тока на входном разъеме антенны, может питать LNA4ALL по тому же принципу. Хороший вариант, позволяющий сэкономить на внешнем источнике питания и дополнительной проводке.И вот мы подошли к разделу
«но я хочу …»
1. Я хочу использовать антенну с закороченным (DC) соединением 50 Ом!
Если у вас есть AirSpy, HackRF или любой другой приемник, который может отключать Bias-T с помощью программного обеспечения, это не проблема. Даже тогда, если вы забудете снять отметку с опции Bias-T, приемник может выжить, если задействована какая-либо аппаратная защита, например, предохранитель.
Если у вас есть ключ RTL.SDR, вам необходимо отключить питание Bias-T, распаяв мост на оборудовании.
2. Я хочу использовать внешний источник питания для LNA4ALL!
Если у вас есть AirSpy или HackRF или любой другой приемник, который может переключать
выключить Bias-T через ПО, чем это не проблема.
Если у вас есть ключ RTL.SDR, вам необходимо отключить питание Bias-T, распаяв мост на оборудовании.
На этом история не заканчивается. Если вы запустите LNA4ALL с модификацией Bias-T, постоянный ток будет достигать приемника через коаксиальный кабель, как и радиочастотный сигнал.Вы должны отменить модификацию Bias-T на LNA4ALL, и это не легко для всех пользователей. позже, если вам снова понадобится эта опция, вам нужно будет восстановить все детали SMD.
Устранение проблем
Проблема может быть решена путем введения коаксиального блока RF DC, подобного изображенному на рисунке ниже. Микросхемы DC-BLOCK рассчитаны на работу в диапазоне частот от постоянного тока до 18 ГГц. Конечно, качество имеет свою цену.
Как указано выше, блок постоянного тока блокирует компонент постоянного тока и пропускает радиочастотную составляющую сигнала.Таким образом, радиосигнал будет проходить к приемнику, в то время как напряжение постоянного тока от LNA4ALL не достигнет приемника. Это постоянное напряжение может повредить приемник, если не задействована защита.
Так в чем же магия внутри DC-блока? Чтобы заблокировать постоянный ток, нам понадобится конденсатор, включенный последовательно с центральным проводником. Так просто. Проблема только в том, что конденсатор не должен вызывать потерь в заявленном диапазоне работы. В принципе, SRF должен быть достаточно высоким, выше максимальной используемой частоты.Этого можно добиться, используя небольшой (по размеру и номиналу) конденсатор. Такой конденсатор может по-прежнему вносить значительные потери на более низких частотах. Если вам нужна хорошая производительность, вы скорее купите, чем построите.
Используемые нами дешевые DVB-T донглы, также известные как SDR-приемники, охватывают диапазон 25-1700 МГц. Это не должно быть большой проблемой для простого конденсатора SMD, используемого в качестве БЛОКА ПОСТОЯННОГО ТОКА, поэтому мы можем сделать его очень дешево. Тот, который я построил, можно без проблем использовать на частотах 50-3000 МГц.
Это простой проект DIY, в котором вам понадобятся два разъема SMA (штекер / гнездо), кусок ламината печатной платы и конденсатор.
Разъемы SMA
Вы можете использовать тот тип разъемов, который у вас есть или под рукой, для подключения к вашему нынешнему оборудованию, но SMA стал своего рода стандартом для в основном используемого дешевого оборудования SDR. Мужской или женский тип? На ваше усмотрение, но наличие одного мужчины и другого женского пола избавит от необходимости в дополнительном соединительном кабеле.
Ламинат для печатных плат
Поскольку мы используем частоты от 50 до 3000 МГц, потери, вызванные короткой длиной дорожки 50 Ом, не будут доминировать, поэтому можно использовать FR-4 / G10 или тефлоновые.Я использовал излишки РЧ печатной платы и вырезал тишину с 50-омной дорожкой. Важный! Необходимо использовать двухсторонний ламинат с грунтованным нижним слоем.
Просто сделайте вырез на 50-омной дорожке, где будет припаян последовательный конденсатор.
Конденсатор
Короче говоря, просто используйте конденсатор SMD 100pF 0603 размера C0G.
Если у вас есть конденсатор лучшего качества, используйте его.
Конденсатор 100 пФ точно даст нам рабочий диапазон от 50 МГц до 3000 МГц.Учтите, что конденсатор 100 пФ не будет работать на ВЧ. Для этого вам необходимо использовать конденсатор емкостью не менее 1000 пФ.
Если у вас есть анализатор цепей, вы можете узнать SRF конденсатора и измерить S1,2 и S1,1, чтобы получить рабочий диапазон частот. Напряжение постоянного тока, которое вы можете заблокировать, будет ограничено максимальным номинальным значением конденсатора постоянного тока. Стандартные конденсаторы SMD 50 В более чем подходят для обычно используемых 5 В или 12 В постоянного тока.
Сборка БЛОКА ПОСТОЯННОГО ТОКА
Обрежьте печатную плату в соответствии с вашими радиочастотными разъемами.
Сделайте надрез на линии 50 Ом и припаяйте конденсатор SMD 100 пФ.
Припаяйте центральные контакты разъемов SMA к дорожке 50 Ом.
Припаяйте заземление разъемов SMA к заземлению нижней платы и верхней части, если таковая имеется.
Производительность
Используя упомянутый SMD конденсатор 100 пФ 0603, можно получить следующую частотную характеристику. S1,2 или вносимые потери. Как уже упоминалось, потери велики ниже 50 МГц, но низкие до 3 ГГц. Обратите внимание на маркеры, указывающие на потери на 50, 1000, 2000 и 3000 МГц.ответ довольно плоский.
Помимо вносимых потерь, очень важны также обратные потери. Обратите внимание на S1,1 через тот же диапазон и маркеры на тех же частотах. Вполне удовлетворительно для любительского использования. 15 дБ или лучше RL на большинстве частот не вызовет никаких проблем при приеме или передаче через DC BLOCK.
Да, вы также можете передавать через блок постоянного тока. Мощность, которая характерна для самых популярных SDR-устройств, не превышает 10 дБм.Конденсатор SMD размером 50 В 0603 справится с этим без проблем.
Не оставайтесь без блока постоянного тока, он может спасти ваш приемник, анализатор спектра или даже генератор сигналов.
.
Form Block — Поддержка
Блок формы позволяет читателям связываться друг с другом, не раскрывая свой адрес электронной почты. Вы также можете использовать блок формы для создания формы RSVP для события, добавив в форму некоторые поля раскрывающегося списка или флажка.
Вставка блока формы
Настройка формы
Настройки блока формы
Почему я вижу свою контактную информацию в контактной форме?
Управление обратной связью
Инструкции для классического редактора
Это небезопасный метод сбора частной информации, такой как номера кредитных карт, номера банковских счетов, имена пользователей, пароли и т. Д.Для сбора платежей используйте блок Pay with PayPal или аналогичную службу обработки платежей, которая безопасно обрабатывает финансовые транзакции.
Если вы используете классический редактор, ознакомьтесь с этими инструкциями по добавлению контактной формы.
Вставка блока формы
Подробные инструкции по добавлению блоков можно найти здесь.
Чтобы добавить блок, щелкните значок Inserter . Найдите блок формы и щелкните его, чтобы добавить в сообщение или страницу.
Вы также можете ввести / сформировать и нажать Enter в новом блоке абзаца, чтобы быстро добавить его.
При первом добавлении блока формы вам будет предложено выбрать тип формы, которую вы хотите вставить, выбрать тип, который соответствует вашим потребностям, или использовать ссылку пропуска внизу:
После того, как вы вставили форму, вы можете изменить адрес электронной почты для отправки и строку темы электронной почты с помощью кнопки «Изменить параметры формы» или на боковой панели редактора:
Вы можете добавить нескольких получателей электронной почты, разделив их запятыми.
Если вы оставите их пустыми, уведомления будут отправлены автору публикации или страницы с использованием электронной почты, связанной с его учетной записью WordPress.com. Если вы решите изменить эти настройки позже, вы можете получить к ним доступ через настройки блока формы.
↑ Содержание ↑
Настройка формы
- Блок формы — это особый вид блока, который содержит другие блоки.
- Каждое поле формы само по себе является блоком в основном блоке формы .Эти внутренние блоки полей формы можно настраивать и переупорядочивать в блоке формы .
- Чтобы добавить поле формы в конец формы, наведите указатель мыши на блок формы и нажмите кнопку Добавить блок , которая появляется под последним полем.
Поля формы, которые вы можете выбрать:
- Имя
- Электронная почта
- Веб-сайт
- Текст
- Выбор даты
- Телефон
- Флажок
- Флажок Группа
- Радио
- Выбрать
Эти блоки могут быть добавлены только в блок формы .Вы также можете добавить неформальные блоки в свой блок формы , такие как изображение или текст.
Если вы хотите, чтобы поле было обязательным — то есть оно должно быть заполнено до отправки формы — выберите блок поля формы и нажмите кнопку *:
↑ Содержание ↑
Настройки блока формы
У каждого блока есть определенные параметры на боковой панели редактора в дополнение к параметрам на панели инструментов блока. Если вы не видите боковую панель, просто щелкните значок «шестеренка» рядом с кнопкой «Опубликовать».
Настройки блока можно найти на боковой панели.
↑ Содержание ↑
Настройки формы
В настройках формы вы можете изменить адрес электронной почты, на который будет отправляться форма, а также тему письма, отправляемого с уведомлением о новой отправке.
Чтобы получить доступ к настройкам для добавления или редактирования адреса электронной почты, выберите основной Блок формы .Для выбора блока можно использовать Block Navigation :
Щелкните блок, затем найдите блок формы в инструменте навигации по блоку.
Или вы можете выбрать родительский блок в списке внизу экрана:
Щелкните блок формы , затем найдите родительский блок внизу.
После доступа к настройкам формы вы можете использовать опцию On Submission , чтобы выбрать, что будет происходить, когда посетитель вашего веб-сайта отправит форму.Возможные варианты:
- Показать сводку отправленных полей.
- Показать настраиваемое текстовое сообщение, которое вы можете написать.
- Перенаправление на другую веб-страницу, которую вы можете использовать для отправки людей на другую страницу вашего сайта или любого другого сайта.
Настройки формы
Продвинутый
Вкладка «Дополнительно» позволяет вам добавить класс CSS к вашему блоку, позволяя вам написать собственный CSS и стилизовать блок по своему усмотрению. Учить больше.
Расширенный раздел позволяет вам добавить класс CSS в ваш блок.
↑ Содержание ↑
Почему я вижу свою контактную информацию в контактной форме?
Если вы посетите свой действующий сайт для просмотра контактной формы, вы можете увидеть, что ваша контактная информация предварительно заполнена. Только вы видите эту информацию, потому что вы просматриваете свой сайт, находясь в своей учетной записи WordPress.com.
- Зарегистрированные посетители сайта WordPress.com увидят контактные формы, автоматически заполненные их собственной информацией.
- Посетители, которые не вошли в систему, не увидят автоматически заполненную информацию.
- Вы можете проверить это, выйдя из WordPress.com и просмотрев контактные формы — они будут пустыми.
- Эта функция не распространяется на сайты с собственным хостингом, использующие Jetpack.
↑ Содержание ↑
Управление обратной связью
Инструкции для этих шагов относятся к панели управления WP Admin. Вы можете перейти на эту панель управления, добавив
/ wp-adminв конец URL-адреса вашего сайта (например: example.wordpress.com/wp-admin)
Вы можете прочитать все отзывы, отправленные через вашу форму, в области управления отзывами.Просто щелкните вкладку Feedback в левом меню в WP Admin.
Обратная связь обрабатывается так же, как и комментарии. Если отзыв является спамом, наведите на него курсор и нажмите Спам . Если вы хотите удалить отзыв, наведите на него курсор и нажмите Корзина . Или, если законный отзыв помечен как спам, вы можете щелкнуть ссылку Not Spam .
Страниц: 1 2 Показать все
.